Изобретение относится к промышленности строительных материалов, а именно к технологическим линиям для изготовления полистиролбетонных изделий.
Известна конвейерная линия для изготовлении изделий из бетона, содержащая конвейерные ветви, формы-вагонетки, камеру тепловой обработки, посты распалубки, подготовки форм и формования /1/.
Известная конвейерная линия использует технологический процесс, позволяющий производить только бетонные изделия малых размеров.
Известна также конвейерная линия для изготовления изделий из бетона, содержащая формы, камеру тепловой обработки /2/.
Известная конвейерная линия сложна по конструкции и имеет малую производительность при изготовлении полистиролбетонных изделий, поскольку камера тепловой обработки не снабжена устройствами для электропрогрева бетона.
Технической задачей изобретения является упрощение конструкции и повышение производительности конвейерной линии при изготовлении полистиролбетонных изделий.
Решение технической задачи достигается тем, что конвейерная линия для производства бетонных изделий содержит конвейерные ветви с формами-вагонетками, вдоль конвейерных ветвей в технологической последовательности установлены бетоноукладчик, виброплощадка, отделочная машина, пост тепловой обработки изделий, устройства для распалубки и сборки форм-вагонеток, формы-вагонетки выполнены с устройствами для электропрогрева бетонной смеси и пригрузами, конвейерная линия снабжена кантователем пригрузов и манипулятором, кантователь пригруза установлен на первой конвейерной ветви перед манипулятором, параллельно первой конвейерной ветви установлен пластинчатый транспортер, манипулятор установлен между первой конвейерной ветвью и пластинчатым транспортером, пост тепловой обработки изделий выполнен с устройством для установки форм-вагонеток в вертикальные пакеты, вертикальный пакет содержит число форм-вагонеток, кратное трем, пригрузы и поддоны форм-вагонеток выполнены электропроводными, три соседние формы-вагонетки электрически соединены, к поддону нижней формы-вагонетки и пригрузу верхней формы-вагонетки подведена первая фаза трехфазного тока, пригруз нижней формы-вагонетки соединен со второй фазой переменного тока, а пригруз средней формы-вагонетки соединен с третьей фазой переменного тока.
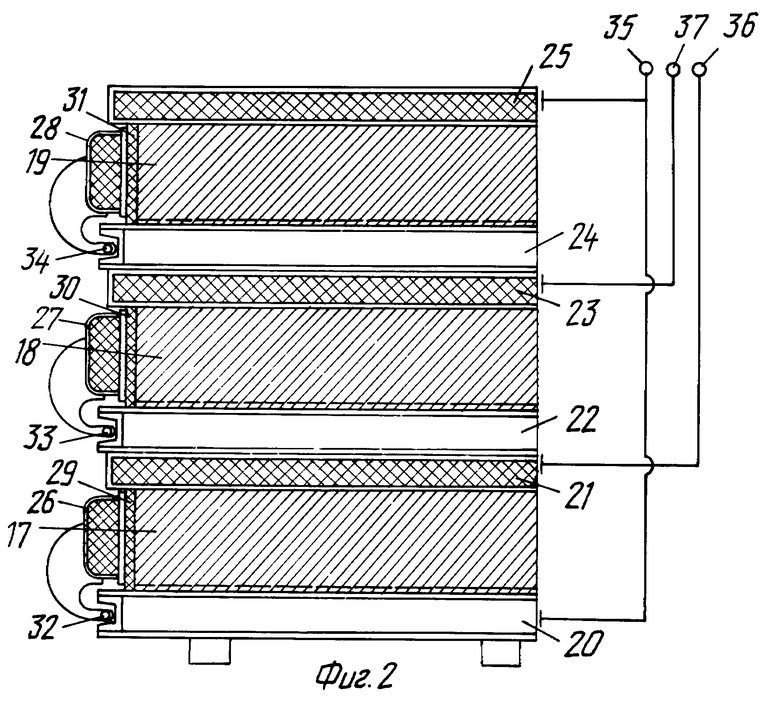
На фиг. 1 показана конвейерная линия в плане. На фиг. 2 - вертикальный пакет из трех форм-вагонеток.
Конвейерная линия содержит конвейерные ветви 1, 2, установленные на площадке 3. На конвейерных ветвях 1, 2 установлены формы-вагонетки 4. Конвейерные ветви 1, 2 сообщаются при помощи передаточной тележки 5. Формы-вагонетки 4 снабжены пригрузами 6, конвейерная линия снабжена кантователем 7 пригрузов 6. Параллельно конвейерной ветви 1 установлен пластинчатый транспортер 8. Конвейерная линия снабжена манипулятором 9 и съемником 10. На конвейерной ветви 2 размещены бетоноукладчик 11, виброплощадка 12, отделочная машина 13. В торце конвейерных ветвей 1, 2 размещен пост тепловой обработки 14. Конвейерная линия снабжена передвижным контейнером 15 и мостовым краном 16. Вертикальный пакет содержит число форм-вагонеток 4, кратное 3, а именно нижнюю форму-вагонетку 17, среднюю форму-вагонетку 18, верхнюю форму-вагонетку 19. Нижняя форма-вагонетка 18 снабжена поддоном 20 и пригрузом 21, средняя форма-вагонетка 18 снабжена поддоном 22 и пригрузом 23, верхняя форма-вагонетка 19 снабжена поддоном 24 и пригрузом 25. Формы-вагонетки 17, 18, 19 снабжены откидными бортами 26, 27, 28 соответственно, причем откидные борта 26, 27, 28 электроизолированы от пригрузов 21, 23, 25 и поддонов 20, 22, 24 облицовочными листами 29, 30, 31 и втулками 32, 33, 34 шарнирных соединений откидных бортов 26, 27, 28 с поддонами 20, 22, 24, пригрузы 21, 23, 25 и поддоны 22, 24, 26 выполнены электропроводными, формы-вагонетки 17, 18, 19 на посту 14 тепловой обработки электрически соединены между собой. К поддону 20 нижней формы-вагонетки 17 подведена первая фаза 35 трехфазного тока, поддон 20 электрически соединен с пригрузом 25 верхней формы-вагонетки 19. Пригруз 21 нижней формы-вагонетки 17 электрически соединен с поддоном 22 средней формы-вагонетки 18 и второй фазой 36 переменного тока. Пригруз 23 средней формы-вагонетки 18 электрически соединен с поддоном 24 верхней формы-вагонетки 19 и третьей фазой 37 переменного тока.
Конвейерная линия работает следующим образом. Бетоноукладчик 11 загружает бетонную смесь в форму-вагонетку 4 на виброплощадке 12. После загрузки и уплотнения бетонной смеси отделочная машина 13 выравнивает поверхность заформованного изделия. По конвейерной ветви 2 форма-вагонетка 4 перемещается в направлении поста 14 тепловой обработки, при этом кантователь 7 опускает пригруз 6 на форму-вагонетку 4. Мостовой кран 16 перемещает формы-вагонетки 4 с заформованными изделиями на пост 14 тепловой обработки и устанавливает их в вертикальные пакеты. После установки в вертикальный пакет форм-вагонеток 4 числом, кратным 3 (например, 3), к поддону 20 нижней формы-вагонетки 17 и пригрузу 25 верхней формы-вагонетки 19 подсоединяют первую фазу 35 трехфазного тока, к пригрузу 22 формы-вагонетки 17 подсоединяют вторую фазу 36 переменного тока, к поддону средней формы-вагонетки 18 подсоединяют третью фазу 37 переменного тока. После электропрогрева изделий в формах-вагонетках 4 мостовой кран 16 переносит формы-вагонетки с поста 14 тепловой обработки на конвейерную ветвь 1, кантователь 7 снимает пригруз 6 формы-вагонетки 4, манипулятор 8 вынимает готовые изделия и укладывает их на пластинчатый транспортер 8. Съемник 10 перемещает изделия с пластинчатого транспортера 8 в передвижной контейнер 15, который доставляет изделия на склад. Передаточная тележка 5 перемещает пустые формы-вагонетки 4 с конвейерной ветви 1 на конвейерную ветвь 2 для последующей загрузки бетонной смесью.
Литература
1. Патент РФ N 2015010, кл. В 28 В 5/04, 1991 г.
2. Патент РФ N 2000200, кл. В 28 В 5/00, 1990 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПЛЕКС ОБОРУДОВАНИЯ ЗАВОДА ПО ПРОИЗВОДСТВУ ПОЛИСТИРОЛБЕТОННЫХ ИЗДЕЛИЙ | 2004 |
|
RU2299803C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИСТИРОЛБЕТОННЫХ ИЗДЕЛИЙ | 1998 |
|
RU2132836C1 |
| Технологическая линия для изготовления строительных изделий | 1978 |
|
SU893538A1 |
| Технологическая конвейерная линия для изготовления бетонных и железобетонных изделий | 1989 |
|
SU1701534A1 |
| Конвейерная линия для изготовления плоских строительных изделий | 1987 |
|
SU1537541A1 |
| Конвейерная линия для изготовления железобетонных изделий | 1981 |
|
SU961964A1 |
| УТЕПЛЕННАЯ СБОРНО-МОНОЛИТНАЯ СТЕНА | 1999 |
|
RU2168593C1 |
| Конвейерная линия для производства железобетонных изделий | 1979 |
|
SU863352A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2490120C1 |
| СОСТАВ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИСТИРОЛБЕТОННОЙ СМЕСИ | 1998 |
|
RU2150446C1 |
Изобретение относится к промышленности строительных материалов, а именно к технологическим линиям для изготовления полистиролбетонных изделий. Конвейерная линия содержит конвейерные ветви, установленные на площадке, на конвейерных ветвях установлены формы-вагонетки, передаточная тележка, формы-вагонетки снабжены пригрузами, конвейерная линия снабжена кантователем пригрузов, пластинчатым транспортером, манипулятором и съемником, на одной из конвейерных ветвей размещены бетоноукладчик, виброплощадка, отделочная машина, в торце конвейерных ветвей размещены пост тепловой обработки и мостовой кран, при этом пост тепловой обработки выполнен в виде устройств электропрогрева, в которых формы-вагонетки с числом, кратным трем, установлены в вертикальные пакеты, причем пригрузы и поддоны выполнены электропроводными и электрически соединены между собой и фазами переменного тока. Изобретение обеспечивает упрощение конструкции и повышение производительности конвейерной линии при изготовлении полистиролбетонных изделий. 1 з.п.ф-лы, 2 ил.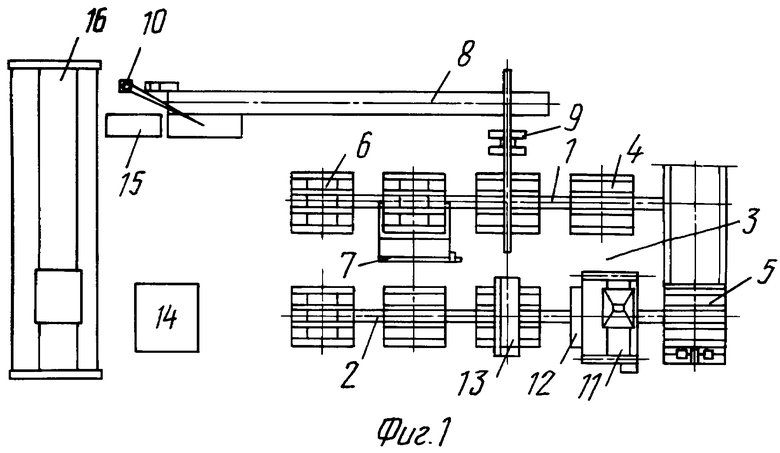
| RU 2000200 C, 07.09.1993 | |||
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МАЛЫХ ЖЕЛЕЗОБЕТОННЫХ И БЕТОННЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015010C1 |
| Конвейерная линия для формования железобетонных изделий | 1985 |
|
SU1324850A1 |
| Форма для изготовления строительных изделий | 1973 |
|
SU471206A1 |
| Конвейерная линия для изготовления железобетонных изделий | 1977 |
|
SU735401A1 |
| Технологическая линия для изготовления железобетонных изделий | 1978 |
|
SU764981A1 |
| Справочник по производству сборных железобетонных изделий | |||
| - М.: Стройиздат, 1982, с.179, 237-251. | |||
