Изобретение относится к порошковой металлургии, в частности к конструкциям пресс-форм для прессования полусферических изделий "холодным" методом в размер.
Известно устройство для прессования заготовок сложной формы, содержащее матрицу, сплошной пуансон, установленный внутри матрицы, полый пуансон с конической наружной поверхностью, которую охватывает кольцевой элемент, причем полый пуансон установлен с возможностью осевого перемещения внутри элемента (см. а.с. СССР 582907, кл. B 22 F 3/02, 1977, БИ N 45).
К недостаткам конструкции устройства относится возможное поперечное смещение полого пуансона относительно матрицы.
Известно устройство для прессования полусферических изделий по заявке 5027540/02(00 22 89) от 16.01.92, у которого на нижнем торце направляющего элемента выполнен кольцевой выступ, а на верхнем торце вкладыша выполнена кольцевая расточка, причем направляющий элемент и вкладыш установлены с возможностью совмещения выступа с расточкой.
Недостатками известного устройства являются:
- не обеспечивается беззазорное соединение кольцевого выступа направляющего элемента и расточки вкладыша на всей стадии прессования изделия;
- при прессовании изделий из фракций порошка 1...6 мм происходит поперечное смещение направляющего элемента относительно вкладыша из-за невозможности равномерного распределения прессуемого порошка по фракциям при засыпке его в пресс-форму.
Наиболее близким по технической сложности к заявляемому является устройство для прессования полусферических изделий (SU 1812722, B 22 F 3/02, 30.05.94).
Недостатком известного устройства является:
- возможность поперечного смещения направления относительно вкладыша из-за зазора между переходником, направлением и обоймой, обусловленных непараллельностью верхней и нижней плит, пресса, что не исключает увеличение разнотолщинности изделий, выходящие иногда за требования конструкторской документации.
Общим недостатком всех известных конструкций пресс-форм являются трудности при прессовании равнотолщинных полусферических изделий из порошков фракционного состава 1...6 мм, например из гидрида лития и его изотопных аналогов.
Цель изобретения: повышение выхода годных и качества прессуемых изделий по разнотолщинности, например из гидрида лития и его изотопных аналогов фракционного состава 1...6 мм "холодным" методом в размер.
Указанная цель достигается тем, что в известном устройстве на нижнем торце направляющего элемента выполнен кольцевой выступ конусообразной формы, а на упругом вкладыше выполнена кольцевая расточка с наклонной боковой поверхностью, причем направляющий элемент и вкладыш установлены с возможностью совмещения выступа с расточкой, создавая беззазорное соединение на всей стадии процесса прессования изделия.
Угол наклона образующей контактирующих поверхностей к вертикали выполнен больше угла трения сталь по стали.
Анализ существенных признаков заявляемого технического решения указывает на то, что они влияют на достигнутый технический результат и находятся в причинно-следственной связи с указанным результатом.
На чертеже показано устройство (слева - до начала прессования, справа - после завершения прессования), продольное сечение.
Устройство содержит обойму 1, охватываемый обоймой переходник 2, установленный по посадке с гарантированным зазором, причем в переходнике 2 размещен упругий вкладыш 3 с возможностью осевого перемещения относительно переходника. Вкладыш 3 нижней плоской поверхностью контактирует с амортизатором, выполненным в виде стержня 8 и втулки 9, который установлен в переходнике 2 с возможностью осевого перемещения втулки 9 относительно переходника 2 и стержня 8 относительно втулки 9, перекрываемые сверху направляющим элементом 4, при этом кольцевой выступ направляющего элемента 4 входит в кольцевую расточку упругого вкладыша 3, создавая беззазорное соединение. Штанга 7 предусматривает возможность закрепления пуансона 6 относительно обоймы 1 в таком положении, которое обеспечивает соблюдение равенства коэффициента обжатия в направлении прессования изделия.
Для обеспечения равенства коэффициента обжатия прессуемого порошка верхний пуансон выполнен составным, состоящим из кольцевого пуансона 5 и цельного пуансона 6, который имеет возможность осевого перемещения относительно пуансона 5 в процессе прессования.
Устройства работает следующим образом.
Формование изделия производится в полости, образуемой внутренней поверхностью вкладыша 3, пуансонами 5 и 6.
При приложении давления прессования возникающее осевое усилие превышает силы трения между коническими поверхностями переходника 2, вкладыша 3 и втулки 9, а также между стержнем 8 и втулкой 9, при этом, несмотря на значительные силы трения, вкладыш 3 вдвигается в коническое отверстие переходника, деформируясь (изгибаясь) относительно линии сопряжения конусов, вызывая появление бокового усилия прессования в торцевой части прессуемого изделия за счет радиального перемещения деформируемой (изгибаемой) части вкладыша, при этом коническая поверхность кольцевой расточки вкладыша 3 скользит по конической поверхности кольцевого выступа направления 4, в результате чего обеспечивается беззазорное соединение на всей стадии процесса прессования.
При снятии давления прессования вкладыш 3 под действием сил упругих деформаций выходит из переходника, увеличивая при этом свои размеры, что приводит к автоматическому освобождению кольцевого выступа направления и освобождению изделия от сжимающих напряжений.
Внедрение предложенной конструкции пресс-формы позволяет повысить качество отпрессованных изделий из порошков фракционного состава 1...6 мм, например из гидрида лития и его изотопных аналогов за счет уменьшения разнотолщинности.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ПОЛУСФЕРИЧЕСКИХ ИЗДЕЛИЙ ИЗ ПОРОШКОВ | 1992 |
|
RU2012435C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКА | 1990 |
|
SU1812722A1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ ПОРОШКА | 1990 |
|
SU1804022A1 |
| ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ ПОРОШКА | 1992 |
|
RU2043863C1 |
| ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ ПОРОШКОВ | 1995 |
|
RU2085337C1 |
| ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКА | 1988 |
|
RU2038920C1 |
| ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВ | 1996 |
|
RU2098230C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ СЛОЖНОЙ ФОРМЫ ИЗ ПОРОШКА | 1991 |
|
SU1823283A1 |
| ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ ПОРОШКОВ | 1994 |
|
RU2079393C1 |
| ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКА | 1988 |
|
SU1533118A1 |
Изобретение относится к порошковой металлургии, а частности к конструкциям пресс-форм для прессования полусферических изделий "холодным" методом. Устройство для прессования полусферических изделий из порошков содержит обойму. Переходник с конической полостью и направляющий элемент охватываются обоймой. Устройство содержит нижний пуансон в виде упругого вкладыша с формующей полостью, верхний прессующий инструмент и элементы фиксирования верхнего пуансона. На нижнем торце направляющего элемента выполнен кольцевой выступ конусообразной формы. На верхнем торце выполнена концевая расточка. Направляющий элемент вкладыша установлен с возможностью беззазорного скольжения его кольцевого выступа по конической поверхности расточки вкладыша в процессе прессования. Технической задачей изобретения является повышение выхода годных прессуемых изделий. 1 з.п.ф-лы, 1 ил.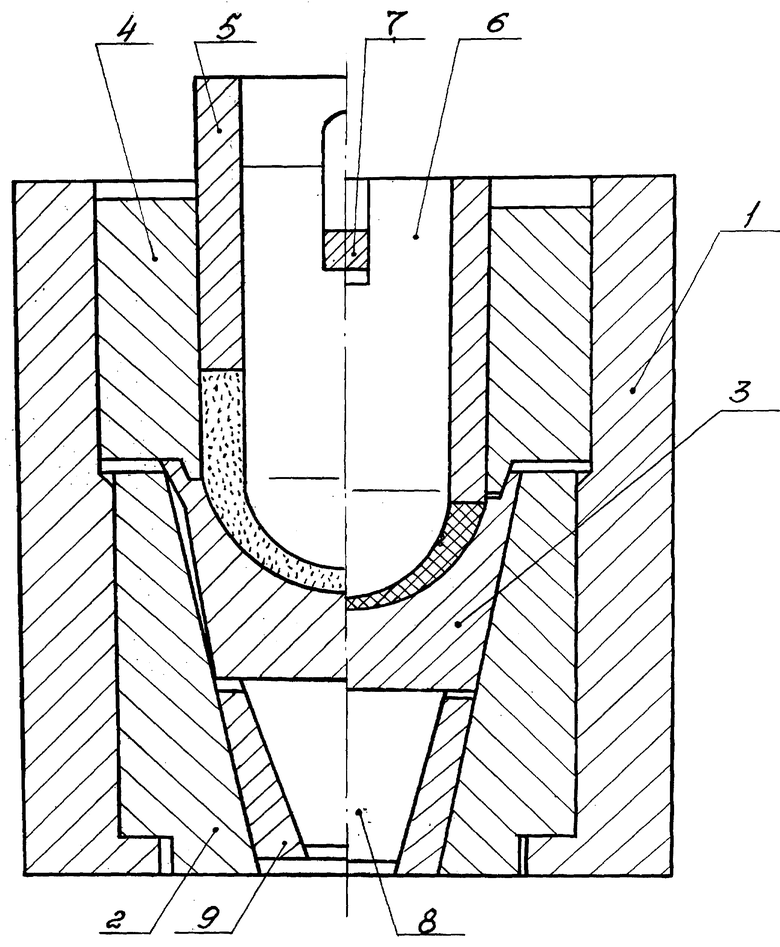
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКА | 1990 |
|
SU1812722A1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ СЛОЖНОЙ ФОРМЫ ИЗ ПОРОШКА | 1991 |
|
SU1823283A1 |
| Способ прессования изделий | 1990 |
|
SU1726126A1 |
| ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКА | 1988 |
|
RU2038920C1 |
