Изобретение относится к производству теплоизоляционных плит из волокон на основе горных пород и неорганических связующих, предназначенных для тепло- и звукоизоляции в жилищном и промышленном строительстве, а также для тепловой изоляции промышленного оборудования.
Известно устройство для формования жестких минеральных плит из гидромассы, содержащее смеситель непрерывного действия с U-образным пульпопроводом, вибролоток и сетчатый формовочный конвейер с подпрессовочным валиком, камерой вакуум-обезвоживания и емкостью для связующего с рециркуляционным трубопроводом (см. авт.св. SU, 493357, МКИ 2 B 28 B 5/02, C 02 B 43/02).
Недостатком известного устройства является то, что устройство не обеспечивает получение высококачественных минераловатных плит со стабилизированной объемной массой, обусловленное тем, что пульпопровод подведен непосредственно к сетчатку транспортеру и через вибролоток подает гидромассу сразу же из смесителя на сетчатый транспортер для набора и формования изделия, что не обеспечивает необходимую равномерность распределения волокна по всему объему изделия, а также удаление из объема гидромассы корольков и других неволокнистых включений.
Наиболее близким по технической сущности и достигаемому результату к заявляемому является устройство для формования жестких минераловатных плит из гидромассы, содержащее смеситель непрерывного действия, вибролоток и сетчатый формовочный конвейер с подпрессовочным валиком, камерой вакуум-обезвоживания и емкостью для связующего с рециркуляционным трубопроводом. Кроме того, устройство снабжено баком-отстойником (успокоителем) со сливным порогом, мешалкой, турникетным дозатором и трубопроводом перелива связующего в смеситель, а также профилирующим барабаном с ребордами, установленным над вибролотком и приемной частью формовочного конвейера, образующим совместно с вибролотком калибрующий проходной канал постоянного сечения, причем турникетный дозатор и профилирующий барабан кинематически связаны с формовочным конвейером (см. авт.св. SU, 1096257, МКИ 3 С 04 В 43/02)
Недостатками известного устройства являются недостаточно высокое качество выпускаемых плит и низкая производительность устройства, обусловленные наличием вибролотка в калибрующем проходном канале, не обеспечивающего равномерность распределения волокна по объему заготовки и эффективного ускорения отделения связующего из гидромассы при наборе ковра заготовки.
Кроме того, монтаж вибролотка для работ с гидромассой, а также эксплуатация его в этих условиях довольно сложны.
Задачей изобретения является повышение равномерности распределения волокна по всему объему заготовки, то есть повышение качества выпускаемых изделий, а также ускорение набора и обезвоживания заготовки, то есть повышение производительности устройства.
Задача решается тем, что в устройстве для формования волокнистых теплоизоляционных плит, содержащем гидроразбавитель непрерывного действия, сетчатый формовочный транспортер с подпрессовочным валиком, камерой вакуум-обезвоживания и емкостью для связующего с рециркуляционным трубопроводом, бак-отстойник со сливным порогом, турникетным дозатором, трубопроводом перелива связующего в гидроразбавитель, узел набора волокнистой теплоизоляционной плиты, включающий калибрующий проходной канал, причем турникетный дозатор кинематически связан с сетчатым формовочным транспортером, калибрующий проходной канал образован сеткой формовочного и лентой верхнего формующего транспортеров и дополнительно снабжен приемником, в нижней части которого установлен валик с лопатками, при этом лопатки на валике размещены в двух взаимно перпендикулярных плоскостях в шахматном порядке с шагом, равным ширине лопатки, и имеют различную форму, а именно: крайние - прямоугольную, а средние - усеченного равнобедренного треугольника, причем свободные концы средних лопаток развернуты на угол 20-40o попарно навстречу друг другу и к середине валика, при этом верхний формующий транспортер, валик с лопатками кинематически связаны с сетчатым формовочным транспортером.
Именно образование калибрующего проходного канала между сеткой формовочного и лентой верхнего формующего транспортеров, а также снабжение его приемником, в нижней части которого установлен валик с лопатками, при этом лопатки на валике размещены в двух взаимно перпендикулярных плоскостях в шахматном прядке с шагом, равным ширине лопатки, и имеют различную форму, а именно: крайние лопатки - прямоугольную, а средние - усеченного равнобедренного треугольника, причем свободные концы средних лопаток развернуты на угол 20-40o попарно навстречу друг другу и к середине валика, при этом верхний формующий транспортер, валик с лопатками кинематически связаны с сетчатым формовочным транспортером, отличает заявленное устройство от прототипа и обусловливает соответствие заявленного решения критерию "Новизна".
Именно образование калибрующего проходного канала между сеткой формовочного и лентой формующего транспортеров, а также снабжение узла набора волокнистой плиты приемником калибрующего проходного канала, в нижней части которого установлен валик с лопатками, при этом лопатки на валике размещены в двух взаимно перпендикулярных плоскостях в шахматном порядке с шагом, равным ширине лопатки, и имеют форму, а именно: крайние лопатки - прямоугольную, а средине - усеченного равнобедренного треугольника, причем свободные концы средних лопаток развернуты на угол 20-40o попарно навстречу друг другу и к середине валика, при этом верхний формующий транспортер, валик с лопатками связаны с сетчатым формовочным транспортером не известно из уровня техники и обусловливает соответствие заявляемого технического решения критерию "Изобретательский уровень".
Именно образование калибрующего проходного канала между сеткой формовочного и лентой формующего транспортеров, а также снабжение калибрующего проходного канала дополнительно приемником, в нижней части которого установлен валик с лопатками, размещенными на валике в двух взаимно перпендикулярных плоскостях в шахматном порядке с шагом, равным ширине лопатки, и выполнение лопаток различной формы, а именно: крайних лопаток - прямоугольной формы, а средних - формы усеченного равнобедренного треугольника, позволило осуществить набор волокнистой заготовки набивкой, достигая равномерность распределения волокна по объему, а также ускорение процесса обезвоживания ковра заготовки, за счет перемешивания суспензии в объеме и захвата лопатками равномерно насыщенной волокнами суспензии, а также уплотнения ее в калибрующем проходном канале.
Кроме того, выполнение свободных концов средних лопаток развернутыми на 20-40o попарно навстречу друг другу и к середине валика позволило, перемещая волокна к центру заготовки получить заготовку с более равномерным распределением волокна по объему, за счет устранения разрежения в центральной части заготовки. Все вышесказанное обусловливает соответствие заявленного технического решения критерию "Положительный эффект".
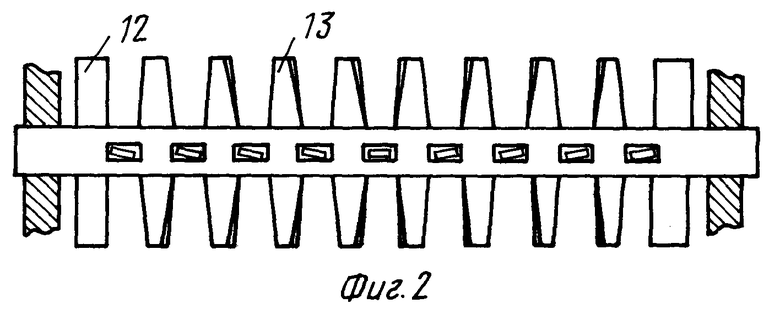
На фиг.1 схематично изображено предлагаемое устройство; на фиг.2 - разрез по А-А на фиг.1
Устройство для формования волокнистых теплоизоляционных плит содержит гидроразбавитель 1 непрерывного действия, бак-отстойник 2 со сливным порогом, турникетным дозатором 3 и трубопроводом перелива связующего (на фиг. не показан) в гидроразбавитель 1, сетчатый формовочный транспортер 4 с камерой вакуум-обезвоживания 5 и подпрессовочными валиками (на фиг. не показаны), емкость 6 для связующего, расположенную под сетчатым формовочным транспортером 4 с рециркуляционным трубопроводом 7 и узел набора волокнистой теплоизоляционной плиты, включающий калибрующий проходной канал 8, образованный сеткой формовочного транспортера 4 и лентой верхнего формующего транспортера 9, кроме того, калибрующий проходной канал 8 снабжен приемником 10, в нижней части которого установлен валик с лопатками 11, для перемешивания и набивки волокнистой суспензии в калибрующий проходной канал 8, при этом на валике лопатки расположены в двух взаимно перпендикулярных плоскостях в шахматном порядке, а именно: крайние лопатки 12 имеют прямоугольную форму, а средние лопатки 13 имеют форму усеченного равнобедренного треугольника, при этом средние лопатки 13 развернуты навстречу друг другу и к середине валика на угол 20-40o. Выполнение средних лопаток развернутыми на угол меньше чем 20o не дает получить равноплотного ковра заготовки, так как создается разрежение волокна в средней части заготовки. При выполнении средних лопаток развернутыми на угол больше 40o создает переуплотнение волокна в средней части заготовки.
Устройство работает следующим образом.
В гидроразбавитель 1 непрерывно подаются, например, базальтовое волокно, поступающее по транспортеру (на фиг. не показан) и связующее, например глинистое, поступающее по трубопроводу из бака накопителя (на фиг. на показан) или из емкости 6 по рециркуляционному трубопроводу 7. Готовая глинисто-волокнистая суспензия самотеком из гидроразбавителя 1 поступает в бак-отстойник 2, где гасится ее скорость и производится сепарация суспензии от корольков и других неволокнистых включений, выпадающих на дно бака-отстойника 2. По мере продвижения очищенной от неволокнистых включений глинисто-волокнистой суспензии по баку-отстойнику 2 в сторону сливного порога происходит насыщение, волокном ее поверхностного слоя, который с помощью турникетного дозатора 3 сбрасывается в приемник 10 калибрующего проходного канала 8 узла набора волокнистой теплоизоляционной плиты. В приемнике 10 при помощи валика с лопатками 11 глинисто-волокнистая суспензия перемешивается и подается набивкой в калибрующий проходной канал 8, где осуществляется набор и формование непрерывного равноплотного ковра. На сетчатом формовочном транспортере 4 с помощью камеры вакуум-обезвоживания и подпрессовочных валиков осуществляется окончательное обезвоживание ковра и его подпрессовка до заданной толщины. Сформованный ковер направляется на резку и сушку. Расчетный уровень суспензии и необходимую концентрацию ее в баке-отстойнике 2 поддерживают за счет перелива связующего через трубопровод в гидроразбавитель 1. Одновременно это в сочетании с синхронизацией работы турникетного дозатора 3, верхнего формующего транспортера 9, сетчатого формовочного транспортера 4, валика с лопатками 11 за счет существующей между ними кинематической связи позволяет обеспечить непрерывность формуемого ковра. .
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКНИСТЫХ ТЕПЛОИЗОЛЯЦИОННЫХ ИЗДЕЛИЙ | 1996 |
|
RU2111115C1 |
| Устройство для формования жестких минераловатных плит из гидромассы | 1983 |
|
SU1096257A1 |
| СВЯЗУЮЩЕЕ ДЛЯ МИНЕРАЛОВАТНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2045491C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ЗЕФИРА | 1995 |
|
RU2084168C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ | 1996 |
|
RU2103137C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ | 1996 |
|
RU2110385C1 |
| СОСТАВ ДЛЯ ОБРАБОТКИ МИНЕРАЛЬНОГО ВОЛОКНА | 1997 |
|
RU2129103C1 |
| ВЫСОКОСКОРОСТНОЙ ВЛАГООТДЕЛИТЕЛЬ ДЛЯ ПАРОПРОВОДОВ ПАРОВЫХ ТУРБИН | 1993 |
|
RU2067666C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ ВТУЛОЧНОГО ТИПА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2091200C1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ТРОЙНИКОВ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 1993 |
|
RU2087227C1 |
Изобретение предназначено для тепло- и звукоизоляции в жилищном и промышленном строительстве и промышленном оборудовании. Устройство содержит гидроразбрызгиватель непрерывного действия, сетчатый формовочный транспортер с подпрессовочным валиком, камерой вакуум-обезвоживания и емкостью для связующего с рециркуляционным трубопроводом, бак-отстойник со сливным порогом, турникетном дозатором, трубопроводом переливе связующего в гидроразбиватель, узел набора волокнистой теплоизоляционной плиты, включающий калибрующий проходной канал. Турникетный дозатор кинематически связан с сетчатым формовочным транспортером. Калибрующий проходной канал образован сеткой формовочного и лентой формующего транспортеров и дополнительно снабжен приемником, в нижней части которого установлен валик с лопатками. Лопатки на валике размещены в двух взаимно перпендикулярных плоскостях в шахматном порядке с шагом, равным ширине лопатки, и имеют различную форму. А именно: крайние лопатки - прямоугольную, средние - усеченного равнобедренного треугольника. Свободные концы средних лопаток развернуты на угол 20-40o попарно навстречу друг другу и к середине валика. Верхний формующий транспортер, валик с лопатками кинематически связаны с сетчатым формовочным транспортером. Изобретение позволяет повысить качество и производительность устройства. 2 ил.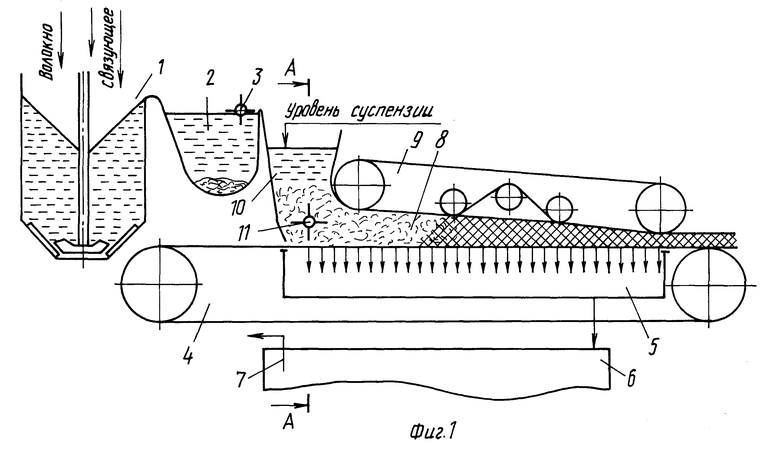
Устройство для формования волокнистых теплоизоляционных плит, содержащее гидроразбиватель непрерывного действия, сетчатый формовочный транспортер с подпрессовочным валиком, камерой вакуум-обезвоживания и емкостью для связующего с рециркуляционным трубопроводом, бак-отстойник со сливным порогом, турникетным дозатором, трубопроводом перелива связующего в гидроразбиватель, узел набора волокнистой теплоизоляционной плиты, включающий калибрующий проходной канал, причем турникетный дозатор кинематически связан с сетчатым формовочным транспортером, отличающееся тем, что калибрующий проходной канал образован сеткой формовочного и лентой верхнего формующего транспортеров и дополнительно снабжен приемником, в нижней части которого установлен валик с лопатками, при этом лопатки на валике размещены в двух взаимно перпендикулярных плоскостях в шахматном порядке с шагом, равным ширине лопатки и имеют различную форму, а именно: крайние лопатки - прямоугольную, а средние - усеченного равнобедренного треугольника, причем свободные концы средних лопаток развернуты на угол 20 - 40o попарно навстречу друг другу и к середине валика, при этом верхний формующий транспортер, валик с лопатками кинематически связаны с сетчатым формовочным транспортером.
| SU, авторское свидетельство, 493357, кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| SU, авторское свидетельство, 1096257, кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
