Настоящее изобретение относится к имеющим резьбу электродным ниппелям для соединения воедино секций угольных (включая графитовые) электродов с целью получения продольно проходящей электродной колонки для использования в электродуговых печах и т.п. устройствах. Более конкретно, настоящее изобретение относится к имеющим резьбу ниппелям для соединения выровненных по оси секций электродов и сохранения соосности между ними.
При использовании традиционных угольных электродов (включая графитовые электроды) пара продольно проходящих электродных секций соединяется посредством имеющего резьбу угольного (или графитового) ниппеля, который ввинчивается в соответствующим образом снабженные резьбой гнезда электродных секций таким образом, что соответствующие противоположные торцевые грани электродных секций приводятся в тесный контакт. Что касается электродной секции в процессе работы печи, то новая электродная секция соединяется последовательно так, что работа печи может продолжаться непрерывно. То есть нижний конец колонки остается в печи, а для продолжения работы опускается вся колонка. Для восстановления израсходованных колонок поверх их расположены запасные электродные секции. Однако возможен случайный механический отказ, такой как поломка резьбового ниппельного соединения, который требует прерывания работы электропечи.
В патенте США N 4152533 H 05 B 7/14 рассмотрены вопросы выхода из строя ниппельных соединений и деформаций нескольких первых ниток резьбы в гнезде электрода за счет соединения на них фаски. А патент США N 4375340 A 16 B 12/36, F 16 B 33/00 - 06 решает проблему деформаций на средней части длины резьбового ниппеля и вблизи нее, которые снижаются с целью увеличения прочности соединения. Но эти известные способы не исключают поломок соединения за счет несоосности электродного ниппеля, которое и остается серьезным производственным недостатком.
Как было найдено и является частью настоящего изобретения, отказы резьбовых ниппельных соединений часто происходят, когда соединенные электродные секции и/или ниппель не имеют по существу полного осевого выравнивания. Исследование множества отказавших резьбовых ниппельных соединений показало, что соответствующие продольные оси соединенных электродных секций значительно смещены, а ниппель имеет наклон под углом и несоосен, что и приводит к поломке соединений.
Поэтому задачей, решаемой настоящим изобретением, является создание средства, гарантирующего осевое продольное выравнивание ниппеля и электронных секций для исключения поломки электродного соединения.
В дальнейшем настоящее изобретение поясняется подробным описанием и чертежами, на которых:
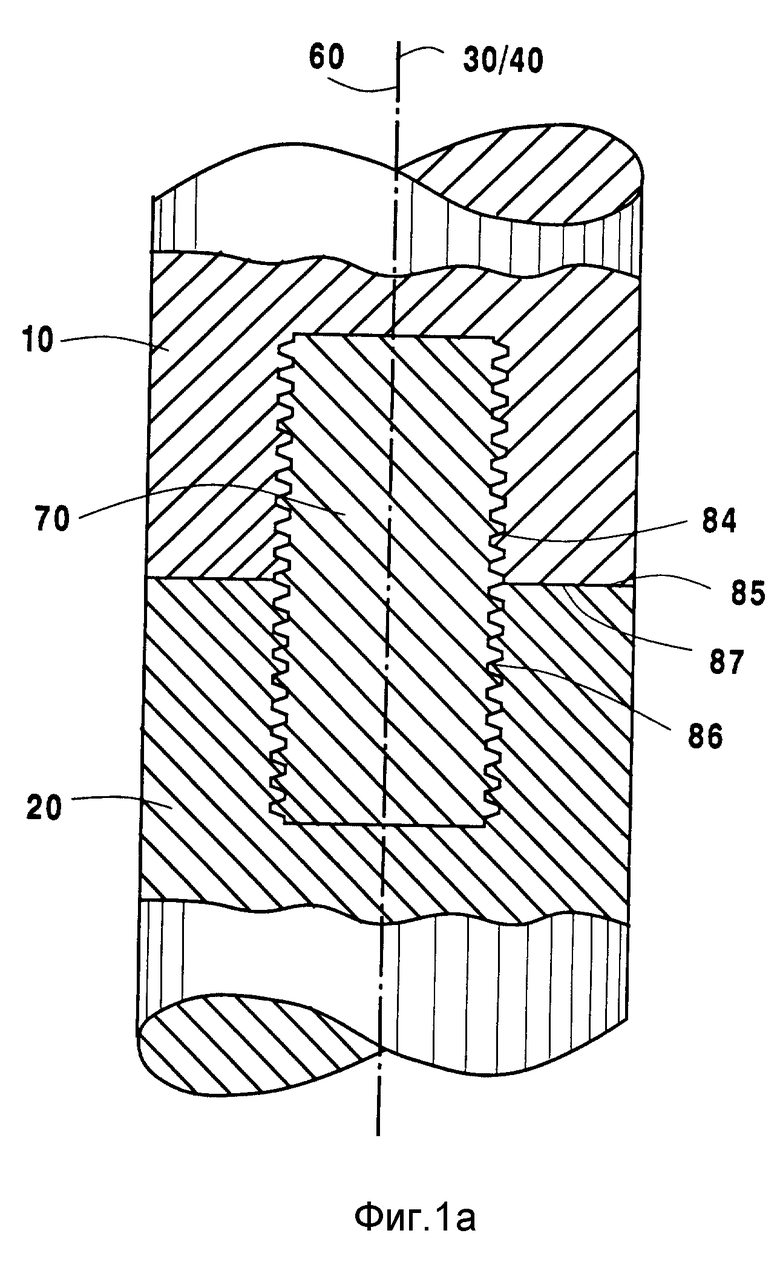
фиг. 1 изображает вертикальную проекцию в разрезе традиционного электродного соединения;
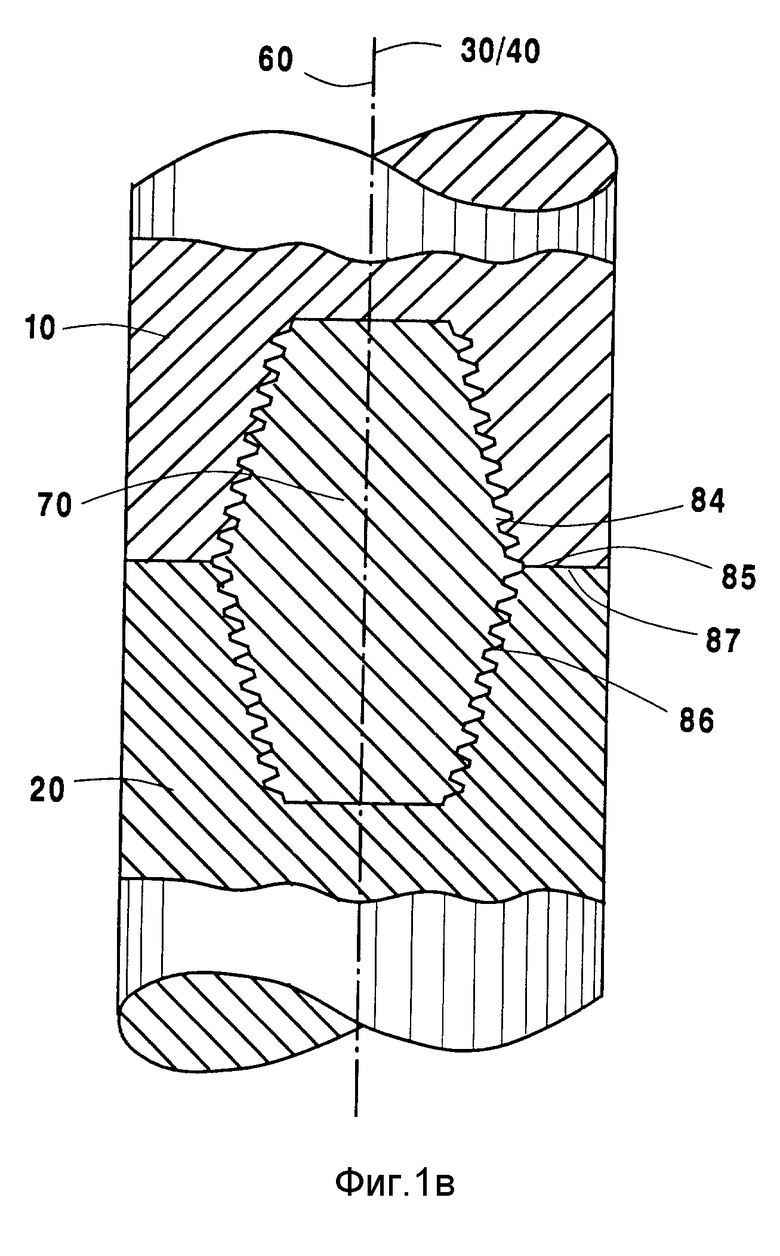
фиг. 1(A) и 1(B) - вертикальную проекцию в частичном разрезе других конструкций резьбового ниппельного соединения известного уровня техники;
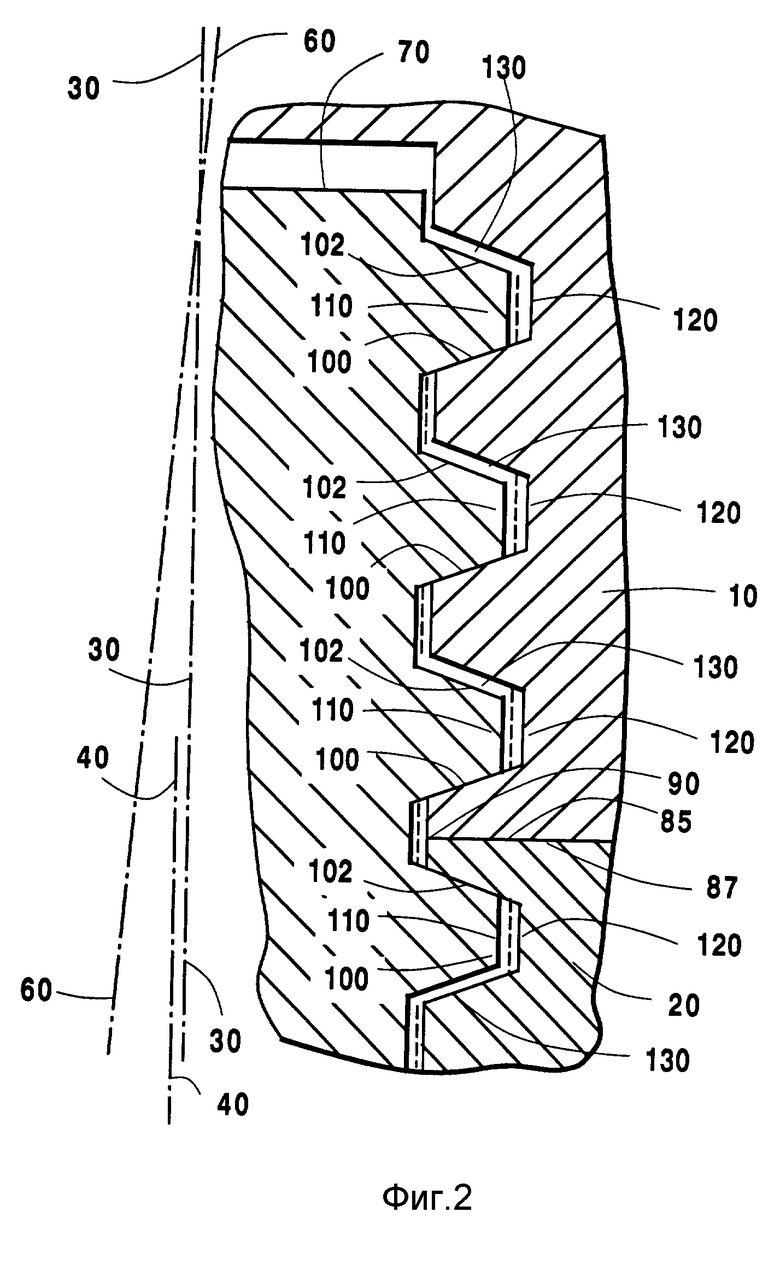
фиг. 2 - часть вертикальной проекции, демонстрирующую несоосную конструкцию электродного соединения;
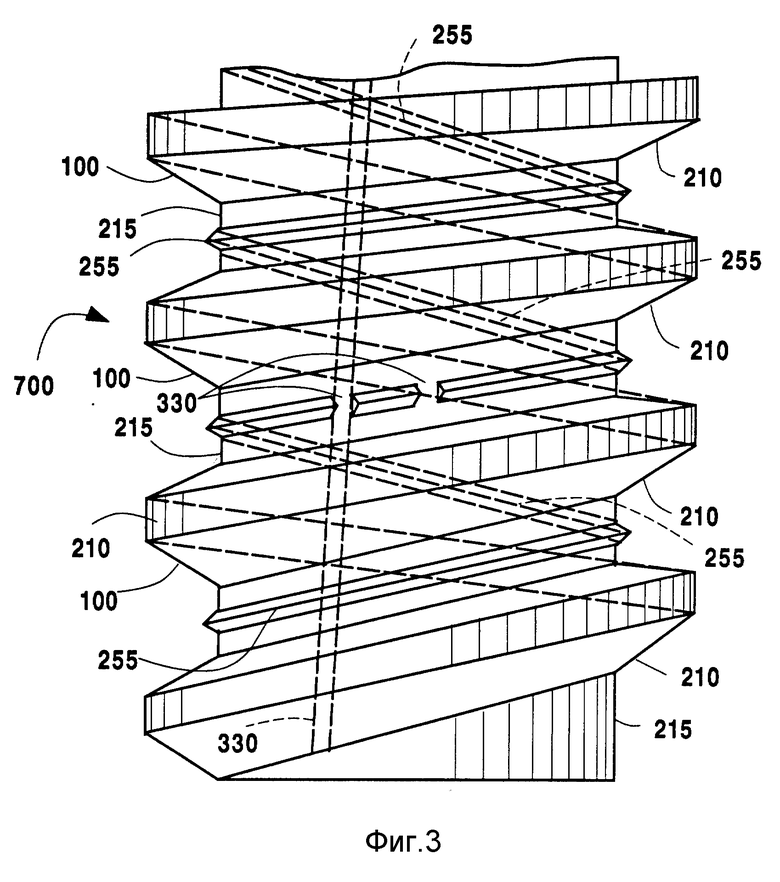
фиг. 3 - часть вертикальной проекции, соответствующую настоящему изобретению резьбового ниппеля;
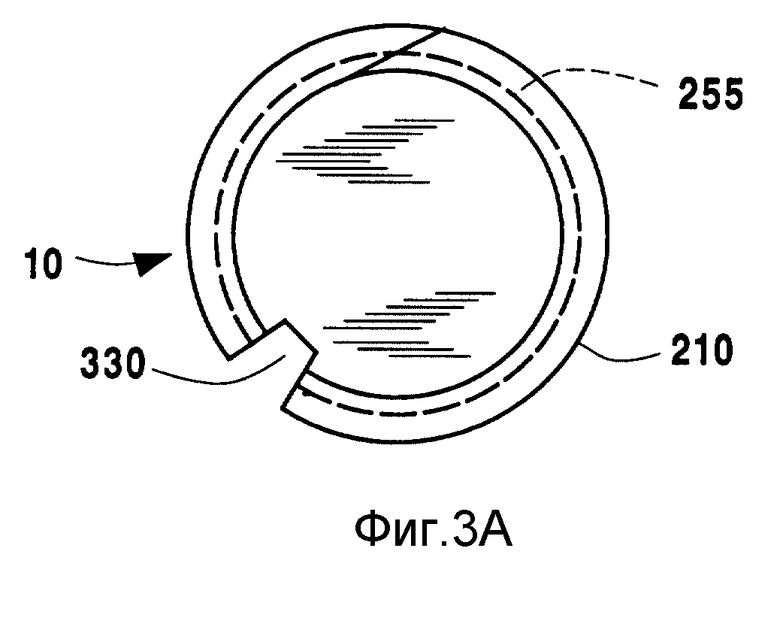
фиг.3(A) - вид сверху устройства фиг.3;
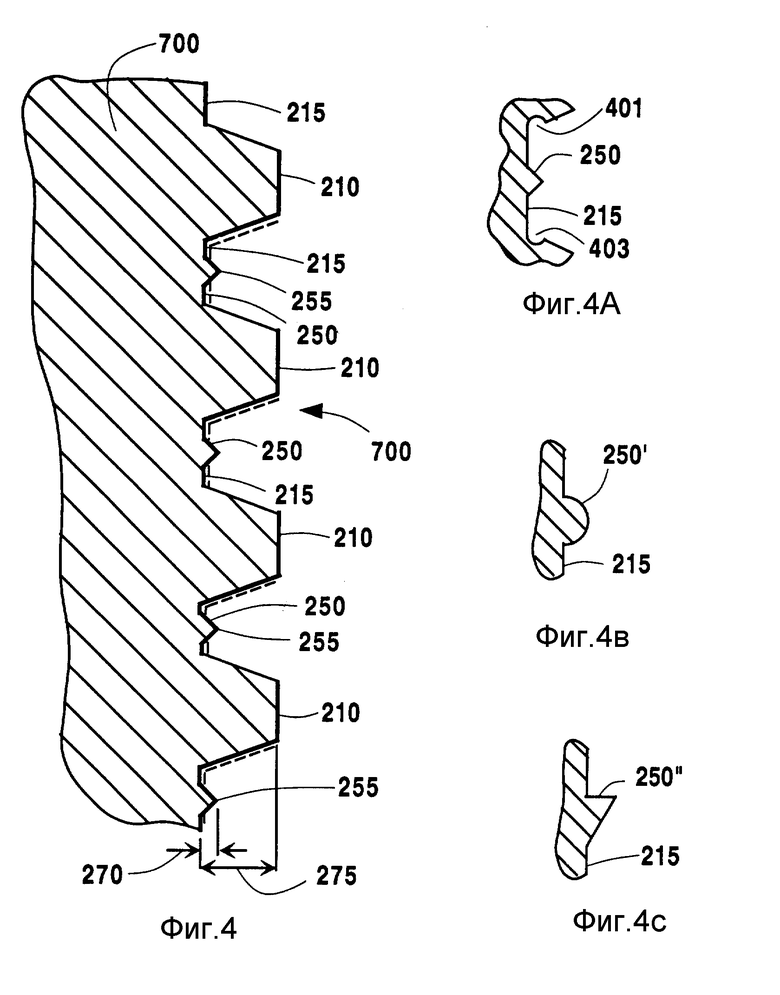
фиг.4 - вертикальную проекцию в разрезе устройства фиг.3;
фиг.4(A) - 4(C) - альтернативные конструкции устройства фиг.4;
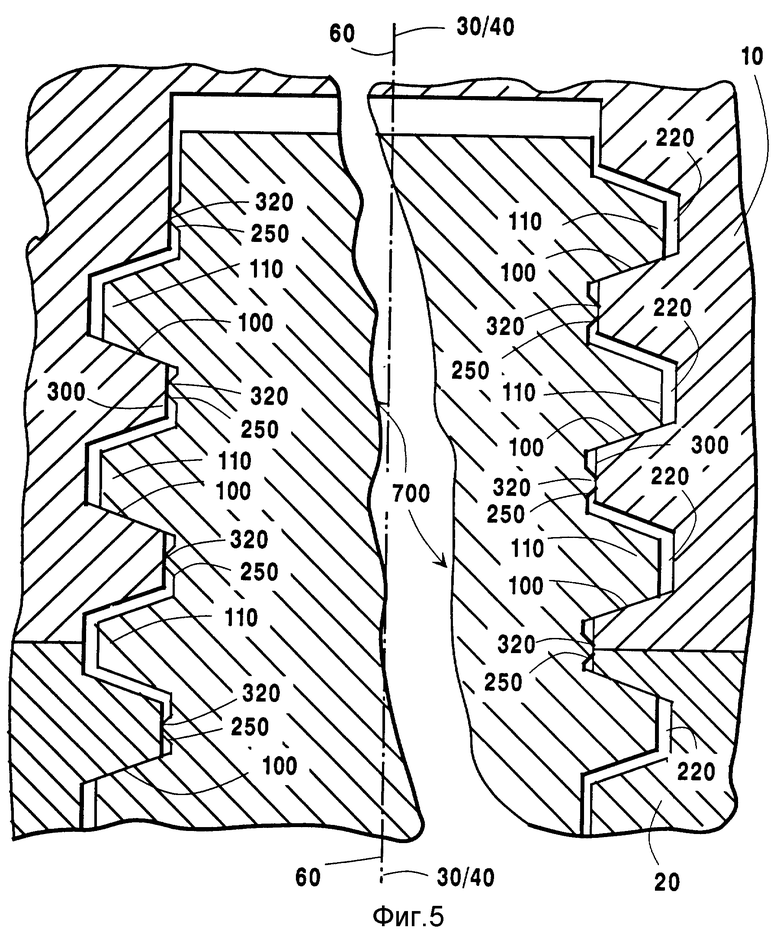
фиг. 5 - вертикальную проекцию в разрезе устройства фиг.3 после соединения с парой противоположных соосных электродных секций;
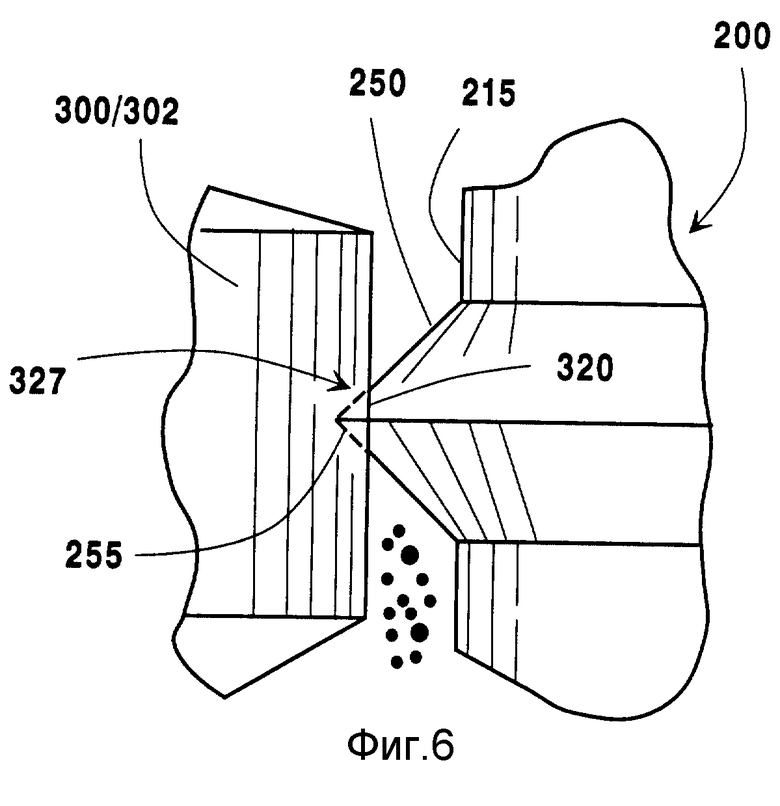
фиг. 6 - частичную вертикальную проекцию, более подробно показывающую соединение устройства фиг.3;
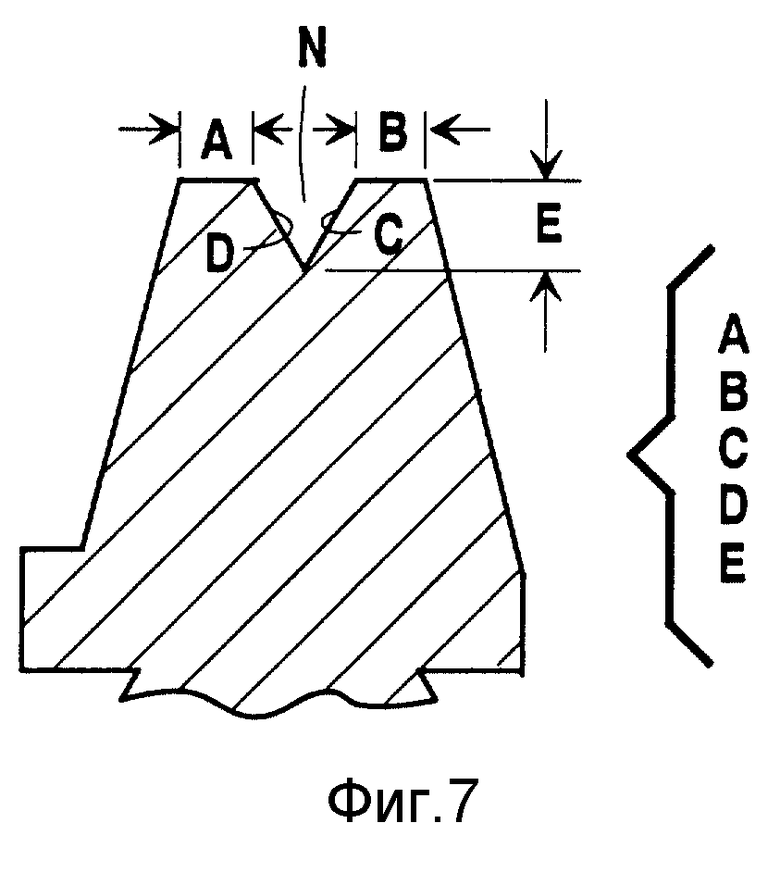
фиг.7 - инструмент для изготовления устройства фиг.3.
Фиг. 1 показывает конструкцию традиционного электродного соединения для спаривания электродных секций 10 и 20, которая также показана на фиг.1(A). Электродные секции 10 и 20 предпочтительно выровнены по оси для исключения механической деформации, и их продольные оси 30, 40 совпадают, как показано на фиг. 1 и 1(A), и, кроме того, совпадают с центральной продольной осью 60 ниппеля 70, имеющего цилиндрическую резьбу. Альтернативная конструкция соединения показана на фиг.1(B), где резьбовой ниппель 70 дважды обработан на конус. За счет необходимого машинного допуска резьбовых гнезд 84, 86, обозначенного как промежуток 80, может оказаться, что резьбовой ниппель 70 в процессе резьбового соединения с электродными секциями 10, 20 будет наклонен, как схематично показано на фиг.2, так что противоположные торцевые грани 85, 87 электродных секций 10, 20 будут смещены, как показано номером 90 на фиг. 2, а продольная ось 60 резьбового ниппеля 70 будет наклонена относительно осей 30, 40 электродных секций 10, 20. При таких условиях рабочие стороны 100 ниток резьбы 110 резьбового ниппеля 70 располагаются во впадинах 120, 120 гнезд электродных секций 10, 20, а промежутки 130-130...., соседствующие с нерабочими сторонами 102, неодинаковы, а точнее увеличиваются от промежутка 130 до промежутка 130 ..... Показанные на фиг.2 условия несоосности, как оказалось, вносят свой вклад в деформации, которые приводят к механическому отказу электродного соединения, то есть к поломке. Соответствующий настоящему изобретению резьбовой ниппель, предназначенный для сохранения соосности и для исключения поломки и отказа соединения, показан номером 700 на фиг. 3 и частично показан на фиг.4, где он снабжен отдельными друг от друга промежутками цельными профилями резьбы 210 на основании 215, которые при свинчивании совпадают со впадинами 220, 222 электродных секций 10, 20, как показано на фиг.5. Гребень 250 сделан воедино с основанием 215, расположен по соседству между профилями резьбы 210 и выходит наружу за основание 215, но на гораздо меньшее расстояние, чем профили 210. Вместо цилиндрической формы, как показано на фиг.3, 4 и 5, соответствующий настоящему изобретению резьбовой ниппель может иметь двойную конусную форму, показанную на фиг. 1(B). Удобно, чтобы внешняя протяженность 270 гребня 250, показанная на фиг. 4, составляла от 5 до 20% от внешней протяженности 275 профиля 210, которая также показана на фиг.4. Гребень 250 предпочтительно снабжен по существу заостренным краем 255, так что при соединении резьбового ниппеля 700 с соответствующей резьбовой электродной секцией 10, 20 выступающий гребень 250 со стиранием опирается на имеющие плоскую поверхность вершины 300, 302 в гнездах электродных секций 10, 20, которые разделяют впадины 220, 222. Это показано на частичном виде фиг.6, где внешний край 255 гребня 250 стерт, чтобы оставить плоские поверхности 320 на гребне 250, которые удерживают резьбовой ниппель соосно с электродными секциями 10, 20, как показано на фиг. 5, а разрушающие деформации, возникающие за счет несоосности соединенных электродных секций, исключаются. Гребень 250 предпочтительно угловой и заострен, как показано по фиг.3, для облегчения опоры о плоскую опорную поверхность после истирания. Гребень 250 предпочтительно расположен чуть ближе к соседней рабочей стороне 100 резьбового ниппеля 700, так что на фиг.7 расстояние A длиннее расстояния B на 5-20%. Это позволяет краю 255 опорно соединяться с центром имеющих плоскую поверхность вершин гнезда 300, 302 при ввертывании ниппеля 700 в электродные секции 10, 20. Эта нецентрированная конструкция учитывает пространство над нерабочими сторонами 130, которое обязательно образуется за счет допуска на машинную обработку.
На фиг. 7 в разрезе показан инструмент для нарезания резьбы, имеющий бородку для создания гребня 250 при нарезании ниток резьбы 210 фиг.3. Примерные размеры инструмента приведены на фиг.7. Желательно, чтобы гребень 250 имел форму непрерывной спирали, составляющей единое целое с угольным (или графитовым) основанием 215 и по существу совпадающий с нитками 210. Однако гребень 250 может быть и не непрерывным за счет введения множества разделенных друг от друга щелей, таких как показанные в качестве примера номером 330 на фиг. 3. Вместе эти щели составляют менее одной четверти общей длины гребня 250. Щели 330 могут обеспечить место для прохождения частиц угля, образованных при истирании. В процессе работы резьбовой ниппель 700, показанный на фиг. 3, сначала соединяется с электродной секцией, а гребень 250 постепенно и непрерывно опирается на имеющие плоскую поверхность вершины гнезда электродной секции и постепенно стирается, как показано на фиг.6, номером 327, чтобы и на самом деле соосно установить ниппель 700 в гнезде, как показано на фиг.5. Выемки 401, 403 в основании 215, совпадающие по размеру с гребнем 250, могут быть предусмотрены дополнительно для приема в себя стертых частиц.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОДОЛЬНОЙ ГРАФИТИЗАЦИИ ТЕЛ УГОЛЬНЫХ ЭЛЕКТРОДОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1996 |
|
RU2129340C1 |
| ПЕЧЬ ДЛЯ ПОДОГРЕВА ПРОКАЛЕННОГО ИЗДЕЛИЯ ИЗ АМОРФНОГО УГЛЕРОДА | 1996 |
|
RU2142607C1 |
| ПАНЕЛЬНЫЙ СВОД ПЕЧИ С ОРОСИТЕЛЬНЫМ ОХЛАЖДЕНИЕМ | 1997 |
|
RU2165568C2 |
| КРЫШКА В СБОРЕ ДЛЯ ЭЛЕКТРИЧЕСКОЙ ДУГОВОЙ ПЕЧИ | 1995 |
|
RU2141085C1 |
| УСТРОЙСТВО ДЛЯ СНЯТИЯ ТЕПЛОВОГО НАПРЯЖЕНИЯ В ОХЛАЖДАЕМЫХ ОРОШЕНИЕМ ЭЛЕМЕНТАХ ПЕЧЕЙ | 1993 |
|
RU2074345C1 |
| РЕЗЬБОВОЙ НИППЕЛЬ, УГОЛЬНЫЙ ЭЛЕКТРОД И ЭЛЕКТРОДНЫЙ УЗЕЛ | 2007 |
|
RU2395178C2 |
| ТОРЦЕВОЕ УПЛОТНЕНИЕ ДЛЯ ГРАФИТОВЫХ ЭЛЕКТРОДОВ | 2004 |
|
RU2366118C2 |
| СВОД ПЛАВИЛЬНОЙ ПЕЧИ | 1992 |
|
RU2065554C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УГОЛЬНЫХ ЭЛЕКТРОДОВ | 2003 |
|
RU2315133C2 |
| УЗЕЛ С РЕЗЬБОВЫМ СОЕДИНЕНИЕМ ДЛЯ УГОЛЬНЫХ И/ИЛИ ГРАФИТОВЫХ ЭЛЕКТРОДНЫХ КОЛОНОК | 2004 |
|
RU2302710C2 |
Изобретение относится к углу соединения угольных электродов. Техническим результатом является обеспечение осевого продольного выравнивания ниппеля и электродных секций. Резьбовой угольный ниппель для соединения пары противоположных угольных электродных секций, каждая из которых имеет соответствующие противоположные резьбовые гнезда, содержит продольно проходящую часть основания, разделенные промежутками нитки резьбы на указанной части основания, выступающие из нее наружу и составляющие с ней единое целое для резьбового соединения с резьбовыми впадинами в электродной секции. На части основания в прилегании между разделенными промежутками нитками резьбы расположен истираемый гребень, составляющий с ней одно целое, причем гребень выходит наружу из части основания, но с меньшей возможностью выхода, чем указанные разделенные промежутками нитки резьбы. Резьбовой угольный ниппель выполнен с возможностью истирания гребня до плоской поверхности, в результате его резьбового зацепления с секцией электрода, которая опирается на имеющие плоскую поверхность вершины резьбового гнезда, которые отделяют друг от друга канавки указанного гнезда секции электрода. 2 с. и 4 з.п. ф-лы, 13 ил.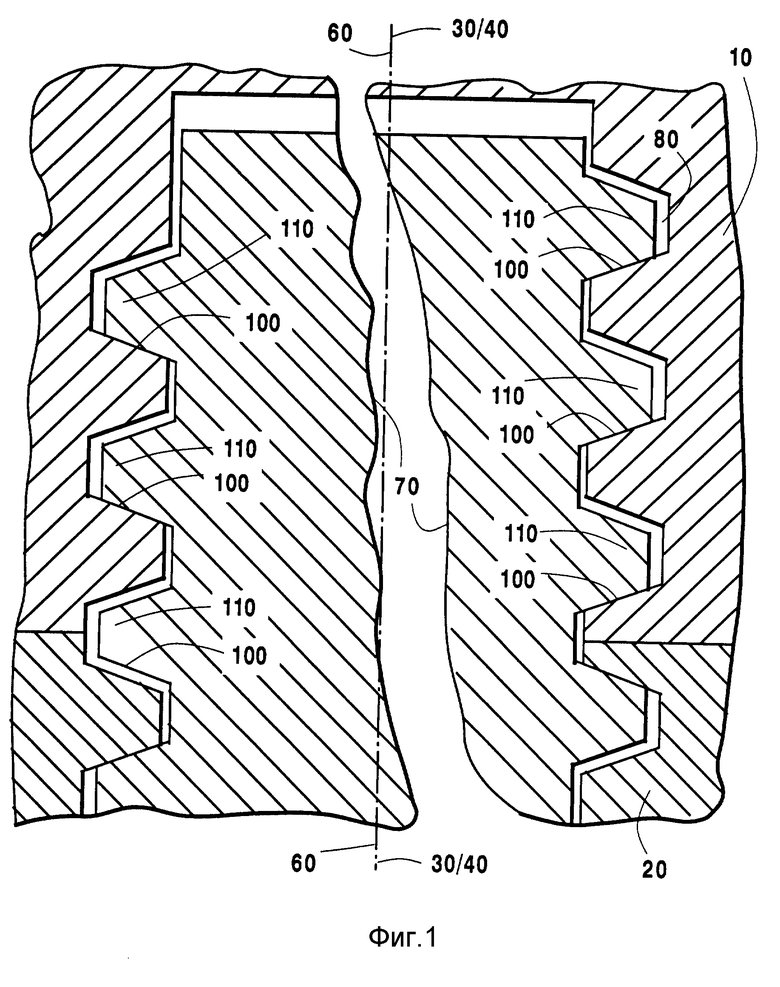
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для выпрямления опрокинувшихся на бок и затонувших у берега судов | 1922 |
|
SU85A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| US 4152533 A1, 10.08.85 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ определения качества ниппельного соединения секций графитированного электрода | 1990 |
|
SU1750068A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Узел резьбового соединения графитированных электродов | 1988 |
|
SU1725407A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |

