Изобретение относится к порошковой металлургии, в частности к конструкциям пресс-форм для прессования изделий из порошка в виде пересеченных тел вращения, имеющих упругое последействие холодным методом в размер.
Целью изобретения является расширение технологических возможностей за счет обеспечения прессования изделий в виде пересеченных тел вращения.
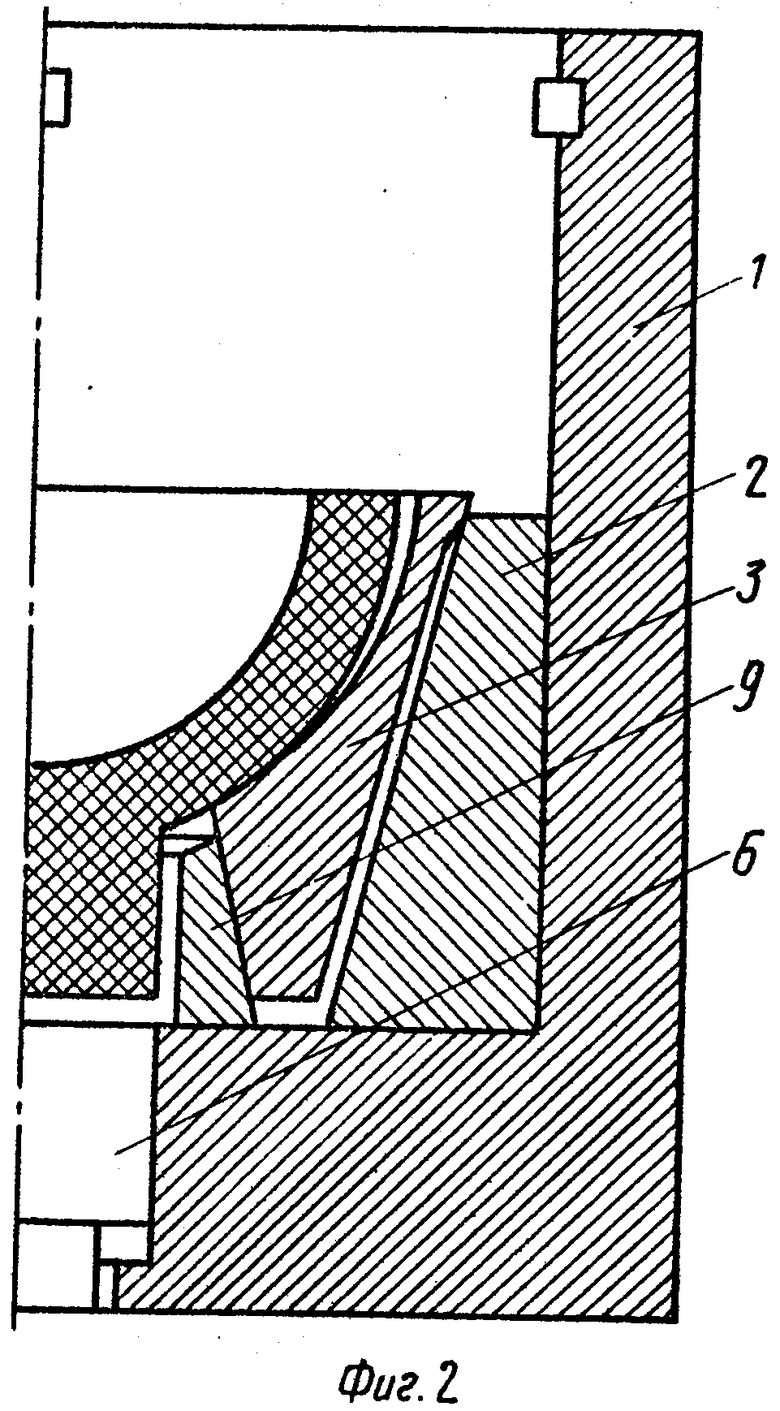
На фиг.1 показано устройство (слева до начала прессования, справа после завершения прессования), продольное сечение; на фиг.2 устройство (справа после извлечения деталей 4, 5, 7, 8, 10), продольное сечение.
Пресс-форма содержит обойму 1, в которую установлены разрезное упругое кольцо 9, переходник 2 с полым пуансоном 3, перекрываемые сверху матрицей 4, при этом для удержания разрезного упругого кольца и полого пуансона в заневоленном состоянии в сквозных пазах обоймы 1 и матрицы 4 установлены штанги 5.
Пуансоны 6, 7, 8 установлены по посадке с гарантированным зазором. Сборку пресс-формы производят следующим образом. В обойму 1 устанавливают разрезное упругое кольцо 9, переходник 2 с полым пуансоном 3, дополнительный пуансон 6 (обойма 1 предварительно установлена на сектора 11), далее матрица 4к которой прикладывают давление. Матрица 4, перемещаясь, заневоливает полый пуансон 3 и разрезное упругое кольцо 9. Матрица 4 закрепляется штангами 5. Для обеспечения свободного извлечения штанг 5 из пазов обоймы 1 и матрицы 4 ширина паза в матрице 4 больше ширины паза обоймы 1 на величину перемещения обоймы 1 совместно с переходником 2, разрезным упругим кольцом 9 и дополнительным пуансоном 6 относительно полого пуансона 3 при окончательном прессовании.
При приложении давления прессования, например, снизу к устройству пуансон 7 упирается верхним торцом в верхнюю неподвижную плиту пресса (условно не показанной), после чего устройство (пуансон 8 и матрица 4) начинает перемещаться относительно пуансона 7, так как его торцовая площадь меньше площади проекции полого пуансона 3.
Перемещение происходит до упора торцовой плоскости пуансона 8 в верхнюю неподвижную плиту пресса, затем давление снимается и убираются секторы 11.
При повторном приложении давления прессования торцы пуансонов 7 и 8 упираются в верхнюю неподвижную плиту пресса, после чего происходит перемещение дополнительного пуансона 6, т.к. его торцовая площадь меньше площади проекции пуансонов 7 и 8, до упора нижней торцовой плоскости обоймы 1 в нижнюю плиту пресса.
В дальнейшем по мере возрастания давления возникающее осевое усилие превышает силы трения между переходником 2 и полым пуансоном 3, вследствие этого происходит перемещение обоймы 1 с переходником 2 и разрезным упругим кольцом 9 относительного полого пуансона 3, при этом выбирается зазор между нижним торцом полого пуансона 3 и внутренним торцом обоймы 1, что приводит к освобождению от нагрузки штанг 5 (см. фиг.1 справа). Затем извлекают из обоймы 1 и матрицы 4 штанги 5.
При снятии давления прессования полый пуансон 3 под действием сил упругих деформаций выходит из переходника, увеличивая при этом свои размеры одновременно происходит освобождение разрезного упругого кольца 9, которое за счет своей упругости также увеличивает свои размеры, что приводит к автоматическому освобождению отпрессованного изделия от сжимающих напряжений по всей поверхности изделия (см.фиг.2). Извлекают фиксатор 10, пуансоны 8 и 7, матрицу 4, а затем отпрессованное изделие.
Внедрение предлагаемой конструкции устройства для серийного изготовления сложных изделий холодным методом позволило обеспечить прессование изделий в виде пересеченных тел вращения, выход годных составил до 100%
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ПОЛУСФЕРИЧЕСКИХ ИЗДЕЛИЙ ИЗ ПОРОШКОВ | 1992 |
|
RU2012435C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКА | 1990 |
|
SU1812722A1 |
| ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ ПОРОШКА | 1992 |
|
RU2043863C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКА | 1997 |
|
RU2131790C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ ПОРОШКА | 1990 |
|
SU1804022A1 |
| ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКА | 1988 |
|
RU2038920C1 |
| ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ ПОРОШКОВ | 1994 |
|
RU2079393C1 |
| ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ ПОРОШКОВ | 1995 |
|
RU2085337C1 |
| ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВ | 1996 |
|
RU2098230C1 |
| Устройство для прессования изделий из порошка | 1981 |
|
SU946801A1 |
Сущность: при приложении давления прессования, например, снизу к устройству пуансон 7 упирается верхним торцом в верхнюю неподвижную плиту пресса, после чего пуансон 8 и матрица 4 начинают перемещаться относительно пуансона 7 до упора торцовой плоскости пуансона 8 в верхнюю плиту пресса, затем давление снимается и убираются секторы 11. При повторном приложении давления прессования торцы пуансонов 7 и 8 упираются в верхнюю плиту пресса, после чего происходит перемещение дополнительного пуансона 6 до упора нижней торцовой плоскости обоймы 1 в нижнюю плиту пресса. По мере возврастания давления возникающее осевое усилие превышает силы трения между переходником 2 и полым пуансоном 3, вследствие этого происходит перемещение обоймы 1 с переходником 2 и разрезанным упругим кольцом 9 относительно полого пуансона 3, при этом выбирается зазор между нижним торцом полого пуансона 3 и внутренним торцом обоймы 1, что приводит к освобождению от нагрузки штанг. Затем извлекают из обоймы 1 и матрицы 4 штанги 5 1 з.п. ф-лы, 2 ил.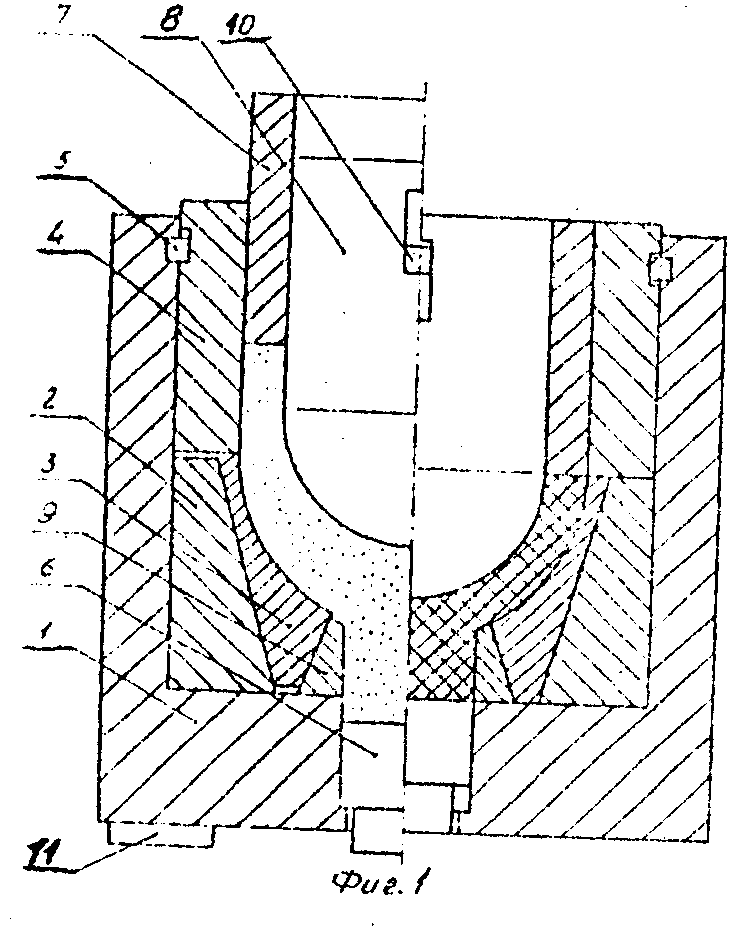
| Авторское свидетельство СССР N 1621282, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
