Изобретение относится к технологическим смазкам и может быть использовано при обработке металлов давлением, в частности, на операциях штамповки деталей из металла.
Известна технологическая смазка для обработки металлов давлением на основе минерального масла /1. Авторское свидетельство СССР N 380692, кл. C 10 M 161/00, 1973/.
Использование известной смазки не обеспечивает стабильности технологического процесса штамповки деталей.
Известна смазочная композиция для холодной обработки металла давлением, имеющая следующий состав, мас.%: жирные кислоты фракции C5-C9 2-5; триэтаноламин 4-12; окись цинка 0,1-5; гидроокись бария 0,1-1,5 и хлорированный парафин до 100%. /2. Авторское свидетельство СССР N 702071, кл. C 10 M 7/28, 1979 /.
Существенным недостатком композиции является то, что окись цинка, содержащаяся в смазке, спрессовывается между пуансоном и частью детали и при дальнейшей обработке моющими средствами не обеспечивается полностью ее удаление с обрабатываемой поверхности.
Наиболее близкой по технической сущности и достигаемому результату является смазочная композиция для холодной обработки металла давлением, имеющая следующий состав, мас.%: сложный эфир пентаэритрита и синтетических жирных - кислот фракции C5-C9 10-20; вторичные синтетические жирные спирты фракции C10-C20 10-20; полиоксипропилированный диэтиленгликоль с числом молей окиси пропилена 10-50 0,5-10; бензотриазол 0,2-0,5; хлорированный парафин остальное. /3. Авт.свид. СССР N 1097657, C 10 M 7/16, 1983 г./.
Существенными недостатками известной композиции являются:
1. Использование в качестве базовой основы смазочной композиции хлорированных парафинов, которые при температуре выше 130oC осмоляются, а при 135oC происходит дехлорирование, что ведет к изменению состава технологической смазки во времени и способствует быстрой потере первоначальных смазывающих свойств смазки - образуются задиры и налипание металла на инструмент.
2. Применение известной смазки на операциях штамповки не обеспечивает требуемое качество поверхности обрабатываемой детали и стойкости инструмента.
3. Продукты термического разложения хлорированных парафинов придают маслу неприятный запах и вызывают раздражение верхних дыхательных путей.
Задачей изобретения является повышение качества обрабатываемой поверхности и стойкости инструмента путем повышения противозадирных свойств смазки, а следовательно, повышение производительности процесса без нанесения подсмазочного покрытия. Смазка не должна иметь неприятного запаха, не вызывать раздражения верхних дыхательных путей и кожных покровов.
Поставленная цель достигается тем, что смазочная композиция для холодной обработки металла давлением, содержащая полиоксипропилированный диэтиленгликоль, дополнительно содержит минеральное масло, синтетическое масло Б-ЗВ и осерненные α-олефины фракции C16-C28 (серусодержащая присадка) при следующем соотношении компонентов, мас.%:
Полиоксипропилированный диэтиленгликоль с числом молей окиси пропилена 10-50 - 1-10
Серусодержащая присадка - 10-40
Синтетическое масло Б-ЗВ - 5-20
Минеральное масло - остальное
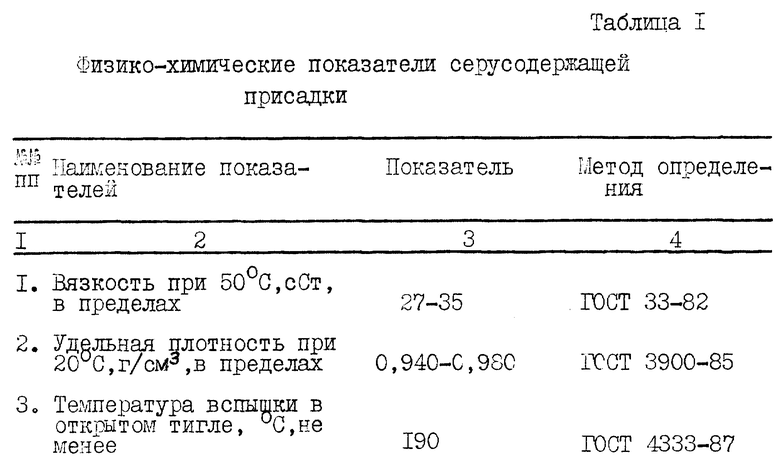
При приготовлении смазочной композиции используют полиоксипропилированный диэтиленгликоль с числом молей окиси пропилена 10-50 и молекулярной массой 700-3000 по ТУ 6-05-1854-78, синтетическое масло Б-ЗВ по ТУ 38.101255, минеральное масло - индустриальное масло по ГОСТ 20799, и серусодержащую присадку, физико-химические показатели которой приведены в таблице 1 (табл. 1-4 см. в конце описания).
Смазку готовят следующим образом.
В термостатированный реактор, снабженный эффективной мешалкой, загружают минеральное масло, температуру в реакторе повышают до 60-70oС и при непрерывном перемешивании вводят синтетическое масло Б-ЗВ, оксипропилированный диэтиленгликоль и серусодержащую присадку. После охлаждения получено прозрачное масло красно-коричневого цвета.
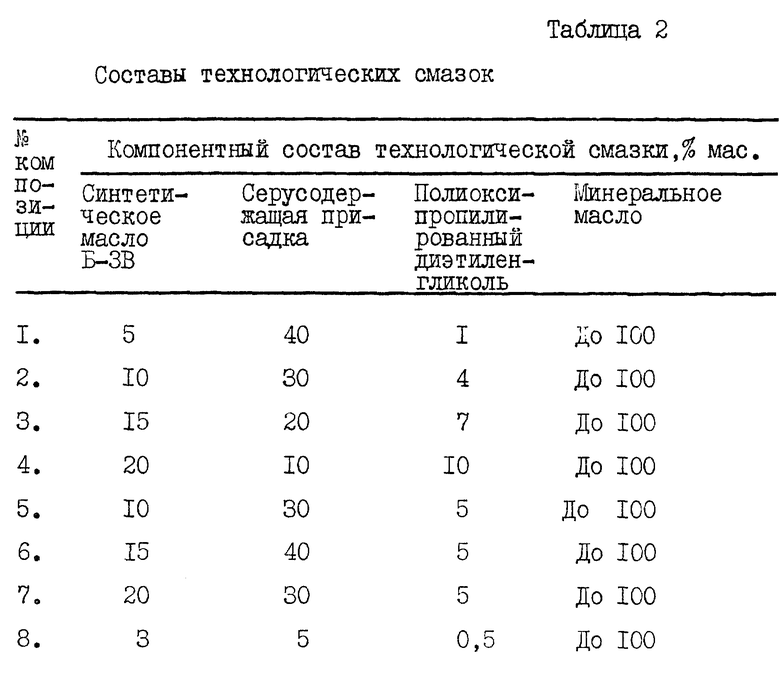
В соответствии с изобретением по описанной технологии были приготовлены следующие образцы смазок, представленные в таблице 2.
Полученные образцы испытывали в сравнении с известной смазкой (композиция 9, таблица 4), содержащей, мас.%:
Сложный эфир пентаэритрита и синтетических жирных кислот фракции C5-C9 - 25
Вторичные синтетические жирные спирты фракции C10-C20 - 25
Полиоксипропилированный диэтиленгликоль - 15
Бензотриазол - 0,3
Хлорированный парафин - до 100
Составы смазок 1-8 испытывали по ГОСТу 9490-75 на четырехшариковой машине трения (ЧШМ). При испытании на ЧШМ использовали шарики по ГОСТу 3722-81 из стали марки ШХ 15 по ГОСТу 801-78 диаметром 12,7 мм, степень точности 20.
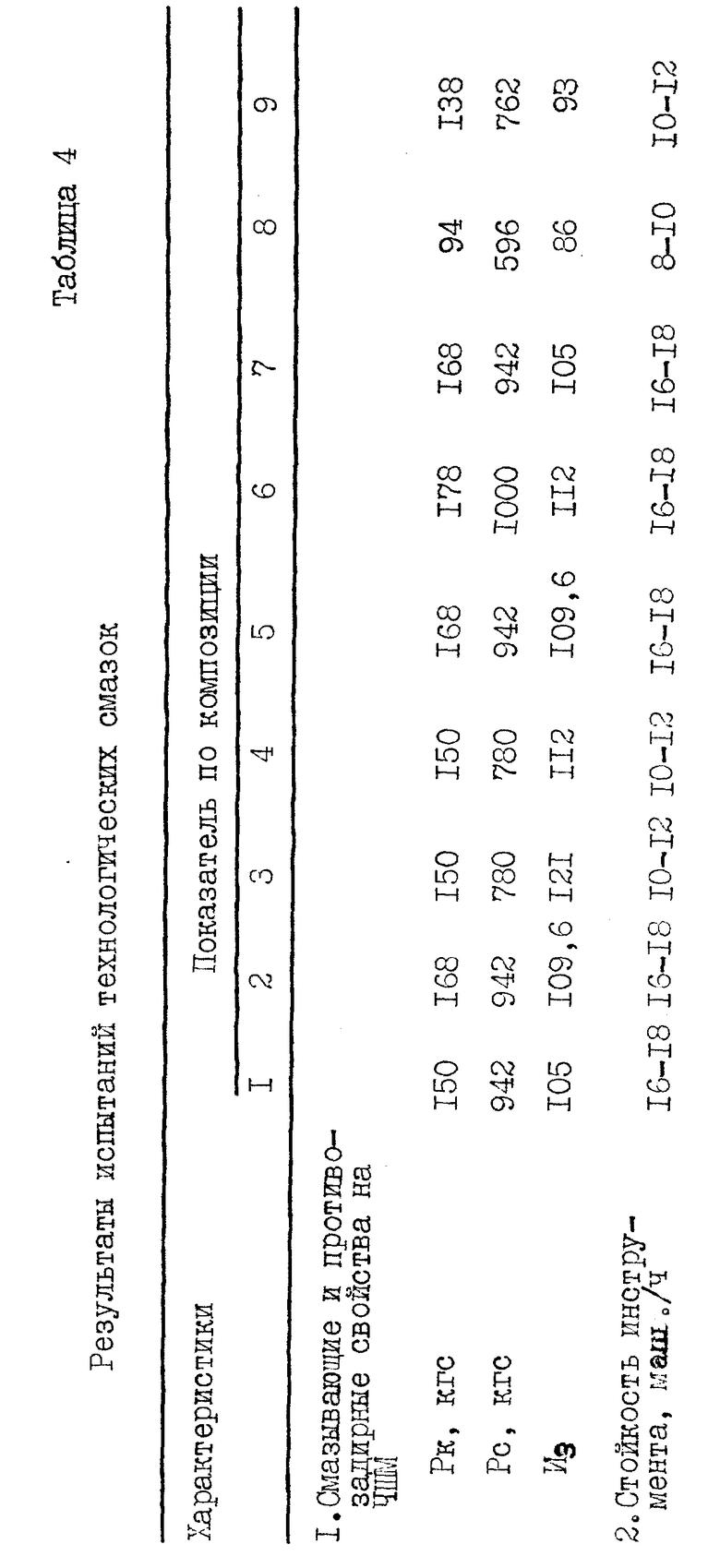
На четырехшариковой машине трения исследовали противозадирные свойства смазок. Оценочными показателями служили нагрузка сваривания (Pс), характеризующая предельную работоспособность смазочного материала в условиях испытания, критическая нагрузка (Pк), а также индекс задира (И3), определяющие способность смазочного материала предотвращать возникновение задира трущихся поверхностей.
Результаты испытаний приведены в таблице 4.
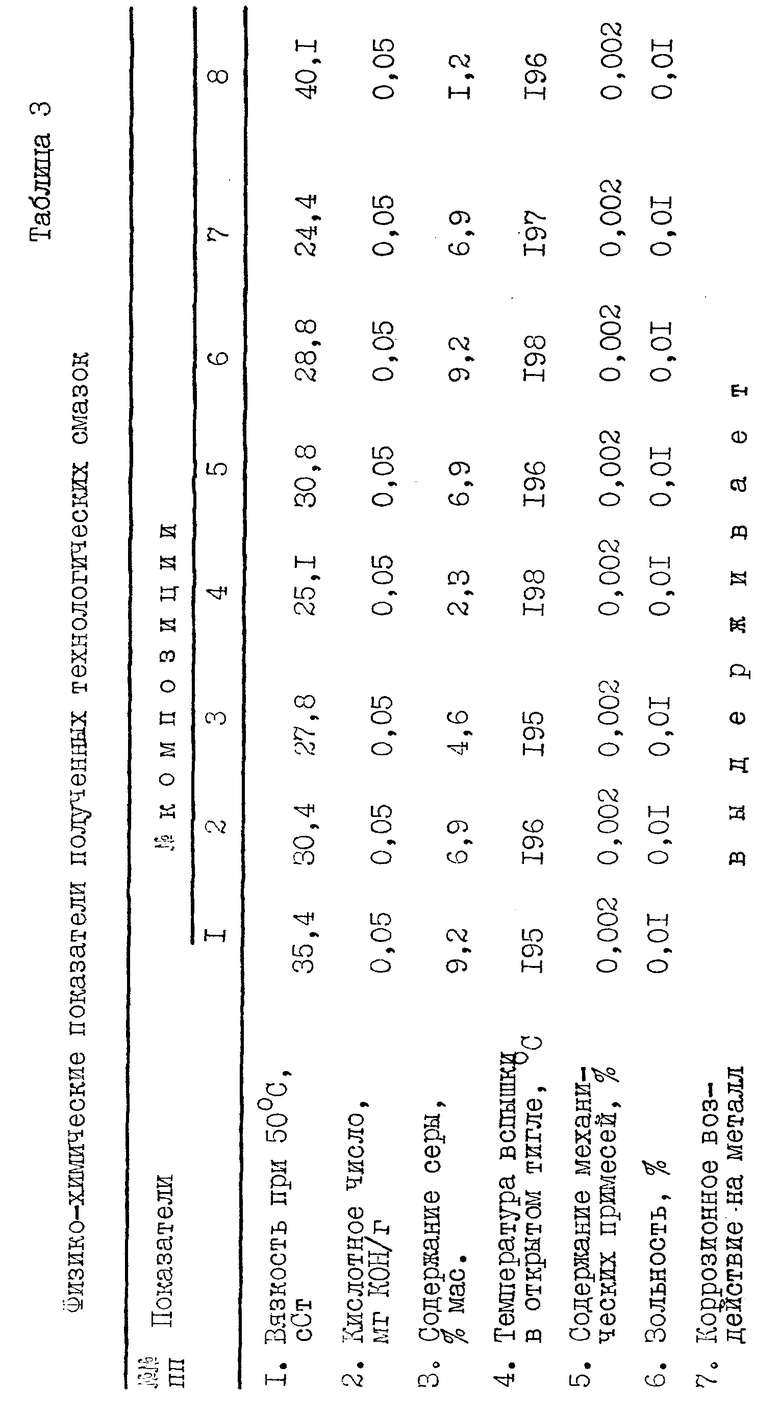
Физико-химические свойства испытуемых образцов представлены в таблице 3. Как видно из данных, приведенных в таблице 4, применение предлагаемой технологической смазки повышает Pк со 138 до 165-178 кгс, Pс со 762 до 1000 кгс, И3 с 93 до 112, что в значительной степени обуславливает повышение качества обрабатываемой поверхности.
Испытание смазочных композиций, где компоненты взяты в соотношениях, выходящих за пределы предлагаемых, показали, что уменьшение их количества ухудшает качество обрабатываемой поверхности, появляются задиры и налипание (табл. 2,4, композиция 8).
Таким образом, испытуемая смазка обеспечивает хорошее качество штампованных деталей благодаря высоким антизадирным свойствам, обладает хорошими адгезионными свойствами, обеспечивающими прокачиваемость и подачу в зону штамповки, а также смываемость применяемыми моющими растворами.
Смазка обладает хорошими санитарно-гигиеническими свойствами, стабильна при хранении и применении, обеспечивает высокое качество обработки металлов на операциях холодной объемной штамповки и стабильность технологического процесса.
| название | год | авторы | номер документа |
|---|---|---|---|
| СМАЗОЧНАЯ КОМПОЗИЦИЯ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1998 |
|
RU2136726C1 |
| ТЕХНОЛОГИЧЕСКАЯ СМАЗКА ДЛЯ ХОЛОДНОЙ ОБЪЕМНОЙ ШТАМПОВКИ МЕТАЛЛОВ | 1997 |
|
RU2118983C1 |
| СМАЗОЧНАЯ КОМПОЗИЦИЯ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1998 |
|
RU2156788C2 |
| СМАЗОЧНАЯ КОМПОЗИЦИЯ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1998 |
|
RU2157403C2 |
| СМАЗОЧНАЯ КОМПОЗИЦИЯ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1998 |
|
RU2156789C2 |
| СМАЗОЧНАЯ КОМПОЗИЦИЯ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1998 |
|
RU2136727C1 |
| ТЕХНОЛОГИЧЕСКАЯ СМАЗКА ДЛЯ ХОЛОДНОЙ ОБЪЕМНОЙ ШТАМПОВКИ МЕТАЛЛА | 2008 |
|
RU2400532C2 |
| ТЕХНОЛОГИЧЕСКАЯ СМАЗКА ДЛЯ ХОЛОДНОЙ ОБЪЕМНОЙ ШТАМПОВКИ МЕТАЛЛА | 2008 |
|
RU2404233C2 |
| ТЕХНОЛОГИЧЕСКАЯ СМАЗКА ДЛЯ ХОЛОДНОЙ ОБЪЕМНОЙ ШТАМПОВКИ МЕТАЛЛА | 2009 |
|
RU2418043C2 |
| ТЕХНОЛОГИЧЕСКАЯ СМАЗКА ДЛЯ ХОЛОДНОЙ ОБЪЕМНОЙ ШТАМПОВКИ МЕТАЛЛА | 2012 |
|
RU2514235C2 |

Использование: при обработке металлов давлением, при штамповке деталей из металла. Композиция содержит, мас.%: полиоксипропилированный диэтиленгликоль с числом молей окиси пропилена 10-50 - 1-10, синтетическое масло Б-3В - 5-20, серусодержащую присадку - осерненные α-олефины фракции C16-C28 - 10-40 и минеральное масло - остальное. Смазка обладает хорошими адгезионными свойствами, стабильна при хранении и применении, обеспечивает высокое качество обработки металлов и стабильность технологического процесса при операциях холодной объемной штамповки. Смазка не имеет неприятного запаха, не вызывает раздражения верхних дыхательных путей и кожных покровов. 4 табл.
Смазочная композиция для холодной обработки металлов давлением, содержащая полиоксипропилированный диэтиленгликоль с числом молей окиси пропилена 10 - 50, отличающаяся тем, что она дополнительно содержит синтетическое масло Б-3В, минеральное масло и серусодержащую присадку - осерненные α-олефины фракции C16-C28 при следующем соотношении компонентов, мас.%:
Полиоксипропилированный диэтиленгликоль с числом молей окиси пропилена 10 - 50 - 1 - 10
Серусодержащая присадка - осерненные α-олефины фракции C16-C28 - 10 - 40
Синтетическое масло Б-3В - 5 - 20
Минеральное масло - Остальное
| Смазочная композиция для холодной обработки металлов давлением | 1983 |
|
SU1097657A1 |
| RU 97102948 A1, 26.02.98 | |||
| СМАЗКА ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1992 |
|
RU2024599C1 |
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Справочное издание "Топлива, смазочные материалы, технические мощности" /Под ред | |||
| В.М.Школьникова | |||
| - М.: Химия, 1989, с.142. | |||
