Настоящее изобретение относится к гидрометаллургии цветных и благородных металлов и может быть использовано для извлечения осмия из осмийсодержащих продуктов и, в частности, из ионообменной смолы.
Ионообменные смолы являются эффективными сорбентами для осмия, что позволяет использовать их для концентрирования этого элемента из различных растворов. Однако сорбция осмия протекает необратимо с восстановлением его до низших степеней окисления и поэтому последующая десорбция осмия из ионитов с помощью минеральных кислот и растворов комплексообразователей мала и не превышает 25%. Более высокое извлечение осмия возможно только при проведении высокотемпературной обработки ионообменной смолы в присутствии окислителей. При этом происходит большое газовыделение, которое наблюдается при сжигании или прокаливании смолы, что приводит к значительным потерям осмия, требует утилизации токсичных газов, а также усложняет его последующее концентрирование. Кроме того, при сжигании ионообменных смол невозможно раздельное окисление осмия и рутения, который обычно сопутствует осмию в различных технологических продуктах. Помимо сжигания, осмий из осмийсодержащих продуктов может быть извлечен путем гидротермальной репульпации в присутствии окислителя с окислением восстановленных форм осмия до осмия (VIII) и последующей отгонки осмия из пульпы в виде его летучего тетраоксида и абсорбцией тетраоксида щелочным раствором.
Известен способ извлечения осмия (см. патент РФ N 2044084, кл. C 22 B 11/00, 1995), включающий обработку осмийсодержащих продуктов разбавленной серной кислотой при постепенном введении в пульпу персульфатов щелочных металлов до достижения ОВП 1,0-1,2 B с окислением осмия до осмия (VIII), отгонку тетраоксида осмия и абсорбцию его раствором гидроксида калия.
Недостатком способа является необходимость использования для окисления осмия до осмия (VIII) дорогостоящих перекисных соединений, которые бурно разлагаются при контакте с кислотой, что может привести к выбросу реакционной массы из реактора и поступлению в атмосферу высокотоксичного тетраоксида осмия (ПДК - 0,002 мг/м3), причем вероятность выброса увеличивается в случае присутствия в системе ионов тяжелых цветных и платиновых металлов.
Недостатком способа является также то, что выделяющийся при разложении перекисных соединений кислород легко отгоняется из системы вместе с парогазовой фазой, что приводит к быстрому снижению окислительно-восстановительного потенциала до значений, меньших 0,85 B. Падение же ОВП менее 0,85 B относительно хлорсеребряного электрода ведет к снижению скорости окисления и отгонки осмия и поэтому требует постоянной постепенной подачи окислителя в пульпу осмийсодержащих продуктов, что усложняет процесс и ведет к большому расходу дорогостоящего окислителя, регенерация которого из отработанного раствора невозможна.
Наиболее близким к изобретению является способ извлечения осмия из ионообменной смолы (см. Касиков А.Г., Громов П.Б., Арешина Н.С., Воронова Р.С. К вопросу выбора окислителя для извлечения осмия из смолы АМП // Тез.докл. XV Черняевского сов. по химии, анализу и технологии платиновых металлов. -М., 1993. С. 273), включающий гидротермальную обработку смолы реакционной смесью, содержащей сернокислый раствор и окисляющую добавку в виде соединения тяжелого металла в высокой степени окисления, с окислением восстановленных форм осмия до осмия (VIII) и отгонку осмия в виде тетраоксида с последующей абсорбцией его из газовой фазы.
Недостатком способа является невозможность обеспечения высокой степени извлечения осмия из ионообменной смолы. Проведение извлечения осмия в присутствии тяжелых металлов, являющихся недостаточно сильными окислителями (ОПВ < 0,85 B), например, железа (III), позволяет окислить и затем отогнать только около половины содержащегося в ионообменной смоле осмия. Использование же сернокислых растворов, содержащих хром (VI) или аммиачные комплексы кобальта (III) хотя и обеспечивает поддержание в системе значения ОПВ > 1,0 B, однако их применение сопряжено с невозможностью длительного проведения процесса гидротермальной обработки смолы из-за сильного вспенивания пульпы или разбухания смолы и налипания ее на стенках реактора. Кроме того, при использовании в качестве окислителя таких добавок, как хром (VI) и аммиачные растворы Co (III) возникает проблема последующей регенерации окислителя и утилизации токсичных хромсодержащих или аммиачных растворов, загрязненных органикой, что ограничивает применение этих реагентов только аналитической практикой.
Настоящее изобретение направлено на решение задачи повышения степени извлечения осмия из ионообменной смолы с одновременным упрощением процесса и использованием в качестве окислителей доступных реагентов, включая промпродукты производства, а также на повышение безопасности проведения процесса.
Поставленная задача решается тем, что в способе извлечения осмия из ионообменной смолы, включающем гидротермальную обработку реакционной смесью, содержащей сернокислый раствор и окисляющую добавку в виде соединения тяжелого металла в высокой степени окисления, с окислением восстановленных форм осмия до осмия (VIII), отгонку осмия в виде тетраоксида осмия и его последующую абсорбцию из газовой фазы, согласно изобретению в качестве окисляющей добавки используют один или более гидроксидов тяжелых металлов, способных растворяться в кислоте с выделением атомарного кислорода, а обработку смолы ведут при окислительно-восстановительном потенциале не менее 0,85 B относительно насыщенного хлорсеребряного электрода и соотношении кислота : гидроксид, превышающем 1, до обеспечения конечной концентрации свободной серной кислоты 20 - 300 г/л.
На решение задачи направлено также и то, что гидротермальную обработку смолы ведут при температуре 80-100oC и содержании смолы в пульте не более 200 г/л.
Поставленная задача решается также тем, что в качестве гидроксида тяжелого металла используют гидроксид трехвалентного кобальта или его смесь с гидроксидами тяжелых цветных металлов при их расходе 0,5 - 1,5 вес. ч. на 1 вес. ч. смолы.
Решение поставленной задачи достигается и тем, что в качестве смеси гидроксида трехвалентного кобальта и гидроксидов тяжелых цветных металлов используют гидратные кеки очистки никелевых растворов от кобальта или кобальтовых растворов от марганца.
На решение задачи направлено и то, что в качестве смеси гидроксида трехвалентного кобальта и гидроксидов тяжелых цветных металлов используют гидратный продукт, полученный из кобальтосодержащего отработанного раствора после гидротермального окисления и отгонки осмия.
Сущность настоящего изобретения заключается в том, что при гидротермальной обработке ионообменной осмийсодержащей смолы реакционной смесью, состоящей из раствора серной кислоты и гидроксида тяжелого металла или смеси гидроксидов тяжелых металлов происходит постепенное растворение гидроксида металла с выделением по всему объему раствора атомарного кислорода по реакции
2Me(OH)3 + 2H2SO4 ---> 2MeSO4 + 5H2O + O.
Атомарный кислород является сильным окислителем и поэтому легко окисляет восстановленные формы осмия, адсорбированные на ионите, до осмия (VIII) с последующей его десорбцией в раствор и затем переходом в парогазовую фазу в виде тетраоксида осмия по схеме
R - Os + O ---> R - OsO4 + H2O ---> R + OsO4 • H2O ---> H2O + OsO4
где R - матрица ионита.
Удаление из раствора осмия (VIII) смещает равновесие вправо, что ускоряет сам процесс окисления осмия и его извлечение из ионообменной смолы. Поэтому поддержание в системе повышенной температуры, а также вакуумирование системы и барботаж через раствор воздуха способствует интенсификации процесса извлечения осмия.
Необходимым условием протекания реакции растворения гидроксида с выделением кислорода является избыток серной кислоты. Проведение процесса при соотношении кислота : гидроксид ≤ 1 ведет к неполному растворению гидроксидов и снижению степени извлечения осмия. При расходе кислоты, не обеспечивающем конечную концентрацию свободной серной кислоты ≥ 20 г/л, значительно снижается скорость растворения гидроксидов и, вследствие этого, степень извлечения осмия. Проведение отгонки при расходе кислоты, соответствующем конечной кислотности выше 300 г/л, приводит к вспениванию реакционной смеси, неоправданному перерасходу реагентов, а также усложняет регенерацию окисляющей добавки.
Выбор конкретной величины соотношения количества кислоты и количества гидроксида связан с природой гидроксида металла и зависит также от температуры процесса, которую следует поддерживать в интервале 80 - 100oC. Снижение температуры менее 80oC приводит к существенному снижению скорости окисления восстановленных форм осмия до осмия (VIII) и его отгонки из раствора. Повышение температуры выше 100oC хотя и несколько увеличивает скорость процесса, но приводит к сильному парообразованию, связанному с кипением раствора, что затрудняет последующее концентрирование осмия из газовой фазы.
Проведение гидротермального окисления и отгонки осмия при содержании смолы в суспензии не более 200 г/л обеспечивает достаточно быстрое и высокое извлечение осмия из смолы. Повышение же концентрации смолы в пульпе более 200 г/л нежелательно из-за начала значительного снижения степени извлечения осмия.
Поддержание в пульпе ОВП не менее 0,85 B достигается благодаря тому, что в качестве одного или более гидроксидов тяжелых металлов, способных растворяться в серной кислоте с выделением атомарного кислорода, используют гидроксид кобальта (III) или его смесь с гидроксидами никеля и марганца в высоких степенях окисления. Использование продуктов очистки никелевых растворов от кобальта и кобальтовых от марганца позволяет отказаться от закупки реагентов и использовать более дешевые промпродукты производства.
Оптимальный расход гидроксида кобальта (III) или его смеси с гидроксидами цветных металлов, находящихся в высоких степенях окисления, составляет 0,5 - 1,5 вес. ч. гидроксида на 1 вес. ч. смолы. Выбор интервала связан с тем, что увеличение соотношения до значений более 1,5 не способствует повышению степени извлечения осмия и ведет к нецелесообразному перерасходу окислителя. Снижение же этого соотношения до значения менее 0,5 вес. ч. на 1 вес. ч. приводит к нехватке окисляющей добавки, падению ОВП менее 0,85 B и, как следствие, снижению степени извлечения осмия.
Согласно изобретению, перешедший в газовую фазу в ходе гидротермальной обработки осмийсодержащей смолы сернокислым раствором в присутствии гидроксида кобальта (III) или его смеси с гидроксидами марганца и никеля в высоких степенях окисления тетраоксид осмия направляют далее на улавливание в систему поглотителей, заполненных щелочным раствором. Затем из раствора известными способами выделяют соединение осмия, отделяют его от раствора, после чего раствор направляют в оборот на поглощение осмия.
Длительность гидротермального окисления и отгонки осмия зависит от условий проведения процесса и составляет обычно 8 - 14 часов.
Сущность и преимущества предлагаемого способа могут быть пояснены следующими примерами
Пример 1. В реакционный сосуд объемом 1 л, соединенный через холодильник с системой поглотителей, заполненных щелочным раствором, загружают 20 г ионообменной смолы, содержащей 2,75% осмия. Затем приливают 180 мл серной кислоты концентрацией 130 г/л. После этого систему подключают к вакууму. Вакуумирование системы обеспечивает перемешивание пульпы смолы за счет барботажа через нее воздуха вследствие его подсоса через трубку, соединяющуюся с атмосферой. Кроме того, за счет вакуумирования происходит отсос парогазовой фазы из реактора и абсорбция ее щелочным раствором в системе поглотителей.
Затем пульпу нагревают до ≈ 100oC и в нее вводят 24 г свежеосажденного гидроксида кобальта (III) влажностью 55%. При этом содержание смолы в пульпе с учетом влажности гидроксида составляет 100 г/л. Введение порция гидроксида кобальта (III) сразу приводит к резкому скачку потенциала до 1,15 B и началу интенсивного выделения тетраоксида осмия, который затем улавливается щелочным раствором.
По мере растворения гидроксида кобальта (III) потенциал в растворе снижается до 0,9 мВ, но увеличивается до прежнего значения при добавлении новой порции гидроксида кобальта (III). Всего за 8 часов гидротермальной обработки смолы вводят порционно 44 г влажного гидроксида кобальта (III), что соответствует расходу гидроксида по сухой массе на 1 вес.ч. смолы, равному 1, а соотношение кислота : гидроксид составляет 1,2. После извлечения основной части осмия раствор охлаждают и отделяют смолу от кобальтсодержащего раствора. Конечная концентрация свободной серной кислоты составляет 20,1 г/л. Степень извлечения осмия из смолы составляет 95,8%.
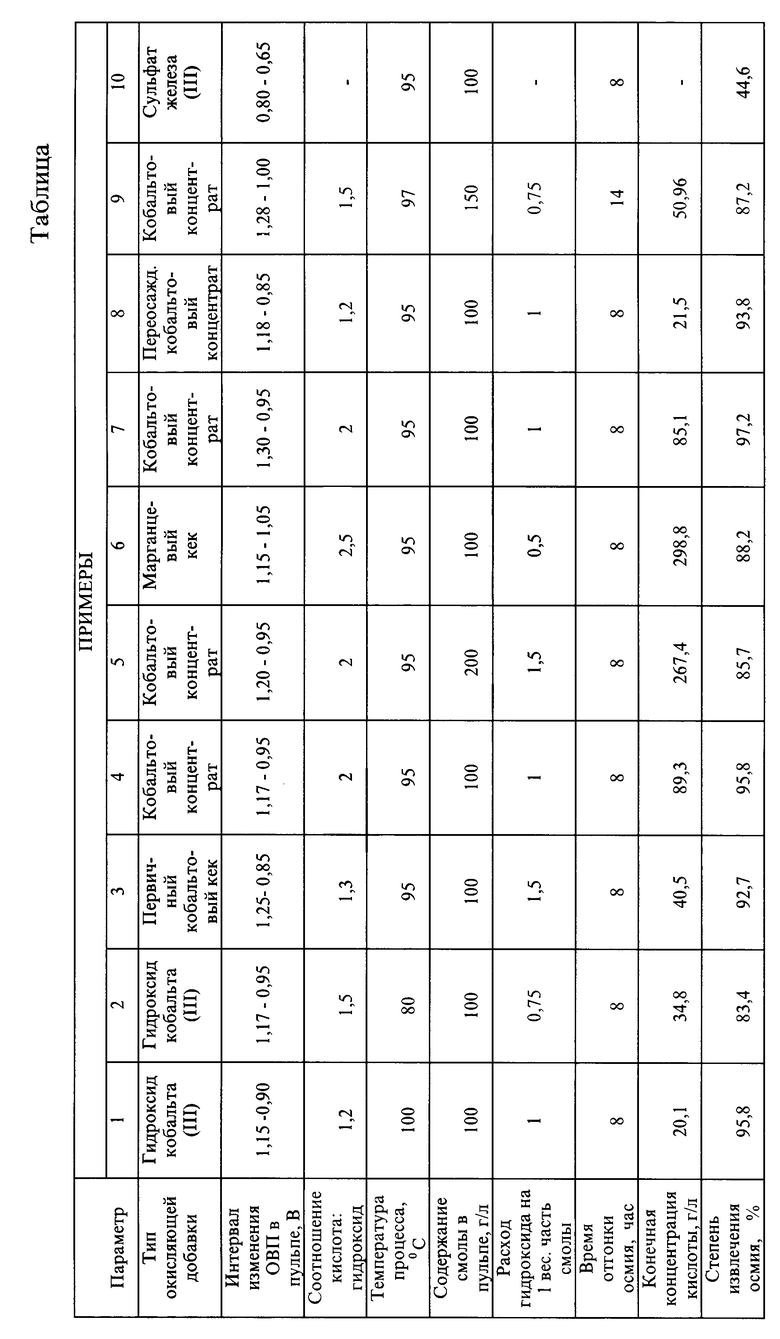
Основные параметры процесса и достигаемые результаты по данному Примеру 1, Примерам 2-9 и Примеру 10 по прототипу приведены в Таблице.
Пример 2. Процесс ведут аналогично Примеру 1, однако в качестве окисляющей добавки используют предварительно высушенный гидроксид кобальта, а окисление и отгонку ведут при температуре 80oC, расходе гидроксида кобальта (III) 15 г на 20 г смолы по сухой массе (0,75 вес.ч. на 1 вес.ч. смолы) и соотношении кислота : гидроксид, равном 1,5.
Пример 3. Аналогичен Примеру 1, но вместо гидроксида кобальта (III) берут первичный кобальтовый кек влажностью 54%, полученный при очистке никелевого раствора от кобальта. Кек состоит преимущественно из гидроксидов кобальта (III) и никеля (III) и имеет состав в пересчете на сухое вещество, %: Co - 22,8, Ni -24,0, Fe - 4,0, Cu - 0,3, Mn - 0,1. При использовании в качестве окисляющей добавки данного окислителя его расход составляет 30 г по сухой массе на 20 г смолы (1,5 вес.ч. на 1 вес.ч. смолы), а ОВП изменяется в пределах 1,25 - 0,85 В.
Отличие в условиях проведения процесса данного Примера, а также Примеров 4 - 8 состоит также в том, что гидротермальную обработку смолы проводят при температуре 95oC.
Пример 4. Аналогичен Примеру 1, но в качестве смеси гидроксида трехвалентного кобальта (III) и гидроксидов тяжелых цветных металлов используют кобальтовый концентрат влажностью 55%, полученный из первичного кобальтового кека и состоящий преимущественно из гидроксида кобальта (III) - 44% Co, с примесью 8 - 10% гидроксидов никеля, железа, меди и марганца. Отличие также состоит в том, что соотношение кислота : гидроксид составляет 2, а окислительно-восстановительный потенциал изменяется в пределах 1,17 - 0,95 В.
Пример 5. Аналогичен Примеру 4, но содержание смолы в пульпе составляет 200 г/л, а расход кобальтового концентрата на 1 вес. ч. смолы равен 1,5 в пересчете на сухое вещество.
Пример 6. Аналогичен Примеру 4, но в качестве смеси гидроксидов трехвалентного кобальта и гидроксидов тяжелых цветных металлов используют продукт гидролитической очистки кобальтового концентрата от марганца, содержащий ≈ 35% кобальта и ≈ 10% марганца. Ввиду меньшей реакционной способности марганцевого кека, гидротермальное окисление осмия проводят при более высокой кислотности (соотношение кислота : гидроксид = 2,5) и расходе марганцевого кека 0,5 вес. ч. на 1 вес. ч. смолы. ОВП в данном примере изменяется в пределах 1,15 - 1,05 B, а его снижение после добавления порции окислителя происходит значительно медленнее, чем в Примерах 1 - 5, что связано с меньшей скоростью растворения окисляющей добавки.
Пример 7. Аналогичен Примеру 4. Отличие состоит в том, что вначале в реакционной сосуд загружают осмийсодержащую смолу, затем приливают пульпу кобальтового концентрата и при перемешивании пульпы подают серную кислоту до установления соотношения кислота:гидроксид, равного 2. При этом достигается исходный ОВП реакционной смеси, равный 1,30 B, который по мере протекания процесса снижается до 0,95 B.
После проведения гидротермального окисления и отгонки осмия отработанный кобальтосодержащий раствор отделяют от смолы фильтрацией и используют для получения окисляющей добавки. Смесь гидроксидов осаждают из раствора путем его нейтрализации щелочью до pH 4 - 5 при одновременном пропускании через раствор газообразного хлора, способствующего окислению тяжелых цветных металлов. Осажденный кобальтовый концентрат отделяют от маточного раствора и используют в Примере 8.
Пример 8. Аналогичен Примеру 3, но в качестве смеси гидроксида трехвалентного кобальта (III) и гидроксидов тяжелых цветных металлов используют продукт гидролитического осаждения, полученный из отработанного кобальтсодержащего раствора после окисления и отгонки осмия в Примере 7. ОВП реакционной смеси изменяется в пределах 1,18 - 0,85 B.
Пример 9. Аналогичен Примеру 7. Отличие состоит в том, что эксперимент проводят в промышленных условиях в 250-литровом реакторе при перемешивании пульпы механической мешалкой. В реактор загружают 18 кг смолы с концентрацией осмия 2,44%, заливают воду, включают мешалку и загружают 36 кг влажного (≈ 50% влажности) кобальтового концентрата, содержащего 36% Co, и затем постепенно заливают концентрированную серную кислоту до достижения соотношения кислота : гидроксид, равного 1,5. После этого нагревают пульпу до 97oC и проводят отгонку осмия с абсорбцией паровоздушной смеси, содержащей OsO4, раствором KOH.
Отличие процесса состоит также в том, что во избежание разубоживания щелочных растворов в поглотителях, пары воды предварительно улавливают в промежуточном поглотителе - конденсаторе и с частью отогнанного осмия возвращают в реактор. Постоянный возврат части осмия обусловил увеличение времени отгонки осмия, которое составляет 14 часов.
Поглощенный раствором KOH тетраоксид осмия обрабатывают спиртом для восстановления осмия до осмия (VI) и выдерживают его в течение 1 часа, после чего отфильтровывают образовавшийся осмат калия - K2[OsO2(OH)4] от щелочного раствора и возвращают раствор на поглощение OsO4.
Пример 10 (по прототипу). В реакционный сосуд загружают 20 г ионообменной смолы, содержащей 2,75% осмия, затем приливают 200 мл раствора сульфата трехвалентного железа с концентрацией 60 г/л по Fe (III). После этого систему подключают к вакууму и нагревают пульпу до 95oC. Условия вакуумирования и перемешивания аналогичны условиям Примеров 1 - 8. Исходный ОВП пульпы составляет 0,8 B и снижается в течение процесса до 0,65 B. Степень извлечения осмия за 8 часов отгонки составляет 44,6%.
Таким образом, из приведенных Примеров следует, что предлагаемый способ позволяет повысить степень извлечения осмия до 83,4-97,2%, упростить процесс и повысить его безопасность, а также использовать в качестве окисляющей добавки для гидротермальной отгонки осмия промпродукты медно-никелевого производства и производить регенерацию окислителя.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЕРЕРАБОТКИ КОБАЛЬТОВОГО КОНЦЕНТРАТА | 1995 |
|
RU2080398C1 |
| СПОСОБ ВЫДЕЛЕНИЯ СЕРЕБРА ИЗ ОТХОДОВ, СОДЕРЖАЩИХ ТЯЖЕЛЫЕ ЦВЕТНЫЕ МЕТАЛЛЫ | 1994 |
|
RU2077599C1 |
| СПОСОБ ПЕРЕРАБОТКИ ОСТАТКОВ СИНТЕЗА КАРБОНИЛЬНОГО НИКЕЛЯ | 2009 |
|
RU2398030C1 |
| СПОСОБ ОЧИСТКИ ВОДЫ ОТКРЫТЫХ ВОДОЕМОВ ОТ ЗАКИСЛЕНИЯ И ИОНОВ ТЯЖЕЛЫХ МЕТАЛЛОВ | 1998 |
|
RU2136608C1 |
| СПОСОБ ПЕРЕРАБОТКИ СФЕНА | 1999 |
|
RU2150479C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ ВАНАДИЯ ИЗ ОТРАБОТАННЫХ КАТАЛИЗАТОРОВ ОКИСЛЕНИЯ ДИОКСИДА СЕРЫ | 1995 |
|
RU2081834C1 |
| СПОСОБ ПЕРЕРАБОТКИ ОСМИЙСОДЕРЖАЩИХ ПРОДУКТОВ | 1993 |
|
RU2044084C1 |
| СПОСОБ ОЧИСТКИ БАДДЕЛЕИТОВОГО КОНЦЕНТРАТА | 1998 |
|
RU2139250C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ ОСМИЯ И РЕНИЯ ИЗ ПРОМЫВНОЙ СЕРНОЙ КИСЛОТЫ | 2005 |
|
RU2291840C2 |
| СПОСОБ ПЕРЕРАБОТКИ ЖЕЛЕЗИСТОГО КЕКА, СОДЕРЖАЩЕГО ЦВЕТНЫЕ МЕТАЛЛЫ | 2004 |
|
RU2258088C1 |
Изобретение относится к гидрометаллургии цветных и благородных металлов и может быть использовано для извлечения осмия из осмийсодержащих продуктов и, в частности, из ионообменной смолы. Осмийсодержащую смолу обрабатывают реакционной смесью, содержащей серную кислоту и один или несколько гидроксидов тяжелых цветных металлов, способных растворяться в кислоте с выделением атомарного кислорода, при окислительно-восстановительном потенциале не менее 0,85 В относительно насыщенного хлорсеребряного электрода и соотношении кислота : гидроксид, превышающем 1, до обеспечения конечной концентрации свободной серной кислоты 20 - 300 г/л. Образовавшийся в результате окисления тетраоксид осмия (VIII) улавливают из газовой фазы щелочным раствором. Гидротермальную обработку проводят при 80 -100oС и содержании смолы в пульпе не более 200 г/л. В качестве гидроксида тяжелого металла или смеси гидроксидов, которые вводят в количестве 0,5 - 1,5 вес. ч. на 1 вес. ч. смолы, используют гидроксид кобальта (III) или его смесь с гидроксидами марганца или никеля в высоких степенях окисления, включая продукты гидролитической очистки никелевых растворов от кобальта и кобальтовых от марганца, а также продукты, полученные от отработанных растворов после отгонки осмия. Способ позволяет повысить степень извлечения осмия до 83-97%, обеспечивает безопасное проведение процесса и позволяет использовать в качестве окисляющей добавки промпродукты/продукты производства, а также производить регенерацию окислителя. 4 з.п. ф-лы, 1 табл.
| Касиков А.Г | |||
| и др | |||
| К вопросу выбора окислителя для извлечения осмия из смолы АМП | |||
| Тезисы докладов ХУ Черняевского совещания по химии, анализу и технологии платиновых металлов | |||
| -М | |||
| Способ изготовления фанеры-переклейки | 1921 |
|
SU1993A1 |
| Способ извлечения платиновых металлов из раствора сорбцией | 1977 |
|
SU633291A1 |
| Способ извлечения платиновых металлов из промышленных растворов сложного солевого состава | 1987 |
|
SU1527917A1 |
| СПОСОБ ПЕРЕРАБОТКИ БЕДНЫХ КОНЦЕНТРАТОВ ПЛАТИНОВЫХ МЕТАЛЛОВ | 1991 |
|
SU1833649A3 |
| Матрица для запоминающего устройства | 1975 |
|
SU551699A1 |
| Веникодробильный станок | 1921 |
|
SU53A1 |

