Изобретение относится к смазочным материалам, в частности, к уплотнительным смазкам для резьбовых соединений бурового оборудования, и может быть использовано для повышения износостойкости и герметичности замковых соединений бурильных труб и соединений обсадных колонн.
В настоящее время для смазки резьбовых соединений бурильных труб используют пластичные смазки (УСсА, ГОСТ 3333-80; Р-402, Р-416, ТУ 38 101708-78). Однако указанные смазочные материалы не в полной мере удовлетворяют требованиям к смазкам для резьбовых соединений, а именно низкие эксплуатационные свойства при температурах от -20oC до -35oC, плохая удерживаемость на металлической поверхности при воздействии агрессивных сред солей поливалентных металлов в пластовых условиях.
Наиболее близким к изобретению по технической сущности является натриевая пластичная смазка (авт. свид. N 1342919 C 10 M 177/00 БИ 37 1987 г.), содержащая натриевое мыло синтетических жирных кислот фракции C5-C30, остаточный рафинат с вязкостью 16 сСт при 100oC, графит при следующем соотношении компонентов, мас.%:
натриевое мыло синтетических жирных кислот фракции C5-C30 - 26
остаточный рафинат с вязкостью 16 сСт при 100oC - 72,5
графит - 1,5
Однако известная натриевая пластичная смазка обладает низкими противоизносными, противозадирными свойствами, плохо удерживается на поверхности металла при низких температурах.
Изобретение решает техническую задачу повышения противоизносных, противозадирных, антифрикционных, адгезионных, уплотнительных и низкотемпературных свойств смазки.
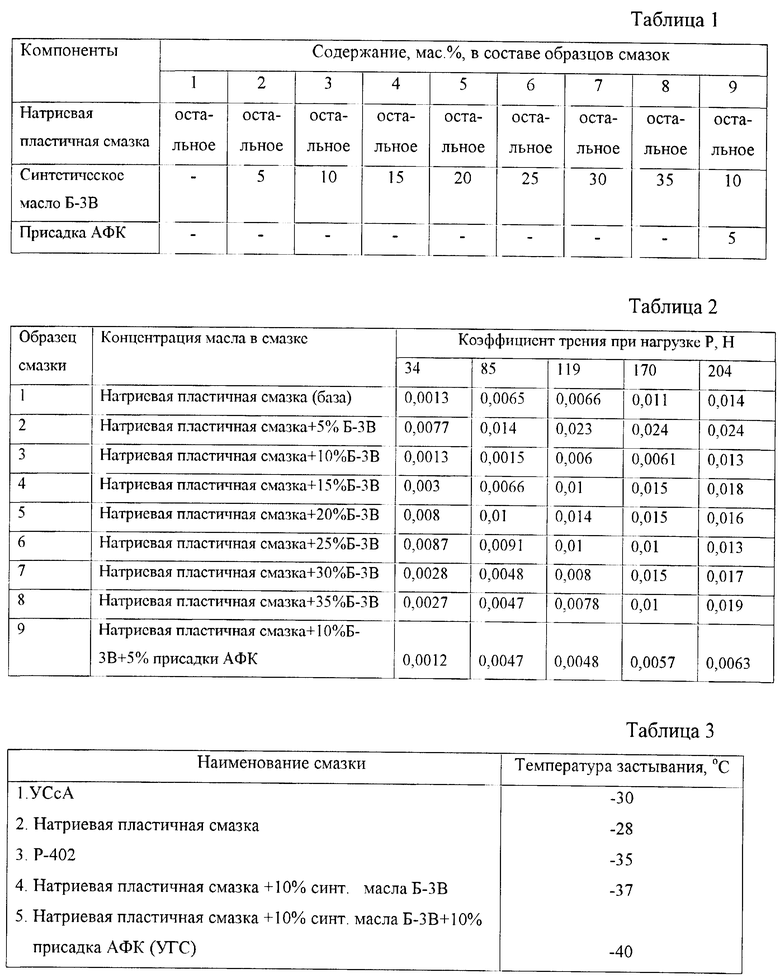
Сущность изобретения заключается в том, что известная натриевая пластичная смазка, включающая натриевое мыло синтетических жирных кислот фракции C5-C30, остаточный рафинат с вязкостью 16 сСт при 100oC и графит, согласно изобретению дополнительно содержит синтетическое масло Б-3В и присадку АФК при следующем соотношении компонентов, мас.%:
синтетическое масло Б-3В - 5-35
присадка АФК - 3-7
натриевая пластичная смазка - остальное
Технология приготовления смазки заключается в следующем.
В натриевую пластичная смазку (авт. свид. N 1342919 C 10 M 177/00) при температуре 110-120oC вводят синтетическое масло Б-3В, взятое в определенном соотношении, и периодически перемешивают в течениe 2,5-3 ч. Затем полученную смесь доводят до температуры 80-90oC, добавляют необходимое количество присадки АФК и тщательно перемешивают 1-1,5 ч до образования однородной массы. Готовую смазку после охлаждения закладывают в тару.
Предлагаемая смазка, включающая натриевую пластичную смазку, синтетическое масло Б-3В и присадку АФК, названа УГС.
Исследования противоизносных, противозадирных и антифрикционных свойств смазки УГС проводят на машине трения "Экспресс-1", работающей по схеме "диск-стержень", помещенную в камеру с исследуемым материалом (диск-20ХН3А, стержень-40ХН).
Содержание синтетического масла изменялось от 5 до 35% с шагом 5%. Затем в образец смазки, при котором зафиксированы лучшие показатели противоизносных, противозадирных и антифрикционных свойств, вводится присадка АФК.
В таблице 1 приведены составы известной и предлагаемой смазок, в таблицax 2, 3 - результаты оценки противоизносных, антифрикционных, низкотемпературных и адгезионнных свойств. Антифрикционные и противозадирные свойства смазок определяются по коэффициенту трения.
Как видно из табл. 2, введение синтетического масла Б-3В 10% и присадки АФК 5% (образец 9) дает значительное снижение коэффициента трения по сравнению с прототипом и остальными образцами смазок.
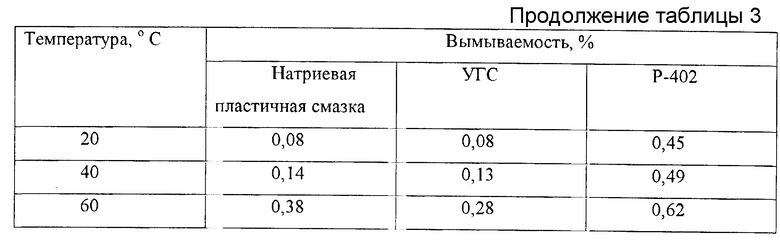
Данные из табл. 3 свидетельствуют о более широком температурном диапазоне применения предлагаемой смазки и лучших ее адгезионных свойствах, что обеспечивает соответственно надежную герметизацию.
Проводят испытания предлагаемой смазки (УГС) на натуральных соединениях замков с профилем резьбы 3-133, навинченных на бурильные трубы СБТ ПК 127х9 Д ГОСТ 50278-92. Для оценки износа сопрягаемой резьбовой пары в процессе проведения испытаний на свинчивание-развинчивание использован метод определения расстояния "h" (величина "посадки") между упорным торцом муфты и уступом ниппеля. Эта величина замеряется перед началом процесса свинчивания соединения при свободном вхождении ниппеля в муфту, обусловленным нагрузкой, создаваемой весом наращиваемой свечой бурильных труб. Испытания прекращаются по достижении величины "посадки" h = 22-23 мм. Перед началом испытаний производится предварительная приработка нового, не бывшего в эксплуатации резьбового замкового соединения предлагаемой смазкой.
Испытания проводят непосредственно в условиях эксплуатации буровой установки в следующей последовательности:
- в скважину спускается и удерживается в клиновом захвате колонн бурильных труб длиной около 500 м с навинченной сверху не бывшей ранее в эксплуатации бурильной трубой;
- в буровой на элеваторе подвешивается "свеча" бурильных труб, заканчивающаяся новым замковым соединением;
- на резьбу муфты и на 1/2 длины резьбы ниппеля наносится 40-60 г предлагаемой смазки, и соединения подвергаются многократным свинчиваниям-развинчиваниям с полным выводом ниппеля из муфты после каждого цикла свинчивания-развинчивания;
- свинчивание-развинчивание сопрягаемого резьбового соединения производится с применением стандартного автоматического бурового ключа АКБ-3М крутящим моментом 1600-1800 кгс•м;
- через ранее установленное количество циклов свинчивания-развинчивания производится полная замена смазки в резьбовом соединении и одновременно производится замер величины "посадки".
Испытания показывают, что предлагаемая смазка позволяет осуществлять 310-330 циклов свинчиваний-развинчиваний. Отмечено, что после определенного периода работы резьбового соединения в скважине с промывкой глинистым раствором с присутствием различных абразивных веществ смазка УГС, в отличиe от других испытуемых резьбовых смазок, сохраняется на резьбовом соединении, не вымывается промывочной и пластовой водой.
Смазка УГС нетоксична и имеет простую технологию приготовления.
Как следует из анализа результатов исследований, предлагаемая смазка (УГС) обладает высокой адгезией, более низким коэффициентом трения, что обеспечивает соответственно надежную герметизацию и более низкие моменты трения при их свинчивании и развинчивании по сравнению с прототипом. Существенное улучшение низкотемпературных свойств смазки позволяет значительно расширить температурный диапазон его применения и использовать от +150oC до -40oC.
Использование предлагаемой смазки УГС возможно в горнорудной, нефтяной, газовой и металлургической промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Уплотнительная смазка для резьбовых соединений | 1987 |
|
SU1505965A1 |
| СМАЗКА ДЛЯ ГЕРМЕТИЗАЦИИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2003 |
|
RU2231540C1 |
| СМАЗОЧНАЯ ДОБАВКА ДЛЯ ГЛИНИСТЫХ БУРОВЫХ РАСТВОРОВ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 1997 |
|
RU2138531C1 |
| Уплотнительная смазка для резьбовых соединений | 1977 |
|
SU667586A1 |
| Уплотнительная смазка для резьбовых соединений | 1986 |
|
SU1456455A1 |
| Уплотнительная смазка для резьбовых соединений | 1990 |
|
SU1737005A1 |
| Уплотнительная пластичная смазка | 1979 |
|
SU897839A1 |
| Способ получения силикатной пластичной смазки | 2021 |
|
RU2776953C1 |
| СМАЗКА ДЛЯ УЗЛОВ ТРЕНИЯ ПОДШИПНИКОВ КАЧЕНИЯ И СКОЛЬЖЕНИЯ | 2010 |
|
RU2443765C1 |
| СМАЗКА ДЛЯ ШАРОШЕЧНЫХ ДОЛОТ С ГЕРМЕТИЗИРОВАННЫМИ ОПОРАМИ | 2000 |
|
RU2183660C2 |
Использование: для повышения износостойкости и герметичности замковых соединений бурильных труб и соединений обсадных колонн. Смазка содержит, мас.%: синтетическое масло Б-3В 5-35, присадку АФК 3-7, натриевую пластичную смазку - остальное. Натриевая пластичная смазка содержит, маc.%: натриевое мыло синтетических жирных кислот фракции С5-С30 - 26, остаточный рафинат с вязкостью 16 сСт при 100°С - 72,5 и графит - 1,5. Смазка нетоксична, обладает высокой адгезией, более низким коэффициентом трения, что обеспечивает надeжную герметизацию и низкие моменты трения при свинчивании и развинчивании резьбовых соединений. 1 з.п. ф-лы, 3 табл.
Синтетическое масло Б-3В - 5 - 35
Присадка АФК - 3 - 7
Натриевая пластичная смазка - Остальное
2. Уплотнительная низкотемпературная пластичная смазка для резьбовых соединений бурильных труб по п.1, отличающаяся тем, что натриевая пластичная смазка содержит натриевое мыло синтетических жирных кислот фракции С5 - С30, остаточный рафинат с вязкостью 16 сСт при 100oC, графит при следующем соотношении компонентов, мас.%:
Натриевое мыло синтетических жирных кислот фракции С5 - С30 - 26
Остаточный рафинат с вязкостью 16 сСт при 100oC - 72,5
Графит - 1,5
| Способ получения натриевой пластичной смазки | 1985 |
|
SU1342919A1 |
| Пластичная смазка для резьбовых соединений | 1985 |
|
SU1323564A1 |
| Уплотнительная смазка для пробковых кранов водяных трубопроводов | 1984 |
|
SU1214744A1 |
| Синицын В.В | |||
| Пластичные смазки в СССР | |||
| - М.: Химия, 1984, с.164-168 | |||
| Справочное издание "Топливо, смазочные материалы, технические жидкости" / Под ред.В.М.Школьникова | |||
| - М.: Химия, 1989, с.380, с.142. | |||

