Изобретение относится смазочным композициям для технологических целей, в частности к технологическим смазкам для операций холодной объемной штамповки металлов.
Известна смазочная композиция для холодной обработки металлов давлением, содержащая в качестве основы хлорированные углеводороды или хлорированные эфиры с антикоррозионными присадками [1]. Недостатком данной композиции является то, что при глубокой вытяжке деталей с деформацией 12 - 20% за один проход она дает риски на деталях.
Известна смазочная композиция для холодной обработки металлов давлением [2] , содержащая, мас.%: кубовый остаток от дистилляции метиловых эфиров высокомолекулярных жирных кислот 9,5 - 48,5; диэтаноламид жирных кислот фракции C10-C13 1 - 3; минеральное масло до 100. Недостатком данной композиции является плохая совместимость минеральных масел и кубового остатка от дистилляции метиловых эфиров высокомолекулярных жирных кислот, что приводит к расслоению смазки. Перед использованием смазочную композицию необходимо эффективно перемешать.
Известна смазочная композиция для холодной обработки металла давлением [3] , имеющая следующий состав, мас.%: жирные кислоты фракции C5-C19 2 - 5; триэтаноламин 4 - 12; окись цинка 0,1 - 5; гидроокись бария 0,1 - 1,5 и хлорированный парафин до 100%.
Существенным недостатком композиции является то, что окись цинка, содержащаяся в смазке, спрессовывается между пуансоном и частью детали и при дальнейшей обработке моющими средствами не обеспечивается полностью ее удаление с обрабатываемой поверхности.
Наиболее близкой по технической сущности и достигаемому результату является смазочная композиция для холодной обработки металла давлением [4], имеющая следующий состав, мас.%: сложный эфир пентаэритрита и синтетических жирных кислот фракции C5-C9 10 - 20; вторичные синтетические жирные спирты фракции C10-C20 10 - 20; полиоксипропилированный диэтиленгликоль с числом молей окиси пропилена 10 - 50 0,5 - 10,0; бензотриазол 0,2 - 0,5; хлорированный парафин остальное.
Существенными недостатками известной композиции являются:
1. Использование в качестве базовой основы смазочной композиции хлорированных парафинов, которые при температуре выше 130oC осмоляются, а при 135oC происходит дехлорирование, что ведет к изменению состава технологической смазки во времени и способствует быстрой потере первоначальных смазывающих свойств смазки - образуются задиры и налипание металла на инструмент.
2. При продолжительном нагреве полиоксипропилированный диэтиленгликоль с числом молей окиси пропилена 10 - 50 при температуре 180 - 250oC разлагается с образованием на поверхности пуансона и детали трудносмываемых лакообразных остатков, а также кислых продуктов реакции. Последние вызывают интенсивную коррозию обрабатываемой поверхности.
3. Вторичные синтетические жирные спирты фракции C10-C20 и продукты термического разложения хлорированных парафинов придают маслу трудно переносимый запах и вызывают раздражение верхних дыхательных путей.
Одним из требований, предъявляемых к технологическим смазкам для операции холодной объемной штамповки, является стабильность ее состава при повышенных температурах, давлении и воздействии металла в течение всего периода работы (140 ч), что позволяет обеспечить постоянство высоких смазочных свойств и технологических показателей. Смазка не должна иметь неприятный запах, не вызывать раздражение кожных покровов и дыхательных путей.
Предлагается новая технологическая смазка для объемной штамповки металлов, имеющей по сравнению с известной более высокие смазочные, технологические и органолептические свойства, не изменяющие их при длительном режиме ее работы.
Сущность изобретения заключается в том, что технологическая смазка для объемной штамповки металла кроме минерального масла содержит синтетическое масло Б-ЗВ ТУ 35.101295 и осерненные α--олефины фракции C18-C28 (серусодержая присадка).
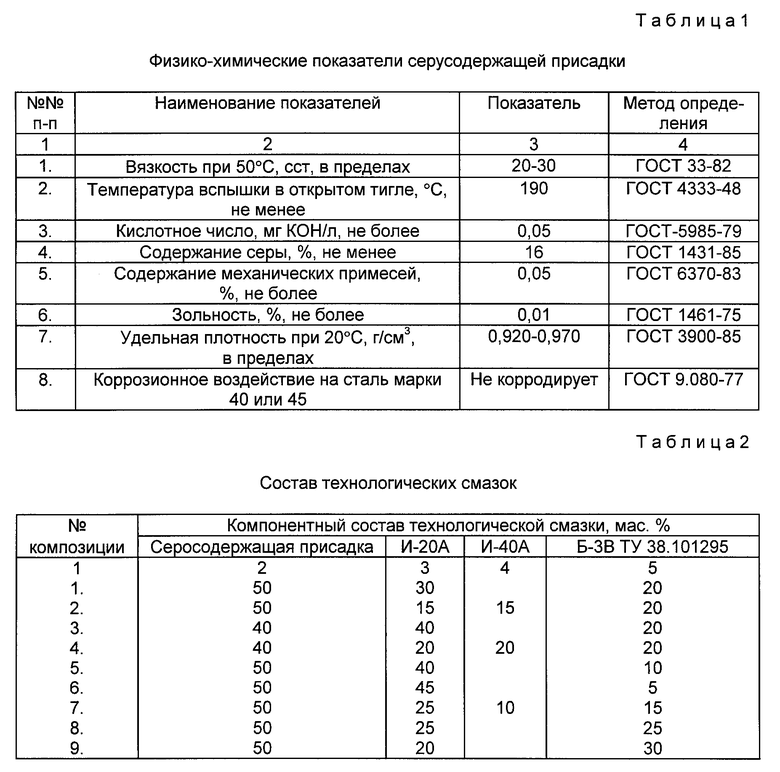
Физико-химические показатели серусодержащей присадки приведены в табл.1.
Предлагаемый состав технологической смазки получают следующим образом.
В реактор с механической мешалкой и обогревом загружают минеральное масло, температуру в реакторе повышают до 60 - 70oC и при непрерывном перемешивании вводят синтетическое масло Б-ЗВ и серусодержащую присадку. После охлаждения получено прозрачное масло красно-коричневого цвета.
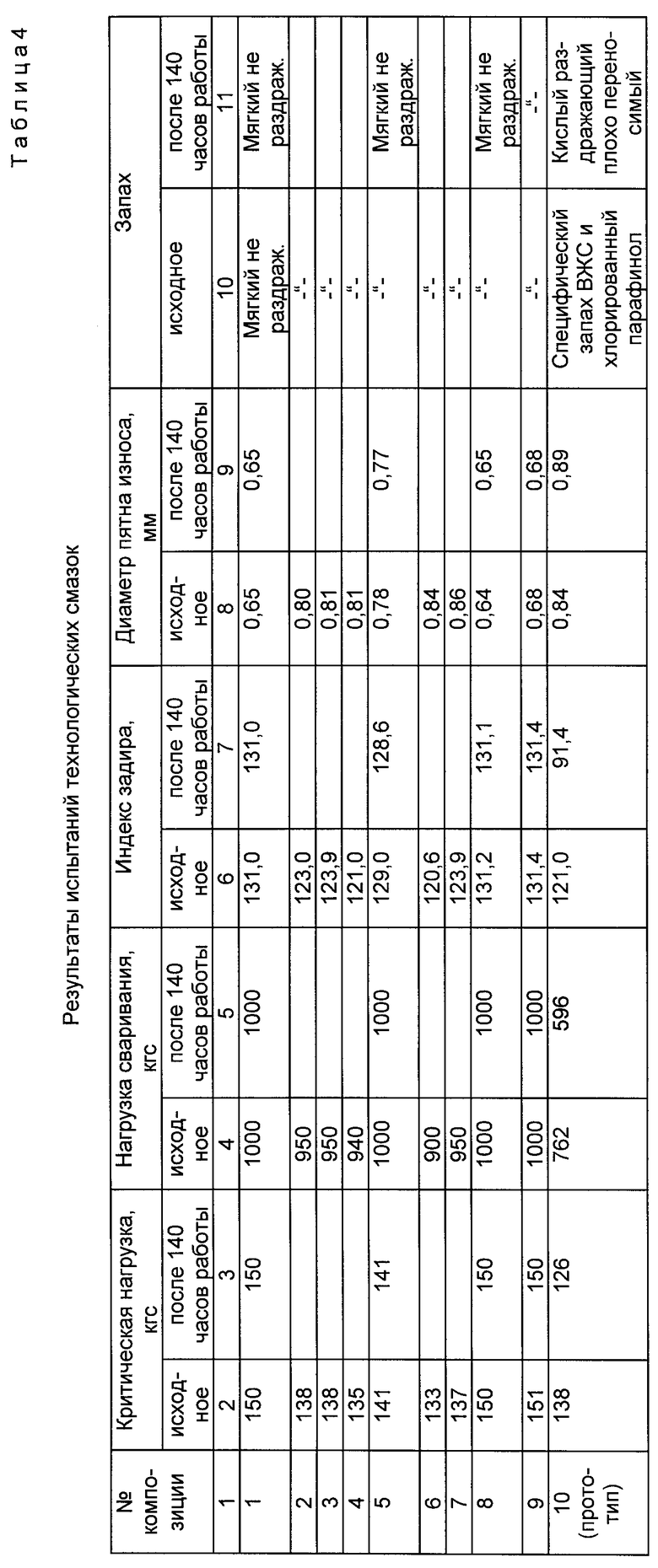
В табл. 2 представлены составы изготовленных технологических смазок. Степень эффективности каждого состава оценивают на испытательном стенде - четырехшариковой машине трения. Результаты испытаний приведены в табл. 4.
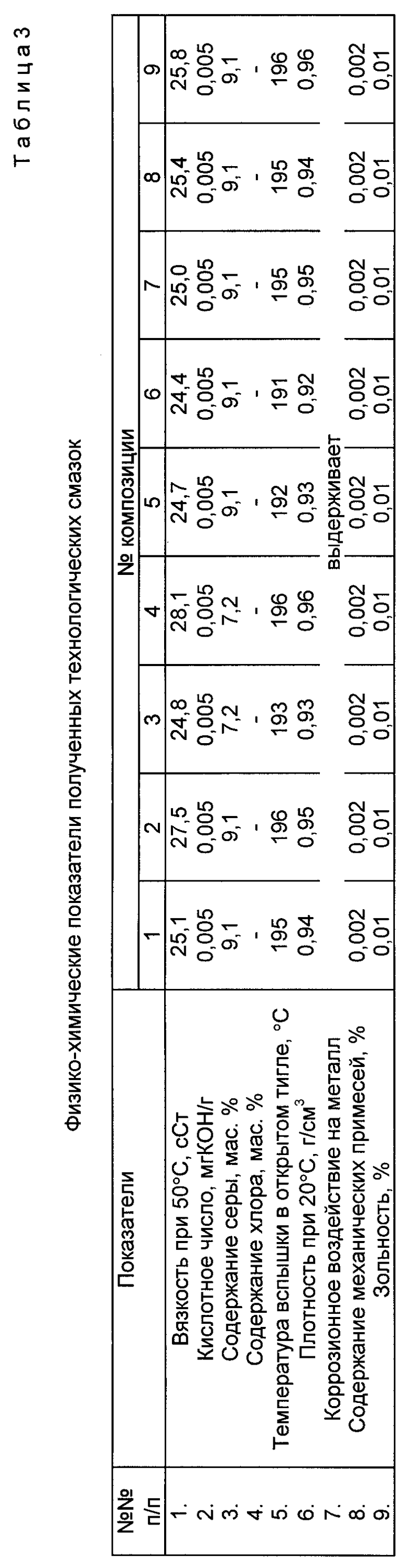
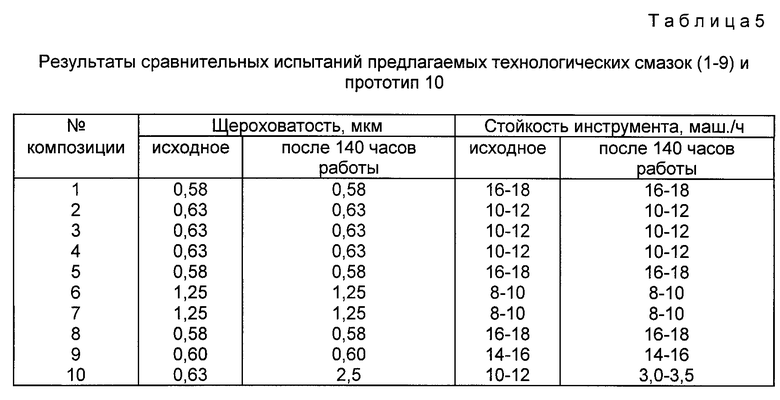
Физико-химические свойства изготовленных образцов технологических смазок приведены в табл. 5.
Испытания технологических смазок проводили в сравнении с известной смазкой (композиция 6, табл. 1, 2), содержащей, мас.%:
Сложный эфир пентаэритрита и синтетических жирных кислот фракции C5-C9 - 25
Вторичные синтетические жирные спирты фракции C10-C20 - 25
Полиоксипропилированный диэтиленгликоль - 15
Бензотриазол - 0,3
Хлорированный парафин - До 100
Предлагаемая технологическая смазка по сравнению с существующими имеет следующие преимущества:
1. После 140 ч работы технологическая смазка обеспечила постоянство высоких смазочных свойств и технологических показателей (табл. 4 и 5).
2. Смазка по предлагаемому изобретению не обладает неприятным запахом и в процессе работы в течение 140 ч не изменяет своих органолептических свойств.
Из табл. 2, 4 и 5 следует, что нижний предел концентрации масла Б-ЗВ ограничен тем, что меньшее его количество (5%, пример 7) приводит к более высокому износу, верхний предел его концентрации ограничен тем, что большее его количество не улучшает смазывающих свойств композиций и приводит лишь к удорожанию смазки. Нижний предел серусодержащей присадки ограничен тем, что при меньшем ее содержании возрастает износ (табл. 4, пример 3, 4), а при большем - смазочные свойства композиции не улучшаются, а происходит удорожание смазки.
Таким образом, составы технологической смазки для холодной объемной штамповки металлов по предлагаемому изобретению имеют более высокие смазочные свойства (нагрузку сваривания, критическую нагрузку, индекс задира, шероховатость, стойкость инструмента и органолептическую характеристику в течение длительного периода работы по сравнению с известной смазкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СМАЗОЧНАЯ КОМПОЗИЦИЯ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1998 |
|
RU2136726C1 |
| СМАЗОЧНАЯ КОМПОЗИЦИЯ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1998 |
|
RU2136725C1 |
| СМАЗОЧНАЯ КОМПОЗИЦИЯ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1998 |
|
RU2156788C2 |
| СМАЗОЧНАЯ КОМПОЗИЦИЯ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1998 |
|
RU2157403C2 |
| СМАЗОЧНАЯ КОМПОЗИЦИЯ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1998 |
|
RU2156789C2 |
| ТЕХНОЛОГИЧЕСКАЯ СМАЗКА ДЛЯ ХОЛОДНОЙ ОБЪЕМНОЙ ШТАМПОВКИ МЕТАЛЛА | 2008 |
|
RU2400532C2 |
| СМАЗОЧНАЯ КОМПОЗИЦИЯ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1998 |
|
RU2136727C1 |
| ТЕХНОЛОГИЧЕСКАЯ СМАЗКА ДЛЯ ХОЛОДНОЙ ОБЪЕМНОЙ ШТАМПОВКИ МЕТАЛЛА | 2008 |
|
RU2404233C2 |
| ТЕХНОЛОГИЧЕСКАЯ СМАЗКА ДЛЯ ХОЛОДНОЙ ОБЪЕМНОЙ ШТАМПОВКИ МЕТАЛЛА | 2009 |
|
RU2418043C2 |
| ТЕХНОЛОГИЧЕСКАЯ СМАЗКА ДЛЯ ХОЛОДНОЙ ОБЪЕМНОЙ ШТАМПОВКИ МЕТАЛЛОВ | 1997 |
|
RU2114905C1 |
Изобретение относится к смазочным композициям для технологических целей, в частности к технологическим смазкам для операций холодной объемной штамповки металлов. Смазка содержит минеральное масло, синтетическое масло Б-3В (ТУ 38.101255) и осерненные α -олефины фракции С18 - С28 в качестве серусодержащей присадки при следующем соотношении компонентов, мас.%: серусодержащая присадка 40 - 50, масло Б-3В 5 - 30, масло индустриальное - остальное. Смазка не имеет неприятного запаха, не изменяет в процессе работы в течение 140 ч своих органолептических свойств и сохраняет высокие смазочные свойства и технологические показатели. 5 табл.
Технологическая смазка для холодной объемной штамповки металлов, содержащая синтетическое масло, отличающаяся тем, что она содержит в качестве синтетического масла - масло Б-3В и дополнительно содержит серусодержащую присадку - осерненные α-олефины фракции C18 - C28 и индустриальное масло при следующем соотношении компонентов, мас.%:
Серусодержащая присадка - осерненные α- олефины фракции C18 - C28 - 40 - 50
Масло Б-3В - 5 - 30
Масло индустриальное - Остальное.
| Смазочная композиция для холодной обработки металлов давлением | 1983 |
|
SU1097657A1 |
| СМАЗКА ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ^ | 0 |
|
SU167939A1 |
| Смазка для холодной штамповки металла | 1978 |
|
SU721469A1 |
| Смазка для холодной штамповкиМЕТАллОВ | 1979 |
|
SU819158A1 |
| SU 1514759 A1, 09.06.90 | |||
| US 4582618 A, 15.04.86 | |||
| EP 0227360 A, 01.07.87. | |||

