(54) СПОСОБ ИЗГОТОВЛЕНИЯ ТОРЦОВОГО КОЛЛЕКТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления торцевого коллектора электрической машины | 1977 |
|
SU705578A1 |
| Способ изготовления коллектора электродвигателя из трубной заготовки | 1981 |
|
SU1023475A1 |
| Способ изготовления коллектора электрической машины | 1983 |
|
SU1098057A1 |
| Способ изготовления торцового коллектора электрической машины | 1988 |
|
SU1534588A1 |
| Способ изготовления коллектора электрической машины | 1981 |
|
SU978252A1 |
| КОЛЛЕКТОР ЭЛЕКТРИЧЕСКИХ МАШИН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2233518C2 |
| Способ изготовления коллектора электрической машины | 1980 |
|
SU896703A1 |
| Способ изготовления коллектора электрической машины | 1984 |
|
SU1185463A1 |
| Способ изготовления коллектора | 1988 |
|
SU1640762A1 |
| Способ изготовления коллектора электрической машины | 1980 |
|
SU892550A1 |
1
Изобретение .относится к технологии, изготовлення коллекторов электрических машин и может быть использовано в .электротехнической промышленности.
Известен способ изготовления торцового коллектора электрической машины, по которому в кольцевой заготовке выполняют несквозные радиальные пазы клиновидного сечения, опрессовывают заготовку пластмассой и удаляют перемычки между коллекторны 1и пластинами 1.
Однако инструмент для выполнения пазов клиновидного сечения имеет недостаточную прочность у вершины клина при значительных удельных давлениях. Кроме того, щель между двумя делительными инструментами, в которой формируют боковые грани пластины коллектора, имеет наклонные боковые стенки (по клиновидному профилю инструмента), что затормаживает свободное течение токопроводящего материала в вертикальном направлении, и не обеспечивает наибольшее перемещение материала, вытесняемого из na30jB, в профиль пластик, а это ведет к выбору заготовки большей толщины и, в конечном итоге, к повышенному расходу токопроводящего материала.
Наиболее близким к предлагаемому является способ изготовления торцовых коллекторов электрической машины, включающий пробивку радиальных пазов в кольцевой заготовке коллектора с образованием технологических перемычек по наружному и внутреннему диаметрам, опрессовку заготов.ки пластмассой и удаление технологических перемычек 2.
Однако при пробивке пазов небольшой Q ширины, например 0,8мм, и значительной толщине кольцевой заготовки, например 3-5 мм, осуществление указанного способа невозможно по допускаемым напряжениям на сжатие и продольный изгиб инструмента, что усложняет технологию.
Цель изобретения - упрощение технологии за счет использования инструментов больших сечений.
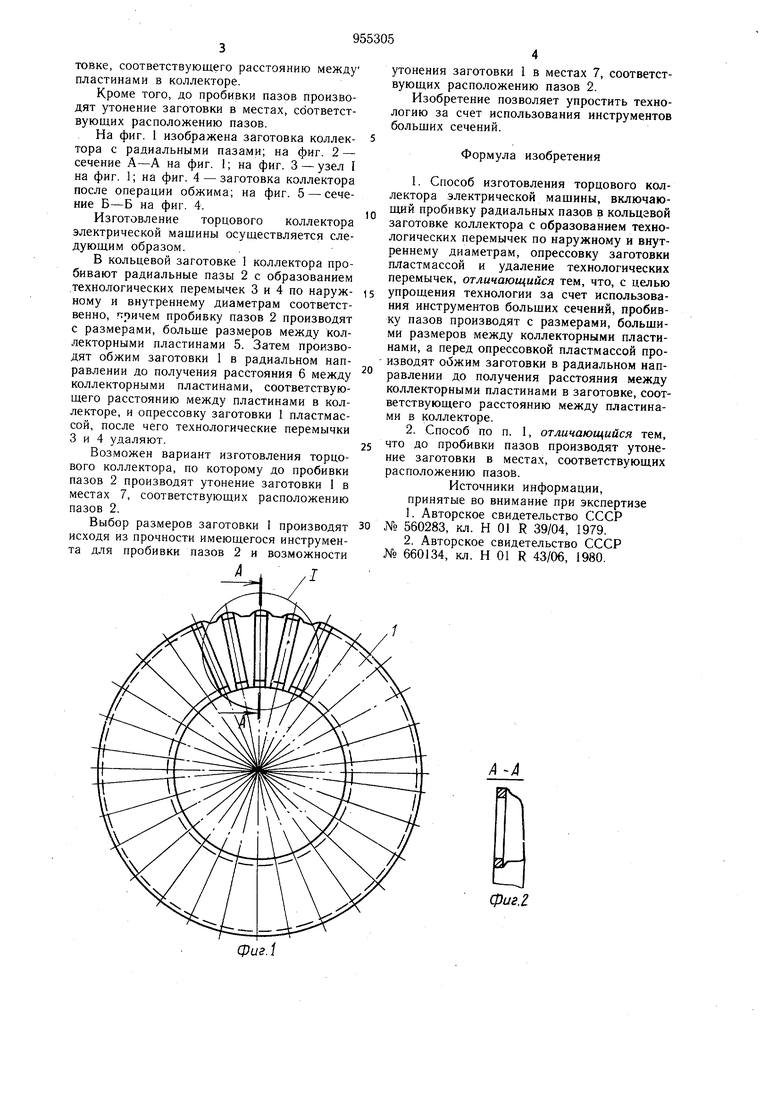
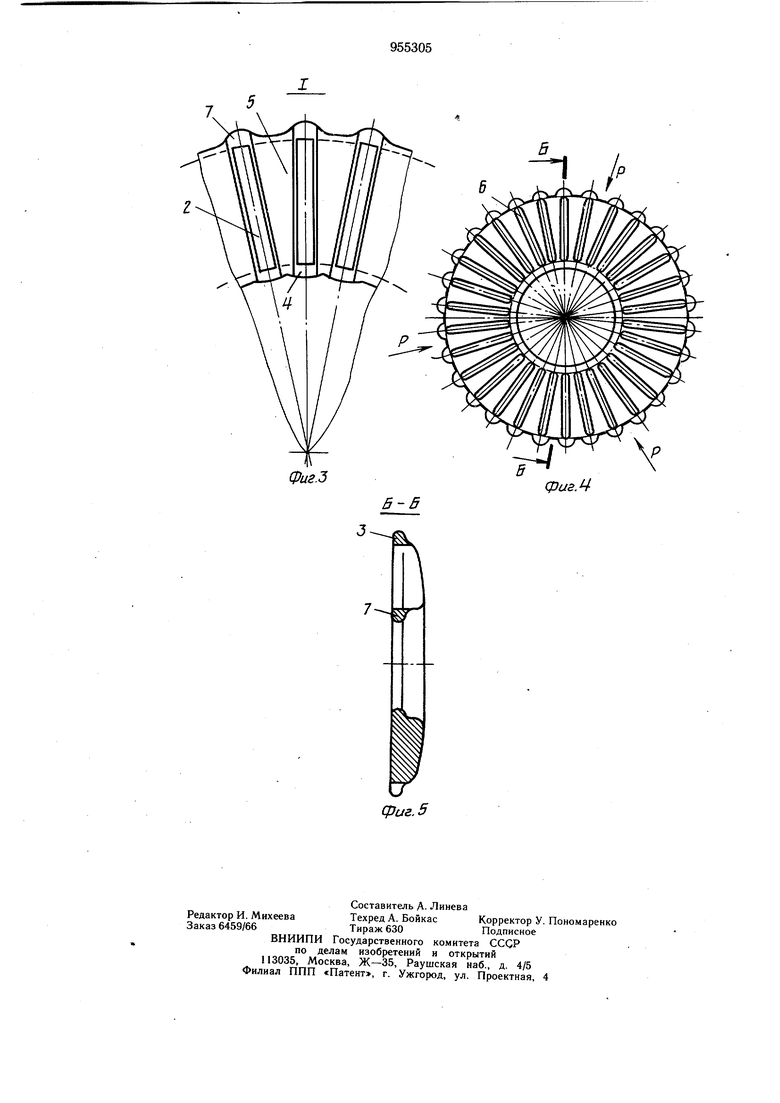
Поставленная цель достигается тем, что пробивку пазов производят с размерами, большими размеров между коллекторными пластинами, а перед опрессовкой пластмассой производят обжим заготовки в радиальном направлении до получения расстояния между коллекторными пластинами в заготовке, соответствующего расстоянию между пластинами в коллекторе. Кроме того, до пробивки пазов производят утонение заготовки в местах, соответствующих расположению пазов. На фиг. 1 изображена заготовка коллектора с радиальными пазами; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - узел I на фиг. 1; на фиг. 4 - заготовка коллектора после операции обжима; на фиг. 5 - сечение Б-Б на фиг. 4. Изготовление торцового коллектора электрической машины осуществляется следующим образом. В кольцевой заготовке 1 коллектора пробивают радиальные пазы 2 с образованием .технологических перемычек 3 и 4 по наружному и внутреннему диаметрам соответственно, причем пробивку пазов 2 производят с размерами, больше размеров между коллекторными пластинами 5. Затем производят обжим заготовки 1 в радиальном направлении до получения расстояния б между коллекторными пластинами, соответствующего расстоянию между пластинами в коллекторе, и опрессовку заготовки 1 пластмассой, после чего технологические перемычки 3 и 4 удаляют. Возможен вариант изготовления торцового коллектора, по которому до пробивки пазов 2 производят утонение заготовки 1 в местах 7, соответствующих расположению пазов 2. Выбор размеров заготовки I производят исходя из прочности имеющегося инструмента для пробивки пазов 2 и возможности утонения заготовки 1 в местах 7, соответствующих расположению пазов 2. Изобретение позволяет упростить технологию за счет использования инструментов больших сечений. Формула изобретения 1.Способ изготовления торцового коллектора электрической машины, включающий пробивку радиальных пазов в кольцевой заготовке коллектора с образованием технологических перемычек по наружному и внутреннему диаметрам, опрессовку заготовки пластмассой и удаление технологических перемычек, отличающийся тем, что, с целью упрощения технологии за счет использования инструментов больших сечений, пробивку пазов производят с размерами, большими размеров между коллекторными пластинами, а перед опрессовкой пластмассой производят обжим заготовки в радиальном направлении до получения расстояния между коллекторными пластинами в заготовке, соответствующего расстоянию между пластинами в коллекторе. 2.Способ по п. 1, отличающийся тем, что до пробивки пазов производят утонение заготовки в местах, соответствующих расположению пазов. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 560283, кл. Н 01 R 39/04, 1979. 2.Авторское свидетельство СССР № 660134, кл. Н 01 R 43/06, 1980.
