Изобретение относится к металлообработке, а именно к технологическим смазкам, применяемым при холодной обработке металлов давлением, в частности при штамповке деталей из труднообрабатываемых сплавов.
Известна смазочная композиция для холодной обработки металла давлением, имеющая следующий состав, мас.%:
жирные кислоты фракции C5-C9 2-5; триэтаноламин 4-12; окись цинка 0,1-5; гидроокись бария 0,1-1,5 и хлорированный парафин до 100% /1. Ав.с. СССР N 702071/.
Существенным недостатком композиции является то, что окись цинка, содержащаяся в смазке, спрессовывается между пуансоном и частью детали и при дальнейшей обработке моющими средствами не обеспечивается полное ее удаление с обрабатываемой поверхности.
Известна технологическая смазка для холодной обработки металлов давлением на основе минерального масла с добавлением хлорированных парафинов, антикоррозионной добавки и серусодержащей присадки - осерненных жиров /2. Квятковская Г. А. и др. Влияние вязкости нефтяной основы на технологические свойства масляных СОЖ. "Повышение качества смазочных материалов и эффективности их применения". М., 1977, с. 105-108/.
Использование известной смазки на операциях штамповки не обеспечивает требуемое качество поверхности обрабатываемых деталей.
Наиболее близкой по технической сущности и достигаемому результату является смазочная композиция для холодной обработки металла давлением, имеющая следующий состав, мас. %: сложный эфир пентаэритрита и синтетических жирных кислот фракции C5-C9 10-20; вторичные синтетические жирные спирты фракции C10-C20 10-20; полиоксипропилированный диэтиленгликоль с числом молей окиси пропилена 10-50 0,5-10; бензотриазол 0,2-0,5; хлорированный парафин остальное. /Ав.с. СССР 1097657/.
Недостатком известной композиции является то, что на операциях штамповки она не обеспечивает требуемого качества поверхности обрабатываемой детали и стойкости инструмента.
Авторами предлагается смазочная композиция для холодной обработки металлов давлением, имеющая по сравнению с известной более высокие смазочные свойства.
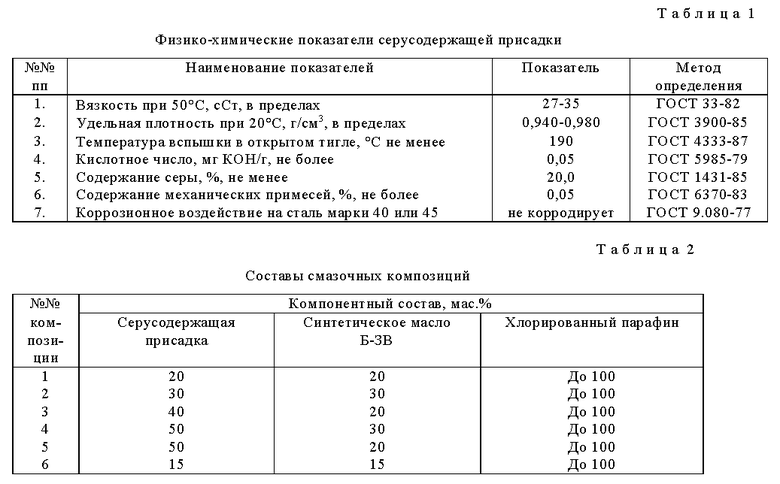
Сущностью изобретения является то, что смазочная композиция для холодной обработки металлов давлением, содержащая хлорированный парафин, дополнительно содержит синтетическое масло Б-ЗВ и осерненные α- олефины фракции C16-C28 (серусодержащая присадка) при следующих соотношениях компонентов, мас.%:
Серусодержащая присадка - осерненные α- олефины фракции C16-C28 - 20 - 50
Синтетическое масло Б-ЗВ - 20 - 30
Хлорированный парафин - остальное
При приготовлении смазочной композиции используют синтетическое масло Б-ЗВ по ТУ 38.101255, хлорированный парафин ТУ 6- 01-16-90 и серусодержащую присадку, физико-химические показатели которой приведены в табл.1.
Предлагаемую смазочную композицию получают смешением всех компонентов в аппарате с механическим перемешиванием при нагревании до 50-70oC с последующей фильтрацией.
В соответствии с изобретением по описанной технологии были приготовлены следующие образцы смазок, представленные в табл. 2,
Полученные образцы испытывали в сравнении с известной смазкой (композиция 7, таблица 3), содержащей, мас.%:
Сложный эфир пентаэритрита и синтетических жирных кислот фракции C5-C9 - 25
Вторичные синтетические жирные спирты фракции C10-C20 - 25
Полиоксипропилированный диэтиленгликоль - 15
Бензотриазол - 0,3
Хлорированный парафин - до 100
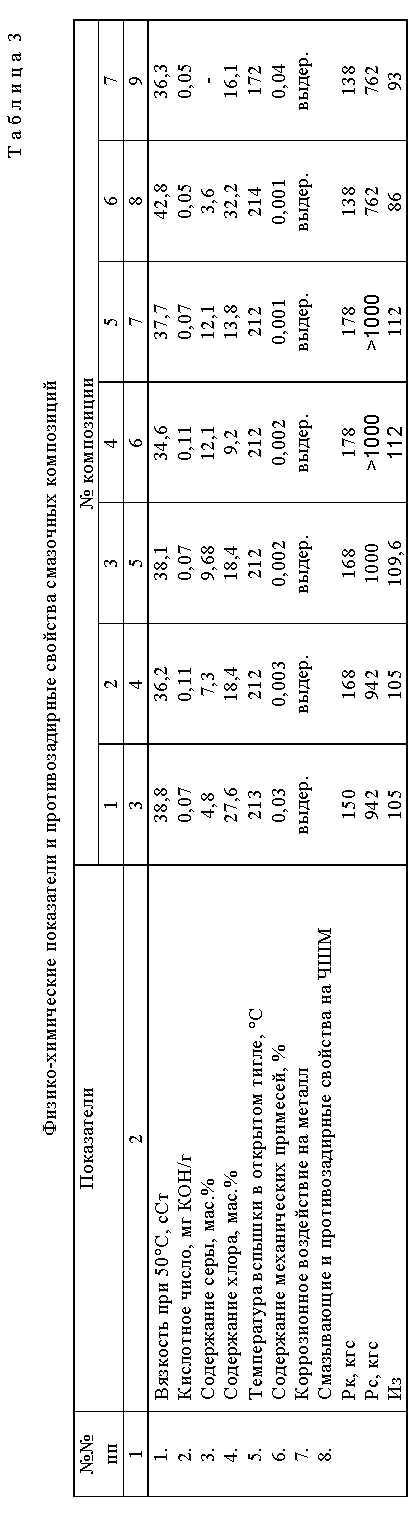
Составы смазок 1-6 испытывали по ГОСТу 9490-75 на четырехшариковой машине трения (ЧШМ). При испытании на ЧШМ использовали шарики по ГОСТу 3722-81 из стали марки ШХ по ГОСТу 801-78 диаметром 12,7 мм, степень точности 20.
На четырехшариковой машине трения исследовали противозадирные свойства смазок. Оценочными показателями служили нагрузка сваривания (Pc), характеризующая предельную работоспособность смазочного материала в условиях испытания, критическая нагрузка (Рк), а также индекс задира (Из), определяющие способность смазочного материала предотвращать возникновение задира трущихся поверхностей.
Результаты испытаний и физико-химические свойства испытуемых образцов представлены в табл. 3. Как видно из данных, приведенных в табл. 3, применение предлагаемой смазочной композиции повышает Рк со 138 до 165-178 кгс, Рс со 762 до > 1000 кгс, Из с 93 до 112, что в значительной степени обуславливает повышение качества обрабатываемой поверхности.
Испытание смазочных композиций, где компоненты взяты в соотношениях, выходящих за пределы предлагаемых, показали, что уменьшение их количества ухудшает качество обрабатываемой поверхности, появляются задиры и налипание (таб. 2, 3, композиция 6).
Таким образом, испытуемая смазка обеспечивает хорошее качество штампованных деталей благодаря высоким антизадирным свойствам, обладает хорошими адгезионными свойствами, обеспечивающими прокачиваемость и подачу в зону штамповки, а также смываемость применяемыми моющими растворами.
Смазка стабильна при хранении и применении, обеспечивает высокое качество обработки металлов на операциях холодной объемной штамповки и стабильность технологического процесса.
| название | год | авторы | номер документа |
|---|---|---|---|
| СМАЗОЧНАЯ КОМПОЗИЦИЯ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1998 |
|
RU2136725C1 |
| ТЕХНОЛОГИЧЕСКАЯ СМАЗКА ДЛЯ ХОЛОДНОЙ ОБЪЕМНОЙ ШТАМПОВКИ МЕТАЛЛОВ | 1997 |
|
RU2118983C1 |
| СМАЗОЧНАЯ КОМПОЗИЦИЯ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1998 |
|
RU2156788C2 |
| СМАЗОЧНАЯ КОМПОЗИЦИЯ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1998 |
|
RU2157403C2 |
| СМАЗОЧНАЯ КОМПОЗИЦИЯ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1998 |
|
RU2156789C2 |
| СМАЗОЧНАЯ КОМПОЗИЦИЯ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1998 |
|
RU2136727C1 |
| ТЕХНОЛОГИЧЕСКАЯ СМАЗКА ДЛЯ ХОЛОДНОЙ ОБЪЕМНОЙ ШТАМПОВКИ МЕТАЛЛА | 2008 |
|
RU2400532C2 |
| ТЕХНОЛОГИЧЕСКАЯ СМАЗКА ДЛЯ ХОЛОДНОЙ ОБЪЕМНОЙ ШТАМПОВКИ МЕТАЛЛОВ | 1997 |
|
RU2114905C1 |
| ТЕХНОЛОГИЧЕСКАЯ СМАЗКА ДЛЯ ХОЛОДНОЙ ОБЪЕМНОЙ ШТАМПОВКИ МЕТАЛЛА | 2008 |
|
RU2404233C2 |
| ТЕХНОЛОГИЧЕСКАЯ СМАЗКА ДЛЯ ХОЛОДНОЙ ОБЪЕМНОЙ ШТАМПОВКИ МЕТАЛЛА | 2009 |
|
RU2418043C2 |
Использование: при обработке металлов давлением, в частности на операциях штамповки деталей из металла. Композиция содержит синтетическое масло Б-3В, серусодержащую присадку - осерненные α-олефины фракции С16 - C28 и хлорированный парафин. Смазочная композиция обеспечивает хорошее качество отштампованных деталей благодаря высоким антизадирным свойствам, обладает хорошими адгезионными свойствами, обеспечивающими прокачиваемость и подачу в зону штамповки, а также смываемость применяемыми моющими растворами. Смазочная композиция стабильна при хранении и применении, обеспечивает высокое качество обработки металлов на операциях штамповки и стабильность технологического процесса. 3 табл.
Смазочная композиция для холодной обработки металлов давлением, содержащая хлорированный парафин, отличающаяся тем, что она дополнительно содержит синтетическое масло Б-3В и серусодержащую присадку - осерненные α-олефины фракции C16 - C28 при следующем соотношении компонентов, мас.%:
Серусодержащая присадка - осерненные α-олефины фракции C16 - C28 - 20 - 50
Синтетическое масло Б-3В - 20 - 30
Хлорированный парафин - Остальное
| Смазочная композиция для холодной обработки металлов давлением | 1983 |
|
SU1097657A1 |
| СМАЗКА ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1992 |
|
RU2024602C1 |
| Смазка для холодной обработки металлов давлением | 1983 |
|
SU1154317A1 |
| US 4073736 A, 14.02.78 | |||
| СИГНАЛИЗАЦИЯ ПО УПРАВЛЯЮЩЕМУ КАНАЛУ С ИСПОЛЬЗОВАНИЕМ КОДОВЫХ ТОЧЕК ДЛЯ УКАЗАНИЯ РЕЖИМА ПЛАНИРОВАНИЯ | 2013 |
|
RU2533176C2 |
| Справочное издание "Топлива, смазочные материалы, технические жидкости" /Под ред | |||
| Школьникова В.М | |||
| - М.: Химия, 1989, с | |||
| Рогульчатое веретено | 1922 |
|
SU142A1 |
