Изобретение относится к металлообработке, в частности к конструкции расточных резцов.
Известна конструкция расточного резца, содержащая режущие элементы, установленные в державке с возможностью перемещения и скрепленные между собой спиральной пружиной. Резец устанавливается на размер при завертывании винта с коническим стержнем, что вызывает перемещение режущих элементов. После окончания установки режущие элементы фиксируются винтами [1].
Недостатками этой конструкции являются большая продолжительность установки на размер и невозможность управления настройкой резца по программе.
Наиболее близким по технической сущности и достигаемому результату (прототипом) является расточной резец, содержащий державку, режущие элементы, сопряженные с внешним и внутренним осевыми воздушными зазорами, установленные в державке, и устройство для перемещения режущих элементов, выполненное в виде нагревателя, тепловой трубы с теплоносителем, размещенной в полости с легкоплавким сплавом. Концы тепловой трубы связаны с режущими элементами, а ее средняя часть выполнена тонкостенной с гофрами и размещена в легкоплавком сплаве с температурой плавления выше температуры кипения теплоносителя тепловой трубы. Нагреватель размещен в зоне гофр тепловой трубы. Крышка предохраняет сплав от вытекания при его расплавлении под действием нагревателя, который включается для подналадки положения режущих элементов. Легкоплавкий сплав при этом расплавляется, и гофрированный участок тепловой трубы под действием избыточного давления паров теплоносителя расправляется, раздвигая режущие элементы. При достижении требуемого размера нагреватель выключается и сплав застывает, фиксируя положение режущих элементов [2].
Недостатками известной конструкции являются сложность точной установки на заданный размер, так как применение калибра-втулки или задание времени работы нагревателя не обеспечивают высокую точность позиционирования, а также низкие функциональные возможности резца, изменяющего свои размеры или только в сторону увеличения, или только в сторону уменьшения.
Сущность изобретения заключается в том, что расточной резец, содержащий державку, установленные в ней два режущих элемента, сопряженных между собой с внешним и внутренним осевыми воздушными зазорами, и устройство для перемещения режущих элементов, выполненное в виде нагревателя и тепловой трубы с теплоносителем, при этом концы тепловой трубы связаны с режущими элементами, а средняя часть имеет тонкостенные гофры и размещена в полости с легкоплавким сплавом, причем нагреватель размещен в зоне гофр тепловой трубы, снабжен катушкой индуктивности, охватывающей наружные поверхности режущих элементов на участке внешнего осевого воздушного зазора и в зоне размещения легкоплавкого сплава, при этом последний выбран c температурой плавления ниже температуры кипения теплоносителя тепловой трубы и содержит введенные в него мелкодисперсные ферромагнитные частицы.
Техническим результатом изобретения является расширение функциональных возможностей резца путем обеспечения регулирования исполнительного размера как в сторону увеличения, так и в сторону уменьшения, а также повышение точности установки размеров за счет нового свойства расплавленного сплава, насыщенного мелкодисперсными ферромагнитными частицами, мгновенно превращаться в твердое тело под воздействием магнитного поля, созданного введенной в устройство катушкой индуктивности.
Предлагаемое изобретение поясняется чертежом, на котором изображен разрез резца вдоль режущих элементов.
Резец содержит державку, в которой установлены режущие элементы 1 и 2, сопряженные между собой с внешним и внутренним осевыми воздушными зазорами а и в соответственно, имеющие режущие пластины 3 и 4, и устройство для перемещения режущих элементов в виде нагревателя 5 и тепловой трубы 6, концы которой связаны с режущими элементами 1 и 2, например, пайкой или с помощью резьбового соединения. Средняя часть тепловой трубы 6 имеет тонкостенные гофры 7 и размещена в полости с легкоплавким сплавом 8, температура плавления которого ниже температуры кипения теплоносителя тепловой трубы 6. В качестве теплоносителя может быть использован глицерин, в качестве легкоплавкого сплава 8 - сплав на основе олова. Крышка 9 предохраняет сплав от вытекания после его расплавления нагревателем 5, размещенным в зоне гофр тепловой трубы 6. В структуре легкоплавкого сплава 8 размещена взвесь мелкодисперсных ферромагнитных частиц. Вокруг полости с легкоплавким сплавом 8 размещена катушка индуктивности 10, охватывающая наружные поверхности режущих элементов 1 и 2 на участке внешнего осевого воздушного зазора а.
При включении нагревателя 5 и катушки индуктивности 10 в систему управления станком обеспечивается размерная подналадка резца по заданной программе.
Расточной резец работает следующим образом. Для компенсации износа режущих пластин 3 и 4 либо для установки резца на больший исполнительный размер после прекращения процесса резания легкоплавкий сплав 8 расплавляется нагревателем 5. Через некоторое время происходит повышение давления в тепловой трубе за счет закипания теплоносителя. Гофрированный участок тепловой трубы расправляется, увеличиваясь по длине и уменьшаясь в диаметре. Так как концы тепловой трубы 6 жестко соединены с режущими элементами 1 и 2, последние перемещаются вместе с ними, расходясь в стороны и тем самым увеличивая расстояние между вершинами режущих пластин 3 и 4, что приводит к увеличению внешнего осевого воздушного зaзopa между режущими элементами 1 и 2, вызывающее уменьшение индуктивности катушки индуктивности 10. По достижении нужного размера, определяемого с помощью измерения изменения индуктивности катушки индуктивности 10, на нее подается напряжение, вызывающее затвердевание расплавленного легкоплавкого сплава 8 за счет мгновенного превращения его в твердое тело из-за наличия мелкодисперсных ферромагнитных частиц, попадающих в магнитное поле, созданное катушкой индуктивности 10. Через некоторое время легкоплавкий сплав 8 застывает, фиксируя гофры 7 и режущие элементы 1 и 2 в новом положении. Напряжение, поданное на катушку индуктивности 10, отключается. Резец с новым исполнительным размером готов для дальнейшей обработки детали. Размерная настройка резца может быть осуществлена как в большую, так и в меньшую сторону от зафиксированного положения путем повторения вышеприведенного цикла. Предлагаемый резец позволяет регулировать вылет резца в сторону увеличения или уменьшения, а также повысить точность установки заданного размера.
| название | год | авторы | номер документа |
|---|---|---|---|
| Расточной резец | 1986 |
|
SU1318350A1 |
| УСТРОЙСТВО ДЛЯ ВИБРОГАШЕНИЯ ПРИ ТОКАРНОЙ ОБРАБОТКЕ | 1995 |
|
RU2074788C1 |
| РЕЗЕЦ | 1996 |
|
RU2131793C1 |
| ЗЕНКЕР | 1998 |
|
RU2131332C1 |
| ЗЕНКЕР | 1998 |
|
RU2130362C1 |
| СПОСОБ ОБРАБОТКИ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1994 |
|
RU2082556C1 |
| РЕЗЕЦ | 1996 |
|
RU2107588C1 |
| КАТАЛИТИЧЕСКИЙ НЕЙТРАЛИЗАТОР С УТИЛИЗАЦИЕЙ ТЕПЛОТЫ ОТРАБОТАВШИХ ГАЗОВ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1998 |
|
RU2134803C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РАЗЪЕМНЫХ МАГНИТНЫХ НЕГАТИВОВ | 1992 |
|
RU2056813C1 |
| ОСНАСТКА ДЛЯ НАМАГНИЧИВАНИЯ ЛИТЕЙНЫХ МАГНИТНЫХ ФОРМ | 1991 |
|
RU2016694C1 |
Использование: металлообработка. Расточной резец содержит державку, установленные в ней два режущих элемента, сопряженных между собой с внешним и внутренним осевыми воздушными зазорами, и устройство для перемещения режущих элементов, выполненное в виде нагревателя и тепловой трубы с теплоносителем. Концы тепловой трубы связаны с режущими элементами, а средняя часть имеет тонкостенные гофры и размещена в полости с легкоплавким сплавом. Нагреватель размещен в зоне гофр тепловой трубы. При этом расточной резец снабжен катушкой индуктивности, охватывающей наружные поверхности режущих элементов на участке внешнего осевого воздушного зазора и в зоне размещения легкоплавкого сплава. Причем последний выбран с температурой плавления ниже температуры кипения теплоносителя тепловой трубы, и содержит введенные в него мелкодисперсные ферромагнитные частицы. Технический результат: расширение функциональных возможностей резца и повышение точности установки заданного размера. 1 ил.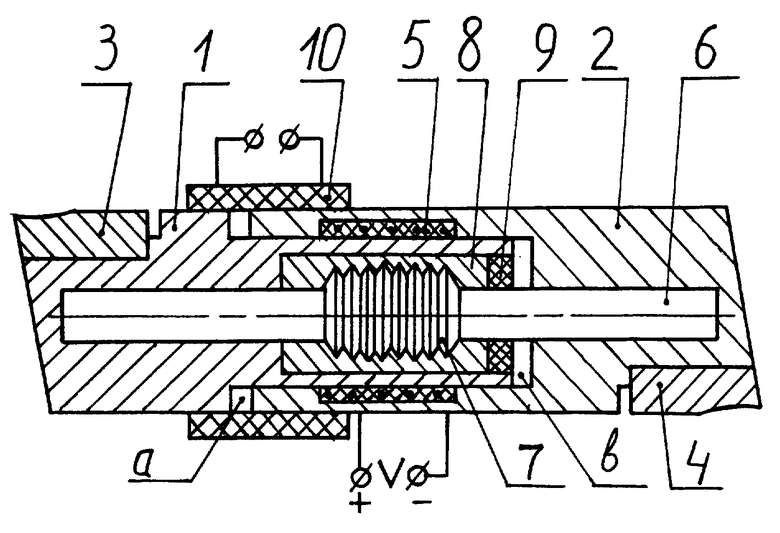
Расточный резец, содержащий державку, установленные в ней два режущих элемента, сопряженных между собой с внешним и внутренним осевыми воздушными зазорами, и устройство для перемещения режущих элементов, выполненное в виде нагревателя и тепловой трубы с теплоносителем, при этом концы тепловой трубы связаны с режущими элементами, а средняя часть имеет тонкостенные гофры и размещена в полости с легкоплавким сплавом, причем нагреватель размещен в зоне гофр тепловой трубы, отличающийся тем, что он снабжен катушкой индуктивности, охватывающей наружные поверхности режущих элементов на участке внешнего осевого воздушного зазора и в зоне размещения легкоплавкого сплава, при этом последний выбран с температурой плавления ниже температуры кипения теплоносителя тепловой трубы и содержит введенные в него мелкодисперсные ферромагнитные частицы.
| Расточной резец | 1986 |
|
SU1318350A1 |
| Режущий инструмент | 1980 |
|
SU900994A1 |
| Режущий инструмент | 1982 |
|
SU1057192A2 |
| Стекло | 1989 |
|
SU1659370A1 |
| СПОСОБ КОРРЕКЦИИ НЕДИФФЕРЕНЦИРОВАННОЙ ДИСПЛАЗИИ СОЕДИНИТЕЛЬНОЙ ТКАНИ У ПОДРОСТКОВ И ВЗРОСЛЫХ | 2018 |
|
RU2680390C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ АКТИВНОСТИ КОМПОНЕНТОВРАСПЛАВОВ | 0 |
|
SU210457A1 |
| Семенченко И.И | |||
| и др | |||
| "Проектирование металлорежущих инструментов", М.: Машгиз, 1962, С.427, фиг.220а. | |||
