Растворенный углерод и азот повышают в нержавеющих сталях твердость мартенсита, предел текучести аустенита и способствуют стабилизации аустенитной фазы. В то время как добавление углерода ухудшает сопротивление нержавеющих сталей мокрой коррозии, азот способствует улучшению этого свойства.
Использованию этого благоприятного действия азота противостоит его существенно более низкая растворимость в расплаве стали по сравнению с углеродом при нормальном давлении. Поэтому в настоящее время применяются способы литья под давлением в порошковой металлургии, чтобы изготавливать нержавеющие стали с содержанием азота 0,3 - 3,0 вес.%. Однако эти способы по сравнению с открытой выплавкой стали связаны со значительно более высокими затратами.
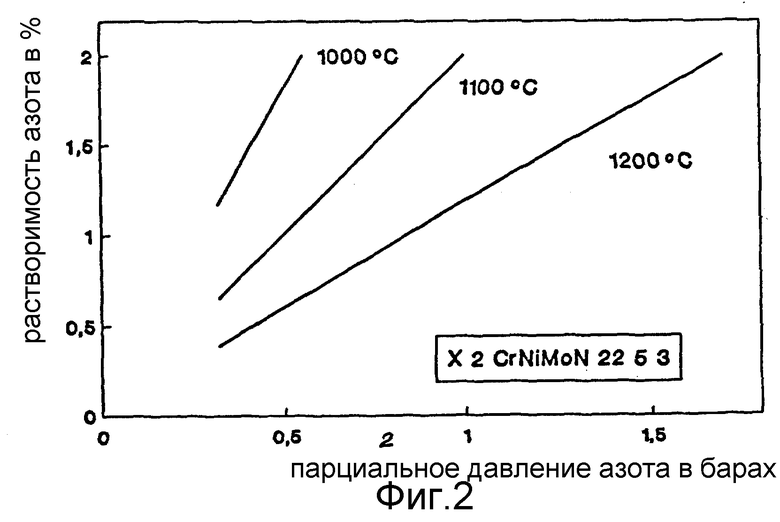
Настоящее изобретение отказывается от сплошного высокого содержания азота в стали. Вместо этого только поверхностная зона окончательно сформированных деталей из нержавеющей стали настолько обогащается с помощью термической обработки растворенным азотом, что над структурой сердцевины образуется высокопрочный, однако вязкий аустенитный поверхностный слой из феррита, аустенита, мартенсита или из смеси из двух или трех этих структурных компонентов. Термическая обработка в соответствии с изобретением состоит из азотирования в отдающей азот газовой атмосфере при 1000 - 12000oC, давление и продолжительность обработки выбираются таким образом, что образуется поверхностный слой определенной толщины, содержание азота в котором находится в пределах между нижней границей в 0,3 вес.% и верхней границей, которая задана начинающимся выделением нитрида во время азотирования. Последующее охлаждение осуществляется настолько быстро, что даже в этот период времени не происходит выделение нитрида. Благодаря последующему дисперсионному твepдeнию при температуре ≤650oC возможно старение поверхностного слоя.
В патенте ФРГ N 4033706 описана закалка на мартенсит с помощью азота, при которой после азотирования мартенситной нержавеющей стали путем закалки создается над вязкой сердцевиной твердый мартенситный поверхностный слой. Этот способ используется для обработки нержавеющих подшипников качения, деталей коробок передач и инструментов, а также нержавеющих деталей насосов и клапанов в курпускулярно нагруженных текучих рабочих средах. Во всех этих случаях важным является прочность при сжатии и твердость поверхностного слоя, которая однако сопровождается существенным повышением хрупкости. Напротив, целью настоящего изобретения является создание по возможности высокопрочного, но вязкого аустенитного поверхностного слоя над вязкой или твердой сердцевиной (фиг. 1). При этом благодаря диффузии азота аустенитная фаза в поверхностном слое стабилизируется, так что мартенситные или ферритные компоненты структуры в поверхностной зоне преобразуются в аустенит. Одновременно благодаря закаливанию твердого раствора аустенита с помощью азота повышается прочность поверхностного слоя, не вызывая появления хрупкости. На основании достигнутой комбинации прочности и вязкости аустенитный поверхностный слой в соответствии с изобретением пригоден для повышения износостойкости, в частности, при нагрузке в результате износа от ударных нагрузок, кавитации и ударов капель, как, например, в лопастных машинах.
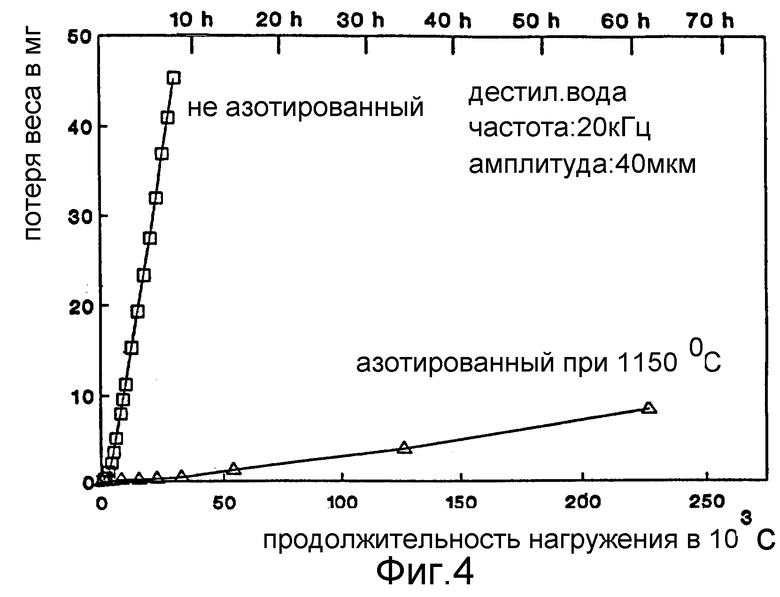
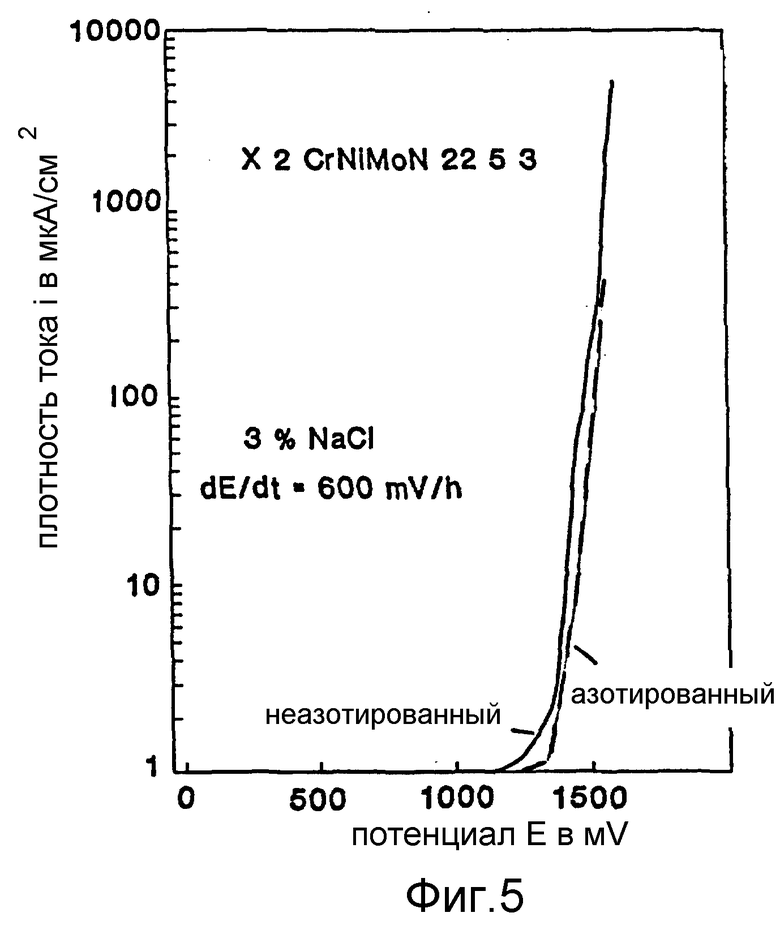
Ниже изобретение описывается с помощью примера выполнения. Для быстровращающихся крыльчаток насосов в агресивных средах часто применяются фeppитo-aуcтeнитныe дуплексные стали, двухфазная структура которых привносит необходимый высокий предел текучести. Частым видом выхода из строя является износ в результате кавитации. Как видно из фиг. 2, благодаря азотированию в азотном газе при температуре 1150oC и давлении 1 бар растворяется содержание 1,4 вес. % азота в поверхностной зоне этого материала. После охлаждения на фиг. 3 можно видеть над феррито-аустенитной структурой сердцевины сплошной аустенитный поверхностный слой. Этот поверхностный слой был подвергнут испытанию на износ путем кавитации в сравнении с неазотированным материалом сердцевины. При этом с помощью ультразвукового вибратора при частоте 20 кГц и амплитуде 40 мкм в дистиллированной воде создается пузырчатое поле, которое приводит к разрушениям на испытуемой поверхности. Сумма износа воспроизведена на фиг. 4 в виде потери веса в течение времени нагрузки. Для азотированного поверхностного слоя согласно изобретению получается степень износа 0,0356 (мг/103с), для неазотированной стали степень износа составляет 1,53 (мг/103c). Тем самым благодаря азотированию поверхности достигается снижение степени износа на коэффициент 43. Например, из представленной на фиг. 5 кривой плотность тока - потенциал, можно сделать вывод, что сопротивление мокрой коррозии в искусственной морской воде несколько улучшается благодаря азотированию поверхности. При примерно такой же пассивной плотности тока для азотированной пробы получается повышение пробивного потенциала по сравнению с неазотированной пробой.
При переносе на крыльчатку насоса эти результаты испытаний означают, что сохраняется высокий предел текучести феррито-аустенитной дуплексной структуры в сердцевине и тем самым допускаемая нагрузка при высокой скорости вращения. Одновременно степень износа при кавитации благодаря азотированному аустенитному поверхностному слою существенно снижается до тех пор, пока этот слой не выработается. Что касается расходов, то отсутствует обычная при дуплексных сталях термическая обработка, состоящая из отжига. При 1020 - 1100oC и закалки. Вместо них появляется азотирование и охлаждение, так что дополнительные расходы приходятся только на более длительное время обработки и газовую атмосферу.
Пояснение к фиг.1-5
Фиг.1 - характеристика твердости в азотированном поверхностном слое аустенитной нержавеющей стали.
Фиг.2 - растворимость азота в зависимости от температуры и давления азота на примере нержавеющей дуплексной стали.
Фиг.3 - структура на переходе от азотированной аустенитной поверхности к сердцевине феррита-аустенитной дуплексной стали марки Х2CrNiMoN 2253.
Фиг. 4 - потеря веса при кавитационном испытании нержавеющей дуплексной стали в сравнении с той же сталью с азотированной поверхностью.
Фиг.5 - кривые плотность тока - потенциал в одном трехпроцентном растворе хлористого натрия для нержавеющей дуплексной стали до и после азотирования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАКАЛКИ НА ТВЕРДЫЙ РАСТВОР ДЕФОРМИРОВАННОЙ ПРИ НИЗКИХ ТЕМПЕРАТУРАХ ЗАГОТОВКИ ИЗ ПАССИВНОГО СПЛАВА И ДЕТАЛЬ, ЗАКАЛЕННАЯ НА ТВЕРДЫЙ РАСТВОР С ПОМОЩЬЮ СПОСОБА | 2012 |
|
RU2600789C2 |
| ПОРОШОК НЕРЖАВЕЮЩЕЙ СТАЛИ ДЛЯ ПОЛУЧЕНИЯ ДУПЛЕКСНОЙ СПЕЧЕННОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ | 2017 |
|
RU2753717C2 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ ДЛЯ КУХОННОЙ УТВАРИ | 2010 |
|
RU2526639C2 |
| МАРТЕНСИТНО-ФЕРРИТНАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ, ИЗГОТОВЛЕННЫЙ ПРОДУКТ И СПОСОБЫ ИХ ПРИМЕНЕНИЯ | 2015 |
|
RU2696513C2 |
| СПОСОБ АКТИВИРОВАНИЯ ИЗДЕЛИЯ ИЗ ПАССИВНОГО ЧЕРНОГО ИЛИ ЦВЕТНОГО МЕТАЛЛА ДО НАУГЛЕРОЖИВАНИЯ, АЗОТИРОВАНИЯ И/ИЛИ АЗОТОНАУГЛЕРОЖИВАНИЯ | 2010 |
|
RU2536841C2 |
| Порошковая проволока для сварки среднелегированных высокопрочных сталей | 2023 |
|
RU2820636C1 |
| СПОСОБ ЛОКАЛЬНОЙ ОБРАБОТКИ МАТЕРИАЛА ПРИ АЗОТИРОВАНИИ В ТЛЕЮЩЕМ РАЗРЯДЕ | 2013 |
|
RU2534907C1 |
| Способ повышения износостойкости и коррозионной стойкости изделий из аустенитных сталей | 2020 |
|
RU2758506C1 |
| СПОСОБ ЛОКАЛЬНОЙ ОБРАБОТКИ МАТЕРИАЛА С ЭФФЕКТОМ ПОЛОГО КАТОДА ПРИ ИОННОМ АЗОТИРОВАНИИ | 2013 |
|
RU2534906C1 |
| АЗОТСОДЕРЖАЩАЯ, НИЗКОНИКЕЛЕВАЯ СПЕЧЕННАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ | 2010 |
|
RU2553794C2 |

Способ термической обработки для образования аустенитного поверхностного слоя с не менее 0,3 вес.% растворенного азота в окончательно сформованных деталях из нержавеющей стали предусматривает азотирование в содержащей азот газовой атмосфере при 1000 - 1200oC и последующее охлаждение со скоростью, позволяющей избежать выделения нитрида. В качестве нержавеющей стали используют нержавеющую аустенитную, мартенситную, ферритную, ферритоаустентную, ферритомартенситную стали. Способ осуществляют при давлении в газовой атмосфере во время азотирования, отличающемся от нормального давления. Поверхностный слой может быть подвергнут диффузионному твердению путем последующего повторного нагрева до температуры не более 650oС. Техническим результатом является улучшение износостойкости при нагрузке в результате ударов и толчков, кавитации и ударов капель. 8 з. п. ф-лы, 5 ил.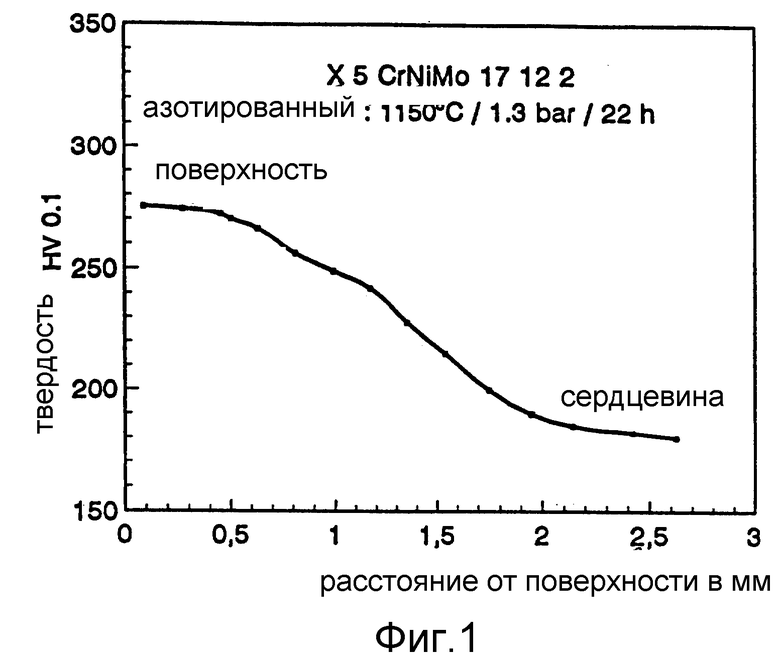
| DE 4033706 A1, 21.02.91 | |||
| ГОРИЗОНТАЛЬНЫЙ ПОДЗЕМНЫЙ ВОДОЗАБОР КОМБИНИРОВАННОЙ КОНСТРУКЦИИ | 2012 |
|
RU2518452C2 |
| DE 4036381 C1, 14.08.91 | |||
| US 4154609 A, 15.07.79 | |||
| Способ азотирования нержавеющих и жаропрочных сталей | 1958 |
|
SU118674A1 |

