Изобретение относится к области цветной металлургии, в частности к получению спеченных металлокерамических электроконтактных материалов методами порошковой металлургии.
При использовании меди в качестве материала для изготовления электроконтактов на первый план выходит проблема высокого переходного сопротивления и его нестабильности из-за образования оксидов меди на контактных поверхностях в результате взаимодействия с атмосферой. Предпринимаются попытки подавить окисление или по крайней мере снизить влияние этого фактора путем легирования матрицы различными примесями, а также введением восстановителя (чаще всего - графита).
Известны спеченные электроконтактные материалы на основе меди для коммутирующих контактов КМК-Б10, КМК-Б11, содержащие добавки графита и полученные твердофазным спеканием прессовок из смеси порошков меди и графита [1], а также содержащие дополнительно к графиту металлические добавки кадмия, цинка, молибдена, никеля, ниобия, кобальта и некоторые оксиды [2 - 5].
Общим недостатком этих материалов является относительное высокое переходное сопротивление и низкая его стабильность на контактах, имеющих слои наработки.
Наиболее близким по совокупности существенных признаков является способ получения спеченного электроконтактного материала на основе меди [6], согласно которому, в качестве добавки к шихте используют органический полимер в количестве 2 - 4% от массы порошка меди, а перед прессованием проводят термообработку в защитной атмосфере при 600 - 700oC в течение 80 - 90 мин.
Материал, изготавливаемый по данному способу, предназначен, в основном, для применения в качестве электрода-инструмента при электроэрозионной обработке. Он может служить также в родственном техническом применении: для разрывных электрических контактов.
Указанный способ позволяет получить тонкодисперсные включения углерода и структуру материала за счет термического разложения полимера. Недостаток способа - в осуществлении сухого смешения порошков меди и полимера, что вызывает неоднородность в его распределении по шихте. Это снижает качество и служебные свойства готовых изделий, в частности повышает переходное сопротивление и понижает его стабильность. Кроме того, смешение происходит в вибромельнице и требует продолжительного времени - 2-3 ч.
Заявляемое изобретение направлено на решение задачи реализации высокодисперсной и однородной структуры материала для электроконтактов, которая бы обеспечивала низкое и стабильное переходное сопротивление.
Предлагаемый способ получения спеченного электроконтактного материала, включающий последовательное проведение операций приготовления шихты путем смешивания меди и органического полимера, прессования, спекания, отличающийся тем, что органический полимер вводят в виде раствора, причем компоненты шихты для смешивания берутся в следующем соотношении, мас.%:
Раствор органического полимера в пересчете на углеродный остаток - 0,2 - 1,2
Медь - Остальное
Данный способ обеспечивает достижение желаемого технического результата - контакты на его основе обладают значительно более низким и стабильным переходным сопротивлением. От наиболее близкого аналога заявляемый способ отличается введением органического полимера в виде раствора в количестве 0,2 - 1,2% в пересчете на углеродный остаток.
Улучшение эксплуатационных характеристик контактов в этом случае происходит по следующим причинам. Как известно, реальная площадь контактирования соприкасающихся поверхностей составляет десятые и даже сотые процента от видимой площади и происходит в отдельных малых областях (контактных пятнах). Существо изобретения заключается в реализации высокодисперсной и однородной структуры композиционного электроконтакта, чтобы при этом в область определяющей доли контактных пятен попадали участки, содержащие углерод. В процессе работы контактов под током контактных пятна нагреваются, как известно, до нескольких сот градусов, углерод восстанавливает оксиды меди на этих участках до металлической меди и переходное сопротивление остается относительно низким и стабильным. Высокодисперсная и однородная структура композиционного электроконтакта реализуется вследствие термолиза полимерной пленки, образующейся после смешивания порошков с раствором полимера и обволакивающей каждую частицу шихты. Термолиз полимера происходит в процессе последующей термообработки и приводит к образованию ультрадисперсного углеродного остатка, равномерное распределенного в матрице контакта и способствующего, с одной стороны, существенному снижению межконтактного переходного сопротивления и повышению его стабильности, а с другой стороны - повышению способности контактов противостоять свариванию. Известно [7], что при одинаковом содержании углерода в материале уменьшение размеров углеродных частиц ведет к повышению одного из основных качеств электроконтактов - их стойкости против сваривания. При этом технология изготовления должна обеспечивать получение низкопористого материала с максимально высокой плотностью.
Необходимо отметить, что полимер, введенный в шихту в виде раствора, служит также, помимо основного назначения, эффективной связкой в процессе грануляции шихты, что обеспечивает хорошую ее текучесть и равномерное заполнение прессовочной матрицы при автоматическом прессовании.
Указанное количество компонента-добавки к меди выбрано с точки зрения свойства контактов: при меньшем содержании добавки ее влияние проявляется слабо, а при большем - наблюдается существенное ухудшение механических свойств материала, становящегося хрупким.
Для осуществления способа получения спеченных высокоплотных контакт-деталей заданного состава компоненты шихты (порошковая медь и раствор полимера), взятые в необходимой пропорции, перемешивают в смесителе в течение 10 - 15 мин, после чего растворитель выпаривают до влажности 7 - 12% и затем шихту гранулируют путем протирки через сито. Далее прессуют заготовки контак-деталей в стальной прессформе при оптимальном давлении 1 - 2 Кбар. Меньшее давление не обеспечивает необходимой плотности образцов, в большее давление приводит к их вспучиванию в процессе дальнейшей термической обработки.
Следующую далее термическую обработку проводят с целью термолиза полимера при 400 - 700oC. Более низкая температура не обеспечивает достаточной завершенности процесса термолиза, а более высокая нецелесообразна из-за снижения эффективности дальнейшего спекания. В результате удаления продуктов термолиза в материале существенно возрастает объемная доля пор, так что для повышения эффективности спекания требуется подпрессовка образцов, которая проводится также в стальных прессформах при удельных давлениях 5 - 7 Кбар. Давления вне этого интервала не дают необходимой на этой технологической стадии плотности и пористости.
Спекание подпрессованных заготовок проводят в течение 1 - 2 ч в интервале 750 - 1050oC. При температурах менее 750oC спекание неэффективно, а выше 1050oC нецелесообразно из-за возможности оплавления образцов.
Допрессовка имеет основной целью достижение максимальной плотности материала за счет снижения остаточной пористости и производится в тех же стальных прессформах при давлениях 10 - 14 Кбар. При меньших давлениях пористость все еще достаточно велика, а при давлениях, больших 14 Кбар, не происходит дальнейшего возрастания плотности. Далее следует заключительный отжиг допрессованных заготовок при 400 - 600oC в течение 0,5 - 1,0 ч.
После завершения всех технологических операций плотность материала контактов достигает 8,1 - 8,5 г/см3, твердость HB=50 - 55, удельное сопротивление 2,2 - 2,8 мк Ом•см.
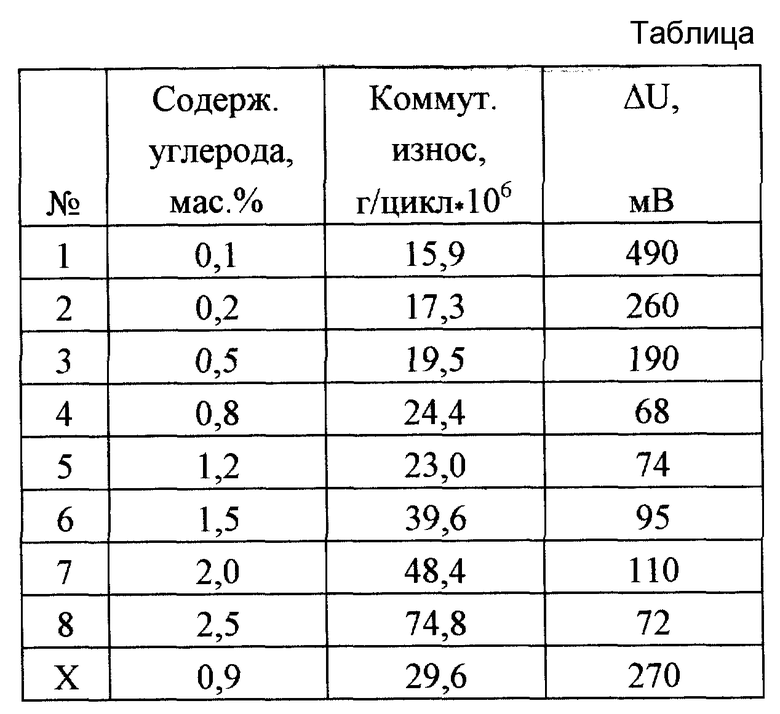
Были изготовлены серии образцов по предлагаемому способу, а также прототипу (обозначены в таблице как X) и протестированы на специальном стенде по относительной коммутационной стойкости на переменном токе и переходному падению напряжения. Результаты испытаний в виде среднего коммутационного износа (г/цикл•106) на симметричную пару контактов и переходному падению напряжения Δ U на работающих (т.е. в присутствии слоев наработки) контактах приведены в таблице.
Условия испытаний: I= 30 A, U= 380 B, cos ϕ = 0,8, количество циклов вкл/откл. - 10000. Падение напряжения - среднее из 30 измерений (по три измерения после каждой тысячи рабочих циклов).
Как показали испытания, добавление в шихту органического полимера в виде раствора влечет за собой существенное понижение переходного сопротивления и повышение его стабильности между работавшими контактами (так например, для образца N 4 все значения из 30 измерений Δ U находились в пределах 42 - 98 мВ, в то время как на образце-прототипе они изменялись в интервале 130 - 420 мВ). Добавление углерода независимо от его дисперсности, одновременно снижает и коммутационную износостойкость. Этот факт хорошо известен из литературы.
Таким образом, электроконтакты, изготовленные предлагаемым способом, показали значительно более низкое и стабильное переходное падение напряжения (т. е. переходное сопротивление) и меньший коммутационный износ. Они могут успешно использоваться в электроаппаратах, для которых коммутационная стойкость не является определяющей.
Источники информации:
1. Справочник по электротехническим материалам. Т. 3 /Под ред. Ю.В.Корицкого, В.В.Пасынкова, Б.М.Тареева. - Л.: Энергоатомиздат, 1988, 726 с.
2. Авторское свидетельство СССР N 139379, H 01 H 1/02, 1960.
3. Патент СССР N 1792445, C 22 C 9/00, H 01 H 1/02, 1991.
4. Патент РФ N 2009562, H 01 H 1/02, 1992.
5. Патент РФ N 2038400, C 22 C 9/00, 1992.
6. Авторское свидетельство СССР N 1222698, C 22 C 1/05, 1984.
7. Wingert P., Allen S., Bevington R. Effects of Graphite particle size abd processing on the performance of silver-graphite contacts. IEEE Trans., CHMT - 15, 1992, # 2, pp. 154 - 159.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИЦИОННЫЙ ЭЛЕКТРОКОНТАКТНЫЙ МАТЕРИАЛ НА ОСНОВЕ МЕДИ | 1997 |
|
RU2131941C1 |
| МАТЕРИАЛ ДЛЯ РАЗРЫВНЫХ ЭЛЕКТРОКОНТАКТОВ НА ОСНОВЕ МЕДИ | 1997 |
|
RU2122039C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОГО МЕТАЛЛОКЕРАМИЧЕСКОГО МАТЕРИАЛА Cu-Cd/CdO ДЛЯ ЭЛЕКТРОКОНТАКТОВ | 2009 |
|
RU2401314C1 |
| ШИХТА ДЛЯ ИЗГОТОВЛЕНИЯ ИНЕРТНЫХ АНОДОВ | 1996 |
|
RU2106431C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕСГОРАЕМЫХ АНОДОВ | 1996 |
|
RU2108204C1 |
| СПОСОБ РЕГЕНЕРАЦИИ УГЛЕРОДНОГО СОРБЕНТА, ЗАГРЯЗНЕННОГО ОРГАНИЧЕСКИМИ ВЕЩЕСТВАМИ | 1992 |
|
RU2046014C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОГО КОМПОЗИТА Сu-Cd/Nb ДЛЯ ЭЛЕКТРОКОНТАКТНОГО ПРИМЕНЕНИЯ | 2013 |
|
RU2516236C1 |
| СПЕЧЕННЫЙ ЭЛЕКТРОКОНТАКТНЫЙ МАТЕРИАЛ НА ОСНОВЕ МЕДИ | 2000 |
|
RU2208654C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА ДЛЯ ЭЛЕКТРОХИМИЧЕСКИХ ПРОЦЕССОВ | 1994 |
|
RU2069239C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СТРУКТУРНЫХ ХАРАКТЕРИСТИК ПОРИСТЫХ ПРОВОДЯЩИХ МАТЕРИАЛОВ | 1992 |
|
RU2045054C1 |
Изобретение относится к области цветной металлургии, в частности к получению электроконтактных материалов методами порошковой металлургии. Способ заключается в том, что на стадии подготовки шихты для прессования заготовок к исходному порошку меди добавляют органический полимер в виде раствора, который после пиролиза в результате последующей термообработки дает равномерно распределенный в медной матрице высокодисперсный углеродный остаток (количество полимера 0,2 - 1,2 маc.% в пересчете на остаток). Такое введение углерода позволяет изготовить электроконтакты с низким и стабильным переходным сопротивлением. 1 табл.
Способ изготовления спеченного материала на основе меди для электроконтактов, включающий последовательное проведение операций приготовления шихты путем смешивания меди и органического полимера, прессования, спекания, отличающийся тем, что органический полимер вводят в шихту в виде раствора, причем компоненты шихты для смешивания берут в следующем соотношении, мас.%:
Раствор органического полимера в пересчете на углеродный остаток - 0,2 - 1,2
Медь - Остальное
| Способ получения электрода-инструмента на основе меди | 1984 |
|
SU1222698A1 |
| Способ изготовления электрических контактов для низковольтной аппаратуры | 1960 |
|
SU139379A1 |
| СПЕЧЕННЫЙ МАТЕРИАЛ НА ОСНОВЕ МЕДИ ДЛЯ КОММУТИРУЮЩИХ КОНТАКТОВ | 1992 |
|
RU2009562C1 |
| EP 0227973 A2, 08.07.87 | |||
| База данных Wpil on QUESTEL | |||
| -Лондон, Дервент пабликейшн ЛТД, неделя 41, AN 86-265966-1, реферат. | |||
