Изобретение относится к формованию изделий, в частности к способам прессования керамических изделий и изделий из металлического порошка.
Цель изобретения - повышение равноплотности изделия.
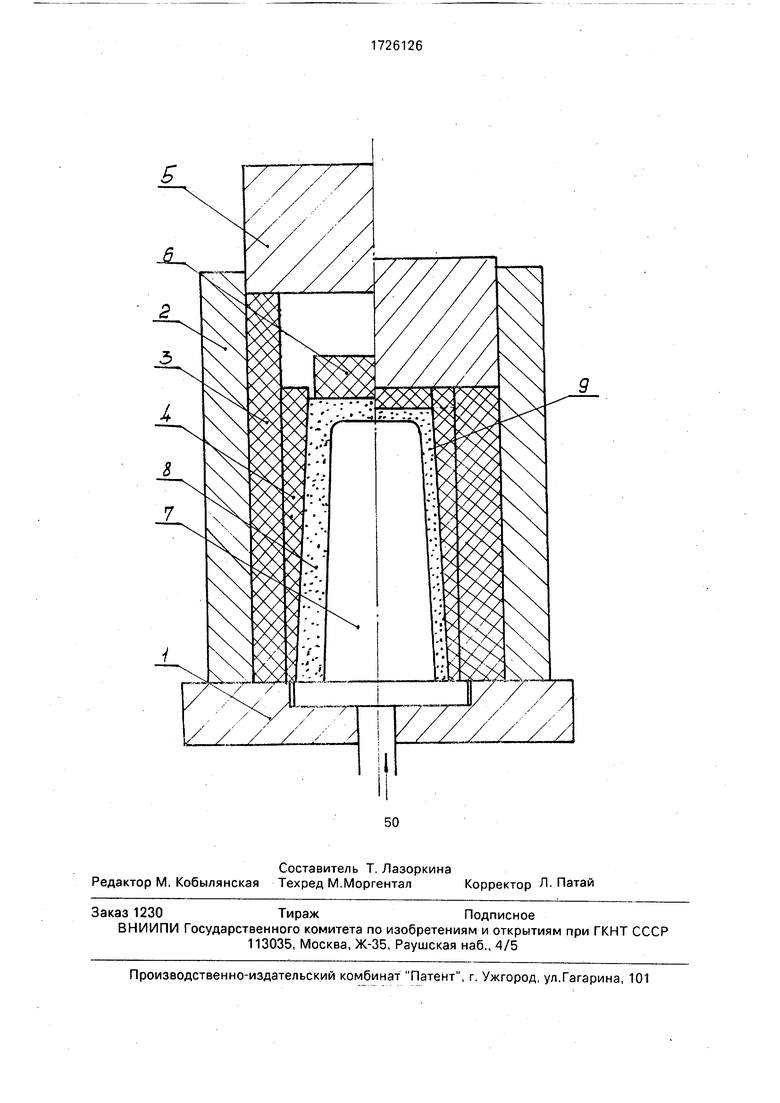
На чертеже изображена пресс-форма, с помощью которой осуществляют прессование изделий по изобретению.
Пресс-форма содержит неподвижную плиту 1 с жестко закрепленной на ней металлической обоймой 2, внутри которой находится матрица, состоящая из двух частей: установленной в металлической обойме 2, неподвижно эластичной втулки 3 и имеющей возможность свободного перемещения эластичной оболочки 4 высотой, равной высоте засыпки, и пресс-штемпель 5. Эластичный вкладыш 6 укладывают на засыпанный
между формообразующим пуансоном 7 и оболочкой 4 порошок 8. Готовое изделие обозначено позицией 9.
Пример реализации способа (цилиндрический стакан).
Исходные данные:
DH - наружный диаметр изделия;
DB - внутренний диаметр изделия;
Ьи - толщина дна;
Ни - высота изделия;
РЗ - плотность засыпки;
/Ои - требуемая плотность изделия.
Расчетные параметры.
Диаметр порошковой заготовки D3 или внутренний диаметр эластичной втулки
г НИ
DBT определяют из закона сохранения массы порошка до и после прессования
ГПо ГП1
или
V0- V3 Vipn,
или
yt.
Л
j(D3 -DB )
х (DH2 - DB2) уОи, откуда
.(DH2-DB2) + DB 0втвн (1)
Толщину дна порошковой заготовки ha определяют исходя из толщины Ии и условия, что диаметр порошковой заготовки D3 постоянен по всей ее высоте
u f&n 2 . и .0 ha - (р ) Ьи jg .
Высоту порошковой заготовки Н3 определяют по формуле
Н3 Ни + (ha - М.(3)
Нет - высота втулки в деформированном состоянии
Нет (1,1 -1,15) Н3 .(4)
Разница между высотой втулки в деформированном состоянии и высотой изделия - высота полиуретанового вкладыша в конце деформации
пТ Нвт -Ни,(5)
а высота вкладыша
h--y-..(6)
где коэффициент объемной усадки полиуретана при выбранном давлении (при Р 100МПа jpO,95).
Диаметр вкладыша определяют по формуле
(7)
d V . РЗ ,
ЬиРИ
Высота вкладыша составляет 0,3-0,5 высоты части втулки над порошковой заготовкой. Следовательно, полная высота втулки в свободном состоянии равна.
+ (2-3)п.(8)
Отсюда
DH2 hng РЗ
Наружный диаметр полиуретановой втулки или внутренний диаметр стальной матрицы DM (обечайки) определяют из закона сохранения объема
Ом - V Нет Рз - Нвт | Он - т . (11)
Нвт Нвт 1J
Пример. Цилиндрический тигель: DH 60 мм, DB 50 мм, Ни 5 мм. Ни 120 мм, рй 3 г/см3, РЗ 1,7 г/см3.
Диаметр порошковой заготовки или внутренний диаметр втулки определяют по формуле (1)
15
(60 -50)+50
2
D3 DBTBH
66 мм. 17
Толщину дна заготовки определяют по формуле (2)
20
25
30
35
40
45
Пз
(60) 7,2 мм.
66 1,7
Высоту порошковой заготовки определяют по формуле (3)
Н3 120+ (7,2-5) 122,2 мм
Высоту втулки в деформированном состоянии определяют по формуле (4)
Нвт1 140мм.
Высоту и диаметр вкладыша определяют по формулам (5) - (7)
..,
7.2 . 1,7
59,6мм.
53
Высоту втулки в свободном состоянии определяют по формуле (9)
Нвт 122,2 + (2-3) 21 «185мм.
Наружный диаметр втулки определяют по формуле (11)
Рм - УП85 66 г - 140 60 2 0.95 185-140-0,95
80 мм.
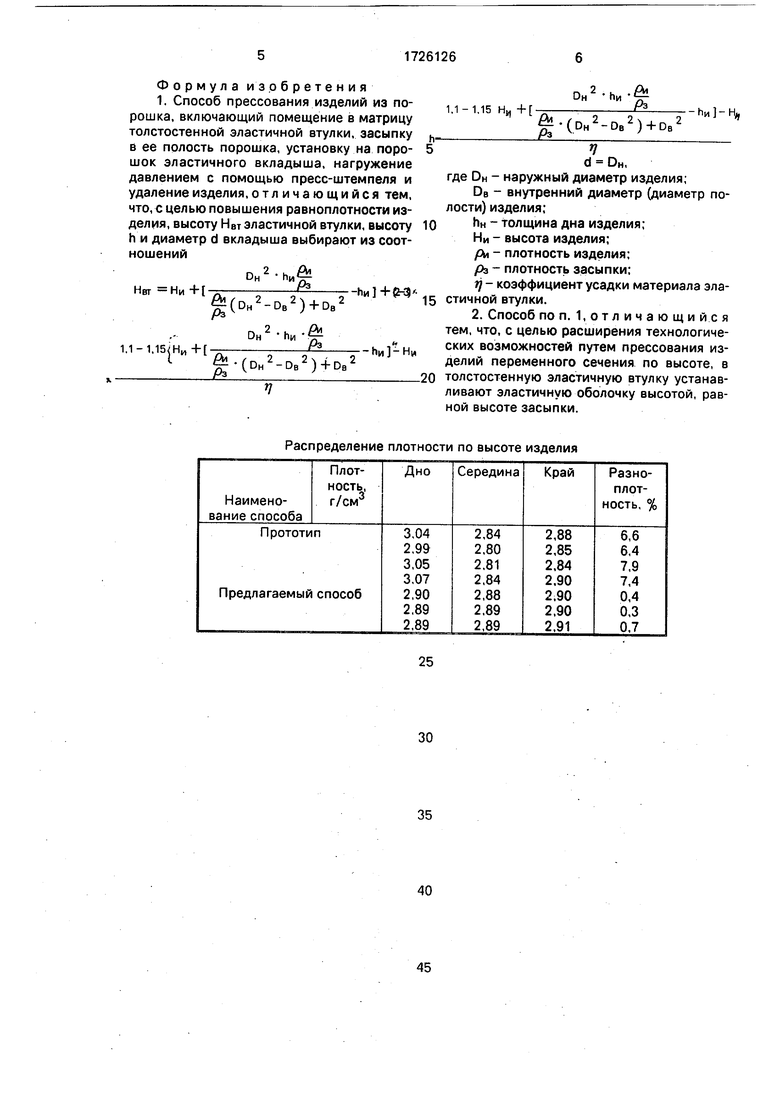
По схеме прессования, указанной в прототипе, отпрессовано 4 тигля указанным размерами. Проведены замеры плотности по высоте дна, края и середины стенки. Средние результаты замеров вместе с данными по плотности тигля, получаемого по предлагаемому способу, сведены в таблицу.
Из таблицы видно, что разноплотность тиглей, отпрессованных по предлагаемому способу, не превышает 1%, по прототипу разноплотность на порядок больше.
Изобретение расширяет технологические возможности прессования за счет получения изделий переменного сечения по высоте, что достигается при установке в толстостенную эластичную втулку эластичной оболочки высотой, равной высоте засыпки,
Формула изобретения 1. Способ прессования изделий из порошка, включающий помещение в матрицу толстостенной эластичной втулки, засыпку в ее полость порошка, установку на порошок эластичного вкладыша, нагружение давлением с помощью пресс-штемпеля и удаление изделия, отличающийся тем, что, с целью повышения равноплотности изделия, высоту Нет эластичной втулки, высоту h и диаметр d вкладыша выбирают из соотношений
« 2., Јl
П
d DH, где DH - наружный диаметр изделия;
DB - внутренний диаметр (диаметр полости) изделия;
hH-толщина дна изделия; Ни - высота изделия; РМ - плотность изделия; РЗ - плотность засыпки; г - коэффициент усадки материала эла- стичной втулки.
2. Способ по п. 1,отличающий с я тем, что, с целью расширения технологических возможностей путем прессования изделий переменного сечения по высоте, в толстостенную эластичную втулку устанавливают эластичную оболочку высотой, равной высоте засыпки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для прессования изделий из порошка | 1986 |
|
SU1359073A1 |
| ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ СТАКАНОВ ИЗ ПОРОШКА | 2000 |
|
RU2181318C2 |
| Способ прессования изделий из порошка | 1990 |
|
SU1726128A1 |
| Способ прессования изделий с отверстиями из порошков | 2023 |
|
RU2823590C1 |
| СПОСОБ ПРЕССОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ КОМПОЗИЦИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2132253C1 |
| СПОСОБ ПРЕССОВАНИЯ ТОНКОСТЕННЫХ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ | 2007 |
|
RU2364468C1 |
| Способ пакетного прессования изделий из металлических порошков | 1989 |
|
SU1708516A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И СБОРКИ ЗАРЯДОВ ВЗРЫВЧАТЫХ ВЕЩЕСТВ | 2009 |
|
RU2391325C1 |
| Способ прессования изделий из порошка | 1987 |
|
SU1519842A1 |
| Разборная пресс-форма для прессования порошков | 2024 |
|
RU2838040C1 |
Изобретение относится к способу прессования изделий из порошка. Цель изобретения - повышение равноплотности изделия. По расчетным зависимостям опре2 деляют высоту эластичной втулки (185 мм), высоту (21 мм) и диаметр (60 мм) вкладыша, необходимые для прессования изделия из порошка плотностью 3 г/см3 в виде цилиндрического стакана наружным диаметром 60 мм и внутренним 50 мм, высотой изделия 120 мм и с толщиной дна 5 мм. В матрицу помещают эластичную полиуретановую засыпку порошка , устанавливают на него эластичный вкладыш и нагружают с помощью пресс-штемпеля давлением прессования 100 МПа, достаточным для изготовления изделия в виде стакана,полость которого оформляется нижним пуансоном. Таким образом, изготовляют тигли из порошковой смеси, мае. %: корунд 50, муллит 30, глинозем 20, со связующим в виде лиг- носульфата, имеющие разноплотность 1%. 1 з.п.ф-лы, 1 ил.. 1 табл. втулку, осуществляют плотностью 1,7 г/см3, ус ё
Распределение плотности по высоте изделия
| Пресс-форма для прессования изделий из порошка | 1982 |
|
SU1107964A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Клячко Л.И., Уманский A.M., Бобров В.Н | |||
| Оборудование и оснастка для формования порошковых материалов | |||
| - М.: Металлургия, 1986, с | |||
| Прялка для изготовления крученой нити | 1920 |
|
SU112A1 |
