Область техники
Настоящее изобретение относится к мартенситно-ферритной нержавеющей стали, применяемой при изготовлении стальных продуктов, таких как, эксплуатационные трубы и обсадные трубы, в частности, для применения в нефтяной и газовой промышленности, в которых требуется высокая механическая прочность (предел текучести обычно более 655 МПа (95 кфунт/дюйм2)) и прочность на разрыв в комбинации с превосходной коррозионной стойкостью.
Уровень техники
С открытием новых нефтяных месторождений, особенно находящихся под толстыми солевыми слоями, среда в скважинах нефти и природного газа создает условия эксплуатации, выходящие за рамки существующих знаний. Уровень давления CO2, традиционно находящийся в диапазоне ниже 5 МПа (50 бар), с легкостью преодолевается и теперь может достигать значений выше 20 МПа (200 бар).
Данные новые условия эксплуатации, в сочетании с наличием других примесей, например, сероводородом (H2S), содержанием различных бикарбонатов и более низкими значениями pH увеличивают степень жесткости условий коррозии скважин значительно выше обычных величин, отраженных и используемых в моделях реального прогнозирования. Как правило, модели прогнозирования основаны на статистических данных, натурных наблюдениях и химическом составе, представленным числовым эквивалентом стойкости к питтинговой коррозии (PREN), который рассчитывают по формуле PREN = Cr+ 3.3% Mo + 16% N.
Стандарты NACE MR0175 и ISO 15156 служат руководством для выбора коррозионно-стойких сплавов (CRA) на основе применения (оборудования или компонента), группы материалов, включающей в себя способ изготовления и PREN и, наконец, параметров окружающей среды, таких как температура, парциальное давление H2S, содержания Cl- и pH.
В прошлом, мартенситные нержавеющие стали типа 13Cr (0,2% С и 13% Cr) во многих случаях выбирали для применения в скважинах с высоким уровнем содержания СO2. Впоследствии в связи с ростом содержания H2S разработали класс супермартенситной нержавеющей стали с низким содержанием C, примерно 13% Cr и добавками Ni и Мо, применение которого возросло. Супермартенситные нержавеющие стали имеют полностью мартенситную микроструктуру, упрочненную закалкой и отпуском, и обладают пределом текучести в диапазоне от 95 до 140 кфунт/дюйм2 (от 655 до 965 МПа). Патенты US 5,496,421 и 5,944,921 являются хорошими примерами данной стадии развития этого класса CRA.
В US 5,496,421 предложена мартенситная нержавеющая сталь, представляющая собой очень мелкодисперсные выделения меди в мартенситной основе. За счет данного выделения повышается предел текучести без снижения прочности на разрыв. Однако пластичность в горячем состоянии значительно снижается при высоких температурах, необходимых для формирования бесшовных труб процессом Маннесмана. В US 5,944,921 предложена супермартенситная нержавеющая сталь, обеспечивающая высокую механическую и коррозионную стойкость и PREN выше 19.
Вышеуказанные предлагаемые стали представляют собой полностью мартенситную микроструктуру, которая обычно содержит включения неустранимых остаточных количеств δ-феррита и остаточного аустенита.
Однако необходимо отметить, что в последнее время извлекаемые запасы нефти содержат большие количества H2S, что создает условия для сульфидного коррозионного растрескивания под напряжением (SSC) в используемых сталях. Применение супермартенситных нержавеющих сталей (супер 13Cr) достигает в настоящее время своего предела вследствие действия данного механизма разрушения, и с точки зрения существующих знаний и моделей использование дуплексных и супердуплексных нержавеющих сталей становится неизбежным.
Дуплексные нержавеющие стали представляют собой стали с аустенитно-ферритной структурой и желаемой коррозионной стойкостью для данной области применения. Однако их невозможно упрочнить путем обычной термообработки закалкой и отпуском. Для достижения более высоких механических свойств данный вид стали необходимо подвергать холодной обработке, что увеличивает сложность и стоимость обработки.
Кроме того, дуплексные и супердуплексные нержавеющие стали требуют очень сложной обработки и большого количества легирующих элементов. По этим причинам стоимость стали данного класса значительно выше по сравнению со стоимостью супермартенситных нержавеющих сталей.
Для преодоления данных трудностей некоторые исследователи предложили модификации супермартенситных нержавеющих сталей, с целью улучшения их коррозионной стойкости и, следовательно, расширения области их применения, например, в документах US 7,662,244, US 7,361,236, US 8,157,930, US 2008/0213120, US 7,767,039 и US 2009/0162239. Следует подчеркнуть, что микроструктура супермартенситных нержавеющих сталей является исключительно мартенситной с остаточными количествами δ-феррита и остаточного аустенита. Другим важным моментом является то, что ни одна из данных сталей не была разработана для применения в средах с очень низким значением pH и высоким содержанием СО2.
Данные стали представляют коррозионную стойкость, аналогичную последней для супермартенситной нержавеющей стали супер 13Cr и, следовательно, область их применения не так сильно отличается от обычной супермартенситной стали существующего уровня техники.
Таким образом, при применении в нефтяных и газовых месторождениях, содержащих повышенное парциальное давление двуокиси углерода (CO2) и низкое значение pH, в сочетании с небольшим количеством сероводорода (H2S) и повышенной концентрацией хлорида (Cl-), класс супермартенситной нержавеющей стали, очевидно, имеет предел в отношении коррозионной стойкости даже при изменениях в своем составе.
Для разработки стали с повышенной коррозионной стойкостью и, следовательно, во избежание выбора дуплексной нержавеющей стали, в последнее время были предложены мартенситно-ферритные нержавеющие стали.
Благодаря достаточному количеству мартенсита этот новый класс нержавеющей стали обеспечивает хорошую механическую прочность без какой-либо обработки холодной деформацией, как это требуется для дуплексной нержавеющей стали. В данной мартенситно-ферритной нержавеющей стали механизм упрочнения основан на микроструктурных свойствах, возникающих при фазовых переходах во время охлаждения до комнатной температуры. Мартенситное превращение и выделение карбидов и нитридов являются общепринятыми механизмами упрочнения. Мартенситное превращение в основном зависит от стабильности аустенита при комнатной температуре и, следовательно, от его химического состава.
Данный класс нержавеющей стали, выполненный с возможностью образования мартенситно-ферритной микроструктуры, имеет в качестве примеров для своего описания следующие документы: US 7,767,037, US 7,862,666, US 2011/0014083, US 2011/0226378 и US 2012/0031530.
В US 7,767,037 предложена сталь для использования в трубах для нефтяных скважин, имеющая предел текучести по меньшей мере 654 МПа и коррозионную стойкость в среде с высоким давлением CO2 и температурой до 230°C. Сталь содержит от 15,5 до 18,0% Cr и представляет параметр, называемый "длина трещины", основанный на химическом составе, являющийся мерой пластичности в горячем состоянии. Согласно авторам хорошую пластичность в горячем состоянии получают, если данный параметр выше 11,5. Параметр "длина трещины" тесно связан с количеством феррита. Это означает, что в случае если данный параметр выше 11,5, количество феррита выше 10% и материалу возвращается хорошая пластичность в горячем состоянии. Авторы также представили параметр, оценивающий постоянную скорость коррозии по химическому составу. Для оценки коррозионной стойкости проводили испытание с погружением образца в автоклав при давлении CO2 5 МПа, 230°C и 20% NaCl. После испытания образцы взвешивали и рассчитывали скорость коррозии, что позволило определить корреляцию между скоростью коррозии и параметром коррозии. Согласно авторам, хорошая коррозионная стойкость (менее 0,5 мм/год) достигается, если данный параметр коррозии оказывается выше 18,5. Затем на основе двух данных параметров был разработан сплав. Исследований стойкости данного материала к сульфидному растрескиванию под напряжением (SSC) не проводили.
В US 7,862,666 предложена нержавеющая сталь с высокой механической прочностью и высокой коррозионной стойкостью для труб. Данная нержавеющая сталь содержит от 15 до 18% Cr в масс. %, и содержит мартенсит в качестве первичной фазы, от 10% до 60% феррита и 30% или менее фазы аустенита. Данная сталь аналогична представленной в US 7,767,037, но поскольку она была предназначена для применения в трубах, для улучшения свариваемости элементы внедрения ограничили до C+N≤0,025. Параметры, аналогичные представленным в US 7,767,037, например, "длина трещины" и параметры коррозии, использованы в данном документе. Дополнительно провели исследование коррозионной стойкости сварных соединений, в котором оценили равномерную и локальную коррозию, погружая образцы в 20%-ный водный раствор NaCl (при температуре 200°C и в атмосфере CO2 при давлении в 50 атм) в автоклав в течение 2-х недель. После испытания рассчитывали скорость коррозии путем взвешивания образцов и наблюдали появление питтинговой коррозии. Также оценивали стойкость к сульфидному растрескиванию под напряжением (SSC) сварных соединений, посредством метода A стандарта NACE-TM0177, в котором использовали 20%-ный водный раствор NaCl, при pH, равном 4,0 и парциальном давлении H2S, равном 0,005 МПа. Испытание проводили, прикладывая напряжение, составляющее 90% от предела текучести основного материала, в течение периода времени, равного 720 часов. Для стали, разработанной для труб, значение предела текучести выше 413 МПа (60 кфунт/дюйм2) считается высоким. Однако при применении в нефтяных и газовых скважинах подходящим является предел текучести, превышающий 655 МПа (95 кфунт/дюйм2).
В US 2011/0014083 предложена новая нержавеющая сталь для применения в нефтяных и газовых скважинах в средах, содержащих водный раствор Cl- с высоким парциальным давлением СO2 и высокой температурой. Нержавеющая сталь содержит от 16 до 18% Cr по весу. Согласно авторам редкоземельные металлы (например, Nd, Y, Се, La и другие) могут улучшить стойкость к SSC при добавке в сталь в количествах, варьирующихся от 0,001 до 0,3%. Также для улучшения стойкости к SSC использовали Cu. Количество Мо составляло предпочтительно более 2% (для улучшения стойкости к питтингу), но менее 4% (во избежание образования избыточного феррита и, следовательно, низкой механической прочности). Предложенная сталь предназначена для получения предела текучести, превышающего 654 МПа, и содержит объемную долю феррита от примерно 10 до 60%, и аустенита от примерно 2 до 10%, остальное составляет мартенсит.
В US 2011/0226378 предложена нержавеющая сталь с высокой механической прочностью для применения в нефтяных и газовых скважинах. Согласно авторам, количество Мn и N должно быть ограничено для управления механическими свойствами. Предложенный химический состав очень похож на состав в US 2011/0014083, но с более низким содержанием углерода и немного более высоким содержанием меди. Коррозионная стойкость, характерная для данных модификаций, кроме того, очень близка той, что была получена для нержавеющей стали в US 2011/0014083.
В US 2012/0031530 предложена труба из нержавеющей стали, для применения в области нефтяных и газовых скважин, имеющая высокую механическую прочность (предел текучести выше 758 МПа) и превосходную стойкость к SSC при высокой температуре. Данная сталь также содержит другие конкретные комбинации некоторых элементов, например, Cr, Cu, Ni, Мо, С, N и Mn. Согласно авторам, во избежание возникновения трещин SSC при высокой температуре, микроструктура должна содержать мартенсит, объемную долю феррита от 10 до 40% и коэффициент насыщения ферритной фазы выше 85%. Данный коэффициент насыщения измеряет сплошность ферритной фазы вблизи поверхности материала и такая сплошность должна отвечать за остановку распространения трещин SSC.
Как это видно, во всех мартенситно-ферритных сталях, ранее представленных в US 7,767,037, US 7,862,666, US 2011/0014083, US 2011/0226378 и US 2012/0031530, существует четкий вариант разработки стали, имеющей повышенное содержание Cr, в частности, выше 15% Cr, дополнительно Мо от 2,0 до 2,5% и в некоторых случаях Cu выше 2,0%. Повышенное содержание Cr, по сравнению с супермартенситной нержавеющей сталью, в качестве побочного эффекта имеет более сильную тенденцию к формированию фаз, оказывающих вредное воздействие, таких как α' или Сигма-фаза, в процессе закалки при температурах от 400 до 600°C или в процессе охлаждения воздухом после воздействия температур отпуска выше данного диапазона.
Технологическая эволюция нержавеющих сталей показывает, что в области техники нефтяных и газовых скважин существует потребность в стали с более высокой коррозионной стойкостью, чем мартенситные стали, и в то же время более дешевой, чем дуплексные стали, а также содержащей меньшее количество фаз, оказывающих вредное воздействие.
Раскрытие Сущности Изобретения
В настоящем изобретении раскрыта мартенситно-ферритная нержавеющая сталь, содержащая мартенситно-ферритную микроструктуру и химический состав в следующем диапазоне: С в количестве от 0,005 до 0,030%; Si в количестве от 0,10 до 0,40%; Mn в количестве от 0,20 до 0,80%; Р в количестве максимум 0,020%; S в количестве максимум 0,005%; Cr в количестве от 13 до 15%; Ni в количестве от 4,0 до 6,0%; Мо в количестве от 2,0 до 4,5%; V в количестве от 0,01 до 0,10%; Nb в количестве от 0,01 до 0,50%; N в количестве от 0,001 до 0,070%; Al в количестве от 0,001 до 0,060%; Ti в количестве от 0,001 до 0,050%; Cu в количестве от 0,01 до 1,50%; О в количестве максимум 0,005% (весовых процентов), в которой баланс представлен Fe и приемлемыми уровнями неизбежных примесей при промышленной обработке; и которая имеет значение параметра локальной коррозии (LCP) от 3,2 до 6,2, определенный следующим уравнением:
LCP = 0,500⋅% Cr + 1,287⋅% Мо + 1,308⋅% N - 5,984.
В настоящем изобретении раскрыто изготовление продукта для применения в нефтяной и газовой отрасли, содержащего мартенситно-ферритную нержавеющую сталь согласно настоящему изобретению, имеющего конечную тонкую микроструктуру, образованную δ-ферритом, мартенситом, остаточным аустенитом и ничтожным количеством фаз, оказывающих вредное воздействие, например, Хи- или Сигма-; в котором количество δ-феррита находится в диапазоне от 20 до 50%, количество мартенсита находится в диапазоне от 50 до 80% и содержится не более 15% остаточного аустенита.
Другим вариантом осуществления настоящего изобретения является способ изготовления штампованных или прокатных изделий или сортового проката из мартенситно-ферритной нержавеющей стали, включающий в себя следующие этапы:
a) изготовление мартенситно-ферритной нержавеющей стали, как определено в одном из п.п. 1-13, путем плавления химических элементов;
b) отливка материала, расплавленного на этапе а);
c) гомогенизация отлитой литой заготовки этапа b) путем термообработки;
d) горячая формовка продукта этапа с) путем прокатки или штамповки, причем в конце данного этапа температура обработки должна удовлетворять следующему уравнению:
TPrOC - 16,9⋅% Cr - 49,9⋅% Мо>535;
e) необязательно горячая обработка продукта этапа d);
Также, задачей настоящего изобретения является способ изготовления бесшовных труб из мартенситно-ферритной нержавеющей стали, включающий следующие этапы:
a) прокатка трубы, содержащей мартенситно-ферритную нержавеющую сталь, как определено в одном из п.п. 1-13, с последующей термообработкой, причем температура нагрева на завершающих этапах должна удовлетворять следующему уравнению:
TPrOC - 16,9⋅% Cr - 49,9⋅% Мо>535;
b) термообработка, разделенная на следующие вспомогательные этапы
b1) необязательно закалка, и в случае ее применения температура нагрева должна соответствовать уравнению этапа а);
b2) одинарный или двойной отпуск при температурах от 550 до 680°C непосредственно после прокатки или после термического цикла закалки; и
с) воздушное или водяное охлаждение после закалки или отпуска.
Краткое описание чертежей
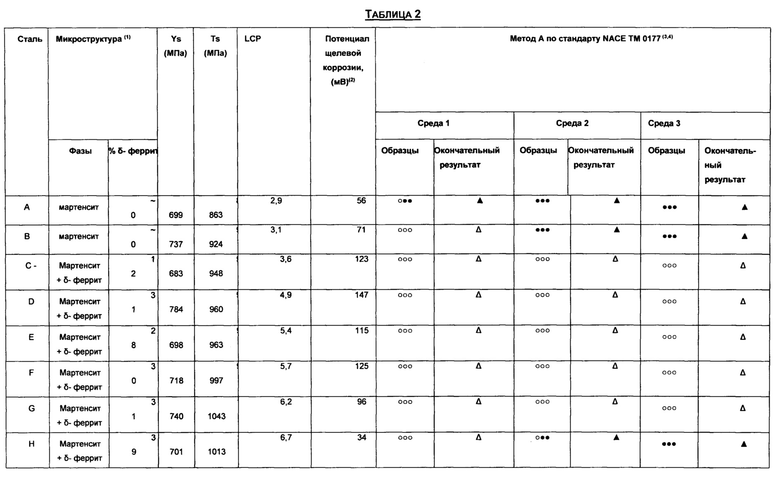
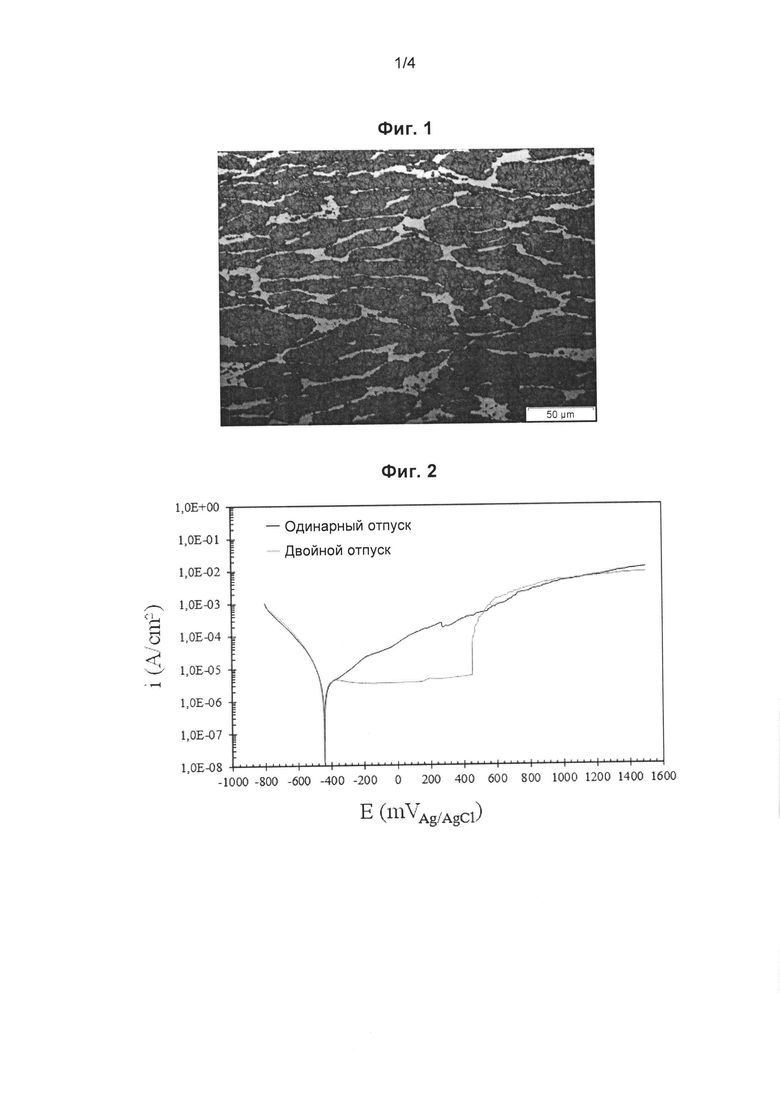
На фиг. 1 представлена микроструктура мартенситно-ферритной нержавеющей стали, имеющая в качестве примера микроструктуру стали G.
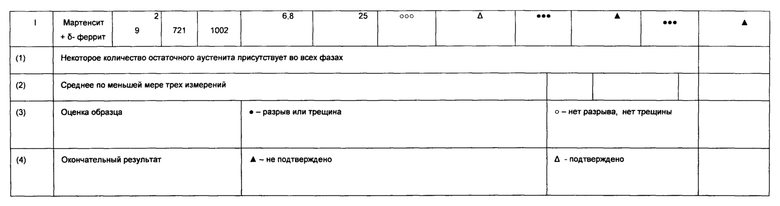
На фиг. 2 представлены поляризационные кривые стали A для двух различных технологических схем: одинарного и двойного отпуска.
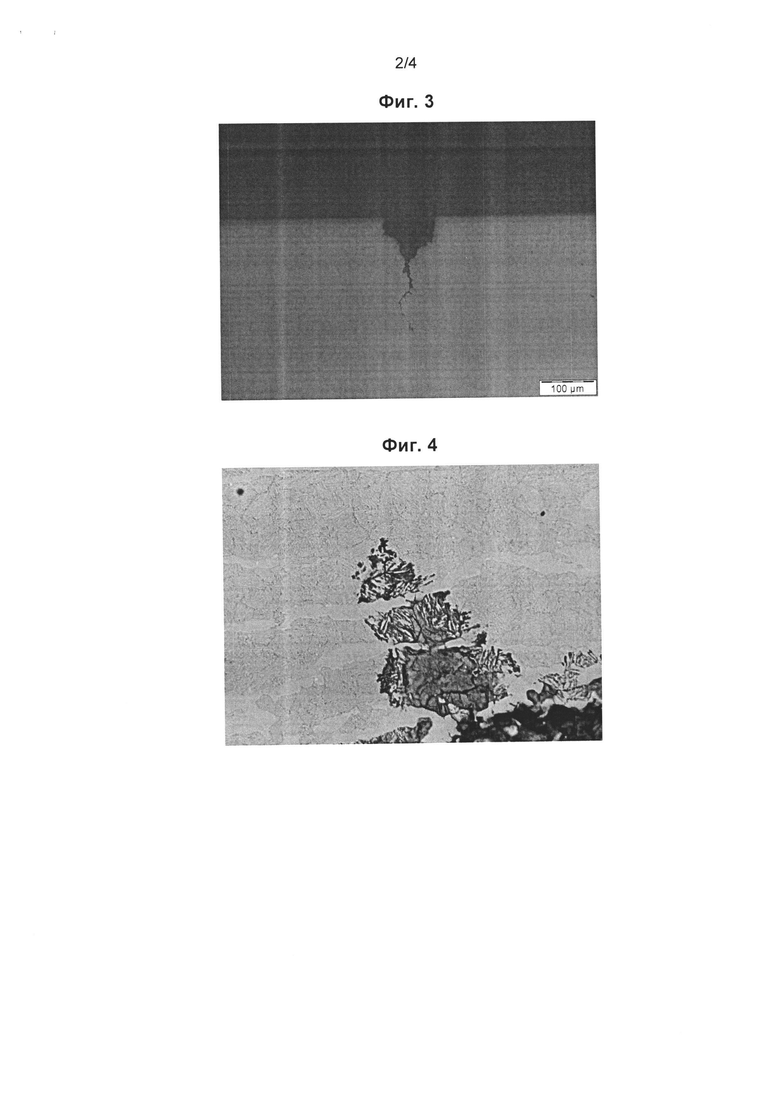
На фиг. 3 показана трещина, зарожденная под коррозионной язвой, расположенной на поверхности стали A (мартенситной нержавеющей стали) после испытания методом A по стандарту NACE ТМ0177-96 в среде 2.
На фиг. 4 показана коррозионная язва, зарожденная на поверхности стали Н (мартенситно-ферритной нержавеющей стали), испытанной методом A по стандарту NACE ТМ0177-96 в среде 2.
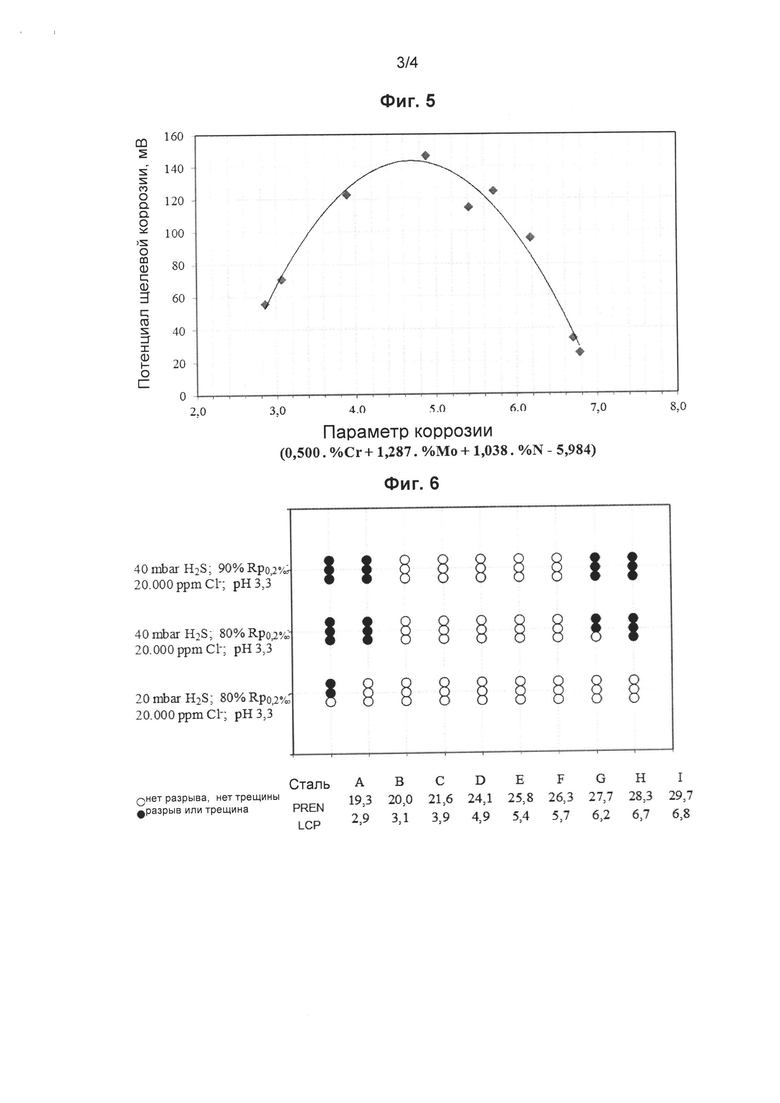
На фиг. 5 показана корреляция между параметром коррозии (LCP) и потенциалом щелевой коррозии.
На фиг. 6 показана корреляция между параметром коррозии (LCP) и результатом испытания методом A по стандарту NACE ТМ 0177.
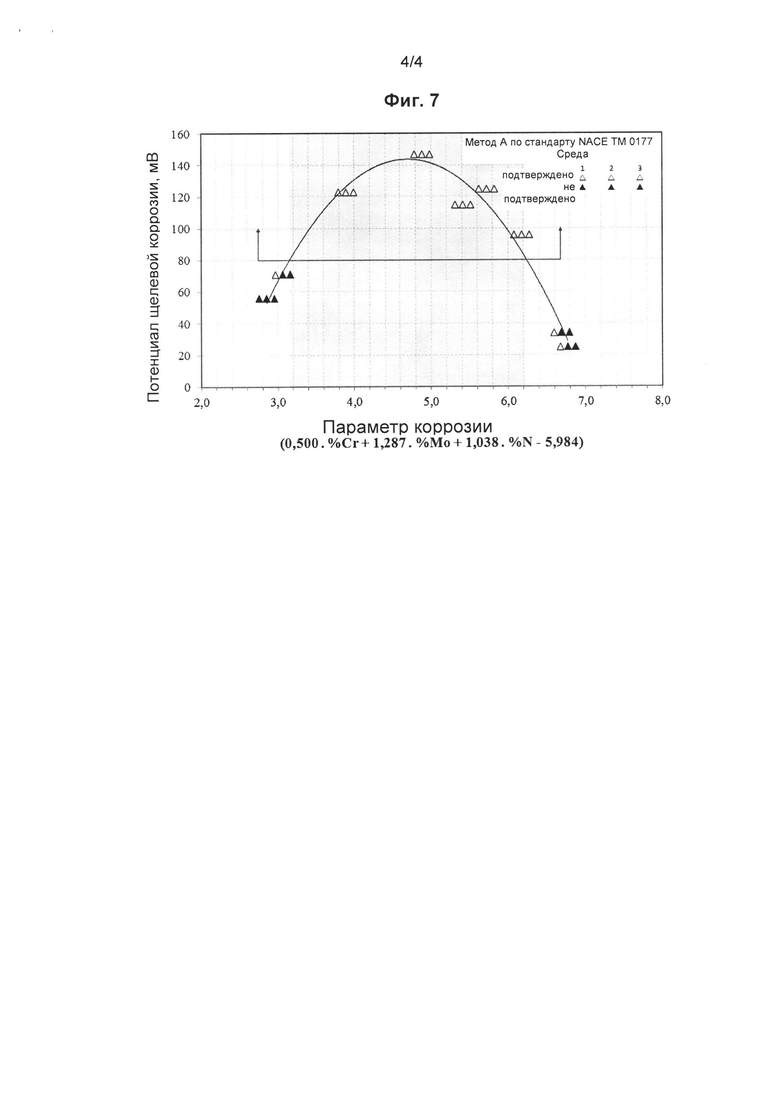
На фиг. 7 показана корреляция между испытаниями электрохимическим методом и методом A по стандарту NACE ТМ 0177.
Подробное описание
Настоящее изобретение раскрывает мартенситно-ферритную нержавеющую сталь с микроструктурой, образованной мартенситной основой с высоким содержанием дельта-феррита и некоторым остаточным аустенитом, как показано на фиг. 1.
Нержавеющая сталь согласно настоящему изобретению особенно подходит для применения в нефтяной и газовой отрасли, то есть, в средах с высоким парциальным давлением CO2, низким значением pH и высоким содержанием хлоридов. Для данной среды традиционные мартенситные нержавеющие стали не обеспечивают подходящей коррозионной стойкости и, как правило, выбирают дуплексные или супердуплексные нержавеющие стали.
Сталь согласно настоящему изобретению показывает лучшую коррозионную стойкость, по сравнению с супермартенситными нержавеющими сталями при одном и том же уровне механической прочности.
Еще одним преимуществом настоящего изобретения является то, что сталь не надо подвергать холодной обработке для улучшения механических свойств, как этого требуют дуплексная или супердуплексная нержавеющие стали, поскольку она может упрочняться путем термообработки закалкой и отпуском. Кроме того, меньшее количество легирующих элементов и менее сложная обработка делают данное решение дешевле, чем в случае дуплексной или супердуплексной нержавеющих сталей.
Во многих случаях стратегия выбора дуплексной или супердуплексной нержавеющей стали состоит в проектировании коррозионной стойкости с запасом, что значительно увеличивает стоимость конкретного проекта. Для решения данной проблемы авторы настоящего изобретения разработали нержавеющую сталь, имеющую лучшую коррозионную стойкость, чем та, которая может быть достигнута в случаях мартенситной или супермартенситной нержавеющих сталей.
Дополнительно благодаря низкому содержанию Cr сталь согласно настоящему изобретению во время температурных циклов закалки менее склонна к формированию фаз, оказывающих вредное воздействие, таких как Сигма- или α', по сравнению с мартенситно-ферритной сталью существующего уровня техники.
Мартенситно-ферритная сталь согласно настоящему изобретению имеет более низкое содержание Cr и сбалансированное содержание Мо, по сравнению с мартенситно-ферритными сталями существующего уровня техники. Задача данного отличающегося критерия для разработки сплава состоит в снижении тенденции к формированию фаз, оказывающих вредное воздействие, во время цикла закалки и, следовательно, в улучшении как механических свойств, так и коррозионной стойкости. В настоящем изобретении мартенситно-ферритная нержавеющая сталь и способы ее обработки разработаны с целью повышения коррозионной стойкости и, следовательно, восполнения данного пробела в выборе материалов для данной области применения.
Авторы настоящего изобретения провели интенсивные исследования влияния химического состава и технологических схем (особенно этапов чистовой прокатки и термообработки) на коррозионную стойкость в ранее описанной среде.
PREN или другой параметр, основанный только на химическом составе, не позволяет сам по себе определить коррозионную стойкость стали в данной среде. Конечная микроструктура стали и ее химический состав также оказывают большое влияние на коррозионные свойства. Это придает большее значение технологическому процессу, в частности, завершающим этапам горячей прокатки и термической обработки. Сравнение поляризационных кривых образцов с составом A, подвергнутым двум различным термообработкам (одна на основе одинарного и другая на основе двойного отпуска), представлено на рис. 2. На данной фигуре можно видеть, что даже с тем же сплавом и, следовательно, с тем же PREN, термообработка двойным отпуском может содействовать формированию пассивного слоя, в то время как термообработка на основе одинарного отпуска не обеспечила данного слоя.
Для измерения влияния конечной микроструктуры и химического состава на коррозионную стойкость производили специальные электрохимические испытания.
Для исследования питтинговой коррозии и щелевой коррозии для нескольких металлов с относительным успехом использовали методы потенциодинамической и потенциостатической поляризации. Благодаря своей простоте предпочтительным методом для определения потенциала питтингообразования (Ерit) и потенциала щелевой коррозии (Ecrevice) оказался метод потенциодинамической поляризации. Однако в некоторых случаях определение Epit и Ecrevice является очень трудным и не обеспечивает точность из-за некоторых технических ограничений. Метод потенциостатической поляризации, как, например, метод шагового потенциала, требует больших затрат времени, чем вышеупомянутый, но было заявлено, что его результаты являются более надежными и чувствительными, чем результаты потенциодинамических методов.
Один вариант испытания на коррозию методом шагового потенциала предполагает меньшие приращения, превышающие потенциал разомкнутой цепи (ОСР) при испытании потенциалом, и контроль тока в течение 1 часа на каждом шаге. Процесс повторяют до тех пор, пока ток не станет увеличиваться экспоненциально. Для потенциалов ниже Ерit или Ecrevice ток со временем уменьшается. Если потенциал достигает значения Ерit или Ecrevice, ток начинает увеличиваться со временем. Электрохимический метод "шагового потенциала" использовали для оценки потенциала инициации трещины.
Испытания проводили в деаэрированном растворе с содержанием хлорид-ионов, равным 20000 частей на миллион и 0,4 г/л бикарбоната натрия при значении pH 3,3, которое регулировали с применением уксусной кислоты. На обеих сторонах образца монтировали устройства, формирующие трещину, с установленной тарельчатой пружиной, и прикладывали ударную силу, равную 5 Н/мм2. После измерения потенциала разомкнутой цепи в течение двух часов потенциал постепенно увеличивали на 50 мВ один раз в час и на каждом шаге регистрировали изменение тока, как функцию времени, пока величина тока не достигала 10 мА. Уровень потенциала, при котором плотность тока равна 0,1 мА, определяли как потенциал инициации трещины. После проведения испытания поверхность образца исследовали для подтверждения наличия коррозионной трещины.
Рассматривая стойкость к SSC при комнатной температуре и приняв мартенситную нержавеющую сталь в качестве ссылочного материала, можно видеть, что повреждения обычно связаны с водородным растрескиванием, распространяющимся в мартенситной фазе. На фиг. 3 показана трещина, зарожденная под коррозионной язвой, расположенной на поверхности образца из супер 13Cr (мартенситно-нержавеющей стали), испытанного методом A по стандарту NACE ТМ 0177-96. Условия описанного испытания являются такими же, которые применяли в настоящем изобретении.
Мартенситно-ферритные нержавеющие стали согласно настоящему изобретению имеют микроструктуру, в основном образованную мартенситом и ферритом, имеющую также небольшое количество остаточного аустенита, как показано на фиг. 1. Авторы изобретения заметили, что повреждения данной стали в результате воздействия SSC при комнатной температуре связаны с избирательной коррозией, а не с водородным растрескиванием. На фиг. 4 показана коррозионная язва, которая зародилась в образце с SSC после испытания. На данной фигуре видно, что развитие коррозии через мартенситную фазу с уменьшенным содержанием Cr и Mo и низким PREN, защищает δ-феррит, обогащенный Cr и Мо, и с более высоким PREN.
Авторы настоящего изобретения раскрывают, что для мартенситно-ферритной нержавеющей стали тот аспект, что основные легирующие элементы, такие как, Cr, Ni, Мо и другие (Cu, Ti, Nb, V, N, и т.п.) распределены в различных фазах, является важным фактором коррозионной стойкости, особенно локальной коррозии, например, питтинговой и щелевой. Материалы, имеющие двухфазную микроструктуру, представляют больше химических различий между фазами, чем материалы, представляющие собой одну фазу, как, например, супермартенситная нержавеющая сталь. Во время обработки при высоких температурах аустенит способствует обогащению Ni, в то время как δ-феррит в своей основе содержит больше Cr и Мо.
Авторы настоящего изобретения заметили, что во время завершающего этапа обработки горячей прокаткой и повторным нагревом для закалки, температуры являются очень важными параметрами для управления количеством фаз, химическими вариациями между ними и, следовательно, коррозионной стойкостью стали.
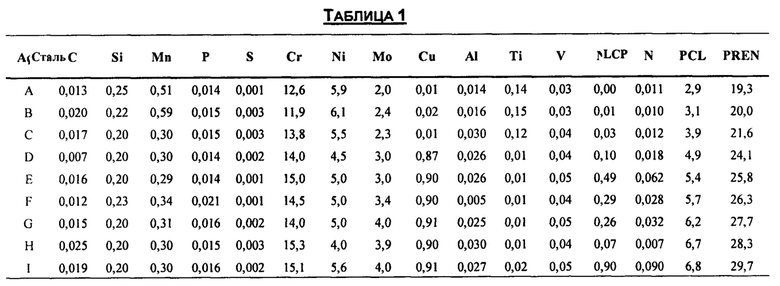
В настоящем изобретении параметр локальной коррозии (LCP), выведенный из разницы PREN между фазами δ-феррита и аустенита при 1000°C для сталей, представленных в таблице 1, был определен, как показано ниже:
LCP = 0,500⋅% Cr + 1,287⋅% Мо + 1,308⋅% N - 5,984
Авторы изобретения показали, что данный параметр измеряет подверженность локальной коррозии на основе механизма избирательной коррозии, наблюдаемой в мартенситной фазе. На фиг. 5 показана корреляция между LCP и потенциалом щелевой коррозии, измеренным посредством электрохимических испытаний, описанных выше. На данной фигуре показано, что более низкий LCP, а также более низкий PREN сплава приводят к более низкой коррозионной стойкости, измеренной с помощью потенциала щелевой коррозии. Однако для более высоких значений LCP, несмотря на более высокие значения PREN, также обнаружена низкая коррозионная стойкость. Это происходит благодаря увеличению различия между химическими составами фаз δ-феррита и мартенсита.
Сталь согласно настоящему изобретению также испытывали в соответствии методом A по стандарту NACE ТМ 0177-96 при трех условиях, представленных ниже:
• Среда 1: 20000 частей на миллион Cl-; pH 3,3; 20 мбар H2S и 80% конкретного предела текучести;
• Среда 2: 20000 частей на миллион Cl-; pH 3,3; 40 мбар H2S и 80% конкретного предела текучести;
• Среда 3: 20000 частей на миллион Cl-; pH 3,3; 40 мбар H2S и 90% конкретного предела текучести.
Результаты представлены в таблице 2 и на фиг. 6.
Данные результаты хорошо коррелируют с результатами, полученными из электрохимических испытаний, поскольку режим разрушения в основном обусловлен механизмом действия избирательной коррозии, измеренной с помощью LCP. На фиг. 7 показана корреляция между LCP, потенциалом щелевой коррозии и результатами по NACE А. Для получения подходящей коррозионной стойкости на основе данных корреляций был установлено минимальное значение потенциала щелевой коррозии равное 80 мВ. Это означает, что предпочтительно LCP выше 3,2 и ниже 6,2, как показано на фиг. 7.
Для достижения минимальной коррозионной стойкости, необходимой для применения, сталь согласно настоящему изобретению имеет следующий химический состав:
С: от 0,005 до 0,030%; Si: от 0,10 до 0,40%; Mn от 0,20 до 0,80%; P: 0,020% максимум; S: 0,005% максимум; Cr: от 13 до 15%; Ni: от 4,0 до 6,0%; Мо: от 2,0 до 4,5%; V: от 0,01 до 0,10%; Nb: от 0,01 до 0,50%; N: от 0,001 до 0,070%; Al: от 0,001 до 0,060%; Ti: от 0,001 до 0,050%; Cu: от 0,01 до 1,50%; О: 0,005% максимум (все дано в весовых процентах), сбалансированный за счет Fe и приемлемого уровня неизбежных примесей при промышленной обработке. Также, параметр коррозии (LCP) имеет значение в диапазоне от 3,2 до 6,2. Минимально необходимая коррозионная стойкость стали согласно настоящему изобретению достигается, если LCP составляет 3,2, что относится к объединенному необходимому содержанию хрома и молибдена и равновесному распределению данных элементов в микроструктуре. Для значений LCP выше 6,2 коррозионной стойкости стали препятствует большой разброс в химическом составе фаз даже при более высоких уровнях содержания хрома и молибдена.
Нержавеющая сталь согласно настоящему изобретению, имеющая предел текучести от 655 до 1034 МПа (от 95 до 150 кфунт/дюйм2), является более стойкой к коррозии, чем супермартенситная нержавеющая сталь супер 13Cr. Кроме того, она способна выдерживать 720 часов при испытании методом A по стандарту NACE ТМ 0177-96 в растворе, содержащем 20000 частей на миллион Cl-, при pH 3,3 и парциальном давлении H2S 4 кПа (40 мбар) при напряжении, составляющем 90% от минимального заданного предела текучести.
CПОСОБ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
1. Химический состав
Для получения стали согласно настоящему изобретению предложли содержание хрома и молибдена, отличающееся от принятого в существующем уровне техники (более низкое для хрома и сбалансированное для молибдена). Баланс данного нового сплава в качестве своей задачи представляет снижение количества фаз, оказывающих вредное воздействие, в частности, тех, которые формируются в процессе низкотемпературной термообработки, например, в циклах отпуска, и увеличение коррозионной стойкости. Низкотемпературные фазы, оказывающие вредное воздействие (Сигма, α' или любые другие), обычно связаны с охрупчиванием, например, "охрупчиванием при 475°C'' нержавеющих сталей, содержащих в своей микроструктуре феррит. Помимо хрома и молибдена на окончательные свойства стали важнейшее влияние оказывают другие элементы.
Углерод является важным элементом для увеличения прочности, но он вреден с точки зрения коррозионной стойкости и свариваемости. В стали согласно настоящему изобретению содержание углерода ниже 0,030% является важным фактором, который предотвращает образование карбида хрома и молибдена M23C6 и обеспечивает возможность данным элементам оставаться в растворе. По этой причине содержание углерода поддерживают ниже 0,030% и предпочтительно в диапазоне от 0,005 до 0,015%.
Кремний является необходимым элементом в процессе производства стали, поскольку он выполняет функцию восстановителя. Однако вредное воздействие на стойкость к SSC оказывают кремниевые включения, формирующиеся при очень высоком содержании Si. Хотя для уменьшения содержания кислорода до нужных уровней требуется содержание кремния выше 0,10%, содержание кремния более 0,40% может приводить к образованию кремниевых включений, уменьшающих стойкость к SSC. Таким образом, содержание кремния поддерживают количестве от 0,10 до 0,40%, предпочтительно количестве от 0,15 до 0,30%.
Марганец в процессе производства стали является восстановительной и обессеривающей добавкой. Данный элемент в соответствующих количествах увеличивает твердость и прочность и снижает хрупкость стали. Содержание марганца от 0,20 до 0,80% дает в результате изделие с низким содержанием кислорода и хорошей коррозионной стойкостью. Содержание марганца поддерживают количестве от 0,20 до 0,80%, предпочтительно количестве от 0,20 до 0,50%.
Фосфор и сера присутствуют в стали в качестве примесей и уменьшают прочность стали на разрыв. Желательно минимизировать содержание фосфора и серы в стали в пределах технических возможностей производства. Для сохранения пластичности в горячем состоянии и высокой коррозионной стойкости SSC важно поддерживать содержание фосфора и серы ниже 200 частей на миллион и 50 частей на миллион, соответственно. Содержание фосфора и серы поддерживают ниже 0,020% и 0,005%, предпочтительно ниже 0,010% и 0,003%, соответственно.
Хром является элементом, ответственным за формирование пассивного слоя в нержавеющей стали. Однако высокое содержание хрома является нежелательным из-за выделения интерметаллических фаз, снижающих коррозионную стойкость стали. Для предотвращения выделения интерметаллической фазы предпочтительно содержание хрома ниже 15%. Содержание хрома ниже 13% дает в результате стали с более низким PREN и, следовательно, с более низкой коррозионной стойкостью.
С другой стороны, повышенное содержание хрома приводит к увеличению разницы между PREN δ-феррита и аустенита. Для предотвращения увеличения разницы между PREN двух данных фаз, и, следовательно, улучшения коррозионных характеристик, содержание хрома поддерживают на уровне количестве от 13,0 до 15,0%, предпочтительно количестве от 13,5 до 14,5%.
Никель является важным элементом для стабилизации фазы аустенита. При повышенном содержании никеля благодаря снижению начальной температуры мартенситного превращения (Ms) может формироваться большее количество остаточного аустенита. Содержание никеля выше 6,0% может привести к большому количеству остаточного аустенита, а содержание никеля ниже 4,0% приведет к увеличению количества феррита, снижая коррозионную стойкость. Таким образом, содержание никеля поддерживают количестве от 4,0 до 6,0%, предпочтительно количестве от 4,5 до 5,5%.
Молибден является элементом, улучшающим стойкость к локальной коррозии и SSC. Молибден также стабилизирует высокотемпературные интерметаллические фазы, например, Хи-фазу. Очень важно иметь данный элемент в твердом растворе и не допустить его сегрегации, для предотвращения выделения интерметаллических фаз, снижающих коррозионную стойкость стали, а также ее прочность на разрыв.
Температура, необходимая для повторного растворения Хи-фазы, в значительной степени определяется содержанием молибдена и, чтобы избежать высокой температуры во время этапа чистовой прокатки или во время термического цикла аустенизации для закалки, содержание молибдена в данной стали ограничивают до 4,5% максимально. Таким образом, для получения хорошей коррозионной стойкости и предотвращения выделения интерметаллических фаз, содержание молибдена поддерживают количестве от 2,0 до 4,5%, предпочтительно количестве от 3,0 до 4,0%.
Ванадий является элементом, который повышает механическую прочность стали и действует в качестве добавки, измельчающей зерно. Однако в стали согласно настоящему изобретению, данный механизм упрочнения проявляется благодаря выделению карбонитрида ниобия, действующего в качестве накопителя углерода, тем самым предотвращая выделение карбидов, обогащенных хромом и молибденом, и, следовательно, улучшая коррозионную стойкость. Содержание ванадия в стали согласно настоящему изобретению поддерживают количестве от 0,01 до 0,10%, предпочтительно количестве от 0,01 до 0,05%.
Ниобий предотвращает образование карбидов хрома или нитридов хрома благодаря своему более высокому химическому сродству с углеродом и азотом. Следовательно, карбонитрид ниобия выделяется и оставляет в основе больше хрома, обеспечивая необходимую коррозионную стойкость. С другой стороны, повышенное количество карбонитрида ниобия делает механическую обработку затруднительной, поскольку он уменьшает пластичность в горячем состоянии, увеличивает прочность аустенита, что приводит к высокому уровню износа инструментов во время горячей прокатки бесшовных труб. Содержание ниобия в стали согласно настоящему изобретению поддерживают количестве от 0,01 до 0,50% предпочтительно количестве от 0,03 до 0,20%.
Азот повышает механическую прочность стали за счет механизма упрочнения твердого раствора и выделения нитрида и карбонитрида. Однако высокая прочность обычно оказывает вредное воздействие на коррозионную стойкость, особенно это касается стойкости к SSC. Для улучшения стойкости стали к SSC желательным является содержание азота ниже 0,070%. Кроме того, содержание азота должно быть связано с содержанием ниобия для оптимизации его выделения и, следовательно, улучшения механических свойств посредством управления распределением размеров выделений.
Хотя азот в твердом растворе увеличивает PREN и, следовательно, улучшает коррозионную стойкость, его не используют для этой цели в стали согласно настоящему изобретению. Содержание азота поддерживают количестве от 0,001 до 0,070%, предпочтительно количестве от 0,005 до 0,020%.
Если в нержавеющей стали согласно настоящему изобретению содержание Nb составляет от 0,03 до 0,20%, содержание N предпочтительно составляет от 0,006 до 0,020%. Дополнительно, если в нержавеющей стали согласно настоящему изобретению содержание Nb составляет от 0,20 до 0,50%, содержание N составляет от 0,020 до 0,050%.
Алюминий является сильной восстановительной добавкой, которую добавляют в жидкую сталь главным образом для контроля содержания кислорода в готовом изделии за счет выделения и флотации оксида алюминия (Al2O3). После выплавки стали часть остаточного алюминия остается в твердом растворе и, кроме того, может действовать в качестве регулятора роста зерна в течение процесса горячей прокатки посредством выделения нитрида алюминия (AIN). Несмотря на то, что такая практика является весьма эффективной для снижения содержания кислорода, частицы алюминия снижают прочность на разрыв и коррозионную стойкость стали, и по этой причине содержание алюминия поддерживают в количестве от 0,001 до 0,060%, предпочтительно количестве от 0,004 до 0,050%
Титан является элементом, который контролирует размер зерна, а также способствует минимизации возникновения межкристаллитной коррозии посредством выделения очень стабильного нитрида титана (TiN).
Титан также оказывает упрочняющее воздействие твердого раствора на стали и сплавы. Ожидается, что все эти преимущества для стали согласно настоящему изобретению будет обеспечивать ниобий вместо титана, и это объясняет ограничение максимального содержания титана до 0,050%.
Данное ограничение содержания титана также связано с остаточными количествами титана, присутствующего в основном в ферросплавах, используемых в процессе производства стали. Таким образом, содержание титана поддерживают в интервале от 0,001 до 0,050%, предпочтительно от 0,001 до 0,020%.
Медь повышает коррозионную стойкость стали к механизму общей коррозии. Данный механизм особенно эффективно действует в средах, содержащих CO2 и смеси CO2/H2S. Медь также способна повышать стойкость к SSC и механическую прочность стали после старения, за счет выделения очень мелкодисперсных сферических выделений меди. Однако выделение меди происходит в основном при высоком содержании меди, которое является нежелательным из-за снижения пластичности в горячем состоянии. По этой причине содержание меди ограничено до 1,50% максимум. Для получения стали согласно настоящему изобретению содержание меди поддерживают количестве от 0,01 до 1,50%, предпочтительно количестве от 0,80 до 1,20%.
Кислород является неизбежной примесью в сталях, особенно сталях, которые выплавляют в электропечах и отливают без защиты. Содержание кислорода в промышленных процессах контролируют в основном за счет добавки восстановительных элементов, таких как алюминий, марганец и кремний.
Процесс рафинирования сталей посредством равновесия шлака/металла имеет фундаментальное значение для снижения содержания кислорода, а также для предотвращения повторного окисления стали. С целью получения наилучших механических свойств стали согласно настоящему изобретению содержание кислорода должно быть как можно более низким для предотвращения чрезмерного выделения оксида и снижения коррозионной стойкости SCC. Содержание кислорода в стали согласно настоящему изобретению поддерживают ниже 0,005% и предпочтительно ниже 0,003%.
Бор является важным элементом для улучшения способности к упрочнению стали. Однако при добавке в количествах, превышающих 0,010%, его добавка начинает оказывать негативное влияние на пластичность в горячем состоянии вследствие выделения боридов. Для получения стали согласно настоящему изобретению содержание бора поддерживают ниже 0,010%, предпочтительно ниже 0,008%.
Вольфрам и кобальт являются неизбежными примесями, которые попадают в железоуглеродистые сплавы, использующиеся в промышленном производстве стали. Присутствие данных элементов в стали согласно настоящему изобретению всегда является случайным и, по этой причине, контролируется только их максимальное значение. При наличии вольфрама и кобальта их содержание поддерживают ниже 0,10% и предпочтительно ниже 0,05%.
В качестве примеров предпочтительных вариантов осуществления нержавеющей стали согласно настоящему изобретению в составе стали, описанной выше, могут присутствовать некоторые элементы в следующих диапазонах:
1 - мартенситно-ферритная нержавеющая сталь, содержащая Cr с процентным содержанием от 13,5 до 14,5%; Мо от 3,0 до 4,0%; Nb от 0,03 до 0,20% и N от 0,006 до 0,020%; и
2 - мартенситно-ферритная нержавеющая сталь, содержащая Cr с процентным содержанием от 13,5 до 14,5%; Мо от 3,0 до 4,0%; Nb от 0,20 до 0,50% и N от 0,020 до 0,050%.
В качестве баланса в стали согласно настоящему изобретению, содержащей описанные выше элементы, присутствует железо и другие неизбежные примеси от сталеплавильной обработки, общим объемом максимально до 0,20%. Эти примеси включают в себя свинец, висмут, сурьму, кальций, церий, неодим, цирконий, гафний, мышьяк, самарий, празеодим, тантал, серу, фосфор и олово.
Параметр коррозии (LCP), который измеряет разность между PREN аустенита и дельта-феррита при 1000°C, является важным критерием для оптимизации коррозионной стойкости. Для стали согласно настоящему изобретению LCP поддерживают в диапазоне от 3,2 до 6,2, предпочтительно от 4,2 до 5,2, при этом может наблюдаться потенциал щелевой коррозии, превышающий 130 мВ. Согласно настоящему изобретению значение PREN стали предпочтительно превышает 24, при этом PREN определяют как PREN = % Cr + 3,3×% Мо + 16×% N.
2. Готовые продукты
В одном варианте осуществления настоящего изобретения описаны готовые продукты для применения в нефтяной и газовой области, которые согласно настоящему изобретению содержат мартенситно-ферритную нержавеющую сталь с конечной микроструктурой, образованной δ-ферритом, мартенситом, остаточным аустенитом и ничтожным количеством фаз, оказывающих вредное воздействие, таких как Хи- или Сигма-фаза; в которой количество δ-феррита составляет от 20 до 50%, количество мартенсита составляет от 50 до 80%, и которая содержит не более 15% остаточного аустенита.
В качестве примеров, не ограничивающих изобретение, готовыми продуктами можно назвать бесшовные трубы для обсадных труб и насосных труб, фасонную арматуру, вспомогательные приспособления, штампованные или прокатные изделия или сортовой прокат.
3. Способ изготовления штампованных или прокатных изделий или сортового проката из мартенситно-ферритной нержавеющей стали.
Настоящее изобретение рассматривает способ изготовления штампованных или прокатных изделий или сортового проката из мартенситно-ферритной нержавеющей стали, характеризующийся тем, что он включает в себя следующие этапы:
a) изготовление мартенситно-ферритной нержавеющей стали путем плавления химических элементов, как определено в одном из п. 1-13;
b) отливка материала, расплавленного на этапе а);
c) гомогенизация отлитой литой заготовки этапа b) путем термообработки;
d) горячая формовка продукта этапа с) путем прокатки или штамповки, причем в конце данного этапа температура обработки должна удовлетворять следующему уравнению:
TPr0C - 16,9⋅% Cr - 49,9⋅%Мо>535;
e) необязательно горячая обработка продукта этапа d).
Авторы настоящего изобретения обнаружили, что сталь согласно настоящему изобретению можно выплавлять в индукционной печи на воздухе, в вакуумной индукционной печи или в электрической дуговой печи. Выбор процесса может выполняться в зависимости от доступности, производительности и продуктивности каждой производственной схемы.
После выплавки сталь необходимо отливать путем обычной или непрерывной разливки. Сталь согласно настоящему изобретению также можно получить с помощью альтернативных способов, которые включают в себя фрагментацию и агрегацию, как в порошковой металлургии.
После отливки, литые заготовки или трубные заготовки гомогенизируют в течение достаточного периода времени при повышенной температуре, для образования гомогенизированного химического состава в пределах допустимого промышленного ассортимента. Для гарантии требуемой микроструктуры (от 20 до 50% δ-феррита) предпочтительные температуры нагрева составляют от 1150 до 1280°C.
Литые заготовки или трубные заготовки подвергают горячему формованию в процессе прокатки или штамповки для приобретения формы и требуемых свойств.
Продуктом процессов горячего формования являются штампованные или прокатные изделия или сортовой прокат, предназначенные для конечного применения или для производства бесшовных труб.
В случае конечного применения, изделия или сортовой прокат должны подвергаться термической обработке для обеспечения желательных свойств стали согласно настоящему изобретению. Температура в печи аустенизации или в процессе окончательного горячего формования должна удовлетворять следующему уравнению:
ТPr0C - 16,9⋅% Cr - 49,9⋅% Мо>535
Термическую обработку отпуском обычно выполняют с использованием одинарного или двойного цикла отпуска при температуре от 550 до 680°C.
4. Способ изготовления бесшовных труб
Настоящее изобретение дополнительно рассматривает способ изготовления бесшовных труб из мартенситно-ферритной нержавеющей стали, включающий в себя следующие этапы:
a) прокатку трубы, содержащей мартенситно-ферритную нержавеющую сталь, как определено в одном из п.п. 1-13, после чего следует термообработка, причем температура нагрева на завершающих этапах должна удовлетворять следующему уравнению:
ТPr0C - 16,9⋅% Cr - 49,9⋅% Мо>535;
b) термообработку, разделенную на следующие этапы
b1) необязательно закалку, и в случае ее применения, температура нагрева должна соответствовать уравнению этапа а);
b2) одинарный или двойной отпуск при температурах от 550 до 680°C непосредственно после прокатки или после термического цикла закалки; и
c) воздушное или водяное охлаждение после закалки или отпуска.
Процесс производства бесшовных стальных труб хорошо известен в уровне техники, например, представленном в SOMMER, В. Stahlrohr-Handbuch. 12th ed Vulkan-Verlag, 1995, 857p.
В случае производства бесшовных труб согласно настоящему изобретению, авторы изобретения обнаружили, что важными параметрами для прокатки труб и термообработки являются температуры на завершающих этапах в прокатном стане и в цикле закалки. Эти температуры уравновешивают требуемое количество аустенита и феррита и гарантируют растворение Хи-фазы, в итоге образованной во время перемещения между черновым и завершающим этапами или во время окончательного охлаждения и последующего нагрева для закалки. Важность данных температур основана на вредном воздействии Хи-фазы на коррозионную стойкость.
Исследования, проведенные авторами настоящего изобретения по этому вопросу, позволили установить корреляцию между температурой растворения и химическим составом, в частности, хромом и молибденом. Из этой корреляции было установлено следующее правило:
ТPr0C - 16,9⋅% Cr - 49,9⋅% Мо>535
Помимо этого, для достижения желаемых свойств стали согласно настоящему изобретению также учтены другие параметры, которыми являются:
А) температура нагрева трубной заготовки перед этапами черновой обработки (в качестве примера, от прошивки трубной заготовки до прокатки на стане непрерывной прокатки или нереверсивном дуо-стане Штифеля (автомат-стане)) поддерживается в от 1150 до 1300°C для гарантии соответствующей микроструктуры (от 20 до 50% δ-феррита).
B) непосредственная загрузка в нагревательную печь для выполнения завершающих этапов прокатки трубы является предпочтительной с целью предотвращения длительного воздействия температур в диапазоне образования Хи-фазы. Разрешена холодная загрузка на завершающих этапах прокатки труб, однако предпочтительно ее избегать. Завершающие этапы выполняют на прокатном или правильно-растяжном стане или в калибровочном трубопрокатчике. В каждом случае температура для чистовой прокатки в нагревательной печи должна удовлетворять уравнению:
ТPr0C - 16,9⋅% Cr - 49,9⋅% Мо>535
C) цикл закалки после прокатки является необязательным, но при его применении температура аустенизации для закалки удовлетворяет уравнению:
ТPr0C - 16,9⋅% Cr - 49,9⋅% Мо>535
D) отпуск после прокатки с использованием одинарного или двойного цикла отпуска при температуре от 550 до 680°C. Авторы обнаружили, что данный материал может также восстанавливать некоторое количество аустенита и производить свежий мартенсит после первого цикла отпуска при температуре выше 600°C. В случае цикла отпуска выше данной температуры, можно применять второй отпуск для отпуска вновь полученного мартенсита, образованного из восстановленного аустенита.
E) либо, для предотвращения стабилизации аустенита после первого цикла отпуска можно применять цикл отпуска с водяным охлаждением.
4. Микроструктура
Сталь согласно настоящему изобретению имеет мартенситно-ферритную микроструктуру, состоящую в основном из мартенсита, δ-феррита и некоторого остаточного аустенита. Количество δ-феррита в пределах от 20 до 50% контролируют при помощи горячей обработки, особенно горячей прокатки. Остальная часть микроструктуры (~70%) образуется при превращении аустенита в мартенсит, в результате чего получают мартенсит с некоторым остаточным аустенитом.
Можно наблюдать некоторые микролегированные карбонитриды, особенно те, которые содержат ниобий. На фиг. 1 показана обычная микроструктура, наблюдаемая в стали G в таблице 1.
Здесь светлая фаза является δ-ферритом, в то время как более темная является мартенситом с некоторым остаточным аустенитом.
Несмотря на то, что δ-феррит не относится к предпочтительным микроструктурам коррозионно-стойких сплавов, микроструктура, найденная в стали согласно настоящему изобретению, обладает превосходной коррозионной стойкостью по сравнению с низкоуглеродистым закаленным мартенситом. Следовательно, сталь согласно настоящему изобретению имеет лучшие характеристики, чем мартенситная или супермартенситная нержавеющая сталь.
Количество остаточного аустенита определяют с помощью горячей обработки во время горячей прокатки или цикла закалки. После охлаждения на воздухе или в воде предполагают, что весь аустенит преобразуется в мартенсит, а некоторый остаточный аустенит между планками остается в стали. Данный мартенсит необходимо подвергать отпуску в цикле одинарного или двойного отпуска, поскольку с точки зрения термодинамики ожидается некоторое обратное восстановление, особенно при температуре закалки выше ~600°C. Подходящая комбинация циклов отпуска необходима для получения механических свойств в диапазоне от 95 до 150 кфунт/дюйм2 (от 655 до 1034 МПа).
В стали согласно настоящему изобретению может присутствовать карбонитрид ниобия в количестве менее 0,40% по объему для обеспечения необходимого дисперсионного упрочнения стали. Для достижения желаемых свойств необходимо минимальное значение, равное 0,05% по объему. Предпочтительно, сталь согласно настоящему изобретению содержит объемную долю карбонитридов ниобия от 0,01 до 0,50%.
Примеры
В таблице 1 показан химический состав сталей, применяемых в настоящем изобретении. Стали A и B являются супермартенситными нержавеющими сталями. Стали от C до I представляют собой варианты стали в соответствии с концепцией, предложенной в настоящем изобретении, причем стали от C до G находятся в пределах предложенных ограничений для параметров коррозии LCP. Стали Н и I находятся в пределах химического состава, но LCP выходит за пределы значения 6,2.
Изобретение относится к мартенситно-ферритной нержавеющей стали с высокой коррозионной стойкостью, готовому продукту и к способам изготовления штампованных или прокатных продуктов или сортового проката и бесшовных труб из мартенситно-ферритной нержавеющей стали. Сталь имеет мартенситно-ферритную структуру и химический состав, в вес.%: С от 0,005 до 0,030, Si от 0,10 до 0,40, Mn от 0,20 до 0,80, Р максимум 0,020, S максимум 0,005, Cr от 13 до 15, Ni от 4,0 до 6,0, Мо от 2,0 до 4,5, V от 0,01 до 0,10, Nb от 0,01 до 0,50, N от 0,001 до 0,070, Al от 0,001 до 0,060, Ti от 0,001 до 0,050, Cu от 0,01 до 1,50, B ниже 0,01, О максимум 0,005, остальное - Fe и неизбежные примеси, обусловленные промышленной обработкой. Сталь имеет параметр локальной коррозии (LCP) от 3,2 до 6,2, определённый уравнением: LCP = 0,500×%Cr + 1,287×%Мо + 1,308×%N - 5,984. В способах изготовления готовых продуктов температура нагрева на заданном этапе удовлетворяет уравнению: T - 16,9×%Cr - 49,9×%Мо>535. Технический результат заключается в повышении коррозионной стойкости стали, содержащей меньшее количество фаз, оказывающих вредное воздействие. 2 табл., 7 ил., 4 н. и 19 з.п. ф-лы.
1. Мартенситно-ферритная нержавеющая сталь, характеризующаяся тем, что она содержит мартенситно-ферритную микроструктуру, а химический состав находится в следующем диапазоне, вес.%: C в количестве от 0,005 до 0,030%, Si в количестве от 0,10 до 0,40%, Mn в количестве от 0,20 до 0,80%, P в количестве максимум 0,020%, S в количестве максимум 0,005%, Cr в количестве от 13 до 15%, Ni в количестве от 4,0 до 6,0%, Mo в количестве от 2,0 до 4,5%, V в количестве от 0,01 до 0,10%, Nb в количестве от 0,01 до 0,50%, N в количестве от 0,001 до 0,070%, Al в количестве от 0,001 до 0,060%, Ti в количестве от 0,001 до 0,050%, Cu в количестве от 0,01 до 1,50%, B в количестве ниже 0,01%, O в количестве максимум 0,005%, остальное - Fe и неизбежные примеси, обусловленные промышленной обработкой, причем нержавеющая сталь имеет параметр локальной коррозии (LCP) от 3,2 до 6,2, определенный следующим уравнением:
LCP = 0,500×%Cr +1,287×%Mo +1,308×%N - 5,984,
и содержание неизбежных примесей составляет до 0,20%.
2. Мартенситно-ферритная нержавеющая сталь по п.1, характеризующаяся тем, что она содержит C в количестве от 0,005 до 0,015%.
3. Мартенситно-ферритная нержавеющая сталь по п.1 или 2, характеризующаяся тем, что она содержит Cr в количестве от 13,5 до 14,5%.
4. Мартенситно-ферритная нержавеющая сталь по п.1 или 2, характеризующаяся тем, что она содержит Ni в количестве от 4,5 до 5,5%.
5. Мартенситно-ферритная нержавеющая сталь по п.1 или 2, характеризующаяся тем, что она содержит Mo в количестве от 3,0 до 4,0%.
6. Мартенситно-ферритная нержавеющая сталь по п.1 или 2, характеризующаяся тем, что она содержит Nb в количестве от 0,03 до 0,20% и N в количестве от 0,006 до 0,020%.
7. Мартенситно-ферритная нержавеющая сталь по п.1 или 2, характеризующаяся тем, что она содержит Nb в количестве от 0,20 до 0,50% и N в количестве от 0,020 до 0,050%.
8. Мартенситно-ферритная нержавеющая сталь по п.1 или 2, характеризующаяся тем, что она содержит Cu в количестве от 0,8 до 1,2%.
9. Мартенситно-ферритная нержавеющая сталь по п.1 или 2, характеризующаяся тем, что она содержит Cr в количестве от 13,5 до 14,5%, Mo в количестве от 3,0 до 4,0%, Nb в количестве от 0,03 до 0,20% и N в количестве от 0,006 до 0,020%.
10. Мартенситно-ферритная нержавеющая сталь по п.1 или 2, характеризующаяся тем, что она содержит Cr в количестве от 13,5 до 14,5%, Mo в количестве от 3,0 до 4,0%, Nb в количестве от 0,20 до 0,50 % и N в количестве от 0,020 до 0,050%.
11. Мартенситно-ферритная нержавеющая сталь по п.1 или 2, характеризующаяся тем, что она содержит объемную долю карбонитрида ниобия в количестве от 0,01 до 0,50%.
12. Мартенситно-ферритная нержавеющая сталь по п.1 или 2, характеризующаяся тем, что она имеет LCP от 4,2 до 5,2.
13. Мартенситно-ферритная нержавеющая сталь по п. 1 или 2, характеризующаяся тем, что она имеет числовой эквивалент стойкости к питтинговой коррозии (PREN) выше 24, причем PREN определяют выражением PREN=%Cr+3,3%Mo+16%N.
14. Готовый продукт для применения в нефтяной и газовой области, характеризующийся тем, что он содержит мартенситно-ферритную нержавеющую сталь по одному из пп. 1-13, имеющую конечную микроструктуру, образованную δ-ферритом, мартенситом, остаточным аустенитом и ничтожными количествами фаз, оказывающих вредное воздействие, например, Хи- или Сигма-, при этом количество δ-феррита находится в диапазоне от 20 до 50%, количество мартенсита находится в диапазоне от 50 до 80% и содержит не более 15% остаточного аустенита.
15. Готовый продукт по п.14, характеризующийся тем, что он представляет собой бесшовную трубу, фасонную арматуру, кованные или прокатные изделия или сортовой прокат.
16. Готовый продукт по п.14 или 15, характеризующийся тем, что он представляет собой бесшовную трубу для обсадной трубы.
17. Готовый продукт по п.14 или 15, характеризующийся тем, что он представляет собой бесшовную трубу для эксплуатационных труб.
18. Способ изготовления штампованных или прокатных изделий или сортового проката из мартенситно-ферритной нержавеющей стали, характеризующийся тем, что он включает следующие этапы:
a) изготовление мартенситно-ферритной нержавеющей стали по одному из пп.1-13 путем плавления химических элементов;
b) отливка материала, расплавленного на этапе a);
c) гомогенизация отлитой заготовки этапа b) путем термообработки;
d) горячая формовка продукта этапа c) путем прокатки или штамповки, причем в конце данного этапа температура обработки Т должна удовлетворять следующему уравнению:
Т-16,9×%Cr-49,9×%Mo >535;
e) необязательно горячая обработка продукта этапа d).
19. Способ по п.18, характеризующийся тем, что плавление химических элементов выполняют в воздушной индукционной печи, вакуумной индукционной печи или электрической печи.
20. Способ по п. 18 или 19, характеризующийся тем, что отливку выполняют путем обычной или непрерывной разливки.
21. Способ изготовления бесшовной трубы из мартенситно-ферритной нержавеющей стали, характеризующийся тем, что он включает следующие этапы:
a) прокатка трубы, содержащей мартенситно-ферритную нержавеющую
сталь по одному из п.п.1-13, после которой следует термообработка, причем температура нагрева Т на завершающих этапах должна удовлетворять следующему уравнению:
Т-16,9×%Cr-49,9×%Mo >535;
b) термообработка, разделенная на следующие подэтапы:
b1) необязательно закалка, и в случае ее применения температура нагрева должна соответствовать уравнению этапа a);
b2) одинарный или двойной отпуск при температурах от 550 до 680°C непосредственно после прокатки или после термического цикла закалки; и
c) воздушное или водяное охлаждение после закалки или отпуска.
22. Способ по п. 21, характеризующийся тем, что прокатку выполняют на стане непрерывной прокатки или нереверсивном дуо-стане Штифеля (автомат-стане).
23. Способ по п.21 или 22, характеризующийся тем, что прокатку трубы можно выполнять путем применения непосредственной или холодной загрузки для чистовой прокатки.
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| ВЫСОКОПРОЧНАЯ МАРТЕНСИТНАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ С ВЫСОКОЙ КОРРОЗИОННОЙ СТОЙКОСТЬЮ К ГАЗООБРАЗНОМУ ДИОКСИДУ УГЛЕРОДА И СОПРОТИВЛЕНИЕМ КОРРОЗИОННОМУ РАСТРЕСКИВАНИЮ ПОД НАПРЯЖЕНИЕМ В СЕРОВОДОРОДНОЙ СРЕДЕ | 2003 |
|
RU2307876C2 |
| ДВУХФАЗНАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ С ВЫСОКОЙ КОРРОЗИОННОЙ СТОЙКОСТЬЮ В АГРЕССИВНЫХ СРЕДАХ | 2001 |
|
RU2203343C2 |
| Горн для припайки фланцев и колец к концам труб | 1927 |
|
SU9108A1 |
| ВЫСОКОПРОЧНАЯ АУСТЕНИТНАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ И СПОСОБ ОКОНЧАТЕЛЬНОЙ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ НЕЕ | 2004 |
|
RU2254394C1 |
| СТАЛЬ ДЛЯ БЕСШОВНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ, ПРЕДНАЗНАЧЕННЫХ ДЛЯ ИСПОЛЬЗОВАНИЯ ПРИ ВЫСОКОЙ ТЕМПЕРАТУРЕ | 2002 |
|
RU2293786C2 |

