Группа изобретений относится к технике графитизации угольных элементов, в частности угольных электродов. По хорошо известному способу продольной графитизации (ПГ) тел угольных электродов, обычно цилиндрической формы, электроды располагаются торец в торец с образованием электропроводящей колонки, которая опирается на головки электропитания, а также покрывается теплоизолирующей набивочной средой, например гранулами углерода, в печи, которая обеспечивает электрическое соединения на каждом конце колонки. Электрический ток, например от выпрямителя, проходит через колонку тел углерода и нагревает тела углерода до температуры графитизации за счет эффекта Джоуля, например до 2500-3500oC. Перед моментом графитизации тела угольных электродов формируются из аморфного углерода, например из кокса и связующего вещества, и предварительно спекаются при температуре от 700 до 1000oC в соответствии с обычной практикой. В процессе последующей графитизации аморфные тела угольных электродов превращаются в графит при повышенной температуре, вплоть до 3500oC, с помощью электрических токов очень высокой силы, обычно с помощью постоянного тока (ПТ) в диапазоне от 50000 до 150000 A. В процессе осуществления продольной графитизации (ПГ) иногда две печи располагаются бок о бок, а графитизирующий электрический ток сперва проходит через колонку электродов в одной печи, а затем меняет направление и вновь проходит через колонку в другой печи. Устройство для реализации способа ПГ является объектом патента США N 1029121. Устройство с возможностью перемещения для реализации способа ПГ описано, например, а патентах США NN 4015068, 4394766 и 4916714. Идентичное устройство для получения карбида кремния описано в перевыданном патенте США N Re 27018. По общепринятой практике ПГ продолжительность периода нагревания угольного электрода до температуры графитизации (2500 - 3500oC) обычно равна 8 - 18 ч, после чего прекращается подача электрического тока и происходит охлаждение графитизированного в данный момент электрода и набивочного материала до температуры, безопасной для дальнейшей манипуляции с электродом. Набивочный материал печи, который эффективно выполняет функцию теплоизолятора в течение периода графитизации, замедляет быстрое охлаждение тел графитизированного электрода до температуры, при которой по существу исключается окисление графита, например при 900 - 1100oC, а также замедляется тепловая волна, которая проходит от графитового электрода через набивочный материал, Следовательно, требуются длительные периоды охлаждения, в течение которых печь фактически не работает.
Наиболее близким аналогом заявленных вариантов способа является способ продольной графитизации угольных тел, расположенных посредством примыкания торец к торцу в колонку, который описан в патенте США 4015068. Согласно известному способу колонку угольных тел, окруженную теплоизолирующей средой, содаржащейся в U-образных металлических секциях печи, удерживают в электрическом контакте с головками питания, чтобы электрический ток последовательно проходил через угольные тела для превращения угольных тел в графит посредством нагревания благодаря эффекту Джоуля. Наиболее близким аналогом заявленных вариантов устройств для осуществления способа продольной графитизации тел угольных электродов является печь для продольной графитизации угольных тел с использованием эффекта Джоуля, которая описана в патенте США 4015068. Известная печь содержит множество U-образных металлических секций, расположенных в ряд, и колонну примыкающих торец в торец угольных тел в этом ряду, удерживаемую в электрическом контакте с головками источника питания и окруженную теплоизолирующей средой.
Указанные наиболее близкие аналоги заявленных способов и устройств так же, как и другие аналоги, не позволяют сократить длительность периода охлаждения графитизированных угольных тел.
В основу заявленной группы изобретений положена задача сокращения продолжительности времени, необходимой для охлаждения графитизированных электродов с температурой 2500 - 3500oC, и достижения температуры, при которой можно обнажить и безопасно удалить электроды из печи ПГ, например 900 - 1100oC .
Эта задача решается за счет того, что при осуществлении способа продольной графитизации угольных тел, расположенных посредством примыкания торец к торцу в колонку, окруженную теплоизолирующей средой, содержащейся в U-образных металлических секциях печи, и удерживаемую в электрическом контакте с головками питания, чтобы электрический ток последовательно проходил через угольные тела для превращения угольных тел в графит посредством нагревания благодаря эффекту Джоуля, согласно настоящему изобретению, используют множество стационарно расположенных на расстоянии друг от друга диэлектрических огнеупорных ребристых опорных элементов, расположенных на диэлектрической стационарной платформе. Каждый из огнеупорных ребристых опорных элементов имеет пару расположенных бок о бок U-образных отверстий с открытым верхом, которые находятся на расстоянии от основной платформы и отделены друг от друга выполненной за единое целое частью такой стойки огнеупорного ребристого опорного элемента. Это множество расположенных на некотором расстоянии друг от друга огнеупорных ребристых опорных элементов расположено по существу параллельно и с совпадением своих соответствующих U-образных отверстий. При этом используют множество электроизолированных U-образных сплошных металлических секций печи с открытым верхом, имеющих внешние и внутренние поверхности и донные поверхности на расстоянии от основной платформы, расположенной между смежными огнеупорными ребристыми опорными элементами, и имеющих оконечные части, размещенные по ячейкам в U-образных отверстиях огнеупорных ребристых опорных элементов, чтобы образовать первый и второй расположенные бок о бок параллельные ряды сплошных металлических секций печи с открытым верхом с близко примыкающими сбоку и противоположными боковыми поверхностями. Расположенные бок о бок сплошные металлические секции печи с открытым верхом разделены вертикальным воздухопроводом, который образован частями в форме стойки смежных огнеупорных ребристых опорных элементов, частью основной платформы и близко примыкающими сбоку и противоположными боковыми поверхностями расположенных бок о бок U-образных металлических секций печи с открытым верхом, размещенных по ячейкам в огнеупорных ребристых опорных элементах. Вертикальный воздухопровод будет открыт сверху и снизу и имеет форму трубки Вентури с донным отверстием, которое значительно шире, чем ее же верхнее отверстие, чтобы окружающий воздух принудительным образом испытывал воздействие тепла от донных поверхностей металлических секций печи и свободно проходил через воздухопровод с повышенной скоростью снизу вверх, чтобы обеспечить охлаждение противоположных боковых поверхностей расположенных бок о бок металлических секций печи.
Указанная выше задача решается также за счет того, что при осуществлении другого варианта способа продольной графитизации угольных тел, расположенных посредством примыкания торец к торцу в колонку, окруженную теплоизолирующей средой, содержащейся в U-образных металлических секциях печи, и удерживаемую в электрическом контакте с головками питания, чтобы электрический ток последовательно проходил через угольные тела для превращения угольных тел в графит посредством нагревания благодаря эффекту Джоуля, согласно настоящему изобретению, используют множество стационарного расположенных на некотором расстоянии друг от друга диэлектрических огнеупорных ребристых элементов, лежащих на электронепроводящей стационарной основной платформе. Каждый из огнеупорных ребристых опорных элементов имеет пару расположенных бок о бок U-образных отверстий с открытым верхом, которые находятся на некотором расстоянии от основной платформы и отделены друг от друга выполненной за единое целое частью стойки огнеупорного ребристого опорного элемента. Само множество расположенных на некотором расстоянии друг от друга огнеупорных ребристых опорных элементов устанавливается смежно, параллельно и с совпадением их соответствующих U-образных отверстий. При осуществлении способа используют множество электроизолированных U-образных сплошных металлических секций с открытым верхом, имеющих внешние и внутренние поверхности и донные поверхности, расположенные на расстоянии от основной платформы, расположенной между смежными огнеупорными ребристыми опорными элементами, и имеющих оконечные части, размещенные по ячейкам в U-образных отверстиях огнеупорнх ребристых опорных элементов, чтобы образовать первый и второй расположенные бок о бок параллельные ряды сплошных металлических секций печи с открытым верхом с близко примыкающими сбоку и противоположными боковыми поверхностями. Расположенные бок о бок сплошные металлические секции печи с открытым верхом разделены вертикальным воздухопроводом, который образуется частями, имеющими форму стоек, смежных огнеупорных ребристых опорных элементов, частью основной платформы и горизонтально смежными и противоположными боковыми поверхностями расположенны бок о бок U-образных металлических секций печи с открытым верхом, размещенных по ячейкам в огнеупорных ребристых опорных элементах, причем вертикальный воздухопровод будет открыт сверху и снизу и будет иметь форму трубки Вентури с донным отверстием, которое значительно шире, чем ее же верхнее отверстие, чтобы окружающий воздух принудительным образом испытывал воздействие тепла от донных поврхностей металлических секций печи и свободно проходил через воздухопровод с повышенной скоростью снизу вверх, чтобы обеспечить охлаждение противоположных боковых поверхностей расположенных бок о бок металлических секций печи с открытым верхом. При этом используют множество распыляющих воду сопел, расположенных смежно внешним поверхностям боковых частей металлических секций печи с открытым верхом направляющих струи капель воды на внешние поверхности боковых частей и образования слоя воды на внешней поверхности боковых и донных частей.
Указанная выше задача решается за счет того, что при осуществлении следующего варианта способа продольной графитизации угольных тел, расположенных посредством примыкания торец к торцу в колонку, окруженную теплоизолирующей средой, содержащейся в U-образных металлических секциях печи, и удерживаемую в электрическом контакте с головками питания, чтобы электрический ток последовательно проходил через угольные тела для превращения угольных тел в графит посредством нагревания благодаря эффекту Джоуля, согласно настоящему изобретению, используют множество стационарно расположенных на некотором расстоянии друг от друга диэлектрических огнеупорных ребристых опорных элементов, расположенных на диэлектрической стационарной основной платформе, при этом каждый из огнеупорных ребристых опорных элементов имеет U-образное отверстие, расположенное на расстоянии от основной платформы. Множество расположенных на расстоянии друг от друга огнеупорных ребристых опорных элементов размещено с совпадением их соответствующих U-образных отверстий. При этом используют множество электроизолированных U-образных сплошных металлических секций печи с открытым верхом, имеющих внешние и внутренние поверхности и донные поверхности, расположенные на некотором расстоянии от основной платформы, проходящей между смежными огнеупорными ребристыми опорными элементами, и имеющих оконечные части, размещенные по ячейкам в U-образных отверстиям огнеупорных ребристых опорных элементов для образования ряда сплошных металлических секций печи. Одновременно используют множество распыляющих воду сопел, установленных смежно внешним поверхностям боковых частей металлических секций печи с открытым верхом, направляющих струи капель воды на внешние поверхности боковых частей и образования слоя воды на внешней поверхности боковых и донных частей.
Поставленная задача решается также за счет того, что печь для продольной графитизации угольных тел с использованием эффекта Джоуля, содержащая множество U-образных металлических секций, расположенные в ряд, и колонку примыкающих торец в торец угольных тел в этом ряду, удерживаемую в электрическим контакте с головками источника питания и окруженную теплоизолирующей средой, согласно настоящему изобретению, имеет множество стационарно расположенных на расстоянии друг от друга диэлектрических огнеупорных ребристых опорных элементов, расположенных на диэлектрической стационарной основной платформе, при этом каждый огнеупорный ребристый опорный элемент имеет пару расположенных бок о бок U-образных отверстий с открытым верхом, которые находятся на расстоянии от основной платформы и отделены друг от друга выполненной за единое целое частью такого огнеупорного ребристого опорного элемента, при этом множество расположенных на расстоянии огнеупорных ребристых опорных элементов размещены смежно, параллельно, с совпадением своих соответствующих U-образных отверстий. Печь содержит множество электроизолированных U-образных сплошных металлических секций печи с открытым верхом, имеющих внешние и внутренние поверхности и донные поверхности, расположенные на расстоянии от основной платформы, проходящей между смежными огнеупорными ребристыми опорными элементами, и имеющих оконечные части, расположенные по ячейкам U-образных отверстий с открытым верхом огнеупорных ребристых опорных элементов для образования первого и второго расположенных бок о бок параллельных рядов сплошных металлических секций печи с открытым верхом с близко примыкающими сбоку и противоположными боковыми поверхностями. Упомянутые сплошные металлические секции печи с открытым верхом разделены вертикальным воздухопроводом, который образуется частями в форме стоек смежных огнеупорных ребристых опорных элементов, частью основной платформы и примыкающими сбоку и противоположными боковыми поверхностями расположенных бок о бок U-образных металлических секций печи с открытым верхом, размещенных по ячейкам U-образных огнеупорных ребристых опорных элементов и открытым верхом. Вертикальный воздухопровод открыт сверху и снизу, и имеет форму трубки Вентури с донным отверстием намного шире, чем ее же верхнее отверстие, для того чтобы окружающий воздух принудительным образом испытывал воздействие тепла от донных поверхностей U-образных металлических секций печи с открытым верхом и свободно проходил через воздухопровод с повышенной скоростью снизу вверх для обеспечения охлаждения противоположных боковых поверхностей расположенных бок о бок металлических секций печи. Кроме того, печь содержит колонку примыкающих торец в торец угольных тел в каждом из первого и второго рядов U-образных металлических секций печи с открытым верхом, при этом каждая колонка окружена теплоизолирующей средой, содержащейся в пределах поддерживаемой внутренними поверхностями U-образных металлических секций печи с открытым верхом.
U-образные отверстия огнеупорных ребристых опорных элементов печи могут быть снабжены канавками, а U-образные сплошные металлические секции печи, размещенные по ячейкам в одном общей U-образном отверстии, в этом случае имеют оконечные части, разделенные канавками, а множество смежных индивидуальных предварительно образованных огнеупорных элементов установлены в канавках так, что их часть выступает наружу из канавок и между оконечными частями U-образных сплошных металлических секций печи, размещенных по ячейкам в общем U-образном отверстии.
Огнеупорные элементы могут быть выполнены по существу T-образной формы и иметь верхние поперечные части, проходящие поверх по меньшей мере части оконечных частей металлических секций печи, разделенных канавками, и основные части, расположенные перпендикулярно поперечным частям и установленные в канавках.
По меньшей мере одна из U-образных сплошных металлических секций печи может быть снабжена на своих противоположных концах выполненными за одно целое торцевыми оконечностями, которые содержат U-образный втулочный элемент, расположенный снаружи около металлической секции печи на каждом ее противоположном конце. В этом случае U-образный закрывающий элемент соединяет каждый втулочный элемент с металлической секцией печи на противоположных концах металлических секций печи для образования открытых каналов на противоположных концах металлической секции печи, принимающих охлаждающую жидкость.
Возможно также, чтобы U-образное фланцевое средство было подсоединено к втулочному элементу и проходило поперечно втулочному элементу, зацепляя U-образное отверстие ребристых опорных элементов.
Распыляющие воду сопла могут быть установлены смежно с внешними поверхностями боковых частей по меньшей мере одной металлической секции печи для направления струи капель воды на внешнюю поверхность боковых частей и образования слоя текущей воды на внешней поверхности боковых и донных частей.
Печь может быть снабжена трубопроводами охлаждающей воды, проходящими параллельно металлическим секциям печи около внешних боковых поверхностей металлических секций печи, и распыляющими волу соплами, отходящими от трубопроводов охлаждающей воды в направлении упомянутых внешних боковых поверхностей металлических секций печи для направления струи капель воды на внешние боковые поверхности.
Металлические секции печи могут иметь по существу строго вертикальные боковые части и распыляющие воду сопла располагаются рядом с внешними поверхностями боковых частей по меньшей мере одной металлической секции печи для направления струи капель воды на внешнюю поверхность боковых частей и для образования слоя воды на внешней поверхности боковых и донных частей.
Внутренние поверхности U-образных металлических секций печи могут быть снабжены покрывающим слоем плотной бумаги в промежутке между теплоизолирующей средой и внутренними поверхностями. Внутренние поверхности U-образных металлических секций печи могут быть снабжены слоем покрывающей краски на основе оксида алюминия и/или диоксида кремния в промежутке между теплоизоляционной средой и внутренними поверхностями.
Печь может быть снабжена трубопроводами охлаждающей воды, которые проходят параллельно металлическим секциям печи рядом с внешними боковыми поверхностями металлических секций печи, и распыляющими воду соплами, отходящими от трубопроводов охлаждающей воды в направлении упомянутых внешних боковых поверхностей металлических секций печи для направления струи капель воды на внешние боковые поверхности во множестве точек, противоположных теплоизолирующей среде, находящейся в пределах внутренних боковых поверхностей металлических секций печи.
Ребристый опорный элемент может заканчиваться в паре расположенных на расстоянии друг от друга внешних частей, имеющих форму стоек, а металлическая плита закреплена между другими частями в форме стоек напротив внешних боковых поверхностей металлических секций печи, чтобы очертить контур боковых вертикальных воздухопроводов. Названная задача решается также за счет того, что печь для графитизации угольных тел с использованием эффекта Джоуля, содержащая множество U-образных металлических секций, расположенных в ряд, колонку примыкающих торец в торец угольных тел в этом ряду, удерживаемую в электрическом контакте с головками источника питания и окруженную теплоизолирующей средой, и систему водного охлаждения для U-образных металлических секций, согласно настоящему изобретению, имеет множество стационарного расположенных на некотором расстоянии друг от друга диэлектрических огнеупорных ребристых опорных элементов, размещенных на диэлектрической стационарной основной платформе, причем каждый огнеупорный ребристый опорный элемент имеет пару расположенных бок о бок U-образных отверстий с открытым верхом, которые расположены на расстоянии от основной платформы и отделены друг от друга выполненной за единое целое частью такой стойки огнеупорного ребристого опорного элемента. Множество расположенных на расстоянии друг от друга огнеупорных ребристых опорных элементов расположены смежно, параллельно и с совпадением их соответствующих U-образных отверстий. Печь содержит также множество электроизолированных U-образных сплошных металлических секций печи с открытым верхом, имеющих внешние и внутренние поверхности и донные поверхности, находящиеся на расстоянии от основной платформы, расположенной между смежными огнеупорными ребристыми опорными элементами, и имеющих оконечные части, расположенные в U-образных отверстиях с открытым верхом огнеупорных ребристых опорных элементов, для образования первого и второго расположенных бок о бок параллельных рядов сплошных металлических секций печи с открытым верхом с близко примыкающими сбоку и противоположными боковыми поверхностями. Расположенные бок о бок сплошные металлические секции печи с открытым верхом разделены вертикальным воздухопроводом, который образуется частями в форме стоек смежных огнеупорных ребристых опорных элементов, частью основной платформы и примыкающими сбоку и противоположными боковыми поверхностями расположенных бок о бок U-образных металлических секций печи с открытым верхом, размещенных по ячейкам в огнеупорных ребристых опорных элементах, причем вертикальный воздухопровод будет открыт сверху и снизу и имеет форму трубки Вентури с донным отверстием, значительно шире, чем ее же верхнее отверстие, для того чтобы окружающий воздух принудительным образом испытывал воздействие тепла от донных поверхностей U-образных металлических секций печи с открытым верхом и свободно проходил через воздухопровод с повышенной скоростью снизу вверх, чтобы обеспечить охлаждение противоположных боковых поверхностей расположенных бок о бок U-образных металлических секций печи с открытым верхом. Печь содержит также множество распыляющих воду сопел, установленных смежно внешним поверхностям боковых частей U-образных металлических секций печи с открытым верхом для направления струи капель воды на внешние поверхности боковых частей и образования слоя воды на внешних поверхностях боковых и донных частях. Колонка примыкающих торец в торец тел угольных электродов в каждом из первого и второго рядов U-образных металлических секций печи с открытым верхом окружена теплоизолирующей средой, содержащейся в пределах и поддерживаемой внутренними поверхностями U-образных металлических секций печи с открытым верхом.
Указанная задача решается также за счет того, что в другом варианте исполнения печь для графитизации угольных тел с использованием эффекта Джоуля, содержащая множество U-образных металлических секций, расположенных в ряд, колонку примыкающих торец в торец тел в этом ряду, удерживаемую в электрическом контакте с головками источника питания и окруженную теплоизолирующей средой, и систему водного охлаждения для U-образных металлических секций, согласно настоящему изобретению, имеет множество стационарно расположенных на некотором расстоянии друг от друга диэлектрических огнеупорных ребристых опорных элементов, размещенных на диэлектрической стационарной основной платформе, причем каждый из огнеупорных ребристых опорных элементов имеет U-образное отверстие, расположенное на расстоянии от основной платформы, а множество расположенных на расстоянии друг от друга огнеупорных ребристых опорных элементов располагаются с совпадением их соответствующих U-образных отверстий. Печь содержит множество электроизолированных U-образных сплошных металлических секций печи, с открытым верхом, имеющих внешние и внутренние поверхности, находящиеся на расстоянии от основной платформы, простирающейся между смежными огнеупорными ребристыми опорными элементами, и имеющих оконечные части, расположенные в U-образных отверстиях огнеупорных ребристых опорных элементов, чтобы образовать ряд сплошных металлических секций печи с открытым верхом, множество распыляющих воду сопел, установленных рядом с внешними поверхностями боковых частей металлических секций печи с открытым верхом и направляющих струи капель воды на внешние поверхности боковых частей и образования слоя воды на внешней поверхности боковых и донных частей. При этом колонка примыкающих торец в торец тел угольных электродов в ряду металлических секций печи с открытым верхом окружена теплоизолирующей средой, содержащейся в пределах и поддерживаемой внутренними поверхностями U-образных металлических секций печи с открытым верхом.
Указанная задача достигается также тем, что в другом варианте исполнения печь для графитизации угольных тел с использованием эффекта Джоуля, содержащая множество U-образных металлических секций, расположенных в ряд, колонку примыкающих торец в торец угольных тел в этом ряду, удерживаемую в электрическом контакте с головками источника питания и окруженную теплоизолирующей средой, и систему водного охлаждения для U-образных металлических секций, согласно настоящему изобретению, имеет множество стационарно расположенных на расстоянии друг от друга диэлектрических огнеупорных ребристых опорных элементов, размещенных на диэлектрической стационарной основной платформе, причем каждый огнеупорный ребристый опорный элемент имеет пару расположенных бок о бок U-образных отверстий с отрытым верхом, которые находятся на некотором расстоянии от основной платформы и отделены друг от друга выполненной за единое целое частью такой стойки огнеупорного ребристого опорного элемента, при этом множество расположенных на расстоянии друг от друга огнеупорных ребристых опорных элементов установлены смежно, параллельно и с совпадением их соответствующих U-образных отверстий. Печь содержит также множество электроизолированных U-образных сплошных металлических секций печи с открытым верхом, имеющих внешние и внутренние поверхности, а также донные поверхности, находящиеся на расстоянии от основной платформы, расположенной между смежными огнеупорными ребристыми опорными элементами, и имеющих оконечные части, размещенные по ячейкам в U-образных отверстиях огнеупорных ребристых опорных элементов, чтобы образовать первый и второй расположенные бок о бок параллельные ряды сплошных металлических секций печи с открытым верхом с близко примыкающими сбоку и противоположными боковыми поверхностями. Расположенные бок о бок металлических секции печи с отрытым верхом разделены вертикальным воздухопроводом, который образуется частями, имеющими форму стоек, смежных огнеупорных ребристых опорных элементов, частью основной платформы и примыкающими сбоку и противоположными боковыми поверхностями расположенных бок о бок U-образных металлических секций печи с открытым верхом, размещенных по ячейкам в огнеупорных ребристых опорных элементах. В этом случае вертикальный воздухопровод открыт сверху и снизу и имеет форму трубки Вентури с нижним отверстием, которое намного шире ее верхнего отверстия, чтобы окружающей воздух принудительным образом испытывал воздействие тепла от донных поверхностей металлических секций печи с открытым верхом и свободно проходил через воздухопровод с повышенной скоростью снизу вверх, чтобы обеспечить охлаждение противоположных боковых поверхностей расположенных бок о бок металлических секций печи с открытым верхом, причем U-образные сплошные металлические секции печи снабжены на противоположных концах выполненными за единой целое торцевыми окончаниями, которые содержат U-образный втулочный элемент, расположенный снаружи около металлической секции печи на каждом из ее противоположных концов, и U-образным элементом закрытия, соединяющим каждый втулочный элемент с металлической секцией печи на противоположных концах металлической секции печи, чтобы определить контур открытых каналов на противоположных концах металлической секции печи для приема охлаждения жидкости в виде воды. Печь содержит также множество распыляющих воду сопел, установленных смежно внешним поверхностям боковых частей металлических секций печи с открытым верхом направляющих струи капель воды на внешние поверхности боковых частей и образования слоя воды на внешних поверхностях боковых и донных частей. При этом колонка примыкающих торец в торец тел угольных электродов в каждом из первого и второго рядов металлических секций печи с открытым верхом окружена теплоизолирующей средой, содержащейся в пределах и поддерживаемая внутренними поверхностями U-образных металлических секций печи с открытым верхом.
Указанная задача решается также тем, что в следующем варианте исполнения печь для графитизации угольных тел, с использованием эффекта Джоуля, содержащая множество U-образных металлических секций, расположенных в ряд, колонку примыкающих торец в торец угольных тел в этом ряду, удерживаемую в электрическом контакте с головками источника питания и окруженную теплоизолирующей средой, и систему водного охлаждения для U-образных металлических секций, согласно настоящему изобретению, имеет множество стационарно расположенных на некотором расстоянии друг от друга диэлектрических огнеупорных ребристых опорных элементов, размещенных на диэлектрической стационарной основной платформе, при этом каждый огнеупорный ребристый опорный элемент имеет пару U-образных расположенных бок о бок отверстий с открытым верхом, которые находятся на расстоянии от основной платформы и отделены друг от друга выполненной за единое целое частью такой стойки упомянутого огнеупорного ребристого опорного элемента, при этом множество расположены на расстоянии друг от друга огнеупорных ребристых опорных элементов расположено смежно, параллельно и с совпадением их соответствующих U-образных отверстий. Печь содержит также множество электроизолированных U-образных сплошных металлических секций печи с открытым верхом, имеющих внешние и внутренние поверхности, расположенные на некотором расстоянии от основной платформы, простирающейся между смежными огнеупорными ребристыми опорными элементами, и имеющих оконечные части, располагающиеся по ячейкам в U-образных отверстиях огнеупорных ребристых опорных элементов, для образования первого и второго расположенных бок о бок параллельных рядов сплошных металлических секций печи с отрытым верхом с близко примыкающими сбоку и противоположными боковыми поверхностями. В этом случае расположенные бок о бок сплошные металлические секции печи с открытым верхом разделены вертикальным воздухопроводом, который образуется частями, имеющими форму стоек, смежных огнеупорных ребристых опорных элементов, частью основной платформы и горизонтально смежными и противоположными боковыми поверхностями расположенных бок о бок U-образных металлических секций печи с открытым верхом, размещенных по ячейкам в огнеупорных ребристых опорных элементах. При этом вертикальный воздухопровод открыт сверху и снизу и имеет форму трубки Вентури с донным отверстием, которое намного шире, чем ее же верхнее отверстие, чтобы окружающий воздух принудительным образом испытывал воздействие тепла от донных поверхностей металлических секций печи и свободно проходил через воздухопровод с повышенной скоростью снизу вверх, чтобы обеспечить охлаждение противоположных боковых поверхностей, расположенных бок о бок металлических секций печи с открытым верхом. U-образные отверстия огнеупорных ребристых опорных элементов снабжены канавками, а размещенные по ячейкам в общем U-образном отверстии U-образные сплошные металлические секции печи с открытым верхом имеют свои оконечные части, разделенные этими канавками. Причем множество смежных индивидуальных предварительно образованных огнеупорных элементов расположено в каждой канавке так, что какая-то часть выступает наружу из канавок и между оконечными частями U-образных сплошных металлических секций печи с открытым верхом, размещенных по ячейкам в общем U-образном отверстии. Печь содержит также множество распыляющих воду сопел, установленных смежно внешним поверхностям боковых частей металлических секций печи с открытым верхом, направляющих струи капель воды на внешние поверхности боковых частей и образования слоя воды на внешней поверхности боковых и донных частей. При этом колонки примыкающих торец в торец тел угольных электродов в каждом из первого и второго рядов металлических секций печи окружена теплоизолирующей средой, содержащеся в пределах и поддерживаемая внутренним поверхностями U-образных металлических секций печи с открытым верхом.
Металлические секции печи расположены над и на расстоянии от стационарной базовой платформы, чтобы дать возможность потоку воздуха свободно проходить под металлическими секциями печи. Противоположные боковые поверхности металлических секций печи вместе с промежуточными частями ребристых пор определяют контур вертикального воздухопровода между каждой парой близко расположенных бок о бок металлических секций печи, через который окружающий воздух из-под металлических секций печи поднимается вертикально вверх со все увеличивающейся скоростью, что обусловлено нагреванием воздуха излучением и его контактированием с металлическими секциями печи, причем упомянутый воздухопровод имеет форму трубки Вентури. Образующие воздухопровод боковые стороны и донная часть металлических секций печи охлаждаются потоком окружающего воздуха, который отводит тепло от набивочного материала печи и теплового фронта, идущего от графитизированных тел электродов через теплоизолирующий набивочный материал непосредственно в металлические секции печи. Образование множества индивидуальных вертикальных воздухопроводов положительно сказывает на равномерном охлаждении по всей длине печи, поскольку в данном случае сводятся к минимуму поперечные потоки охлаждающего воздуха, а сам охлажденный воздух равномерно поднимается в каждом воздухопроводе. Результатом этого является то, что тела графитизированных электродов значительно быстрее достигают безопасной температуры (например 900 - 1100oC), при которой их можно удалять из набивочного материала печи.
Дополнительное удаление тепла и более быстрое достижение безопасной температуры удаления электродов из печи становится возможным посредством использования сопла, которое орошает внешнюю поверхность боковых сторон металлических секций печи напротив набивочного материала, контактирующего с внутренней поверхностью металлических секций печи, причем упомянутое сопло распыляет достаточное количество водяных капель, чтобы образовать покрывающий слой воды на орошаемых боковых сторонах, а также на примыкающих к ним донных частях металлических секций печи. Кроме того, распыляемая вода дополнительно и эффективно сводит к минимуму тепловое расширение металлических секций печи, которое опирается с возможностью скольжения на ребристые опоры, когда температура металлических секций печи удерживается на уровне менее 100oC, например на уровне 40 - 50oC, благодаря сохранению слоя воды на металлических секциях печи после завершения процесса графитизации электродов.
Другие цели и преимущества изобретения станут более понятны из следующего конкретного примера и чертежей, на которых:
фиг. 1 изображает печь для продольной графитизации (ПГ), согласно настоящему изобретению, в состоянии перед моментом загрузки печи теплоизолирующим набивочным материалом и телами угольных электродов;
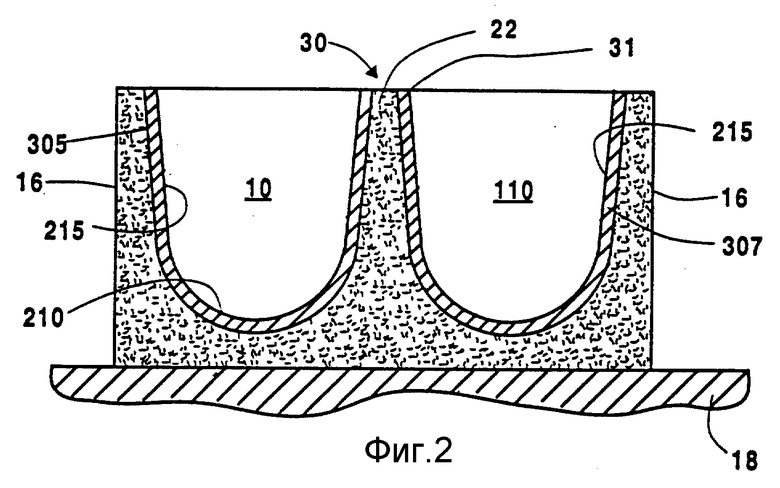
фиг. 2 изображает поперечное сечение по линии 1A-1A на фигуре 1;
фиг. 3 изображает поперечное сечение по линии 1B-1B на фигуре 1;
фиг. 4 и 5 изображают часть печи, изображенной на фиг. 1, в которой тела угольных электродов опираются на и покрываются теплоизолирующим набивочным материалом;
фиг. 6 изображает общую конструкцию печи для ПГ известного уровня техники;
фиг. 7 изображает графики, основанные на данных, полученных в ходе использования печи для ПГ уже известного уровня техники и печи, выполненной согласно настоящему изобретению;
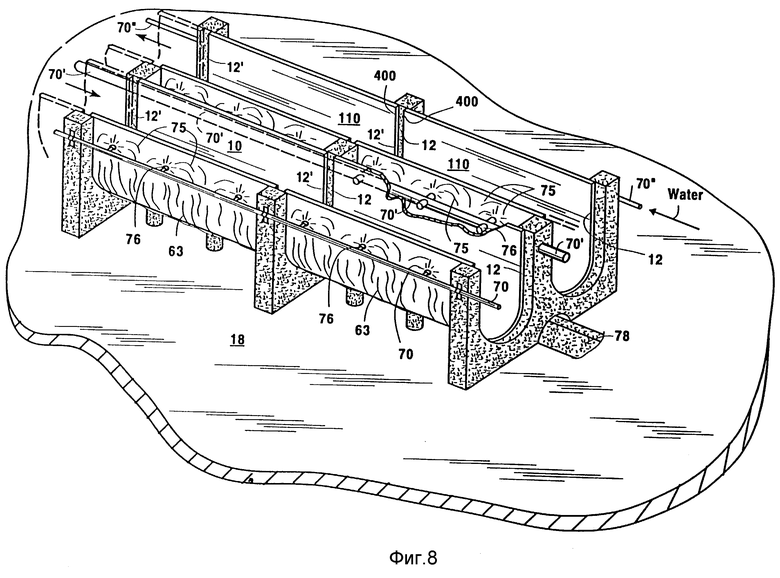
фиг. 8 и 9 изображают печь по фиг. 1 со средством для распыления воды с целью охлаждения печи, согласно настоящему изобретению;
фиг. 10 и 11 изображают вариант настоящего изобретения, согласно которому металлическая секция печи по фиг. 8 выполнена такой конфигурации, чтобы она получала охлаждающую воду в особенно критической точке;
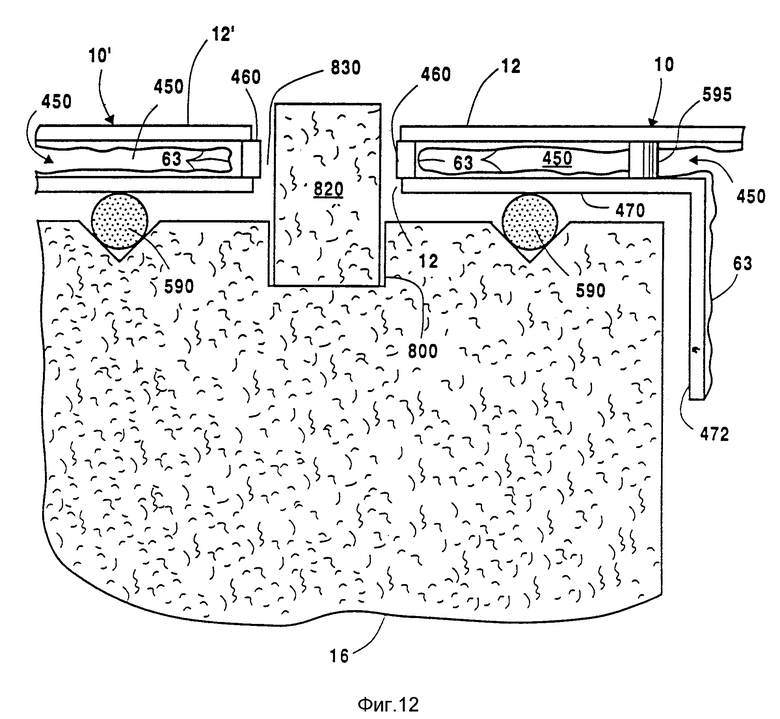
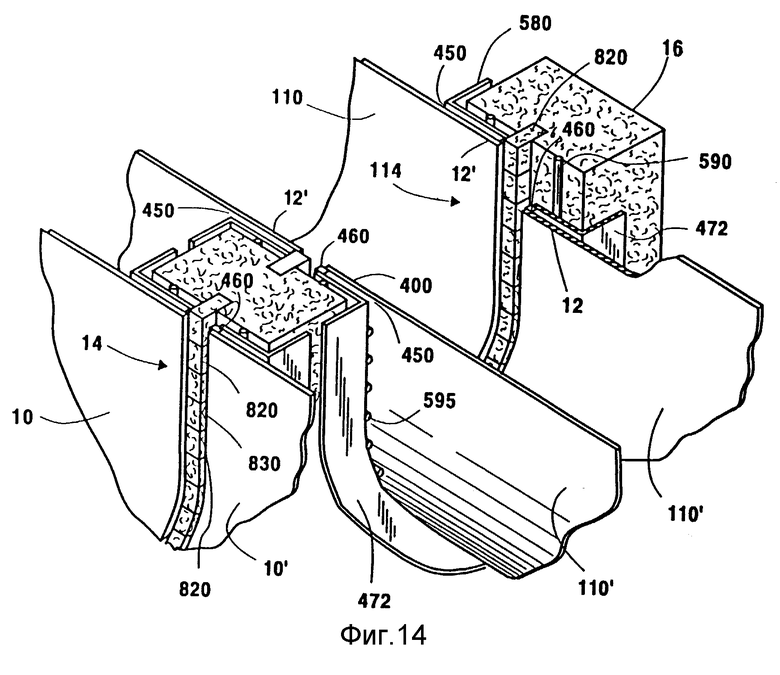
фиг. 12, 13 и 14 изображают конструкцию для усиления электроизоляции между всеми металлическими секциями печи для продольной графитизации;
фиг. 17 - 20 изображают конструкции для электрического изолирования тел угольных электродов от металлических секций печи;
Фиг. 21 и 22 изображают конструкцию для дальнейшего увеличения эффекта охлаждения печи по фиг. 1.
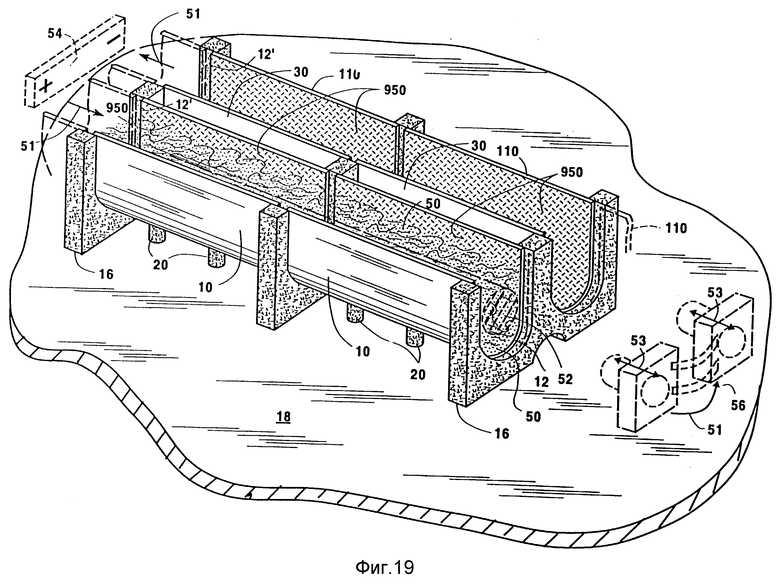
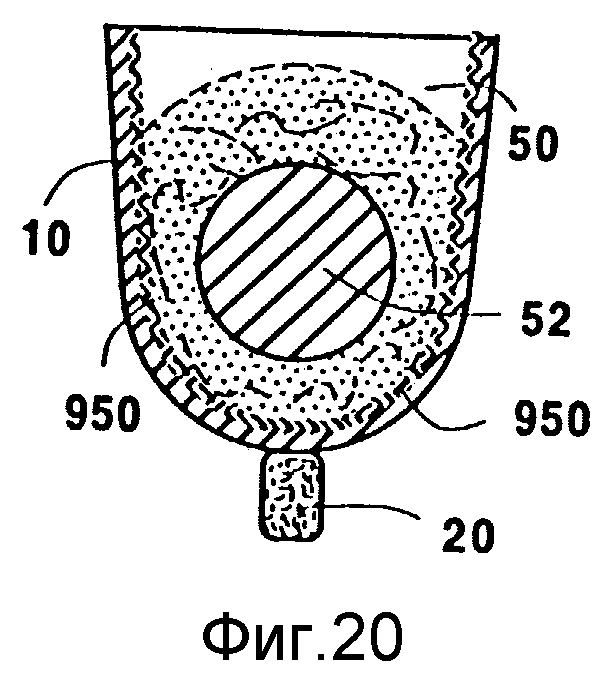
Показанная на фиг. 1 обозначенная ссылочной позицией 1, печь по настоящему изобретению для графитизации тел угольных электродов содержит два множества, которые могут достигать 12 или более U-образных металлических секций печи с открытым верхом 10, расположенных в линию в первом ряду "а". Продольно противоположные U-образные периферийные торцевые части 12, 12' каждой металлической секции печи 10 располагаются с возможностью скольжения в соответствующих U-образных отверстиях 14 соответствующих вертикально ориентированных ребристых опор 16, которые изготовлены из электронепроводящего огнеупорного материала, например бетона. Как видно на фиг. 2, является предпочтительным, чтобы металлические секции печи 10 имели по существу сферическую форму с закругленными донными частями 210 и, по существу, прямыми и чуть скошенными на конус наружу боковыми частями 215. Металлические секции печи 10 не прикреплены к ребристым опорам 16, а могут легко вставляться и также легко удаляться из секций печи 10 для ремонта и замены. Вертикальные расположенные в продольном направлении на некотором расстоянии друг от друга ребристые опоры 16 фиксировано удерживаются на полу производственного помещения для печи 18, обычно на электронепроводящей стационарной бетонной платформе, а ребристые опоры 16 удерживают донные части металлических секций печи 10 на определенном расстоянии от пода печи, например на расстоянии от 0,5 до 2 футов (0,152 - 0,609 м), чтобы обеспечить свободный поток окружающего воздуха. Электронепроводящие нагели 20, которые рекомендуется отливать на месте из бетона, могут располагаться с интервалами непосредственно под и вдоль донной части металлических секций печи 10, чтобы образовать дополнительную опору и одновременно сохранить по существу открытым ниже металлических секций печи с целью гарантирования свободного потока воздуха. Металлические секции печи 10 не закрепляются на нагелях 20. Является предпочтительным, чтобы диаметр нагелей 20 был равен примерно 6 дюймам (152,4 мм) и чтобы они располагались с интервалом в 3 - 4 фута (0,914 - 1,219 м), чтобы, по существу, вся донная часть металлических секций печи 10 обдувалась окружающим воздухом. Параллельно и смежно в горизонтальной плоскости первому ряду "A", содержащему металлические секции печи 10, образован второй ряд "B" металлических секций печи 110. В горизонтальной плоскости металлические секции печи 110 ряда "B" выравнены относительно металлических секций печи 10 первого ряда "A" и расположены в U-образных отверстиях 114 ребристых опор 16, которые близко примыкают сбоку к и находятся на некотором расстоянии от U-образных отверстий 14. Отверстия 14 и 114 разделены между собой стойками 22, которые являются интегральными центральными частями опор 16. Стойки 22 вместе с примыкающими боковыми сторонами 24, 26 металлических секций печи 10, 110 определяют контур индивидуальных вертикальных воздухопроводов 30, имеющих расширяющееся донное отверстие в форме трубки Вентури 32, показанной на фиг. 2, через которое окружающий воздух выдувается вверх с повышенной скоростью, чтобы обеспечить охлаждение противоположных боковых сторон и смежных донных частей металлических секций печи 10, 110. Стационарные металлические секции печи 10, 110 расположены относительно близко от разделяющих стоек 22 (а также от торцевых стоек 222), имеющих ширину Wp, которая составляет примерно от 10 до 20% ширины металлической секции печи, Ws. Ширина верхнего отверстия 31 воздухопровода 30 будет значительно меньше ширины донного отверстия 32, чтобы усилить эффект Вентури в воздухопроводе 30.
Смежные противоположные концы 40, 42, и 140, 142 металлических секций печи 10 и 110, опирающиеся на ребристые опоры 16, расположены с некоторым интервалом, указанным в точках 43 и 143, чтобы образовать электрическую изоляцию между соответствующими продольно расположенными в линию металлическими секциями печи 10 (ряд "A") и соответствующими продольно расположенными в линию металлическими секциями печи 110 (ряд "B").
В процессе эксплуатации (см. фиг. 4) металлические секции печи 10, 110 содержат набивочный материал 50, например загруженные с помощью мостового крана гранулы углерода, которые поддерживают и покрывают тела угольных электродов 52, 152, которые расположены в металлических секциях печи 10 и 110 в виде колонки и находятся в контакте. Электрический ток обычно подается от выпрямителя, схематически обозначенный ссылочной позицией 54, и проходят в указанном стрелкой 51 направлении через угольные тела 52 (расположенные в металлических секциях печи 10), через обычный механизм кроссовера, обозначенный ссылочной позицией 56, через расположенные в металлических секциях печи угольные тела 152 и возвращается в выпрямитель 54. Механизм кроссовера 56, помимо проведения тока от тел 52 к телам 152, может также регулируемым образом поддерживать давление на колонке (52, 152), что схематически показано в ссылочной позиции 53. Между каждой колонкой и выпрямителем 54 установлен обычный головной электрод (не показан).
Электрический ток обычно подается на уровне примерно от 50000 до 150000A в течение приблизительно от 8 до 18 часов, чтобы графитизировать угольные тела 52, 152; после указанного срока подача электрического тока прекращается. После прекращения подачи электрического тока графитизированные тела угольных электродов 52 имеют температуру от 2500 до 3500oC; графитовые электроды должны охлаждаться примерно до температуры 900 - 1100oC и только после этого можно будет безопасно удалять покрывающий набивочный материал, например посредством всасывания с мостового крана, и графитизированные угольные тела удаляются из печи без риска или опасности значительного их окисления. После удаления набивочного материала, например всасыванием, начинается повторная процедура использования печи.
Продолжительность, т. е. длительность, периода охлаждения графитового электрода до температуры 900 - 1100oC является важным производственным фактором, поскольку печь находится в простое до тех пор, пока из нее не будет удалены графитизированные угольные тела. Период охлаждения для уже давно используемой печи ПГ известного уровня техники, которая показана на фиг. 6 и предназначена для графитизации угольных тел диаметром 22 дюйма (558,8 мм) в колонках длиной 70 футов (21,3 м), равен примерно 85 часам; за это время достигается температура в 900oC (см кривую "A" на фиг. 7). Показанная на фиг. 6 печь известного уровня техники содержит бетонную оболочку печи 3 с удаляемыми металлическими боковыми стенками 5, разделенными между собой электроизолирующим материалом 6, например фирменным материалом Каовул, и между которыми находятся набивочный материал 7 и тела угольных электродов 52' 152'. Показанная на фиг. 1 и 4 печь по настоящему изобретению вместе с множеством центральных воздухопроводов 30 и впускными отверстиями трубки Вентури 32 сокращает продолжительность охлаждения до 55 часов, что показано кривой "B" на фиг. 7.
В устройстве по фиг. 8 боковые стенки металлических секций печи 10, 110 охлаждаются посредством непрерывного распыления капель воды 75 из распылительных сопел 76 на боковые стенки металлических секций печи 10, 110 в количестве и со скоростью, чтобы капли воды образовывали турбулентный покрывающий слой воды на боковых стенках и на донных частях металлических секций печи 10, 110 напротив набивочного материала 50, как это показано на фиг. 9. Распыляющее охлаждение обеспечивается водой из питающих трубопроводов 70, 70', 70'', которые простираются смежно и параллельно внешним боковым стенкам металлических секций печи 10, 110. Расположенные на подающих воду трубопроводах сопла 76 направляют капли воды 75 на внешние боковые поверхности 79 металлических секций печи 10, 110 в точке, противоположной набивочному материалу 50, с целью образования покрывающего слоя турбулентного потока воды (см. фиг. 9, ссылочная позиция 63) на боковых поверхностях 79 и на донных поверхностях 89 металлических секций печи 10, 110, чтобы охладить эти металлические секции печи 10, 110 и набивочный материал 50, находящийся в непосредственном контакте с упомянутыми секциями, и тем самым повысить температурный градиент между графитизированными электродами 52, 152 и металлическими секциями печи 10, 110. Это будет также повышать скорость охлаждения электродов 52, 152. Вода самотеком проходит к напольной платформе печи 18 и удаляется для повторного использования через образованный в полу сток 78, что хорошо видно на фиг. 9. Устройство по фиг. 8 обеспечивает значительное сокращение периода охлаждения графитового электрода, что и показано кривой "C" на фиг. 7. Температуры металлических секций печи (10, 110), которые понижаются посредством воздушного охлаждения до 500oC и ниже (см. кривую "D" на фиг. 7), сильно уменьшаются и минимизируются на уровне менее 40 - 50oC, о чем свидетельствует кривая "E" фиг. 7, что по существу будет полностью устранять любой отрицательный эффект теплового расширения металлических секций печи 10, 110. Вода может распыляться на металлические секции печи в течение периода графитизации (от - 10 до 0 часов) в момент прохождения электрического тока через электроды, однако в зависимости от практической ситуации вода может задерживаться до момента полного завершения графитизации (см. кривую "I" на фиг. 7), если в течение нескольких часов тепловая волна от графитизированных электродов не будет достигать металлических секций печи (см. кривую "II" на фиг. 7). Распыление воды может прерываться в том случае, если температура электрода достигает 900oC (см. кривую "III" на фиг. 7). На фиг. 7 температуры для кривых A, B, C измеряли на поверхности электродов; для кривых D и E температуры измеряли на внутренней поверхности металлических секций печи.
При практической реализации настоящего изобретения распыление воды регулируется так, чтобы образовывались дискретные капли 75, которые ударяются о внешнюю поверхность металлических секций печи и сливаются с конечным образованием слоя 63 потока воды на поверхности боковых сторон и донных частей металлических секций печи; этот слой воды увлажняет и удерживается на поверхности боковых стенок и донных частей металлических секций печи до тех пор, пока вода самотеком не покинет эти поверхности, что и показано ссылочной позицией 68 на фиг. 9. Следовательно, используемая таким образом вода может уменьшить температуру металлических секций печи примерно до 40 - 50oC (см. фиг. 7), а находящийся под металлическими секциями печи воздух все еще обладает достаточно высокой температурой, чтобы заставить воздух принудительно подниматься вверх и проходить через вертикальные воздухопроводы 30 и вносить свой вклад в охлаждение металлических секций печи и гарантирование равномерного охлаждения.
В процессе эксплуатации печи для продольной графитизации (ПГ), в которой используются показанные на фиг. 1 металлические секции печи 10, 110, в оконечных частях 12, 12', которые установлены в U-образных отверстиях 14, 114 ребристых опор 16, может наблюдаться очень высокая температура. Поскольку в показанном на фиг. 1 варианте изобретения оконечные части 12, 12' примыкают к ребристым опорам 16, то распыление воды из сопел 76 в соответствии с показанной на фиг. 8 схемой практически исключает возможность достижения полного контактирования воды с оконечными частями 12, 12'. Чтобы добиться полного охлаждения оконечных частей 12, 12' металлических секций печи 10, 110, упомянутые металлические секции печи снабжены оконечными опорными элементами специфической конфигурации.
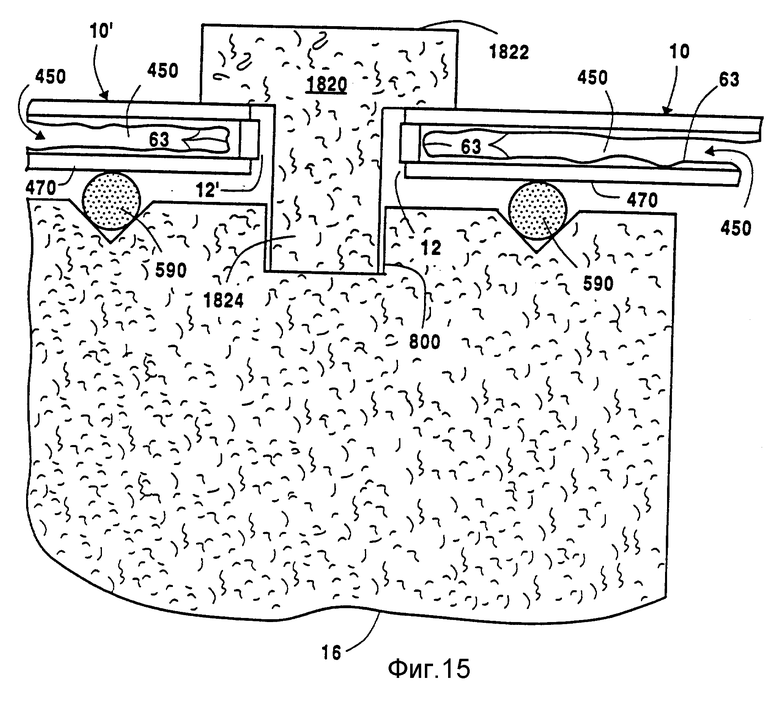
Теперь обратимся к фиг. 10, 11 и 12, на которых ясно видно, что U-образные металлические секции печи с открытым верхом 10, 110 установлены в ребристых опорах 416 с соответствующими смежными оконечными частями 12, 12' для зацепления U-образных отверстий 414, 514 вертикальных огнеупорных ребристых опор 416. На оконечных частях 12, 12' U-образных металлических секций печи 10, 110 между оконечными частями 12, 12' и ребристой опорой 416 образован периферийный внешний открытый канал 450. Каждый канал 450 металлической секции печи 10, 110 снабжен периферийным U-образным металлическим элементом закрытия канала 460, простирающимся поперечно металлической секции печи. Периферийная металлическая боковая стенка канала или втулка 470 выполнена интегральной с и поперечной относительно каждого элемента закрытия канала 460, простирающегося почти параллельно и на некотором расстоянии от оконечной части 12, 12' металлических секций печи (10, 110), чтобы очертить контур открытого периферийного канала 450, окружающего оконечные части 12, 12' металлических секций печи (10, 110) и который подвергается воздействию воды и принимает распыляемую соплами 76 воду, а также принимает охлажденную воду в жидкой форме, что схематически показано также на фиг. 11 в ссылочной позиции 63. Капли распыляемой охлаждающей воды 35 прилипают и образуют слой 63 турбулентно текущей жидкости на внешней поверхности оконечных частей 12, 12', а также на боковых стенках канала 470 и закрывающем элементе 460, чтобы поддерживать температуру оконечных частей 12, 12', элементов закрытия каналов 460 и боковых стенок канала 470 ниже 100oC. Периферийный фланцевый элемент 472 выполнен за одно целое с боковой стенкой канала 470, чтобы прочно и надежно зацеплять ребристую опору 16. Чтобы гарантировать прочную посадку металлических секций печи (10, 110) в ребристой опоре 16, можно использовать периферийные уплотнения 590. Распорные штифты 595, которые предпочтительно изготовлять из стали и приваривать к металлическим секциям печи (10, 110), и боковые стенки канала 470 можно использовать для гарантирования того, что канал 450 будет оставаться открытым даже в случае воздействия на него случайного механического удара.
Является важным обеспечение электрической изоляции между противоположными кромками 12, 12' смежных в продольном направлении металлических секций печи 10, 10', иллюстрируемых на фиг. 12 (а также и на фиг. 1 и 4). Вариант изобретения для достижения именно этой цели, который показан на фиг. 12, 13 и 14, включает в себя U-образную углубленную выемку 800, образованную в U-образном отверстии 14, 114 каждой ребристой опоры 16, которая является коэкстенсивной с U-образным отверстием (16, 116). Предварительно изготовленные огнеупорные керамические бруски 820, изготовленные например из глинозема, укладываются в углубленной выемке 800 и выступают из выемки 800, например в ссылочной позиции 830, наружу за пределы металлических секций печи 10, 10' (110, 110'), чтобы обеспечить изоляцию и тем самым исключить вероятность потока электрического тока между металлическими секциями печи 10, 10' (и 110, 110').
По предпочтительному варианту настоящего изобретения предварительно изготовленные огнеупорные бруски обычно имеют T-образную форму (на фиг. 15, 16 бруски обозначены ссылочной позицией 1820), т.е. имеют верхние поперечные части 1822, которые укладываются на внешнюю поверхность металлических секций печи 10, 10', (110, 110'), и основные части 1824, перпендикулярные поперечным частям 1822 и входящие в и монтируемые в углубленной выемке 800. На фиг. 16 ясно видно, что предварительно изготовленные бруски 1820 (820) имеют форму, которая соответствует форме U-образного отверстия.
В процессе графитизации тел угольных электродов через эти угольные тела проходят токи очень высокой силы, обычно от 50000 до 150000 A, при относительно низких подаваемых напряжениях, например около 100 В постоянного тока. На фиг. 17 ясно видно, что напряжение примерно в 100 В подается от выпрямителя 54 к телам угольных электродов 52, расположенных в металлических секциях печи 10, 110 (в секции 110 электродные тела не показаны). Важно то, что металлические секции печи 10, 110 электрически изолированы от тел угольных электродов 52 в процессе графитизации в момент, когда в телах угольных электродов 52 находится поданное от выпрямителя 54 напряжение, т.е. в момент, когда между телами электродов и металлическими секциями печи существует разность потенциалов. Чтобы добиться желаемой электрической изоляции, в металлических секциях печи 10, 110 и смежно с ними располагается рифленая прокладка из плотной бумаги 900, идентичная картонам на основе плотной бумаги, а набивочный материал в виде угольных гранул 50 ограничивается пределами прокладки из плотной бумаги 900, а тела угольных электродов 52 покрываются угольным набивочным материалом 50. Поскольку в процессе графитизации подаваемое на тела угольных электродов напряжение, т.е. электрический потенциал, будет относительно низким, например 100 В постоянного тока, то плотная бумага обеспечивает адекватную и по существу полную электрическую изоляцию между телами угольных электродов 52 и металлическими секциями печи 10, 110, при этом плотная бумага сохраняет свою физическую целостность только по той причине, что температуры в металлических секциях печи 10, 110 в процессе графитизации удерживаются на уровне ниже 200oC благодаря наличию здесь угольного набивочного материала (см. кривую "I" на фиг 7). Образуемое в процессе графитизации благодаря тепловому действию тока тепло, т.е. тепловая волна от тел электродов, не достигает металлических секций печи 10, 110 до тех пор, пока после полного завершения процесса графитизации не пройдет несколько часов (см. кривую "II" на фиг. 7) и пока подаваемое на тела 52 электрическое напряжение не будет отключено. После того, как "тепловая волна" от графитизированных тел 52 наконец-то достигает металлических секций печи 10, 110, происходит по существу полное сгорание прокладки из плотной бумаги 900 и ее превращение в обуглившееся вещество. Однако, когда это происходит, то больше уже не существует никакой необходимости в электрической изоляции между телами 52 и металлическими секциями печи 10, 110.
На фиг. 19 показан еще один вариант образования электрической изоляции угольными телами 52 и металлическими секциями печи 10, 110 в виде прилипающего красочного покрытия 950, наносимого на внутреннюю поверхность металлических секций печи 10, 110. Толщина высушенного покрытия колеблется от 0,005 дюйма до 0,050 дюйма (соответственно 0,0508 и 0,00508 мм), а само покрытие будет представлено оксидом алюминия и/или на основе диоксида кремния, т.е. будет состоять на 50% или более по весу из диоксида кремния и/или оксида алюминия; это покрытие будет электроизолирующим. Хотя покрытие 950 будет очень тонким, однако ввиду использования относительно низкого напряжения, 100 B постоянного тока, оно будет вполне достаточным для электрического изолирования угольных тел 52 от металлических секций печи 10, 110. Хотя благодаря своей относительной тонкости, 0,005 - 0,050 дюйма (соответственно 0,0508 и 0,00508 мм), покрытие на основе оксида алюминия и/или диоксида кремния будет также теплоизолирующим, однако в данном случае не будет наблюдаться какого-либо значительного влияния на охлаждение электродных тел или набивочного материала 50 в металлических секциях печи 10, 110. Следовательно, данное покрытие по существу не будет мешать теплопроводности, но будет электроизолирующим покрытием.
Ниже приводится список выпускаемых промышленностью и пригодных для данного случая красок:
ЗИП ВИТРАГЬЮАРД - (ЗИП Коатинг инк)
ЗИП СИАЛМЕТ - (ЗИП Коатинг Инк)
ПИРРХОС-1600 - ОРПАК Инк
ПИРОМАРК-2100 - Отделение Темпил, Биг сри индастриз
МИНТЕКВ-КВСИЛ - МИНТЕК Инк
МИНТЕК-КВСОТ - МИНТЕК Инк
ВПШ флейм руф - Эдвансед пекэнджиг знд продактс Ко
Форрест став брайт - Форрест текникел коатигс
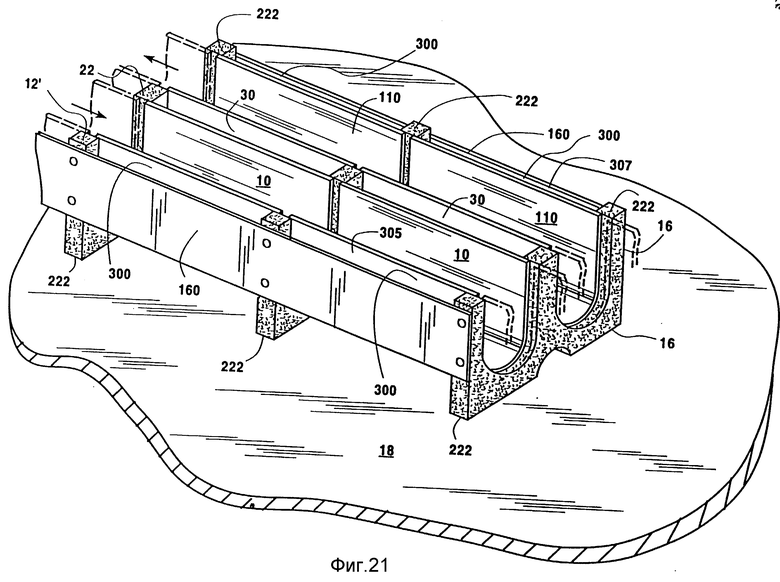
На фиг. 21, 22 показан еще один вариант настоящего изобретения, в соответствии с которым металлические боковые панели 160 крепятся к внешним стойкам 222 ребристых опорных элементов 16 с целью образования воздухопроводов 300 контуры которых определяются самими внешними поверхностями 305, 307 металлических секций печи 10, 110 и внешними стойками 222 ребристой опоры 16, которые образуют нижнее отверстие 320, которое будет шире воздухопровода 300 в самой его верхней части. Следовательно, в данном случае образуется эффект трубки Вентури, благодаря которому горячий воздух в донной части металлических секций печи 10, 110 будет отводиться с повышенной скоростью вертикально вверх через воздухопровод 300, чтобы образовать дополнительный охлаждающий эффект.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕЧЬ ДЛЯ ПОДОГРЕВА ПРОКАЛЕННОГО ИЗДЕЛИЯ ИЗ АМОРФНОГО УГЛЕРОДА | 1996 |
|
RU2142607C1 |
| УСТРОЙСТВО ДЛЯ СНЯТИЯ ТЕПЛОВОГО НАПРЯЖЕНИЯ В ОХЛАЖДАЕМЫХ ОРОШЕНИЕМ ЭЛЕМЕНТАХ ПЕЧЕЙ | 1993 |
|
RU2074345C1 |
| ПАНЕЛЬНЫЙ СВОД ПЕЧИ С ОРОСИТЕЛЬНЫМ ОХЛАЖДЕНИЕМ | 1997 |
|
RU2165568C2 |
| СВОД ПЛАВИЛЬНОЙ ПЕЧИ | 1992 |
|
RU2065554C1 |
| КРЫШКА В СБОРЕ ДЛЯ ЭЛЕКТРИЧЕСКОЙ ДУГОВОЙ ПЕЧИ | 1995 |
|
RU2141085C1 |
| РЕЗЬБОВОЙ НИППЕЛЬ И САМОЦЕНТРИРУЮЩЕЕСЯ ЭЛЕКТРОДНОЕ СОЕДИНЕНИЕ | 1993 |
|
RU2129341C1 |
| УЗЕЛ БОКОВОЙ СТЕНКИ ДЛЯ ЭЛЕКТРИЧЕСКОЙ ДУГОВОЙ ПЕЧИ (ВАРИАНТЫ) | 1996 |
|
RU2115080C1 |
| УСТРОЙСТВО ДЛЯ ОТВОДА И УПРАВЛЕНИЯ ОХЛАЖДЕНИЕМ ГОРЯЧИХ КОНВЕРТЕРНЫХ ГАЗОВ | 1994 |
|
RU2080392C1 |
| ГИБКИЙ ГРАФИТОВЫЙ ЛИСТ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1998 |
|
RU2185352C2 |
| ГРАФИТОВЫЙ ЭЛЕКТРОД ДЛЯ ПЕЧЕЙ ЭЛЕКТРОТЕРМИЧЕСКОГО ВОССТАНОВЛЕНИЯ, ЭЛЕКТРОДНАЯ КОЛОННА И СПОСОБ ИЗГОТОВЛЕНИЯ ГРАФИТОВЫХ ЭЛЕКТРОДОВ | 2005 |
|
RU2374342C2 |













Группа изобретений относится к технике графитизации угольных элементов. При осуществлении способа графитизации используют множество стационарно размещенных на расстоянии друг от друга диэлектрических огнеупорных ребристых опорных элементов, расположенных на диэлектрической стационарной платформе. Каждый из опорных элементов имеет пару расположенных бок о бок U-образных отверстий с открытым верхом, которые находятся на расстоянии от основной платформы и отделены друг от друга выполненной за единое целое частью такой стойки огнеупорного ребристого элемента. Множество опорных элементов расположено параллельно с совпадением U-образных отверстий. Печь содержит множество электроизолированных U-образных сплошных металлических секций с открытым верхом, имеющих внешние, внутренние поверхности и донные поверхности на расстоянии от основной платформы, расположенной между смежными опорными элементами. Оконечные части металлических секций размещены в U-образных отверстиях опорных элементов. Расположенные бок о бок металлические секции разделены вертикальным воздуховодом, образованным частями опорных элементов, частью основной платформы и боковыми поверхностями металлических секций. Вертикальный воздуховод открыт сверху и снизу и имеет форму трубки Вентури с донным отверстием, обеспечивающей принудительное воздушное охлаждение металлических секций печи. За счет этого сокращается время охлаждения графитизированных электродов до температуры, при которой можно безопасно удалить электроды из печи. 8 с. и 11 з.п. ф-лы, 22 ил.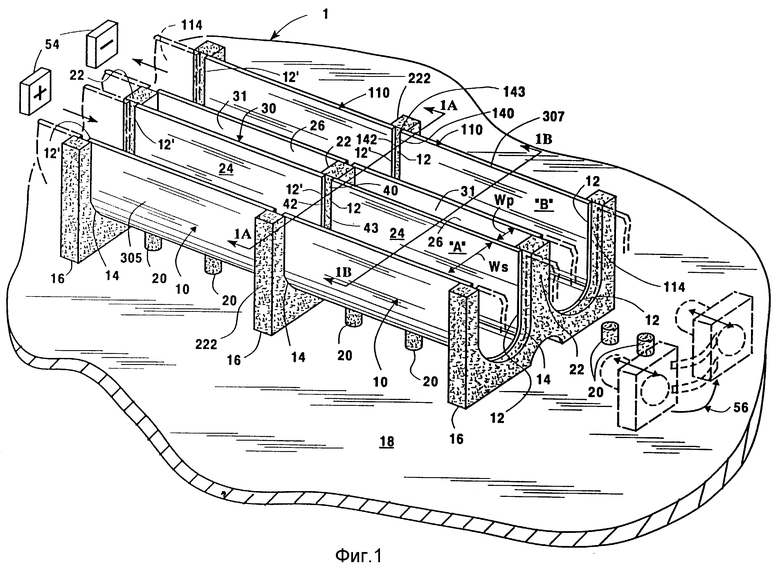
имеющих внешние и внутренние поверхности и донные поверхности на расстоянии от основной платформы, расположенной между смежными огнеупорными ребристыми опорными элементами, и имеющих оконечные части, размещенные по ячейкам в U-образных отверстиях огнеупорных ребристых опорных элементов, чтобы образовать первый и второй расположенные бок о бок параллельные ряды сплошных металлических секций печи с открытым верхом с близко примыкающими сбоку и противоположными боковыми поверхностями, при этом расположенные бок о бок сплошные металлические секции печи с открытым верхом разделены вертикальным воздухопроводом, который образован частями в форме стойки смежных огнеупорных ребристых опорных элементов, частью основной платформы и близко примыкающими сбоку и противоположными боковыми поверхностями расположенных бок о бок U-образных металлических секций печи с открытым верхом, размещенных по ячейкам в огнеупорных ребристых опорных элементах, причем вертикальный воздухопровод будет открыт сверху и снизу и имеет форму трубки Вентури с донным отверстием, которое значительно шире, чем ее же верхнее отверстие, чтобы окружающий воздух принудительным образом испытывал воздействие тепла от донных поверхностей металлических секций печи и свободно проходил через воздухопровод с повышенной скоростью снизу вверх, чтобы обеспечить охлаждение противоположных боковых поверхностей расположенных бок о бок металлических секций печи.
и противоположными боковыми поверхностями расположенных бок о бок U-образных металлических секций печи с открытым верхом, размещенных по ячейкам в огнеупорных ребристых опорных элементах, причем вертикальный воздухопровод будет открыт сверху и снизу и будет иметь форму трубки Вентури с донным отверстием, которое значительно шире, чем ее же верхнее отверстие, чтобы окружающий воздух принудительным образом испытывал воздействие тепла от донных поверхностей металлических секций печи и свободно проходил через воздуховод с повышенной скоростью снизу вверх, чтобы обеспечить охлаждение противоположных боковых поверхностей расположенных бок о бок металлических секций печи с открытым верхом, используют множество распыляющих воду сопл, расположенных смежно с внешними поверхностями боковых частей металлических секций печи с открытым верхом, направляющих струи капель воды на внешние поверхности боковых частей и образования слоя воды на внешней поверхности боковых и донных частей.
16. Печь для графитизации угольных тел с использованием эффекта Джоуля, содержащая множество U-образных металлических секций, расположенных в ряд, колонку примыкающих торец в торец угольных тел в этом ряду, удерживаемую в электрическом контакте с головками источника питания и окруженную теплоизолирующей средой, и систему водного охлаждения для U-образных металлических секций, отличающаяся тем, что имеет множество стационарно расположенных на некотором расстоянии друг от друга диэлектрических огнеупорных ребристых опорных элементов, размещенных на диэлектрической стационарной основной платформе, причем каждый огнеупорный ребристый опорный элемент имеет пару расположенных бок о бок U-образных отверстий с открытым верхом, которые расположены на расстоянии от основной платформы и отделены друг от друга выполненной за единое целое частью такой стойки огнеупорного ребристого опорного элемента, при этом множество расположенных на расстоянии друг от друга огнеупорных ребристых опорных элементов расположено смежно, параллельно и с совпадением их соответствующих U-образных отверстий, множество электроизолированных U-образных сплошных металлических секций печи с открытым верхом, имеющих внешние и внутренние поверхности и донные поверхности, находящиеся на расстоянии от основной платформы, расположенной между смежными огнеупорными ребристыми опорными элементами, и имеющих оконечные части, расположенные в U-образных отверстиях с открытым верхом огнеупорных ребристых опорных элементов, для образования первого и второго расположенных бок о бок параллельных рядов сплошных металлических секций печи с открытым верхом с близко примыкающими сбоку и противоположными боковыми поверхностями, причем расположенные бок о бок сплошные металлические секции печи с открытым верхом разделены вертикальным воздухопроводом, который образуется частями в форме стоек смежных огнеупорных ребристых опорных элементов, частью основной платформы и примыкающими сбоку и противоположными боковыми поверхностями расположенных бок о бок U-образных металлических секций печи с открытым верхом, размещенных по ячейкам в огнеупорных ребристых опорных элементах, причем вертикальный воздухопровод будет открыт сверху и снизу и имеет форму трубки Вентури с донным отверстием, значительно шире, чем ее же верхнее отверстие, для того чтобы окружающий воздух принудительным образом испытывал воздействие тепла от донных поверхностей
U-образных металлических секций печи с открытым верхом и свободно проходил через воздухопровод с повышенной скоростью снизу вверх, чтобы обеспечить охлаждение противоположных боковых поверхностей расположенных бок о бок U-образных металлических секций печи с открытым верхом, множество распыляющих воду сопл, установленных смежно внешним поверхностям боковых частей U-образных металлических секций печи с открытым верхом для направления струи капель воды на внешние поверхности боковых частей и образования слоя воды на внешних поверхностях боковых и донных частей, и колонка примыкающих торец в торец тел угольных электродов в каждом из первого и второго рядов U-образных металлических секций печи с открытым верхом окружена теплоизолирующей средой, содержащейся в пределах и поддерживаемой внутренними поверхностями U-образных металлических секций печи с открытым верхом.
противоположных боковых поверхностей расположенных бок о бок металлических секций печи с открытым верхом, причем U-образные сплошные металлические секции печи снабжены на противоположных концах выполненными за единое целое торцевыми окончаниями, которые содержат U-образный втулочный элемент, расположенный снаружи около металлической секции печи на каждом из ее противоположных концов, и U-образным элементом закрытия, соединяющим каждый втулочный элемент с металлической секцией печи на противоположных концах металлической секции печи, чтобы определить контур открытых каналов на противоположных концах металлической секции печи для приема охлаждающей жидкости в виде воды, множество распыляющих воду сопл, установленных смежно с внешними поверхностями боковых частей металлических секций печи с открытым верхом, направляющих струи капель воды на внешние поверхности боковых частей и образования слоя воды на внешних поверхностях боковых и донных частей, и колонка примыкающих торец в торец тел угольных электродов в каждом из первого и второго рядов металлических секций печи с открытым верхом окружена теплоизолирующей средой, содержащей в пределах и поддерживаемой внутренними поверхностями U-образных металлических секций печи с открытым верхом.
которое намного шире, чем ее же верхнее отверстие, чтобы окружающий воздух принудительным образом испытывал воздействие тепла от донных поверхностей металлических секций печи и свободно проходил через воздухопровод с повышенной скоростью снизу вверх, чтобы обеспечить охлаждение противоположных боковых поверхностей, расположенных бок о бок металлических секций печи с открытым верхом, U-образные отверстия огнеупорных ребристых опорных элементов снабжены канавками, а размещенные по ячейкам в общем U-образном отверстии U-образные сплошные металлические секции печи с открытым верхом имеют свои оконечные части, разделенные этими канавками, причем множество смежных индивидуальных предварительно образованных огнеупорных элементов расположено в каждой канавке так, что какая-то их часть выступает наружу из канавок и между оконечными частями U-образных сплошных металлических секций печи с открытым верхом, размещенных по ячейкам в общем U-образном отверстии, множество распыляющих воду сопл, установленных смежно с внешними поверхностями боковых частей металлических секций печи с открытым верхом, направляющих струи капель воды на внешние поверхности боковых частей и образования слоя воды на внешней поверхности боковых и донных частей, и колонка примыкающих торец в торец тел угольных электродов в каждом из первого и второго рядов металлических секций печи окружена теплоизолирующей средой, содержащейся в пределах и поддерживаемой внутренними поверхностями U-образных металлических секций печи с открытым верхом.
| US 4015068,1977 | |||
| Торфодобывающая машина с вращающимся измельчающим орудием | 1922 |
|
SU87A1 |
| US 4394766 A, 1983 | |||
| 0 |
|
SU164369A1 | |
| Печь для графитации углеграфитовых изделий | 1981 |
|
SU947432A1 |
| Электрическая печь для графитации углеродных заготовок | 1981 |
|
SU996835A1 |
| Однофазная установка для графитации углеродистых изделий | 1986 |
|
SU1632939A1 |
| РАБОЧИЙ ОРГАН ДЛЯ ВНЕСЕНИЯ МИНЕРАЛЬНЫХ УДОБРЕНИЙ ОДНОВРЕМЕННО С БЕЗОТВАЛЬНОЙ ОБРАБОТКОЙ ПОЧВЫ | 0 |
|
SU393970A1 |
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
| GB 1517228 A, 1978. | |||

