Изобретение относится к металлообработке, а именно к технологическим смазкам, применяемым при холодной обработке металлов давлением, в частности при штамповке деталей из труднообрабатываемых сплавов.
Известна смазочная композиция для холодной обработки металла давлением, имеющая следующий состав, мас. %:
Жирные кислоты фракции C5-C9 - 2 - 5
Триэтаноламин - 4 - 12
Окись цинка - 0,1 - 5
Гидроокись бария - 0,1 - 1,5
Хлорированный парафин - До 100%
[I. Авт. свид: ССР N 702071, кл. C 10 M 7/28, 1979].
Существенным недостатком композиции является, то что окись цинка, содержащаяся в смазке, спрессовывается между пуансоном и частью детали и при дальнейшей обработке моющими средствами не обеспечивается полное ее удаление с обрабатываемой поверхности.
Известна технологическая смазка для холодной обработки металлов давлением на основе минерального масла с добавлением хлорированных парафинов, антикоррозионной добавки и серусодержащей присадки - осерненных жиров [2. Квятковская Г. А. и др. Влияние вязкости нефтяной основы на технологические свойства масляных СОЖ. "Повышение качества смазочных материалов" М., 1977, с. 105-108].
Использование известной смазки на операциях штамповки не обеспечивает требуемого качества поверхности обрабатываемых деталей.
Наиболее близкой по технической сущности и достигаемому результату является смазочная композиция для холодной обработки металла давлением, имеющая следующий состав, мас. %:
Олиметакрилат - 5-8
Антикоррозионная добавка - 0,5-6
Хлорированный парафин - 35-45
Осерненные тетрамеры пропилена - 5-7
Минеральное масло - Остальное
[3. Пат. Российской Федерации N 2024602, кл. C 10 M 161/00, 1992].
Существенные недостатки известной технологической смазки.
1. Полиметакралат при повышенных температурах (выше 290oC) подвергается деполимеризации, что приводит к ухудшению технологических и токсикологических параметров смазки: образующийся исходный метакрилат обладает наркотическим, общетоксичным и резко раздражающим действием.
2. Плохая совместимость полиметакрилата с минеральными маслами вызывает нарушение их однородности.
Предлагаемая новая смазочная композиция для холодной обработки металлов давлением решает задачу улучшения смазочных, технологических и органолептических свойств, не изменяющих их в течение всего периода работы.
Сущность изобретения заключается в том, что технологическая смазка для холодной объемной штамповки металлов на основе осерненного углеводородного сырья и хлорированного парафина, согласно изобретению содержит серусодержащую присадку, полученную взаимодействием элементарной серы со смесью α-олефинов фракции C16 - C28, синтетических жирных кислот фракции C10 - C16 и диэтиленгликоля, а также синтетическое масло Б-ЗВ ТУ 38.101255 и простой полиэфир, полученный алкоголятной полимеризацией окиси пропилена и глицерина с последующей блоксополимеризацией с окисью этилена, выпускаемого под товарным наименованием Лапрол 5003-2-Б10 по ТУ 6-05-1513-75, при следующем соотношении компонентов, мас. %:
Серусодержащая присадка - 20-40
Лапрол 5003-2-Б10 - 5-15
Синтетическое масло Б-ЗВ - 10 - 20
Хлорированный парафин - Остальное
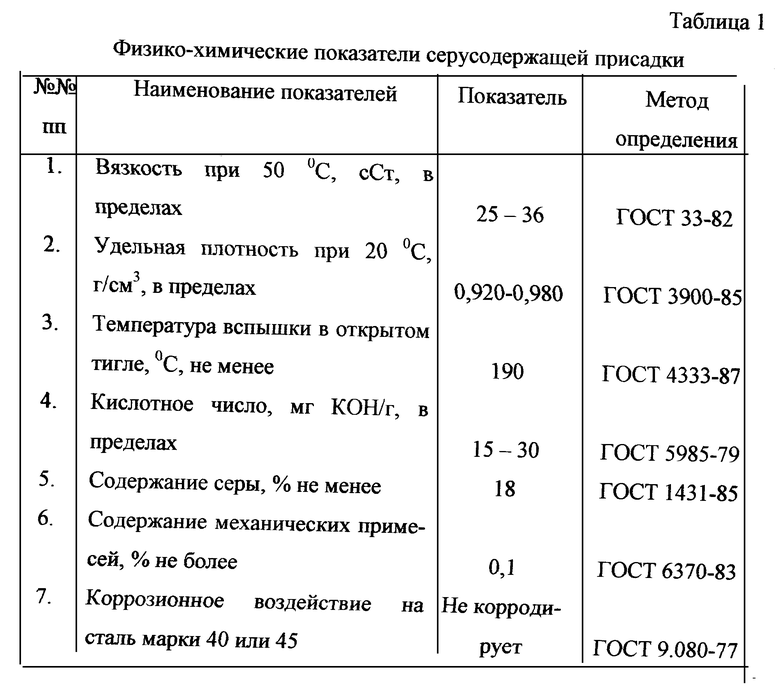
Физико-химические показатели серусодержащей присадки приведены в табл. 1.
Предлагаемую смазочную композицию получают смешением всех компонентов в аппарате с механическим перемешиванием при нагревании до 50-70oC с последующей фильтрацией.
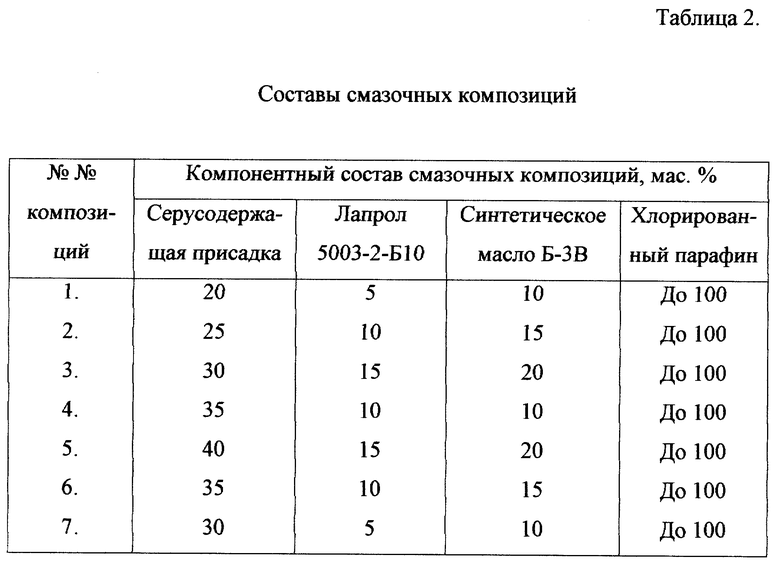
В соответствии с изобретением по описанной технологии были приготовлены следующие образцы смазок, представленные в табл. 2.
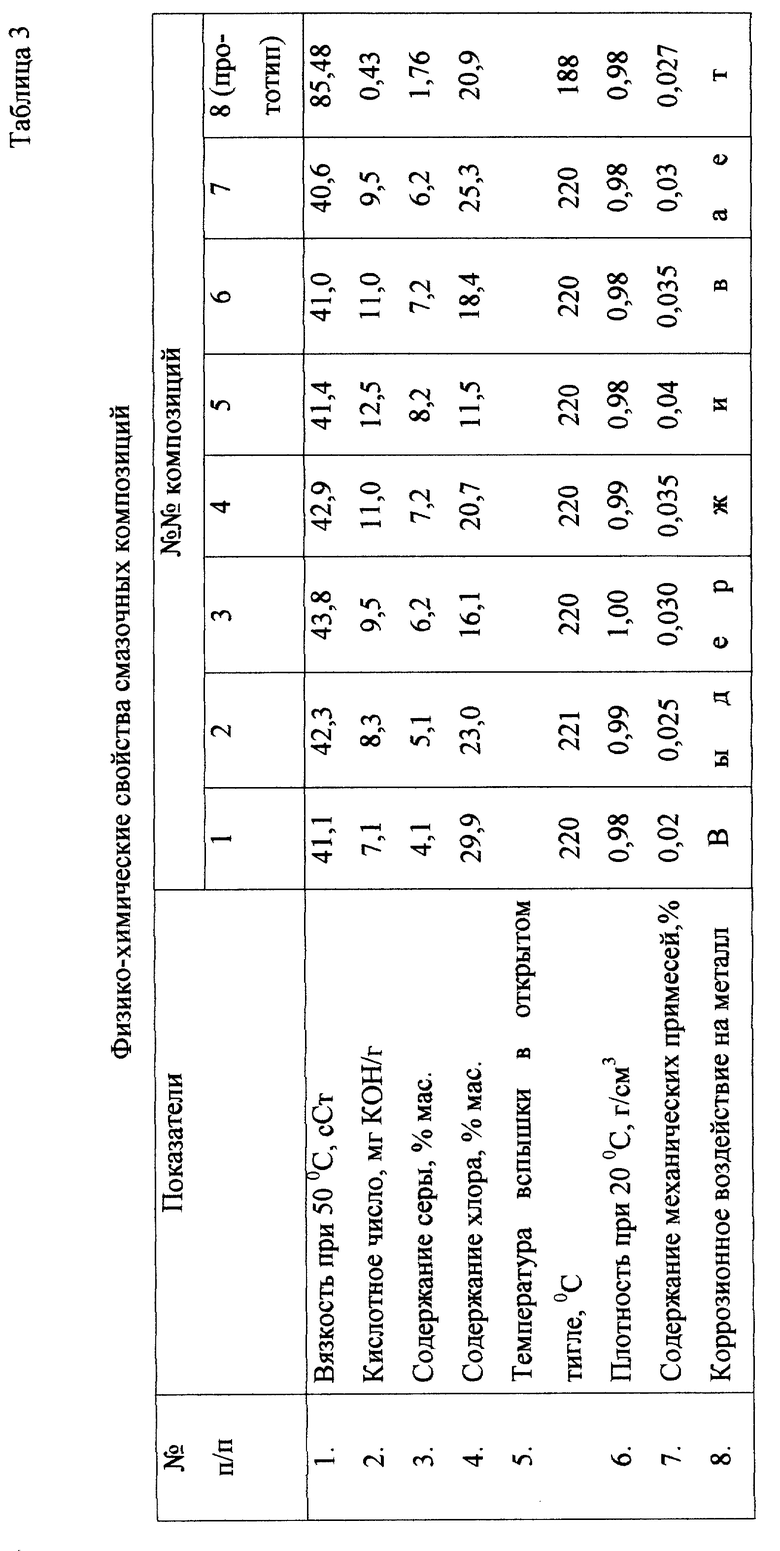
Полученные образцы испытывали по сравнению с известной смазкой [3] (композиция 8, табл. 3, 4), содержащей, мас. %:
Полиметакрилат - 8
Хлорированный парафин - 45
Масло консервационное К-17 - 5,95
Бензотриазол - 0,05
Осерненные тетрамеры пропилена - 7,0
Минеральное масло - До 100
Составы смазок 1-7 испытывали по ГОСТу 9490-75 на четырехшариковой машине трения (ЧШМ) и исследовали противозадирные свойства смазочных композиций.
Результаты испытаний представлены в табл. 4. Физико-химические свойства изготовленных образцов технологических смазок приведены в табл. 3.
Предлагаемая смазочная композиция для холодной обработки металлов давлением имеет следующие преимущества.
1. Смазочная композиция обеспечивает постоянство высоких смазочных свойств и технологических показателей в течение всего цикла ее работы 180 ч.
2. Смазочная композиция по предлагаемому изобретению не обладает неприятным запахом и в процессе работы не изменяет своих органолептических свойств.
Из табл. 2 и 4 следует, что нижний предел концентрации Лапрола 5003-2-Б10 ограничен тем, что меньшее его количество (5%, пример 1) приводит к более высокому износу, верхний предел его концентрации ограничен тем, что большие его количество не улучшает смазывающих свойств, а приводит лишь к удорожанию технологической смазки.
Нижний предел содержания серусодержащей присадки ограничен тем, что при меньшей концентрации возрастает износ (табл. 4, пример 1), а при большем - смазочные свойства композиции не улучшаются, а происходит удорожание смазки.
Таким образом, составы технологической смазки для холодной объемной штамповки металлов по предлагаемому изобретению имеют более высокие смазочные свойства (нагрузку сваривания, критическую нагрузку, индекс задира) и органолептические характеристики в течение всего периода ее эксплуатации по сравнению с известной смазкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СМАЗОЧНАЯ КОМПОЗИЦИЯ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1998 |
|
RU2156789C2 |
| СМАЗОЧНАЯ КОМПОЗИЦИЯ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1998 |
|
RU2136725C1 |
| СМАЗОЧНАЯ КОМПОЗИЦИЯ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1998 |
|
RU2136726C1 |
| СМАЗОЧНАЯ КОМПОЗИЦИЯ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1998 |
|
RU2157403C2 |
| ТЕХНОЛОГИЧЕСКАЯ СМАЗКА ДЛЯ ХОЛОДНОЙ ОБЪЕМНОЙ ШТАМПОВКИ МЕТАЛЛОВ | 1997 |
|
RU2118983C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЕРУСОДЕРЖАЩИХ ПРИСАДОК | 1999 |
|
RU2168536C2 |
| ТЕХНОЛОГИЧЕСКАЯ СМАЗКА ДЛЯ ХОЛОДНОЙ ОБЪЕМНОЙ ШТАМПОВКИ МЕТАЛЛА | 2008 |
|
RU2400532C2 |
| СМАЗОЧНАЯ КОМПОЗИЦИЯ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1998 |
|
RU2136727C1 |
| ТЕХНОЛОГИЧЕСКАЯ СМАЗКА ДЛЯ ХОЛОДНОЙ ОБЪЕМНОЙ ШТАМПОВКИ МЕТАЛЛА | 2008 |
|
RU2404233C2 |
| ТЕХНОЛОГИЧЕСКАЯ СМАЗКА ДЛЯ ХОЛОДНОЙ ОБЪЕМНОЙ ШТАМПОВКИ МЕТАЛЛА | 2009 |
|
RU2418043C2 |

Использование: при обработке металлов давлением, в частности на операциях штамповки деталей из труднообрабатываемых сплавов. Композиция содержит, мас. %: продукт взаимодействия серы со смесью α-олефинов фракции С16-C28, синтетических жирных кислот фракции С10-C16 и диэтиленгликоля 20 - 40, синтетическое масло Б-3B 10 - 20, простой полиэфир, полученный полимеризацией окиси пропилена и глицерина с последующей блоксополимеризацией с окисью этилена 5-15 и хлорированный парафин - остальное. Композиция обладает высокими антизадирными и адгезионными свойствами, обеспечивает высокое качество обработки металла на операциях штамповки и стабильность технологического процесса. 4 табл.
Смазочная композиция для холодной обработки металлов давлением, содержащая осерненное углеводородное сырье и хлорированный парафин, отличающаяся тем, что в качестве осерненного сырья она содержит продукт взаимодействия серы со смесью α-олефинов фракции C16 - C28, синтетических жирных кислот фракции C10 - C16 и диэтиленгликоля, а также синтетическое масло Б-3В и простой полиэфир, полученный полимеризацией окиси пропилена и глицерина с последующей блоксополимеризацией с окисью этилена, при следующем соотношении компонентов, мас.%:
Продукт взаимодействия серы со смесью α-олефинов фракции C16 - C28, синтетических жирных кислот фракции C10 - C16 и диэтиленгликоля - 20 - 40
Простой эфир, получаемый взаимодействием глицерина, окиси пропилена и окиси этилена - 5 - 15
Синтетическое масло Б-3В - 10 - 20
Хлорированный парафин - Остальное
| СМАЗКА ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1992 |
|
RU2024602C1 |
| ТЕХНОЛОГИЧЕСКАЯ СМАЗКА ДЛЯ ХОЛОДНОЙ ОБЪЕМНОЙ ШТАМПОВКИ МЕТАЛЛОВ | 1997 |
|
RU2114905C1 |
| Смазка для холодной обработки металлов давлением | 1983 |
|
SU1154317A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |

