Изобретение относится к области зубообработки и может быть использовано в различных отраслях машиностроения.
Известны способ [Калашников А.С. Технология изготовления зубчатых колес. / А.С.Калашников - М: Машиностроение, 2004. - С.395-399.] и устройства [А.с. 248461 СССР, МПК В23f 19/02. Станок для притирки рабочих поверхностей зубьев конических зубчатых колес. / А.В.Баранов, Н.И.Титов, В.В.Дубровин, С.Н.Уткин, В.М.Быстрое (СССР). - №1119923/25-8; заявл. 19.12.66; опубл. 10.07.69, Бюл. №23. - 3 с: 1 ил. и А.с. 774837 СССР, М. Кл.3 В23F 19/05. Зубохонинговальный станок. / А.И.Друзенко, А.Ф.Бакай, П.Г.Мироненко, К.И.Гуляев, Г.Б.Заморуев (СССР). - №2561731/25-08; заявл. 02.01.78; опубл. 30.10.80, Бюл. №40. - 4 с: 3 ил.] для окончательной обработки конических зубчатых колес способом обкатки вращающимся вокруг своей оси инструментом в виде зубчатого колеса, изготовленного из инструментальной стали или пластмассы, шаржированного абразивом, для уменьшения шероховатости боковых поверхностей зубьев, а также незначительных исправлений формы и расположения пятна контакта.
Недостатком такого способа является нарушение геометрии зацепления (получение теоретически несопряженных колес).
Известен способ [А.с. 273631 СССР, М. Кл.2 В23F 19/06. Способ окончательной обработки конических колес./В.А.Зискиндович, К.И.Гуляев, Г.Б.Заморуев (СССР). - №1284116/25-8; заявл. 22.11.68; опубл. 25.06.76, Бюл. №23. - 2 с: 1 ил.] окончательной обработки конических зубчатых колес инструментом в виде зубчатого колеса, вращающимся вокруг своей оси, входящим в процессе работы в точечный контакт с обрабатываемым колесом и установленным по отношению к нему гипоидно, которому сообщается для обработки всей поверхности зуба дополнительного вращательного движения вокруг оси, перпендикулярной к плоскости, в которой лежат образующие начальных конусов инструмента и обрабатываемого колеса, проходящей через точку касания начальных конусов.
Недостатком такого способа обработки зубьев конических колес является необходимость использования для его реализации сложного специализированного оборудования и низкая производительность.
Задачей предложенного технологического решения является повышение точности и производительности обработки.
Поставленная задача решается тем, что способ окончательной обработки конических зубчатых колес инструментом в виде зубчатого колеса, вращающимся вокруг своей оси, обрабатываемая заготовка зацепляется с инструментом при пересекающихся осях, линейном контакте боковых поверхностей зубьев и внеполюсном зацеплении, обеспечивающем проскальзывание боковых поверхностей зубьев инструмента относительно боковых поверхностей зубьев заготовки по всей рабочей поверхности и теоретически точном зацеплении.
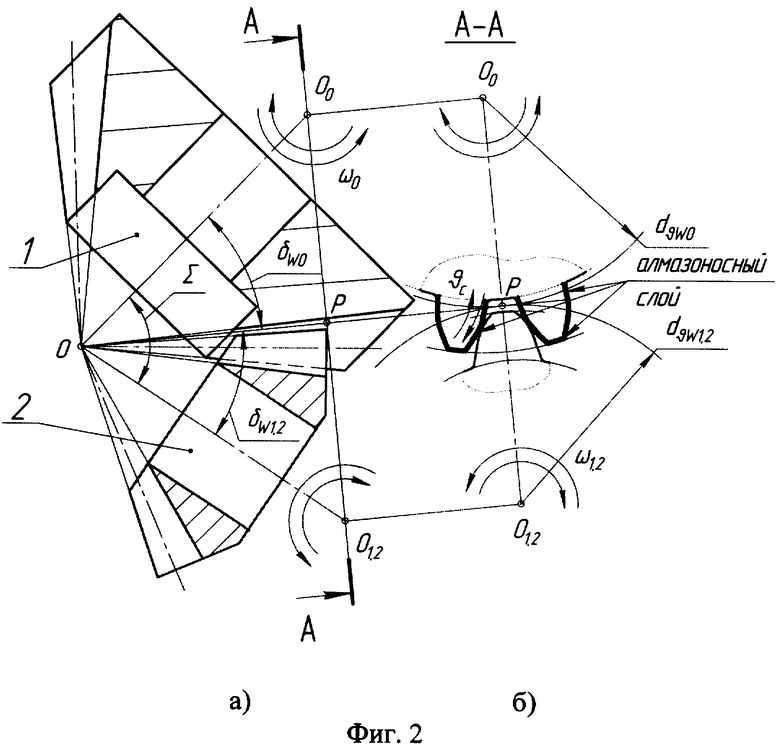
На Фиг.1 изображена структурная кинематическая схема притирки конических зубчатых колес.
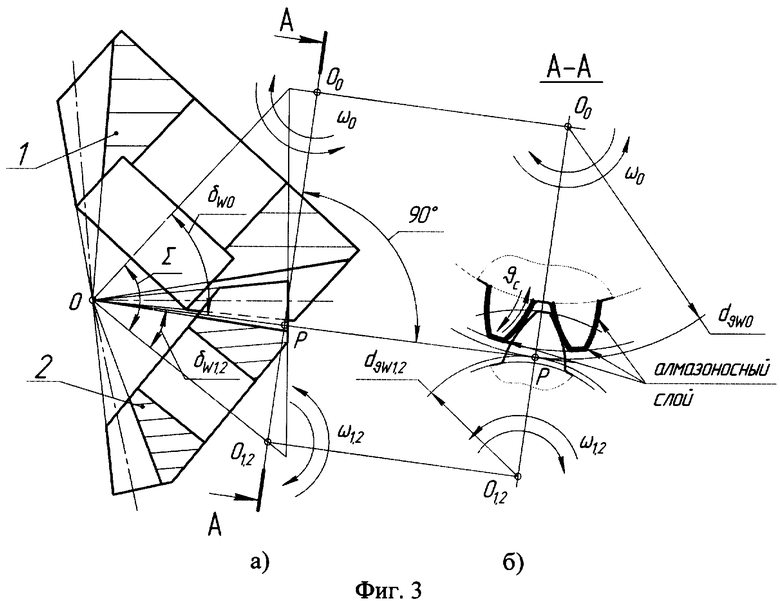
На Фиг.2 представлена схема предполюсного зацепления: а) коническая зубчатая передача, б) эквивалентная цилиндрическая зубчатая передача.
На Фиг.3 представлена схема заполюсного зацепления: а) коническая зубчатая передача, б) эквивалентная цилиндрическая зубчатая передача.
Инструмент 1, выполняемый в виде зубчатого колеса из инструментальной стали, имеющего на боковых поверхностях зубьев режущие кромки, из пластмассы, шаржированного абразивом, находится в плотном (беззазорном по боковым поверхностям) зацеплении с обрабатываемым коническим колесом 2 за счет воздействия упругого элемента 7 (например, пружины) с усилием Q. Обработка осуществляется по методу свободного обката. Инструмент 1 получает принудительное вращение от индивидуального привода, состоящего из электродвигателя 3, муфты 4, коробки скоростей 5, с угловой скоростью ω, и вокруг собственной оси и приводит во вращение заготовку, установленную на оправке с гарантированным зазором. После совершения инструментом количества оборотов, равных числу зубьев обрабатываемого колеса, производится реверс через механизм реверса 6. Полный цикл обработки содержит такое количество реверсов, которого достаточно для полного удаления припуска с боковых поверхностей зубьев заготовки.
Удаление с заготовки припуска осуществляется за счет использования внеполюсного зацепления инструмента с заготовкой.
Выбор вида внеполюсного зацепления определяется геометрическими параметрами обрабатываемой детали. Инструменты предполюсного зацепления имеют значительно большую высоту активного участка профиля зуба, но меньшую длину линии зацепления, большие значения положительного смещения исходного контура, зубья его заостряются. При использовании инструментов заполюсного зацепления коэффициент перекрытия и высота обрабатываемого участка профиля зуба заготовки увеличиваются, но высота рабочего участка профиля уменьшается.
При выборе вида внеполюсного зацепления необходимо учитывать положительные и отрицательные стороны заполюсного и предполюсного зацеплений.
Чтобы повысить точность обработки и стойкость инструмента, число его зубьев выбирают максимальным исходя из технологических возможностей изготовления, габаритных размеров оборудования и параметров обрабатываемой детали.
Число зубьев инструмента не должно быть кратным числу зубьев обрабатываемой заготовки.
Пример 1: Предлагаемый способ реализован при обработке прямозубых конических зубчатых колес с модулем mе=3 мм, числом зубьев z=13, коэффициентом смещения исходного контура χ=0. Параметры инструмента: внешний торцевой модуль mе=3 мм, зубья прямые, число зубьев z0=21, коэффициентом смещения исходного контура χ0=1,56, межосевой угол в зацеплении с обрабатываемой заготовкой Σ=103,6°. На боковых поверхностях зубьев инструмента гальванических способом нанесен алмазный слой. Характеристика алмазного слоя: АПН 40/32. Режимы обработки: частота вращения - 750 оборотов в минуту, радиальная нагрузка - 400 Н, время обработки - 3 мин. Обработка производилась на вертикально-фрезерном станке. Предварительная обработка зубчатого венца содержала операции зубострогания, цементации и закалки до твердости 59…61 HRC. Материал заготовки - сталь 12ХН3А.
Параметры точности зубчатых колес после предварительной обработки и зубопритирки представлены в таблице.


 - среднее значение параметра, S - дисперсия параметра
- среднее значение параметра, S - дисперсия параметра
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС ШЕВИНГОВАНИЕМ-ПРИКАТЫВАНИЕМ | 2008 |
|
RU2369469C1 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2006 |
|
RU2314183C1 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2446923C1 |
| СПОСОБ СНЯТИЯ ЗАУСЕНЦЕВ И ФАСОК НА ТОРЦАХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС БОЛЬШИХ ТИПОРАЗМЕРОВ НА УНИВЕРСАЛЬНЫХ ТОКАРНО-КАРУСЕЛЬНЫХ СТАНКАХ | 2009 |
|
RU2410209C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ЧИСТОВОЙ ОБРАБОТКИ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2014 |
|
RU2602576C2 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС ШЕВИНГОВАНИЕМ-ПРИКАТЫВАНИЕМ | 2011 |
|
RU2479389C1 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2013 |
|
RU2539281C1 |
| СПОСОБ ЭЛЕКТРОАЛМАЗНОЙ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 2002 |
|
RU2212318C1 |
| Способ электрохимикомеханической обработки арочных зубьев цилиндрических зубчатых колес | 2018 |
|
RU2701977C1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС ШЕВИНГОВАНИЕМ-ПРИКАТЫВАНИЕМ | 2011 |
|
RU2483845C1 |
Способ относится к обработке притиркой инструментом в виде зубчатого колеса, вращающимся вокруг своей оси. Для повышения точности и производительности обработки заготовку вводят в зацепление с инструментом при пересекающихся осях, линейном контакте боковых поверхностей зубьев и внеполюсном зацеплении, обеспечивающем проскальзывание боковых поверхностей зубьев инструмента относительно боковых поверхностей зубьев заготовки по всей рабочей поверхности, и теоретически точном зацеплении. 3 ил., 1 табл.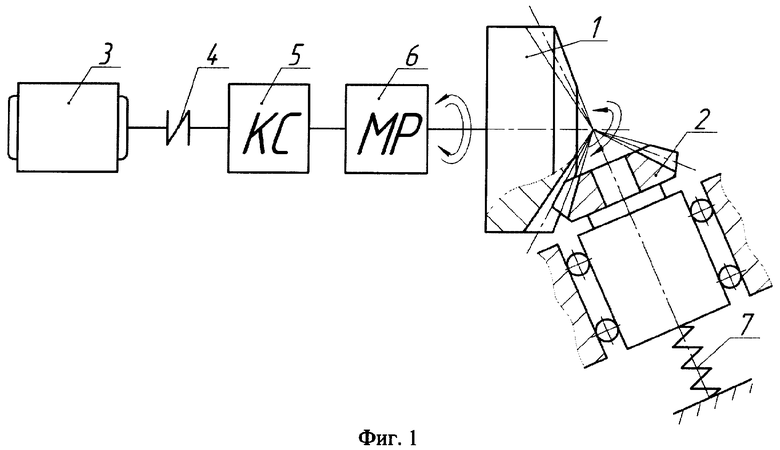
Способ окончательной обработки конических зубчатых колес притиркой инструментом в виде зубчатого колеса, вращающимся вокруг своей оси, отличающийся тем, что обрабатываемую заготовку вводят в зацепление с инструментом при пересекающихся осях, линейном контакте боковых поверхностей зубьев и внеполюсном зацеплении, обеспечивающем проскальзывание боковых поверхностей зубьев инструмента относительно боковых поверхностей зубьев заготовки по всей рабочей поверхности, и теоретически точном зацеплении.
| СТАНОК ДЛЯ ПРИТИРКИ РАБОЧИХ ПОВЕРХНОСТЕЙ ЗУБЬЕВ КОНИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 0 |
|
SU248461A1 |
| ЗУБОХОНИНГОВАЛЬНЫЙ СТАНОК | 0 |
|
SU212726A1 |
| Зубохонинговальный станок | 1978 |
|
SU774837A1 |
| SU 1180192 А, 23.09.1985 | |||
| СТАНОК ДЛЯ ШЕВИНГОВАНИЯ - ПРИКАТЫВАНИЯ ЗУБЧАТЫХ КОЛЕС | 1992 |
|
RU2068754C1 |
| Огнетушитель | 0 |
|
SU91A1 |
| КОКИЧЕВ В.Н | |||
| Зубоотделочные станки | |||
| - Л.: Судпромгиз, 1960, с.25, 26, рис.21. | |||

