Изобретение касается газопродуваемого кирпича для металлургических емкостей с одной огнеупорной фасонной деталью, в которой предусмотрен по меньшей мере один канал для прохода газа в виде зазора, который протянут от холодной стороны к горячей стороне.
В соответствии с изобретением газопродуваемые кирпичи обозначаются, как, так называемые, щелевые продувочные устройства и служат для вдувания реакционных или очистных газов в расплав металла.
Как правило они при этом вставляются в огнеупорную футеровку металлургической емкости, в частности в стальной разливочный ковш, в зоне дна, и к ним подается газ под давлением при помощи газоподводящей трубы.
Известные газопродуваемые кирпичи состоят, к примеру, из внутренней, конической, огнеупорной фасонной детали, на которую насаживается вторая наружная, тоже коническая фасонная деталь.
Для обеспечения определенного зазора между внутренней и наружной фасонными деталями в соответствующие зазоры вставляются, к примеру, лентообразные устройства для поддержания заданного расстояния.
Подобные кирпичи сконструированы, таким образом, не в виде моноблока.
Боковая наружная стенка и зона подины подобных газопродуваемых кирпичей обычно снабжены газонепроницаемой сварной обшивкой из листовой жести, днище которой находится на расстоянии относительно нижней стороны или холодной стороны газопродуваемого кирпича и образует таким образом камеру для подвода газа. К донному листу приварена труба для подвода газа, которая входит в камеру для подвода газа.
В другом известном газопродуваемом кирпиче зазор образован между боковой обшивкой из листовой жести и огнеупорным фасонным корпусом. Однако эти кирпичи вследствие относительно низкого сопротивления износу сегодня, как правило, больше не применяются.
Из DE-OS 43 12 988 известен, кроме того, газопродуваемый кирпич, у которого каналы для прохода газа образуются при помощи объемной сетевой структуры, которая образуется внутри монолитно отлитой, огнеупорной фасонной детали с помощью зажимного устройства.
Однако изготовление этого кирпича относительно дорогостоящее, кроме того внутренние каналы для прохода газа относительно длинные, так что возникают сравнительно высокие потери давления.
У другого известного, к примеру, из DE-OS 38 23 897 устройства для продувки нити или ленты также вставляются в изложницу при помощи зажимного устройства, которые могут быть вытянуты или сожжены после связывания фасонной детали. Также и эта фасонная деталь изготовлена в виде моноблока, но зажим отдельных нитей тоже сравнительно дорогостоящий.
Наиболее близкими техническими решениями по совокупности существенных признаков и достигаемому результату для группы изобретений являются газопродуваемый кирпич для металлургических емкостей, известный из Европейского патента EP 0 221 250 A1, кл. C 21 C 7/072, 13.05.87 и выполненный в виде огнеупорной фасонной детали, в которой предусмотрен по меньшей мере один канал для прохода газа в виде зазора, проходящего от холодной к горячей стороне кирпича, а также способ изготовления газопродуваемого кирпича, включающий заливку огнеупорной литейной массы в изложницу, соответствующую наружной форме фасонной детали, согласно патенту Германии DE 3 831 726, кл. C 21 C 5/48, 26.10.89.
Известному из патента EP 0221250 A1 газопродуваемому кирпичу и способу его изготовления, согласно патенту DE 3 831 726 присущи недостатки вышеописанных аналогов.
Поэтому в основу изобретения положена задача создать газопродуваемый кирпич, изготовление которого упрощено.
Эта задача решается тем, что в газопродуваемом кирпиче для металлургических емкостей, выполненном в виде огнеупорной фасонной детали, в котором предусмотрен по меньшей мере один канал для прохода газа в виде зазора, проходящего от холодной к горячей стороне кирпича, согласно изобретению в зазоре выполнены плоские мостики из огнеупорного материала, соединяющие монолитно друг с другом противоположные стенки зазора.
Рекомендуется внутри фасонной детали выполнить по меньшей мере второй зазор, противоположные стенки которого соединены между собой монолитно плоскими мостиками, при этом зазор расположить на расстоянии от горячей стороны.
Поставленная задача решается также тем, что в способе изготовления газопродуваемого кирпича, включающем заливку огнеупорной литейной массы в изложницу, соответствующую наружной форме фасонной детали, согласно изобретению, в изложницу устанавливают, по меньшей мере, один открытый полый корпус из расплавляемого или сжигаемого вещества, боковая стенка которого имеет плоские отверстия, и заливают боковые стенки полого корпуса огнеупорной литейной массой, при этом верхние и нижние зоны стенки полого корпуса проникают в холодную и/или горячую сторону получаемой фасонной детали.
Газопродуваемое устройство согласно изобретению имеет таким образом направленную пористость, причем оно обладает признаками устройства для продувки зазоров и газопродуваемого кирпича с отдельными газопроходными каналами. В отличие от известных устройств для продувки зазоров внутри зазора находятся плоские мостики из огнеупора, которые соединяют монолитным образом противоположные стенки зазора. На основании монолитного изготовления этот кирпич имеет выдающуюся стойкость, причем количество вдуваемого в расплав газа может быть точно отрегулировано простейшим способом посредством толщины зазора или размера и количества находящихся в зазоре мостиков в зависимости от рабочего давления газа для продувки.
Благодаря плоским мостикам внутри зазора могут быть кроме того вызваны уже в газопродуваемом кирпиче завихрения, ведущие к тому, что газ покидает горячую сторону устройства для продувки в турбулентном состоянии потока и таким образом точно распределяется внутри расплава.
Тем самым улучшается не только продувное действие вдуваемого газа, но и одновременно также предотвращается образование слишком высоких скоростей потока в зоне горячей стороны устройства для продувки, которые в свою очередь привели бы к усиленному износу кирпича.
Для повышения количества вдуваемого газа могут быть предусмотрены несколько зазоров, которые, например, в концентричных контурах или частичных контурах выходят на горячую сторону устройства для продувки. Также у газопродуваемого кирпича согласно изобретению оптическое показание износа осуществляется простым образом так, что, например, в нижней внутренней зоне кирпича образован зазор, который сначала не доходит до горячей стороны, а заканчивается в нижней зоне. Когда кирпич сработан до этой зоны, тогда можно определить благодаря охлаждающему действию текущего через этот зазор газа внутреннюю, более темную зону, которая оптически показывает таким образом состояние износа кирпича. Газопродуваемые кирпичи с оптическим показанием износа известны, например, из европейской патентной заявки 0 325 709.
Как уже упоминалось, кирпичи согласно изобретению могут быть изготовлены благодаря тому, что открытый полый корпус, к примеру, из пластического материала, устанавливаемый в соответствующую изложницу. Открытый полый корпус может, например, состоять из конической втулки, боковые стенки которой имеют отверстия. Втулки устанавливают на днище изложницы, которая в завершение может быть полностью залита до верхних областей ее стенок без дальнейшей фиксации полого корпуса. Находящаяся внизу в изложнице сторона позже образует горячую сторону продуваемого кирпича.
После связывания огнеупора или при сушке пластический материал затем сжигается или расплавляется и оставляет после себя желаемые полости, причем противоположные стенки зазора соединены друг с другом монолитным образом посредством плоских отверстий полого корпуса.
Сопротивление износу подобных кирпичей может быть простым способом повышено тем, что зазор и наружная сторона газопродуваемого кирпича пропитываются, к примеру, углеродными носителями.
Изобретение можно, к примеру, увидеть на чертеже и ниже оно описывается по отдельности в соответствии с чертежом.
Чертеж показывает вид спереди на конический или открытый полый корпус 1, на боковой стенке 2 которого имеется большое количество сквозных отверстий примерно круглой формы.
Конический корпус 1 для изготовления газопродуваемого кирпича установлен примерно по центру, тоже в коническую изложницу 4. В заключение изложница заполняется жидкой огнеупорной массой, причем подача литейной массы может быть произведена внутрь и за пределы полого корпуса 1. Литейная масса при заливке проходит через отверстия 3, так что в отверстиях 3 образуются соответствующие мостики, которые поддерживают относительно друг друга противоположные стороны зазора или стенки канала для прохода газа. Залитая масса может при этом, как принято по уровню техники, вибрировать и уплотняться.
Изобретение относится к металлургии. В газопродуваемом кирпиче в виде зазоров образованы каналы для прохода газа. Противоположные стенки зазора соединены между собой монолитным образом плоскими мостиками из огнеупорного материала. Газопродуваемый кирпич изготавливают при помощи конического полого корпуса, боковая стенка которого имеет отверстия. Полый корпус устанавливают в изложницу и заливают огнеупорной литейной массой. Затем корпус расплавляют или выжигают и противоположные стенки зазора монолитно соединяются мостиками. Упрощается изготовление кирпича. 2 с. и 1 з.п.ф-лы, 1 ил.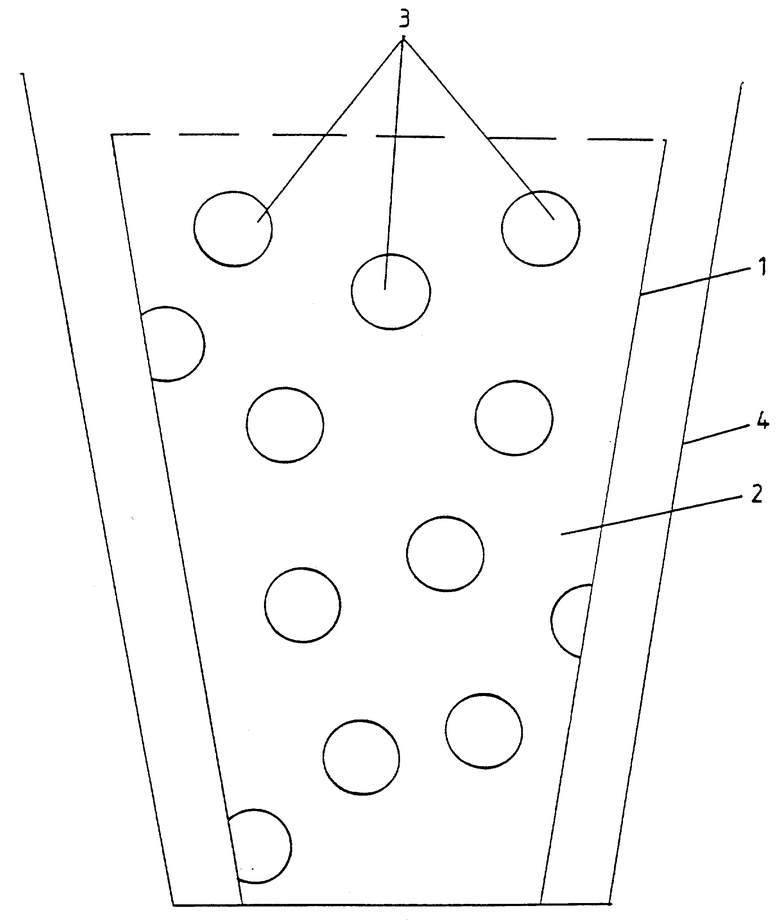
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО СЪЕМА С ФОРМ МАКАНЫХ ИЗДЕЛИЙ | 0 |
|
SU221250A1 |
| DE 3831726 C, 26.10.89 | |||
| DE 3823897 A1, 18.01.90 | |||
| СЧЕТЧИК ИМПУЛЬСОВ | 0 |
|
SU325709A1 |
| DE 3625117 C1, 26.11.87.GB 2175830 A, 10.12.86 | |||
| ПЛОСКАЯ АНТЕННАЯ РЕШЕТКА (ВАРИАНТЫ) | 2004 |
|
RU2276437C2 |
| US 5249778 A, 05.10.93 | |||
| УСТРОЙСТВО ДЛЯ ПРОДУВКИ РАСПЛАВЛЕННОГОМЕТАЛЛА | 0 |
|
SU296617A1 |
