Область техники
Изобретение относится к области прокатного производства и может быть использовано в строительных, горнопроходческих и других видах металлоконструкций.
Уровень техники
Аналогами к предлагаемому устройству можно считать:
1. Профиль (ГОСТ 5267.7-90 "Профиль верхнего листа поперечной балки рамы полувагона"), содержащий в поперечном сечении днище, две стенки и фланцы.
Недостатком аналога является высокая стоимость изготовления профиля. Это определяется геометрическими особенностями аналога - часть сопряжения или другие части профиля выполнены частью окружности, характеристикой которой является радиус. Выполнение сопряжений или других частей профиля в виде части окружности не позволяет обеспечить большую плавность перехода на участках кривых и снизить стоимость изготовления профиля за счет повышения ресурса прокатных валков.
Под термином "сопряжение" следует понимать взаимную связь [1].
2. Профиль, содержащий в поперечном сечении днище, две стенки и фланцы (ГОСТ 18662-83 "Профили горячекатанные СВП для крепи горных выработок").
Недостатком аналога является высокая стоимость изготовления профиля. Это определяется геометрическими особенностями аналога - части профиля выполнены частью окружности, характеристикой которой является радиус. Выполнение других частей профиля в виде части окружности не позволяет обеспечить большую плавность перехода на участках кривых и снизить стоимость изготовления профиля за счет повышения ресурса прокатных валков.
Наиболее близким по технической сущности прототипом к предлагаемому устройству является специальный взаимозаменяемый профиль, содержащий в поперечном сечении днище, боковые стенки и фланцы ("Профиль шахтной крепи" патент РФ N 2055988, оп. 10.03.96 г. по МКИ E 21 D 11/14).
Недостатком прототипа является высокая стоимость изготовления профиля. Это определяется геометрическими особенностями прототипа - части профиля выполнены частями окружностей, характеристиками которых является радиус. Выполнение частей сопряжения в виде частей окружностей не позволяет обеспечить рациональную плавность перехода на участках кривых профиля по сравнению с фрагментами косого конического сечения прямого кругового конуса (фрагменты гиперболы, параболы, эллипса), которые вырождаются в процессе изготовления профиля друг в друга и снизить стоимость изготовления профиля за счет повышения ресурса прокатных валков.
В процессе проката профиля происходит интенсивный унос металла прежде всего с угловых выступов калибра, как наиболее напряженных участков валка, в связи с чем выполнение сопряжений полок и стенки в виде части окружности становятся невозможным без частой смены калибров и перевалки валков, а также настройки клети и стана в целом. Это в свою очередь требует больших материальных и временных затрат.
В процессе исследований авторами была установлена закономерность перерождения при износе кривых, описанных фрагментами косого конического сечения прямого кругового конуса (парабола, гипербола, эллипс) друг в друга, что обеспечивает сохранение плавности перехода на участках кривых профиля (и валка) по мере износа при прокатке.
С точки зрения сохранения плавности перехода на участках кривых по мере износа в процессе прокатки, целесообразно использование фрагментов гиперболы, параболы и эллипса: эти равноценные взаимозаменяемые и взаимносочетаемые варианты исключают образование в процессе износа таких наиболее подверженных вырождению (выкрашиванию) кривых как, например окружность.
Затраты могут быть сокращены путем профилирования валка, в частности его криволинейных участков, с учетом минимизации будущего уноса материала в процессе проката используя фрагменты косых конических сечений, вырождающихся друг в друга (фрагменты гиперболы, параболы, эллипса).
Кроме того, у прототипа и аналогов задача повышения несущей способности при неосесимметричном продольном сжатии, кручении или изгибе решается только путем увеличения толщины полок и стенки, что нерационально.
Так, для повышения несущей способности профиля при неосесимметричном продольном сжатии целесообразно увеличить массу металла в области сопряжения, например, днища и стенки, ближайшей к точке приложения усилия используя фрагменты косых конических сечений, вырождающихся друг в друга (фрагменты гиперболы, параболы, эллипса).
При поперечном изгибе в плоскости, параллельной продольным плоскостям сечения стенок, целесообразно увеличить массу металла на фланцах и уменьшить на днище, используя фрагменты косых конических сечений, вырождающихся друг в друга (фрагменты гиперболы, параболы, эллипса).
При кручении целесообразно увеличивать массу металла в центральной части днища и уменьшать на фланцах, используя фрагменты косых конических сечений, вырождающихся друг в друга (фрагменты гиперболы, параболы, эллипса).
Сущность изобретения
Задачей изобретения является снижение себестоимости изготовления специального взаимозаменяемого профиля за счет продления срока службы валков посредством сохранения плавности перехода на участках кривых профиля (а следовательно, и валка) путем использования сочетания фрагментов косых конических сечений прямого кругового конуса, вырождающихся друг в друга (фрагменты гиперболы, параболы, эллипса), повышение технологичности изготовления за счет использования сочетания фрагментов косых конических сечений прямого кругового конуса, вырождающихся друг в друга и не выходящих из прогнозируемых перед прокаткой параметров, снижение материалоемкости при сохранении несущей способности в условиях продольного неосесимметричного сжатия, кручения или изгиба за счет использования сочетания фрагментов косых конических сечений прямого кругового конуса, вырождающихся друг в друга и обеспечивающих рациональную конфигурацию профиля для прогнозируемых схем на- гружения.
В процессе прокатки профилей фрагменты косых конических сечений прямого кругового конуса за счет уноса материала с рабочей поверхности валка, вырождаются друг в друга (фрагменты гиперболы, параболы, эллипса), однако процесс уноса материала с рабочей поверхности валка заранее спрогнозирован и учтен при проектировании и расчете конфигурации профиля и не выходит за определение косого конического сечения прямого кругового конуса.
Указанный технический результат изобретения достигается тем, что специальный взаимозаменяемый профиль содержит в поперечном сечении днище, боковые стенки и фланцы и по крайней мере часть внутренней и/или наружной линии днища и/или по крайней мере одной из стенок, и/или по крайней мере одного из фланцев, образующих пересечением осей углы выполнены в виде фрагмента косого конического сечения прямого кругового конуса. При этом обеспечивается большая плавность перехода от фрагмента к фрагменту границы поперечного сечения профиля, состоящих их фрагментов косых конических сечений, вырождающихся друг в друга (фрагменты гиперболы, параболы, эллипса) в процессе прокатки, снижающая себестоимость изготовления профиля за счет уменьшения работы формоизменения профиля при прокатке и повышения износостойкости прокатных валков.
Кроме того, форма профиля в большей степени отвечает требованиям критерия: обеспечение заданной прочности при минимальной массе профиля.
Под термином "ось днища" следует понимать проходящую через сечение днища воображаемую прямую линию, характерную для данного сечения днища, например, наименьшего осевого момента инерции.
Под термином "ось стенки" следует понимать проходящую через сечение стенки воображаемую прямую линию, характерную для данного сечения стенки, например, наименьшего осевого момента инерции.
Под термином "ось фланца" следует понимать проходящую через сечение фланца воображаемую прямую линию, характерную для данного сечения фланца, например, наименьшего осевого момента инерции.
Под термином "косое коническое сечение" следует понимать линию, которую образует поверхность прямого кругового конуса и секущая плоскость, не проходящая через его вершину при условии, что угол между секущей плоскостью и осью прямого кругового конуса отличен от прямого угла [2].
Современные средства измерений позволяют производить достаточно точные отображения измеряемых поверхностей. Применение методов аппроксимации, например, наименьших квадратов или нелинейной регрессии, позволяет идентифицировать поверхность - образующие кривые.
Специальный взаимозаменяемый профиль может содержать в поперечном сечении часть внутренней линии днища, выполненную в виде фрагмента косого конического сечения прямого кругового конуса (фрагмента гиперболы, параболы, эллипса), причем фрагменты косого конического сечения прямого кругового конуса могут вырождаться друг в друга в процессе производства профиля. При этом обеспечивается большая плавность сопряжения днища с боковыми стенками, состоящего из фрагментов косых конических сечений, вырождающихся друг в друга в процессе прокатки, снижающая себестоимость изготовления профиля за счет уменьшения работы формоизменения профиля при прокатке и повышения износостойкости прокатных валков.
Специальный взаимозаменяемый профиль может содержать в поперечном сечении часть наружной линии днища, выполненную в виде фрагмента косого конического сечения прямого кругового конуса (фрагмента гиперболы, параболы, эллипса), причем фрагменты косого конического сечения прямого кругового конуса могут вырождаться друг в друга в процессе производства профиля. При этом обеспечивается большая плавность сопряжения днища с боковыми стенками, состоящего из фрагментов косых конических сечений, вырождающихся друг в друга в процессе прокатки, снижающая себестоимость изготовления профиля за счет уменьшения работы формоизменения профиля при прокатке и повышения износостойкости прокатных валков.
Специальный взаимозаменяемый профиль может содержать в поперечном сечении часть боковой стенки, выполненную в виде фрагмента косого конического сечения прямого кругового конуса (фрагмента гиперболы, параболы, эллипса), причем фрагменты косого конического сечения прямого кругового конуса могут вырождаться друг в друга в процессе производства профиля. При этом обеспечивается большая плавность сопряжения боковой стенки с днищем, состоящей из фрагментов косых конических сечений, вырождающихся друг в друга в процессе прокатки, снижающая себестоимость изготовления профиля за счет уменьшения работы формоизменения профиля при прокатке и повышения износостойкости прокатных валков.
Специальный взаимозаменяемый профиль может содержать в поперечном сечении часть наружной линии фланца, выполненную в виде фрагмента косого конического сечения прямого кругового конуса (фрагмента гиперболы, параболы, эллипса), причем фрагменты косого конического сечения прямого кругового конуса могут вырождаться друг в друга в процессе производства профиля. При этом обеспечивается большая плавность сопряжения фланца с боковой стенкой, состоящего из фрагментов косых конических сечений, вырождающихся друг в друга в процессе прокатки, снижающая себестоимость изготовления профиля за счет уменьшения работы формоизменения профиля при прокатке и повышения износостойкости прокатных валков.
Сочетание выполнения элементов поперечного сечения профиля в виде фрагментов косых конических сечений прямого кругового конуса (фрагментов гиперболы, параболы, эллипса), которые могут вырождаться друг в друга в процессе производства профиля обеспечивает достижение рациональной формы профиля. При этом снижается себестоимость изготовления профиля за счет уменьшения работы формоизменения профиля при прокатке и повышения износостойкости прокатных валков.
Специальный взаимозаменяемый профиль (далее Профиль) может быть выполнен с образованием осями фланцев, стенок и днища углов от 15o до 165o, что позволит расширить технологические возможности при сборке конструкций из профилей.
Профиль может быть выполнен с длиной стенок, отличной одна от другой, что позволит расширить технологические возможности при сборке конструкций из профилей.
Профиль может быть выполнен с длиной фланцев, отличной одна от другой, что позволит расширить технологические возможности при сборке конструкций из профилей.
Профиль может быть выполнен с фланцами и/или стенками различной толщины, что позволит повысить локальные прочностные характеристики профиля.
Профиль может быть выполнен с толщиной частей по крайней мере одной полки от места сопряжения со стенкой до края отличной одной от другой, что позволит повысить локальные прочностные характеристики профиля.
Профиль может быть выполнен с переменной толщиной днища, стенки или фланца, что позволит повысить локальные прочностные характеристики профиля.
Профиль может быть выполнен с увеличением толщины днища в направлении от одной стенки к другой, что позволит повысить сопротивление кручению относительно продольной оси, проходящей через сопряжение стенки с днищем в месте его большей толщины.
Профиль может быть выполнен с увеличением толщины днища в направлении от стенок к внутренней части днища, что позволит повысить сопротивление кручению относительно продольной оси, проходящей через центральную часть стенки.
Профиль может быть выполнен с уменьшением толщины днища в направлении от стенок к внутренней части днища, что позволит расширить технологические возможности при сборке конструкций из профилей.
Профиль может быть выполнен со ступенчатой стенкой, что позволит расширить технологические возможности при сборке конструкций из профилей.
Профиль может быть выполнен по крайней мере с одной стенкой, толщина которой увеличивается в направлении от днища к фланцу, что позволит расширить технологические возможности при сборке конструкций из профилей.
Профиль может быть выполнен по крайней мере с одной стенкой, толщина которой уменьшается в направлении от днища к фланцу, что позволит расширить технологические возможности при сборке конструкций из профилей.
Профиль может быть выполнен по крайней мере с одной стенкой, толщина которой увеличивается в направлении от днища и фланца к внутренней части стенки, что позволяет расширить технологические возможности при сборке конструкций из профилей.
Профиль может быть выполнен по крайней мере с одной стенкой, толщина которой уменьшается в направлении от днища и фланца к внутренней части стенки, что позволяет расширить технологические возможности при сборке конструкций из профилей.
Профиль может быть выполнен по крайней мере с одним фланцем, толщина которого увеличивается в направлении от стенки к краю, что позволит расширить технологические возможности при сборке конструкций из профилей.
Профиль может быть выполнен по крайней мере с одним фланцем, толщина которого уменьшается в направлении от стенки к краю, что позволит расширить технологические возможности при сборке конструкций из профилей.
Профиль может быть выполнен по крайней мере с одним фланцем, толщина которого увеличивается в направлении от стенки и края фланца к внутренней части фланца, что позволит расширить технологические возможности при сборке из профилей.
Профиль может быть выполнен по крайней мере с одним фланцем, толщина которого уменьшается в направлении от стенки и края фланца к внутренней части фланца, что позволит расширить технологические возможности при сборке из профилей.
Профиль может быть выполнен с толщиной днища, и/или по крайней мере одной стенки, и/или по крайней мере одного фланца, меняющейся многократно и периодически, что позволит расширить технологические возможности при сборке конструкций из профилей.
Профиль может быть выполнен с днищем, и/или фланцем, и/или со стенкой, имеющими подгиб, что позволит расширить технологические возможности при сборке конструкций из профилей.
Профиль может быть выполнен с днищем, и/или фланцем, и/или со стенкой, имеющими многократный подгиб, в том числе с изменением вогнутости на противоположную, что позволит расширить технологические возможности при сборке конструкций из профилей.
Профиль может быть выполнен со ступенчатыми по крайней море одной из стенок, и/или по крайней море одним фланцем, и/или днищем, что позволит расширить технологические возможности при сборке конструкций из профилей.
Профиль может быть выполнен со ступенчатыми днищем, и/или по крайней мере одной стенкой, и/или по крайней мере одним фланцем, которые могут иметь увеличение или уменьшение толщины при переходе от одной ступени к другой, что позволит расширить технологические возможности при сборке конструкций из профилей.
Профиль может быть выполнен с выемкой на днище, и/или по крайней мере на одной стенке, и/или по крайней мере на одном фланце, что позволит расширить технологические возможности при сборке конструкций из профилей.
Профиль может быть выполнен с выступом на днище, и/или по крайней мере на одной стенке, и/или по крайней мере на одном фланце, что позволит расширить технологические возможности при сборке конструкций из профилей.
Профиль может быть выполнен с выемкой на краю по крайней мере одного фланца, что позволит расширить технологические возможности при сборке конструкций из профилей.
Профиль может быть выполнен с выступом на краю по крайней мере одного фланца, что позволит расширить технологические возможности при сборке конструкций из профилей.
Профиль может быть выполнен с по крайней мере одним разрывом толщины днища, и/или по крайней мере одного фланца, и/или по крайней мере одной стенки. Причем разрывы толщины могут выполняться многократно и периодически, что позволит расширить технологические возможности при сборке конструкций из профилей.
Профиль может быть выполнен с частью днища, и/или по крайней мере одной стенки, и/или по крайней мере одного фланца, содержащими фрагменты и/или комбинации фрагментов; многоугольник, коническое сечение прямого кругового конуса, что позволит повысить точность при сборке конструкций из профилей путем соединения выступа в выемку.
Проведенный анализ уровня техники показал, что заявленная совокупность существенных признаков, изложенных в формуле изобретения, неизвестна. Это позволяет сделать вывод о ее соответствии критерию "новизна".
Для проверки соответствия заявленного изобретения критерию "изобретательский уровень" проведен дополнительный поиск известных технических решений с целью выявления признаков, совпадающих с отличительными от прототипа признаками заявленного технического решения. Установлено, что заявленное техническое решение не следует явным образом из известного уровня техники. Следовательно, заявленное изобретение соответствует критерию "изобретательский уровень".
Сведения, подтверждающие возможность осуществления изобретения
Сущность изобретения и возможность его практической реализации поясняется чертежами, где на фиг. 1 изображено поперечное сечение специального взаимозаменяемого профиля, на фиг. 2-12 изображены примеры конструктивного выполнения поперечного сечения профиля, на фиг. 13-15 изображены примеры конструктивного выполнения частей поперечного сечения профиля.
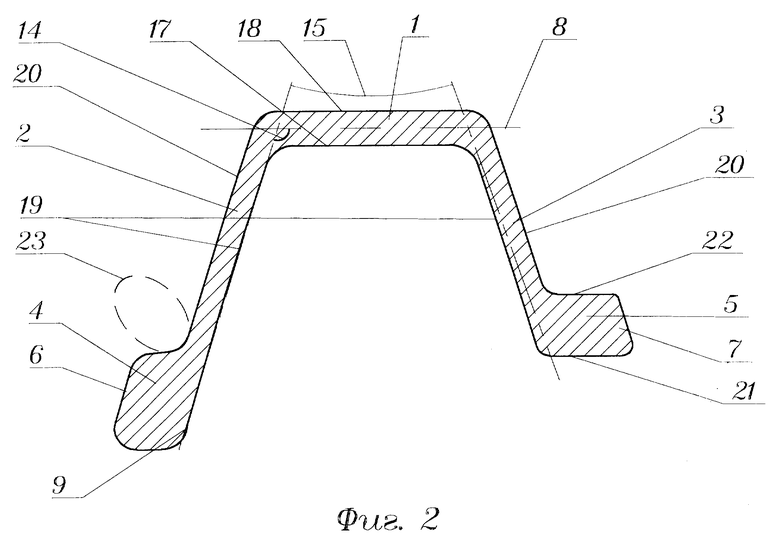
Профиль (фиг. 1, 2) содержит в поперечном сечении днище 1, боковые стенки 2 и 3, фланцы 4 и 5 с краями 6 и 7. Пересечение осей 8, 9, 10, 11 и 12 соответственно днища 1, боковых стенок 2 и 3, фланцев 4 и 5 образуют углы, например, 13, 14, 15 и 16. Часть внутренней 17 и наружной 18 линии днища 1, и/или часть внутренней 19 и наружной 20 линии одной из боковых стенок 2 и 3, и/или часть внутренней 21 и наружной 22 линии одного из фланцев 4 и 5, и/или часть края по крайней мере одного фланца выполнены в виде фрагмента 23 косого конического сечения прямого кругового конуса.
На фиг. 1 и 2 образуемые пересечением осей углы 13, 14, 15 и 16 могут составлять от 15o до 165o.
На фиг. 2 изображен профиль, у которого длина боковых стенок и фланцев отличаются друг от друга.
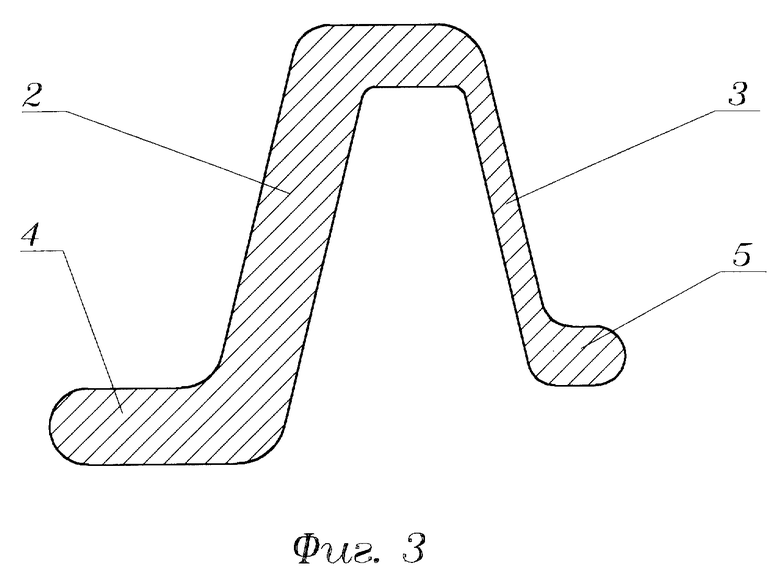
На фиг. 3 изображен профиль, у которого толщина боковых стенок и фланцев отличаются друг от друга.
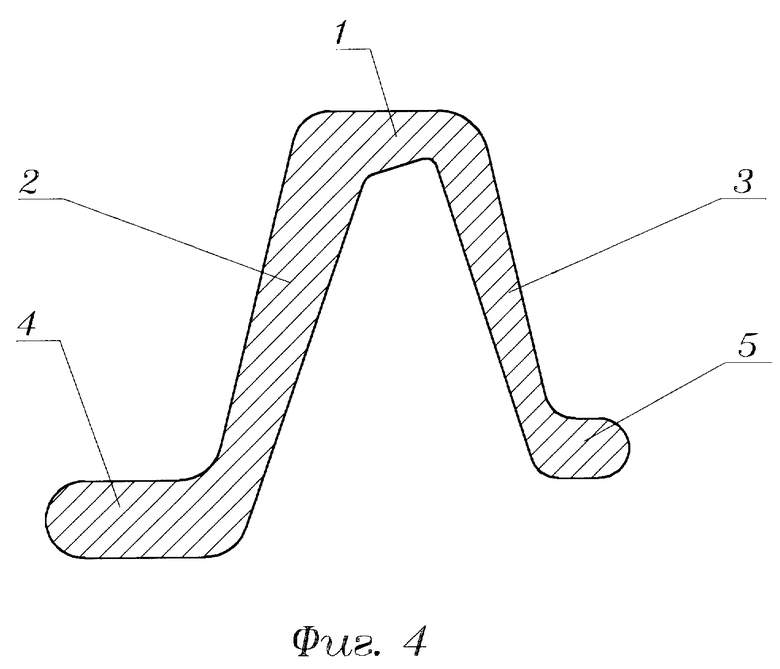
На фиг. 4 изображен профиль, у которого толщина днища 1 увеличивается в направлении от стенки 2 к стенке 3, причем толщина боковых стенок увеличивается от фланцев к днищу.
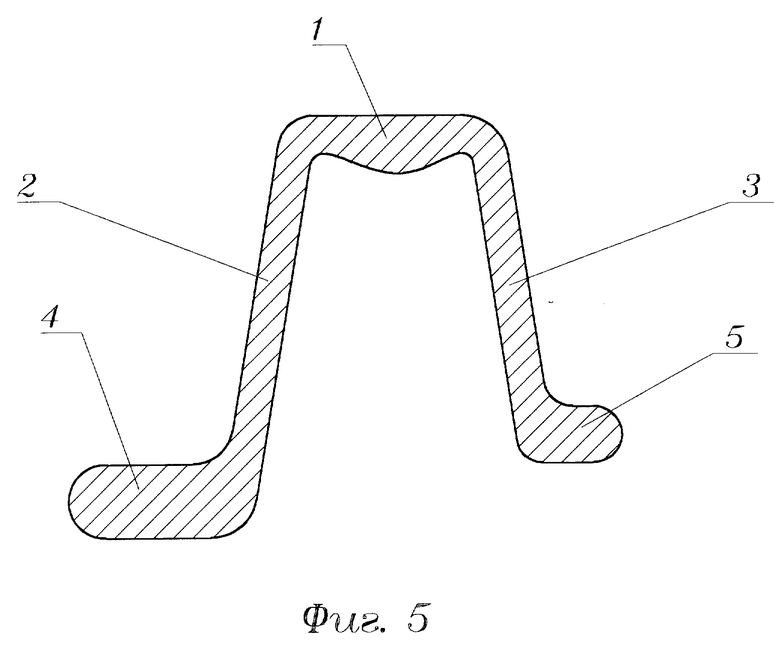
На фиг. 5 изображен профиль, у которого толщина днища увеличивается в направлении от стенок к внутренней части днища.
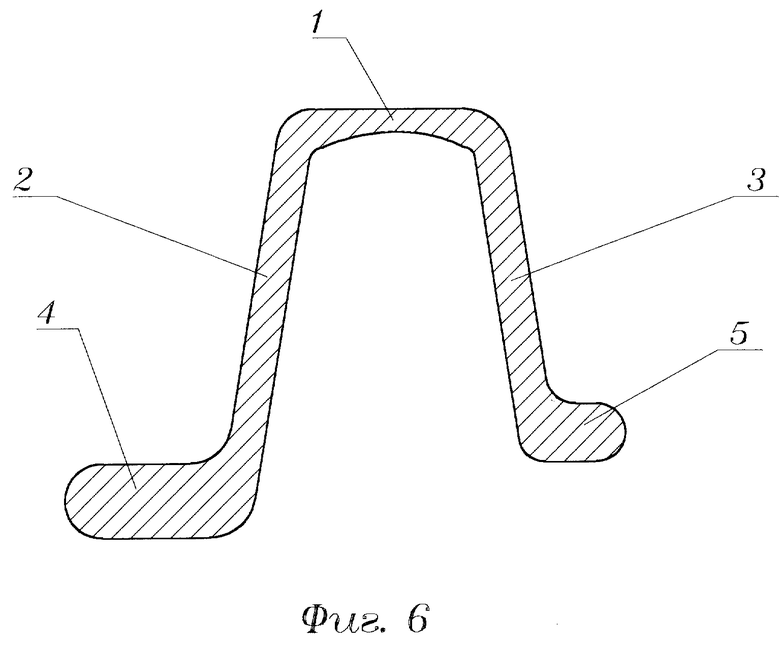
На фиг. 6 изображен профиль, у которого толщина днища уменьшается в направлении от стенок к внутренней части днища. Кроме того, толщина стенок увеличивается в направлении от днища к фланцам.
На фиг. 7 изображен профиль, у которого толщина стенки 2 увеличивается в направлении от днища и фланца к внутренней части стенки, а толщина стенки 3 - уменьшается.
На фиг. 8 изображен профиль, у которого толщина фланца 4 увеличивается от стенки к краю, а толщина фланца 5 - уменьшается.
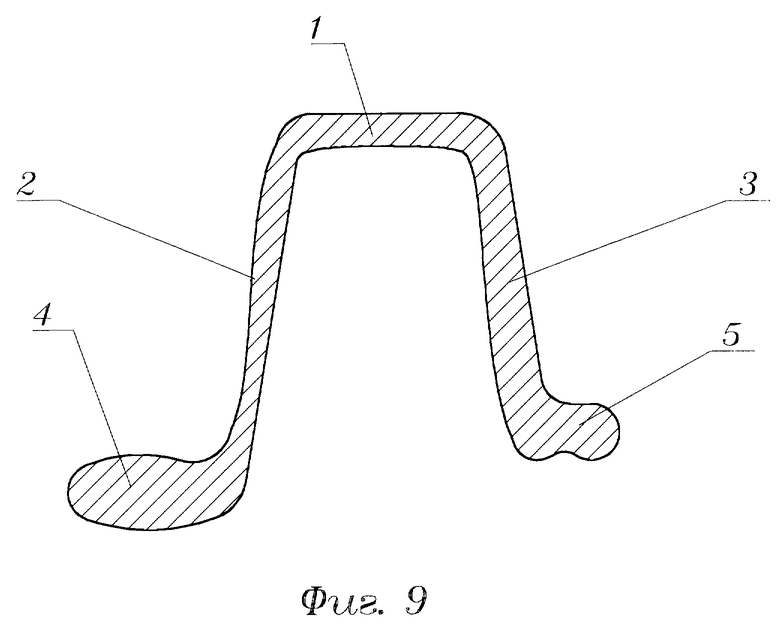
На фиг. 9 изображен профиль, у которого толщина фланца 4 увеличивается в направлении от стенки и края к внутренней части фланца, а толщина фланца 5 - уменьшается.
На фиг. 10 изображен профиль, у которого толщина днища, боковых стенок и фланцев меняется многократно и периодически, возрастая и убывая.
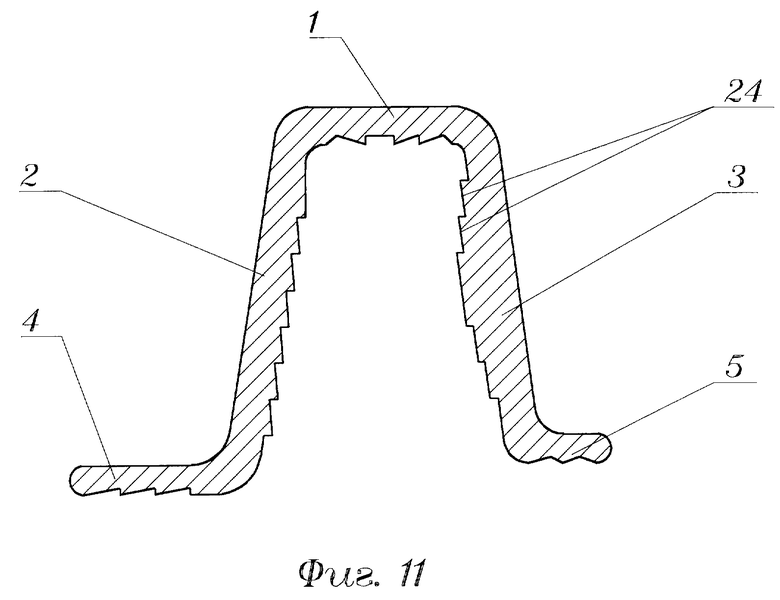
На фиг. 11 изображен профиль, у которого днище, боковые стенки и фланцы выполнены ступенчатыми. Причем днище выполнено как с увеличением, так и с уменьшением толщины при переходе от одной ступени 24 к другой.
На фиг. 12 изображен профиль с многократным подгибом 25 днища и фланцев, а также с подгибом стенок.
В примере конструктивного выполнения профиля, изображенного на фиг. 13, часть внутренней или наружной линии днища 1, или стенки 2 (3), или фланцев 4 (5) выполнены с выемками 26 и выступами 27. Кроме того, толщина сечения имеет разрыв 28.
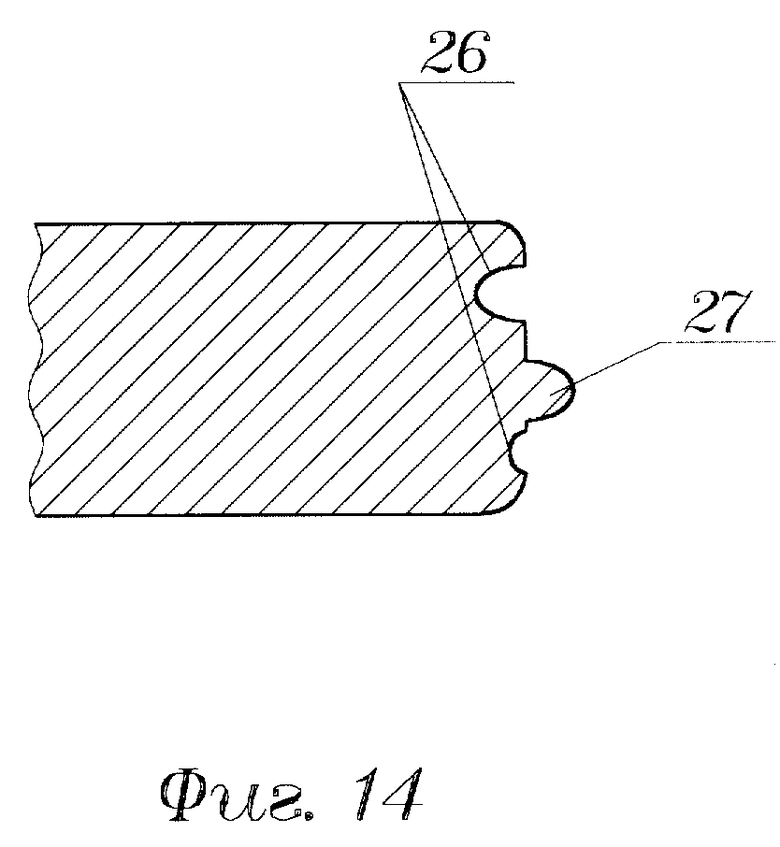
В примере конструктивного выполнения профиля, изображенного на фиг. 14, край фланца 6 (7) выполнен с выемками 26 и выступом 27.
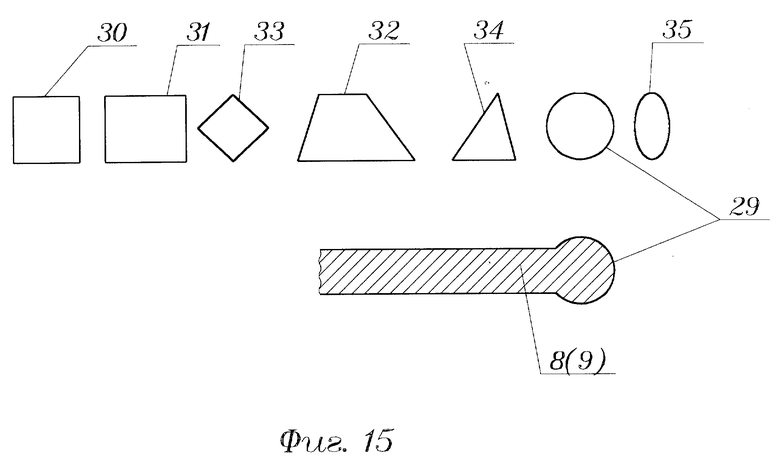
В примере конструктивного выполнения профиля, изображенного на фиг. 15, край фланца 6 (7) содержит окружность 29. Части по крайней мере внутренней или наружной линии по крайней мере одной стенки, и/или днища, и/или по крайней мере одного фланца могут содержать фрагменты и/или комбинации фрагментов: многоугольник (квадрат 30, прямоугольник 31, трапеция 32, ромб 33, треугольник 34 и т.д. и т.п.), коническое сечение прямого кругового конуса (окружность 29, эллипс 35 и т.д. и т.п.).
Таким образом, применение данной конструкции двутаврового профиля позволит достичь задачи изобретения.
Литература
1. Толковый словарь русского языка. М. Азъ, 1993г., 960 с.
2. Математический энциклопедический словарь. М. "Советская энциклопедия", 1978 г., 847 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТАВРОВЫЙ ПРОФИЛЬ | 1998 |
|
RU2135307C1 |
| ШВЕЛЛЕР | 1998 |
|
RU2136403C1 |
| ДВУТАВРОВЫЙ ПРОФИЛЬ | 1998 |
|
RU2136405C1 |
| ЗЕТОВЫЙ ПРОФИЛЬ | 1998 |
|
RU2135308C1 |
| УГОЛКОВЫЙ ПРОФИЛЬ | 1998 |
|
RU2136407C1 |
| МНОГОЛУЧЕВОЙ ПРОФИЛЬ | 1998 |
|
RU2136404C1 |
| РЕЛЬС ДВУХГОЛОВЫЙ | 1998 |
|
RU2135310C1 |
| РЕЛЬС | 1998 |
|
RU2136408C1 |
| ТАВРОВЫЙ РЕЛЬС | 1998 |
|
RU2135309C1 |
| ЛИСТОВОЙ ДЕФОРМИРУЕМЫЙ КОНСТРУКЦИОННЫЙ МАТЕРИАЛ | 1999 |
|
RU2138342C1 |





Изобретение относится к области прокатного производства и может быть использовано в строительных, машиностроительных и других видах металлоконструкций. Задачей изобретения является создание уголкового профиля, обладающего низкой себестоимостью, повышенной технологичностью изготовления, сниженной материалоемкостью при сохранении несущей способности в условиях продольного неосесимметричного сжатия, кручения или изгиба. Указанный технический результат изобретения достигается тем, что специальный взаимозаменяемый профиль содержит в поперечном сечении днище, боковые стенки и фланцы и по крайней мере часть внутренней и/или наружной линии днища, и/или по крайней мере одной из стенок, и/или по крайней мере одного из фланцев, образующих пересечением осей углы, выполнены в виде фрагмента косого конического сечения прямого кругового конуса. При этом обеспечивается большая плавность перехода на участках кривых при сохранении плавности по мере износа валков, снижающая себестоимость изготовления профиля за счет уменьшения работы формоизменения профиля при прокатке и повышения износостойкости прокатных валков. 29 з.п.ф-лы, 15 ил.
| УСТРОЙСТВО СТАНЦИОННОЙ ЦЕНТРАЛИЗАЦИИ И БЛОКИРОВОЧНОЙ СИГНАЛИЗАЦИИ | 1916 |
|
SU5267A1 |
| Задерживающее (амортизационное) приспособление для устранения ударов пришлюзовании судов | 1928 |
|
SU18662A1 |
| RU 2055988, 10.03.96 | |||
| Способ изготовления металлической арочной крепи | 1976 |
|
SU599861A1 |
| Горячекатаный фланцевый профиль | 1989 |
|
SU1731304A1 |
| Горячекатанный фланцевый профиль | 1978 |
|
SU778828A1 |
| US 4498323, 12.02.85 | |||
| СПОСОБ УСТРАНЕНИЯ МЯГКОТКАНЫХ ДЕФЕКТОВ ЧЕЛЮСТНО-ЛИЦЕВОЙ ОБЛАСТИ | 1999 |
|
RU2147838C1 |
| Корн Г | |||
| и др | |||
| Справочник по математике | |||
| - М.: Наука, 1984, с | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |

