Изобретение относится к прессованию изделий из порошка, в частности к пресс-формам, предназначенным для прессования изделий из порошков, имеющих упругое последействие "холодным" методом в размер.
Известно устройство для изделий со ступенчатой цилиндрической наружной боковой поверхностью, состоящей из жесткой неразъемной матрицы и двух пуансонов для двухстороннего прессования. Извлечение изделий из такой пресс-формы производится выталкиванием нижним пуансоном [1]
Недостатком известного устройства является невозможность отпрессовывать изделия "холодным" методом в размер без расслойных трещин, которые появляются при выталкивании отпрессованного изделия из матрицы нижним пуансоном.
Наиболее близкой к предлагаемому техническому решению является конструкция пресс-формы, содержащая матрицу, обойму, пуансоны, стакан, промежуточную гильзу, штанги для удержания матрицы в заневоленном состоянии и кольца, установленные соосно под обоймой, выбранная в качестве прототипа, которая обеспечивает прессование изделий "холодным" методом в размер, имеющих наружную цилиндрическую поверхность.
Недостатком известной конструкции является:
невозможность отпрессовать изделия "холодным" методом в размер, имеющие ступенчатую цилиндрическую наружную боковую поверхность, так как при снятии давления прессования цилиндрическая поверхность меньшего диаметра остается в напряженном состоянии (зажатой внутренней поверхностью пуансона).
При выталкивании спрессованного изделия из пуансона происходит появление кольцевых трещин, что является причиной брака изделия;
при выполнении матрицы, оформляющей наружную поверхность изделия ступенчатой (копирующей наружный боковой профиль изделия), происходит непропрессовка в местах перехода с большего диаметра на меньший, которая приводит к браку по причине расслойных трещин, а также по разноплотности.
В настоящее время в известной пресс-форме прессуется лишь заготовка в три стадии, которая затем обрабатывается на токарном станке, при этом образуются некондиционные отходы, что ведет к увеличению себестоимости изделия.
Цель изобретения повышение выхода годных и качества за счет исключения расслойных трещин и равномерного распределения материала.
Указанная цель достигается тем, что пуансон выполнен составным, каждая его часть взаимодействует с установленными внутри пресс-формы разрезными кольцами, при этом кольца размещены соосно с возможностью перемещения в осевом направлении в процессе работы пресс-формы, кольца оформляют цилиндрическую наружную поверхность "меньших" диаметров изделия и при снятии давления прессования освобождают его.
Предложенная конструкция пресс-формы позволяет прессовать изделия, имеющие наружную ступенчатую цилиндрическую поверхность "холодным" методом в размер, исключив при этом расслойные трещины и снизить непроизводительные расходы порошка.
В области прессования изделий из порошков, имеющих упругое последействие, "холодным" методом в размер аналогом со сходными признаками не обнаружено, на основании чего можно сделать вывод о соответствии предлагаемого технического решения критерию "существенные отличия".
На чертеже показана пресс-форма после засыпки и в запрессованном положениях.
Пресс-форма содержит стакан 1, охватывающий обойму 3 и промежуточную гильзу 5, которые установлены по посадке с гарантированным зазором, причем в обойме 3 размещена матрица 4, сопряженная с обоймой 3 по конической поверхности с равными углами сопряжения.
Штанги 6 установлены в сквозных пазах, выполненных в стакане 1 и промежуточной гильзе 5 так, что промежуточная гильза 5 с обоймой 3 и матрицей 4 имеют возможность перемещаться под действием усилия прессования за счет упругой деформации колец 2, установленных под обоймой 3 и выполненных с равными углами сопрягаемых конусов.
В пуансон 7 устанавливают пуансон 10 по посадке с гарантированным зазором. Промежуточная гильза 5 имеет заходной конус для установки разрезных колец 11 и 12 на прессуемый порошок, сверху которых устанавливают пуансоны 8 и 9 по посадке с гарантированным зазором.
Подготовка пресс-формы к работе производится в следующей последовательности. В стакан 1 устанавливают кольца 2 и пуансон 7. Затем устанавливают обойму 3 с матрицей 4, на которую устанавливается промежуточная гильза 5.
Пресс-форма на тележке пресса подается в рабочую зону пресса. На промежуточную гильзу 5 прикладывается давление, гильза, перемещаясь, заневоливает матрицу 4, при этом промежуточная гильза 5 закрепляется двумя штангами 6. Затем давление снимается.
Пресс-форма на тележке пресса выкатывается из рабочей зоны пресса. Устанавливают пуансон 10 и засыпают прессуемый порошок, на который устанавливают разрезные кольца 11, 12. На кольца 11 и12 устанавливают пуансоны 8 и 9, выдерживая при этом необходимые технологические параметры засыпки.
Пресс-форма работает следующим образом:
формование изделия производится в полости, образуемой внутренней поверхностью матрицы 4, пуансонами 7, 10 и пуансонами 8, 9 через разрезные кольца 11 и 12.
Прессование изделия производится в одну стадию в следующей последовательности:
первоначально кольцом 12, затем кольцом 11 давление, на которое передается через пуансоны 9 и 8 соответственно, далее пуансоном 10, при этом, преодолевая упругое сопротивление колец 2 (внутреннее кольцо вдвигается в наружное), перемещаются промежуточная гильза 5 и обойма 3 с матрицей 4 до получения изделия заданных размеров.
При окончательном прессовании разрезные кольца 11 и 12 входят в матрицу 4 полностью.
Освобожденные от нагрузки штанги 6 извлекаются из стакана.
После проведения технологической выдержки давление снимают, при этом внутренние силы упругости, все еще сохранившие свое наибольшее значение, возвращают матрицу 4 и разрезные кольца 11 и 12 в исходное положение, что приводит к освобождению изделия для свободного извлечения его из матрицы.
Внедрение предложенной конструкции пресс-формы для серийного изготовления изделий в размер позволяет создать безотходную технологию, повысить производительность процесса за счет ликвидации механической обработки и прессования изделия в одну стадию.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ ПОРОШКА | 1990 |
|
SU1804022A1 |
| ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ ПОРОШКА | 1992 |
|
RU2043863C1 |
| ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ ПОРОШКОВ | 1995 |
|
RU2085337C1 |
| ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ ПОРОШКОВ | 1994 |
|
RU2079393C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКА | 1990 |
|
SU1812722A1 |
| ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВ | 1996 |
|
RU2098230C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ СЛОЖНОЙ ФОРМЫ ИЗ ПОРОШКА | 1991 |
|
SU1823283A1 |
| Разборная пресс-форма для прессования порошков | 2024 |
|
RU2838040C1 |
| Пресс-форма для прессования длинномерных изделий | 1986 |
|
SU1366290A2 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКА | 1997 |
|
RU2131790C1 |
Использование: для прессования изделий из порошков, имеющих упругое последействие. В стакане 1 установлены по посадке с гарантированным зазором обойма 3 и промежуточная гильза 5. Причем в обойме размещена матрица 4, сопряженная с обоймой по конической поверхности с равными углами наклона. Штанги 6 установлены в сквозных пазах, выполненных в стакане и промежуточной гильзе так, что промежуточная гильза с обоймой и матрицей имеют возможность перемещаться под действием усилия прессования за счет упругой деформации колец 2, установленных под обоймой и выполненных с равными углами сопрягаемых конусов. В пуансон 7 установлен пуансон 10. Разрезные кольца 11 и 12 устанавливают на прессуемый порошок, сверху устанавливают пуансоны 8 и 9. 1 з.п. ф-лы, 1 ил.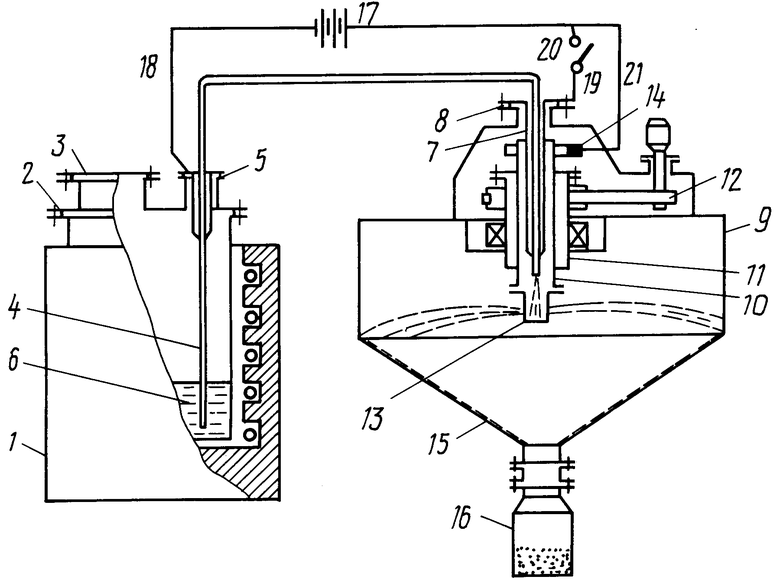
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Пресс-форма для прессования изделий из порошков | 1987 |
|
SU1472175A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
