Изобретение относится к металлооб- ,работке.
Цель изобретения - повышение производительности посредством автоматической подналадки резца на исполнительный размер.
На чертеже показан резец, разрез вдоль режущих элементов.
Резец содержит державку, в которой установлены режущие элементы 1 и 2 с режущими пластинами 3 и 4.Внутри державки размещена тепловая труба 5, концы которой скреплены с режущими элементами 1 и 2, например пайкой или с помощью резьбового соединения. Средняя часть тепловой трубы 5 выполнена тонкостенной с гофрами 6 и раз- мещна в легкоплавком сплаве 7, температура плавления которого превышает температуру кипения теплоносителя тепловой трубы 5. В качестве теплоносителя может быть использована дистиллированная вода, в качестве легкоплавкого сплава 7 - олово. Крышка 8 предохраняет сплав от вытекания после его расплавления электрическим нагревателем 9.
При включении нагревателя 9 в систему управления станком обеспечивается размерная подналадка резца по заданной программе.
Для компенсации износа режущих пластин 3 и 4 либо для установки резца на больший исполнительный размер после прекращения процесса резания на Холостом ходу станка на определен- ньй промежуток времени включается электрический нагреватель 9. Легкоплавкий сплав 7 расплавляется и за сче избыточного давления при этой температуре паров теплоносителя в тепловой трубе 5 ее гофрированный участок расправляется, увеличиваясь по длине и уменьшаясь в диаметре. Так как концы, тепловой трубы 5 жестко скреплены с режущими элементами 1 и 2, последние перемещаются вместе с ними, расходясь в стороны и тем самым увеличивая расстояние между вершинами режущих пластин 3 и 4.. По достижении нужного размера, определяемого с помощью калибра-втулки или задаваемоO
го временем работы нагревателя 9, нагреватель 9 обесточивается. Легкоплавкий сплав 7 застывает, фиксируя гофр 6 и режущие злементы 1 и 2 в новом положении. Резец с новым исполнительным размером готов для дальнейшей обработки детали. Далее процесс настройки повторяется по необходимости.
Размерная настройка резца может быть осуществлена и в процессе резания как в сторону уменьшения исполнительного размера, так и в сторону его увеличения при соответствующем подборе температур плавления сплава , 7 и температуры кипения теплоносителя тепловой трубы 5. В этом случае давление паров теплоносителя должно превышать силы резания.
Предлагаемый резец позволяет повысить производительность обработки за счет сокращения вспомогательного времени, снизить затраты на инстру0
мент ввиду его большей стойкости и упрощения конструкции, улучшить условия труда из-за автоматизации процесса настройки и обработки, расширить технологические возможности инструмента.
Формула изобретения
Расточной резец, содержащий дер- жавку, два режущих элемента, уста- 35 новленных в державке, и устройство для перемещения режущих элементов.
с целью повышения производительности путем автоматической подналадки резца на исполнительный размер, устройство для перемещения режущих элементов выполнено в виде нагревателя и тепловой трубы с теплоносителем и легкоплавким сплавом, причем концы указанной трубы связаны с режущими элементами, а средняя часть ее выполнена тонкостенной с гофрами и размещена в легкоплавком сплаве, температура плавления которого превышает температуру кипения теплоносителя тепловой трубы, а нагреватель размещен в зоне гофр тепловой трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАСТОЧНЫЙ РЕЗЕЦ | 1996 |
|
RU2131326C1 |
| Резец с внутренним охлаждением | 1986 |
|
SU1333471A1 |
| Токарный резец | 1987 |
|
SU1450918A1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛОРЕЖУЩЕГО ИНСТРУМЕНТА | 1991 |
|
RU2017585C1 |
| Способ тарирования естественной термопары резец-деталь | 2022 |
|
RU2792519C1 |
| РЕЗЕЦ ДЛЯ ГОРНЫХ МАШИН | 1994 |
|
RU2071562C1 |
| РЕЗЕЦ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ РЕЖУЩЕЙ ПЛАСТИНЫ | 2016 |
|
RU2656905C1 |
| ЭНЕРГОСБЕРЕГАЮЩЕЕ УСТРОЙСТВО ОХЛАЖДЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2013 |
|
RU2591931C2 |
| Резец | 1988 |
|
SU1555064A1 |
| ОХЛАЖДАЕМЫЙ РЕЗЕЦ | 1992 |
|
RU2024361C1 |
Изобретение относится к метал- члообработке. Целью изобретения является повышение производительности посредством автоматической подналад- ки резца на исполнительный размер. Режущие элементы 1 и 2 с режущими пластинами 3 и 4 установлены в державке с возможностью перемещения и скреплены с концами тепловой трубы 5, средняя часть которой выполнена тон костенной с гофрами 6 и размещена в легкоплавком сплаве 7 с температурой плавления выше температуры кипения теплоносителя тепловой трубы. Крышка 8 предохраняет сплав 7 от вытекания при его расплавлении под действием нагревателя 9, Для подналадки положения режущих элементов 1 и 2 включается нагреватель 9. Легкоплавкий сплав 7 при этом расплавляется, и гофрированный участок 6 тепловой трубы расплавляется, раздвигая режущие элементы 1 и 2. При дост1теении требуемого размера нагреватель выключается, и сплав 7 застывает, фиксируя положение режущих-элементов 1 и 2. 1 ил. сл со 00 оо сл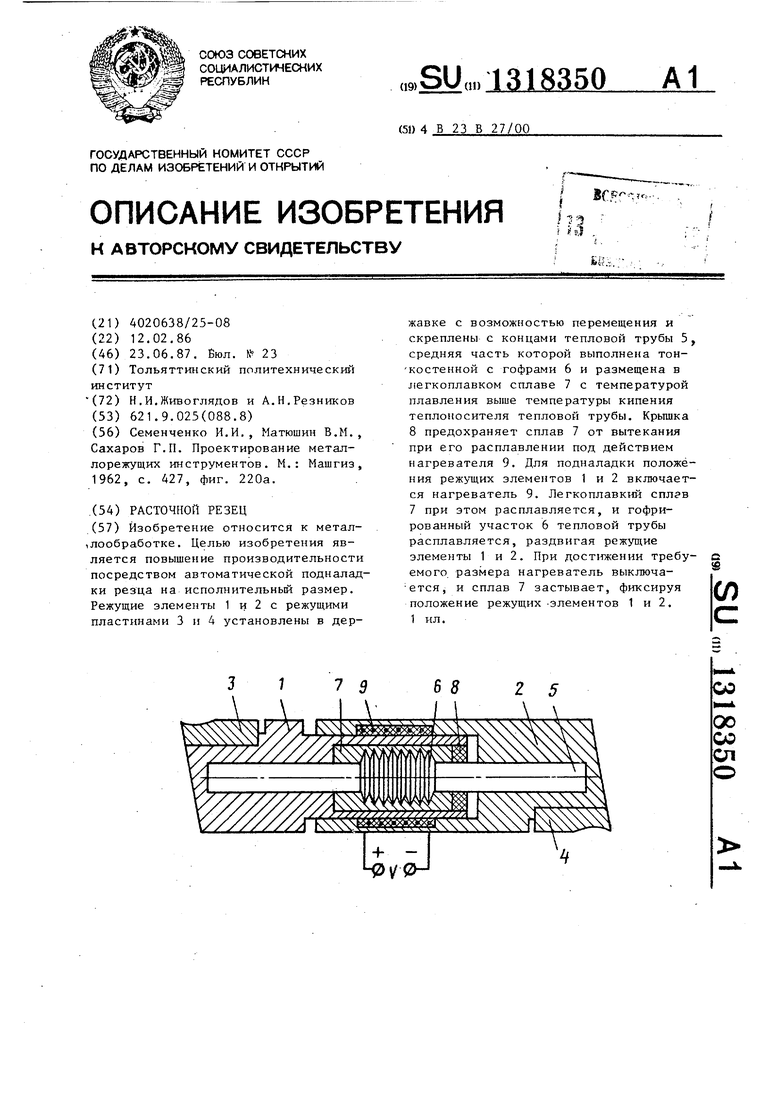
| Семенченко И.И., Матюшин В.М., Сахаров Г.П | |||
| Проектирование металлорежущих инструментов | |||
| М.: Машгиз, 1962, с | |||
| Способ уравновешивания движущихся масс поршневых машин | 1925 |
|
SU427A1 |
| Ветряный много клапанный двигатель | 1921 |
|
SU220A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
