Изобретение относится к производству огнеупоров и может быть использовано при изготовлении изделий для разливки металла, в частности плит шиберных затворов.
Плиты для шиберных затворов должны характеризоваться высокой стойкостью к коррозии металлами и шлаками, прочностью и термостойкостью.
Таким комплексом свойств обладает корундоуглеродистые плиты. В последнее время такие плиты используются за рубежом. В России корундоуглеродистые плиты не изготавливаются.
Для получения корундоуглеродистых материалов, как правило, используют метод реакционного спекания, в результате чего получают равномерно распределенные вновь образовавшиеся соединения, скрепляющие матрицу из наполнителя.
Известен материал, полученный из Al2O3, кремния, алюминия и углерода, обожженный в среде азота до получения в матрице сиалона (заявка N 4109375 ФРГ, C 04 B 35/68, 1991).
Аналогичен материал в заявке PCT 92/07806, C 04 B 35/66, B 22 D 41/54, 41/35, 1992.
Технология получения сиалонов, особенно в промышленных условиях, сложна, при этом эксплуатационные показатели таких изделий уступают изделиям, содержащим нитриды и карбиды.
Возможно использование в качестве наполнителя не только Al2O3, но и его смеси с различными оксидами: с ZrO2 (заявка 0298860 ЕПВ, С 04 B 35/48, B 22 D 41/08, 1989), с SiO2 и/или ZrO2 (патент 4775504, США, C 04 B 35/64, 1985).
Использование в составе материала ZrO2 приводит к удорожанию продукции без улучшения эксплуатационных показателей. Кроме того, изделия, содержащие ZrO2, характеризуются повышенным весом, что нежелательно для конструкционных материалов, работающих в качестве огнеупоров для разливки металла.
Введение в состав материала нитевидных кристаллов или волокна, также используется с целью повышения эксплуатационных показателей плит (заявка Японии 61-146754, С 04 В 35/00, С 04 В 35/80, 1984).
Действительно, нитевидные кристаллы (волокно) повышают эксплуатационные показатели плит. Однако, во-первых, рентабельность продукции, изготовленной с использованием кристаллов, будет низкой из-за высокой стоимости исходных материалов и отсутствия их промышленного изготовления в России, во-вторых, производство изделий с волокнами требует использования технологического оборудования, отсутствующего на отечественных предприятиях.
В качестве технологического связующего используют, как правило, органические соединения (заявка N 61-41861, С 04 В 35/10, 35/04, 35/44, 35/48// B 22 D 11/10, 1980, заявка N 4109375, ФРГ, С 04 В 35/68, 1991) или различные смолы, например, фенольные (патент 4775504, США, С 04 В 35/64, 1986). Как смолы, так и органические соединения являются веществами токсичными и экологически небезопасными.
Спекание отформованного материала может быть проведено в потоке азота (заявка N 61-68374, Япония, С 04 В 35/58, С 04 В 35/58, С 04 В 35/10, 1984) или в азотирующей атмосфере (заявка Японии 61-41861).
Известны способы обжига в неокислительной (аргон или коксовая засыпка) (заявка Японии N 60-200866, С 04 В 35/76, B 22 D 11/10, 1984) или в восстановительной среде (заявка Японии N 62-46951, С 04 В 35/10, 1985).
Известные решения предполагают проведение обжига в какой-либо одной реакционноспособной среде (или азот, или коксовая засыпка). Специфика отечественных предприятий выявляет необходимость разработки технологии изготовления качественных огнеупоров обжигом как в азотной среде, так и в коксовой засыпке.
Снижение пористости в обожженных изделиях обычно достигают путем пропитки смолой или пеком (заявка N 60-200866, Япония, С 04 В 35/76, B 22 D 11/10, 1984). Однако при эксплуатации плит важно не только значение пористости, но в большей степени важен размер пор. Известно, что в поры размером меньше 3,5 мкм не проникают металлы и шлаки и, следовательно, плиты, имеющие такую поровую структуру, меньше подвержены коррозии металлами и шлаками в процессе эксплуатации.
Наиболее близким является огнеупор для плиты скользящего затвора, включающий (мас. ч. ): Al2O3 - 60 (размер зерен < 2 мм), муллит - 30 (зерно 3-1 мм), кремний - 2 (зерно < 0,074 мм), углерод - 8 (зерно < 0,1 мм). Исходные материалы смешивают со связующим, формуют на фрикционном прессе и обжигают в восстановительной среде при 1200oC. После обжига изделия могут пропитываться углеродсодержащим веществом (пек), содержащим серу. Материал, полученный по данному способу, характеризуется следующими свойствами:
Пористость - 14,2%
Плотность - 2,71 г/см3
Предел прочности:
при изгибе (20oC) - 18 Н/мм2
(1400oC) - 24 Н/мм2
при сжатии - 102 Н/мм2
(заявка 63-103856, Япония, С 04 В 35/00, С 04 В 35/10, 1986).
К недостаткам прототипа можно отнести следующее:
- использование в качестве одного из зернистых наполнителей муллита снижает прочность (особенно при изгибе), химическую и термическую стойкость изделий;
- использование крупнозернистой шихты (от 3 мм) не обеспечивает плотную упаковку зерен;
- обжиг при температуре 1200oC не реализует все возможности карбидo- и нитродообразования;
- в технологию изготовления изделий включена экологически небезопасная пропитка пеком.
Задачей данного изобретения является создание экологически безопасной технологии изготовления отечественных корундоуглеродистых огнеупоров, в частности плит для шиберных затворов, обеспечивающих многократную разливку металла.
Поставленная задача решается за счет следующей последовательности операций: сначала приготовляют огнеупорный компонент массы для изготовления огнеупора, который представляет собой тонкомолотую смесь совместного помола глинозема и кремния в соотношении 80:20 - 60:40, затем готовят массу состава, мас.%:
Зернистый наполнитель с содержанием Al2O3 > 98%
фр. 2-1 мм - 20 - 28
фр. 1-0,5 мм - 15 - 20
фр. 0,5-0 мм - 12 - 18
Графит - 3 - 8
Tонкомолотая смесь совместного помола глинозема и кремния в соотношении 80:20-60:40 - 30 - 38,
Временное связующее, сверх 100% - 3 - 5
следующим образом: в смеситель засыпают зернистый наполнитель фр.2-1 мм и 1-0,5 мм, перемешивают, увлажняют половиной временного связующего, перемешивают, засыпают графит и зернистый наполнитель фр.0,5-0 мм, перемешивают, затем добавляют оставшееся связующее, перемешивают, засыпают приготовленную ранее смесь совместного помола глинозема и кремния, перемешивают, сформованные изделия сушат до остаточной влажности не более 0,5% и обжигают при температуре не ниже 1400oC в реакционноспособной среде не менее 4 ч, при этом скорость подъема температуры в интервале 1000-1400oC составляет не более 50oC/ч c не менее чем одной выдержкой в течение не менее одного часа.
В результате получают мелкопористый материал из корундовой матрицы, скрепленный оксинитридом, нитридом и карбидом кремния.
Обжиг изделий может быть осуществлен как в восстановительной, так и в азотной среде, причем физико-технические свойства изделий практически не зависят от среды обжига.
Как правило, корундовые материалы спекают при температуре не менее 1700oC.
Именно совокупность признаков, указанных в формуле изобретения: состав массы, ее приготовление, режимы и среда обжига сформованных изделий, позволяет получить огнеупоры с необходимыми физико-техническими свойствами и оптимальной пoровой структурой.
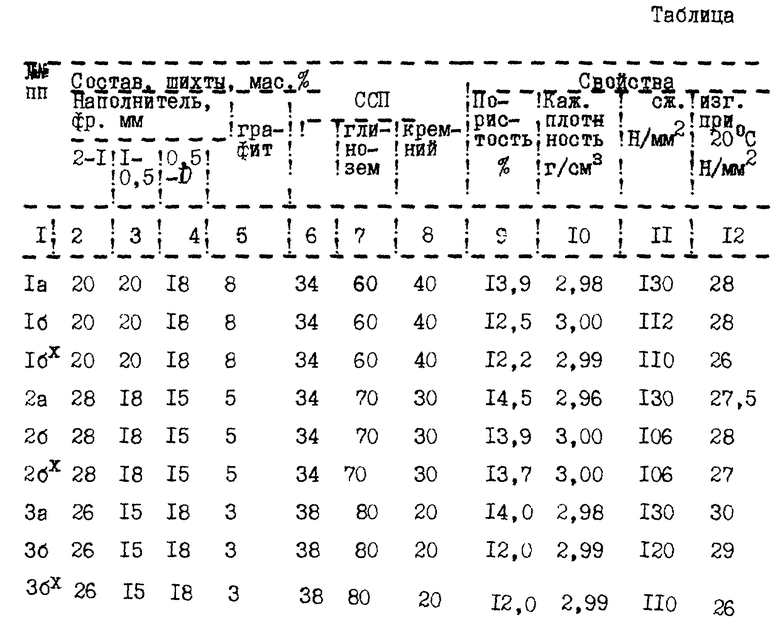
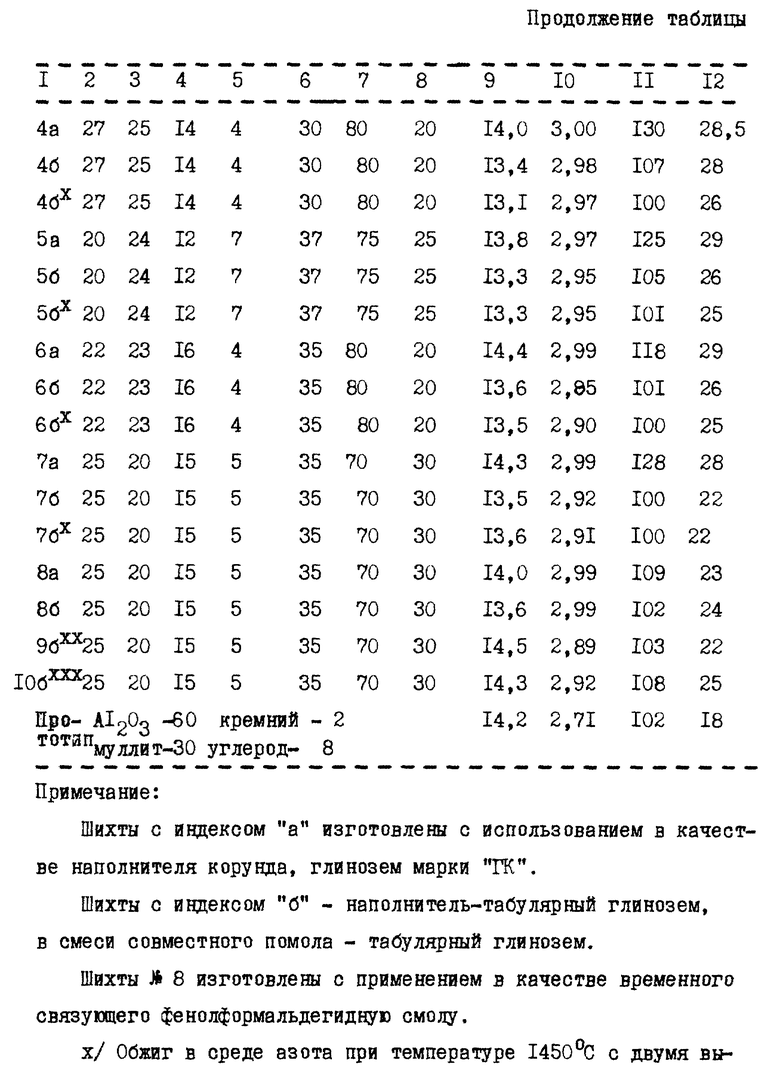
Пример (см. таблицу, пример N 7а).
Для приготовления тонкомолотой составляющей шихты исходные материалы (глинозем и технический кремний) загружают в вибромельницу в соотношении 70: 30. Остаток на сетке N 0,063 после помола не более 0,1%.
Массу готовили в смесительном бегуне.
Состав шихты, мас.%:
Корунд фр.мм: 2-1 - 25
1-0,5 - 20
0,5-0 - 15
Графит - 5
Смесь совместного помола - 35
В качестве связующего использовали лигносульфонат плотностью 1,24 г/см3.
В смеситель засыпали корунд фракций 2-1 и 1-0,5 мм, перемешивали 2 мин, увлажняли 1/2 части лигносульфоната, продолжали перемешивание в течение 5 мин, после чего засыпали графит и корунд фракции 0,5-0 мм и снова перемешивали 2 мин. Затем в смеситель добавляли оставшуюся половину лигносульфоната, перемешивали 4 мин, после чего засыпали смесь совместного помола и продолжали перемешивание 10-15 мин.
Смешение осуществляли в смесительных бегунах при ручной загрузке, при этом засыпание порций компонентов осуществляли при неработающем агрегате. При условии засыпания компонентов через автоматические дозаторы - отключения смесителя не требуется. Время смешения подбирается экспериментально для каждого вида смесительного оборудования.
Количество связующего 3-5 мас.%, влажность массы 1,5-2,5%.
Плиты размером 320х154х30 мм формовали на фрикционном прессе до получения кажущейся плотности сырца 2,98-3,02 г/см3.
Сушку проводили при 40oC в течение 3 суток, а затем при 110oC в течение 5 суток до остаточной влажности не более 0,5%. Сушку проводили в промышленных сушилках по режиму, принятому на заводе.
Обжиг изделий осуществляли в промышленной туннельной печи, имеющей 30 позиций. Условия обжига: максимальная температура в печи 1500oC, 6 прогонок в сутки (выдержка на каждой позиции 4 ч, изменение температуры 30oC). Изделия загружали в муфели, засыпали коксовой засыпкой и закрывали крышками.
Физико-технические показатели шиберных плит:
Пористость открытая - 14,3%
Плотность - 2,9 г/см3
Предел прочности:
при изгибе, 20oC - 28 н/мм2
при сжатии - 128 н/мм2
Преобладающий размер пор (90%) менее 1 мкм.
Плиты, изготовленные по описанному примеру, прошли испытания на заводе "Днепроспецсталь". Кратность опытных затворов составила 4 плавки.
Разница в структуре материала, обожженного в коксовой засыпке и азоте, отсутствует: количество пор размером менее 1 мкм в обоих случаях превышает 90%. Незначительное уменьшение прочности при уменьшении пористости плит, обожженных в азоте, объясняется образованием в засыпке немного большего количества SiC и Si2ON2, а в азотной среде - дополнительно Si3N4.
Предложенным способом можно изготавливать плиты для шиберных затворов по эксплуатационным характеристикам, не уступающим зарубежным плитам, без использования пропитки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШИХТА ДЛЯ ИЗГОТОВЛЕНИЯ ОГНЕУПОРОВ С ПРЕРЫВИСТЫМ ЗЕРНОВЫМ СОСТАВОМ | 1995 |
|
RU2098387C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОГНЕУПОРОВ ДЛЯ РАЗЛИВКИ МЕТАЛЛА | 1998 |
|
RU2155730C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕРИКЛАЗОУГЛЕРОДИСТЫХ ОГНЕУПОРОВ | 1997 |
|
RU2114799C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЕРАЗЛИВОЧНОГО ПРИПАСА | 2001 |
|
RU2210459C2 |
| ШИХТА ДЛЯ ИЗГОТОВЛЕНИЯ ОГНЕУПОРОВ С ПРЕРЫВИСТЫМ ЗЕРНОВЫМ СОСТАВОМ | 1995 |
|
RU2112761C1 |
| ШИХТА ДЛЯ ИЗГОТОВЛЕНИЯ ОГНЕУПОРОВ С ПРЕРЫВИСТЫМ ЗЕРНОВЫМ СОСТАВОМ | 1995 |
|
RU2107674C1 |
| ОГНЕУПОРНЫЙ МАТЕРИАЛ | 1996 |
|
RU2121988C1 |
| МАГНЕЗИАЛЬНО-УГЛЕРОДИСТЫЙ ОГНЕУПОР | 1998 |
|
RU2129535C1 |
| ШИХТА ДЛЯ ИЗГОТОВЛЕНИЯ ОГНЕУПОРОВ С ПРЕРЫВИСТЫМ ЗЕРНОВЫМ СОСТАВОМ | 1995 |
|
RU2090537C1 |
| ОГНЕУПОРНЫЙ МЕРТЕЛЬ | 1994 |
|
RU2079471C1 |
Способ заключается в том, что сначала приготовляют огнеупорный компонент массы для изготовления огнеупора, который представляет собой тонкомолотую смесь совместного помола глинозeма и кремния в соотношении 80:20 - 60:40, затем готовят массу состава, мас. %: зернистый наполнитель с содержанием Al2O3>98%, фр. 2-1 мм - 20 - 28, фр. 1-0,5 мм - 15 - 20, фр. 0,5-0 мм - 12 - 18, графит - 3 - 8, тонкомолотая смесь совместного помола глинозeма и кремния в соотношении 80:20 - 60:40 - 30 - 38 и временное связующее, сверх 100% - 3 - 5, следующим образом: в смеситель засыпают зернистый наполнитель фр. 2-1 и 1-0,5 мм, перемешивают, увлажняют половиной временного связующего, перемешивают, засыпают приготовленную ранее смесь совместного помола глинозeма и кремния, перемешивают, сформованные изделия сушат до остаточной влажности не более 0,5% и обжигают в реакционноспособной среде не менее 4 ч, при этом скорость подъeма температуры в интервале 1000 - 1400oС составляет не более 50oС/ч с не менее чем одной выдержкой в течение не менее одного часа. Способ обеспечивает создание экологически безопасной технологии изготовления корундографитовых огнеупоров. 1 табл.
Способ изготовления плиты шиберного затвора путем приготовления массы, содержащей огнеупорный и углеродсодержащий компоненты и временное связующее, формования изделия, его сушки и обжига, отличающийся тем, что масса содержит в качестве огнеупорного компонента тонкомолотую смесь совместного помола глинозема и кремния в соотношении 80:20 - 60:40 и зернистый наполнитель с содержанием Al2O3 > 98%, а в качестве углеродсодержащего компонента - графит при следующем соотношении компонентов, мас.%:
Зернистый наполнитель с содержанием Al2O3 > 98%
фр.2-1 мм - 20 - 28
фр.1-0,5 мм - 15 - 20
фр.0,5 - 0 мм - 12 - 18
Графит - 3 - 8
Тонкомолотая смесь совместного помола глинозема и кремния в соотношении 80:20 - 60:40 - 30 - 38
Временное связующее, сверх 100% - 3 - 5
при этом массу приготавливают следующим образом: в смеситель засыпают зернистый наполнитель фр.2-1 и 1-0,5 мм, перемешивают, увлажняют половиной временного связующего, перемешивают, засыпают графит и зернистый наполнитель фр.0,5-0 мм, перемешивают, затем добавляют оставшееся связующее, перемешивают, засыпают приготовленную ранее смесь совместного помола глинозема и кремния, перемешивают, сформованные изделия сушат до остаточной влажности не более 0,5% и обжигают при температуре не ниже 1400oС в реакционноспособной среде не менее 4 ч, при этом скорость подъема температуры в интервале 1000 - 1400oС составляет не более 50oС/ч с не менее, чем одной выдержкой в течение не менее одного часа.
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| Шихта для изготовления огнеупорного материала | 1976 |
|
SU565902A1 |
| Шихта для изготовления огнеупоров | 1978 |
|
SU718427A1 |
| Веникодробильный станок | 1921 |
|
SU53A1 |
| US 38925884 A, 01.07.85 | |||
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| US 3753744 A, 21.08.73 | |||
| US 4093470 A, 06.06.78 | |||
| US 4506022 A, 19.03.85. | |||

