:о :л Изобретение относится к смазочный композициям для технологических целей, используемым для. холодной обработки металлов давлением, преимущественно нержавеющей аустенитной стали марок 12Х18Н9Т, 12Х18Н10Т. Известны смазочные композиции д холодной обработки металлов давлением, содержащие в качестве основы хлорированные; углеводороды или хло рированные эфиры с антикоррозионными присадками . Недостатком данной композиции я ляется то, что при глубокой вытяжке деталей с утонением (с деформацией 10-20% за один проход) она дает риски на деталях. Известна смазочная композиция для холодной обработки металлов.да лением 2 , содержащая, мас.%: три этаноламин 4-1-2; окись цинка 0,1-5 гидроокись бария 0,1-1,5; жирные кислоты фракции Су-С, 2-5 и хлори рованный парафин до 100. При вытяжке малогабаритных колпдчков окись цинка, содержащаяся в смазке, спрессовывается между пуансоном и частью детали и при да нейшей обработке моющими составами не обеспечивается полностью ее уда ление с обрабатываемой поверхности Известна также смазочная композ ция для обработки металлов давлением следуквдего состава З , мас.% Хлорированный углеводород с содержанием 46-50% хлора 20-30 Сульфохлорированный эфир жирной кисло- . ты. содержащий 6-12% хлора и 6-12% серы15-25 Эфир жирной кислоты, содержащий эпоксидные группы5-10 Эфир одноатомного спирта жирной кислоты5-10Полиэтиленf ликолевый эфир высшего Спирта или фенола Осерненное минеральное масло 20-40 Недостаток указанной композиции - сложный многокомпонентный состав. Кроме того, серосодержащие .продукты, введенные в большом количестве, трудно поддаются обезжированию моющими составами, в результате чего поверхность деталей получается матовой. Наиболее близкой к предлагаемой по составу и достигаемому результату является смазочная композиция для холодной обработки металлов да лением 4 , имекадая следующий состав, мас.%: Этаноламин1-5 Хлорированный парафин 95-99 Однако при использовании известной композиции в процессе глубокой вытяжки деталей (с деформацией 10-20% за один проход) образуются задиры и налипание металла на инструмент. Кроме того, применение этой композиции требует предварительного нанесения подсмазочного покрытия. Цель изобретения - повышение качества обрабатываемой поверхности и стойкости инструмента, а следовательно, повышение производительности процесса без нанесения подсмазочного покрытия. Поставленная цель достигается .тем, что смазочная композиция для холодной обработки металлов давлением, содержащая хлорированный парафин, дополнительно содержит сложный эфир пентаэритрита и синтетических жирных кислот фракции , втЬричные синтетические жирные спирты фракции С,о -Cgg , полиоксипропилированный диэтиленгликоль с числом молей окиси пропилена 10-50 и бензотриазол при следующем соотнсшении компонентов, мае.%: Сложный эфир пентаэритрита и синтетических жирных кислот фракции Су-Сд10-20 Вторичные синтетические жирные спирты фракции -С2010-20 Полиоксипропилированный диэтиленгликоль с числом молей окиси пропилена 10-500,5-10,0 Бензотриазол0,2-0,5 Хлорированный парафин Остальное При приготовлении смазочной композиции используют сложный эфир пентаэритрита и синтетических жирных Кислот (СЖК) фракции Cj-Со по ТУ 38101272-72,} вторичные синтетические жирные спирты (СЖС) фракции CIQ -С20 с гидроксильным числом не менее 220 мг КОН/г по ТУ 3810715-81; полиоксипропилированный диэтиленгликоль с числом молей окиси пропилена 10-50 и молекулярной массой 700-3000 по ТУ 6-05-1854-78; бензотриазол по ТУ 6-09-129-75 и хлорированный парафин J10 ТУ 6-01-568-76. Составы смазочных композиций готовят с использованием полиоксипропилированного диэтиленгликоля с молекулярной массой 700-3000. Свойства смазок с различной молекулярной массой в указанных пределах идентичны. Кроме того, при введении бензотриазола в концентрации ниже 0,2 мас.% поверхность металла от коррозии
не защищается; превышение его концентрации выше 0,5 мас.% нецелесообразно, так как свойства не улучшаются.
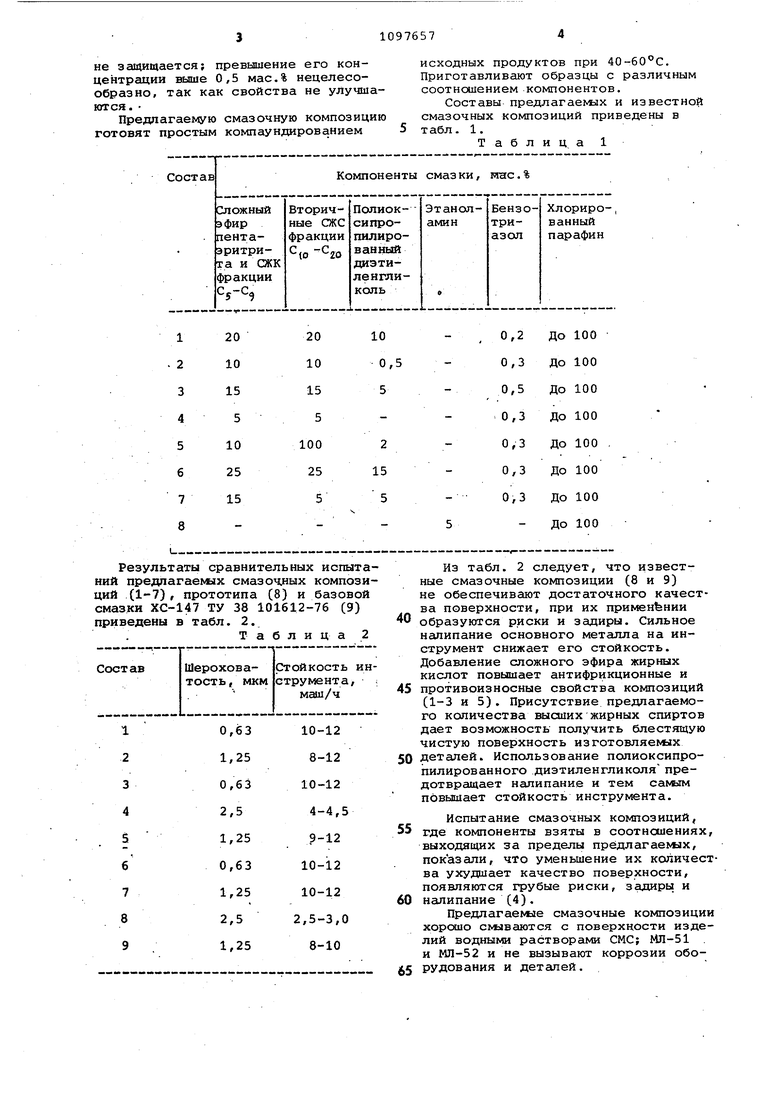
Предлагаемую смазочную композицию готовят простым компаундированием
исходных продуктов при 4 о-б ос. Приготавливают образцы с различным соотношением компонентов.
Составы предлагаемых и известной смазочных композиций приведены в т абл. 1.
Таблица 1

| название | год | авторы | номер документа |
|---|---|---|---|
| СМАЗОЧНАЯ КОМПОЗИЦИЯ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1998 |
|
RU2136725C1 |
| СМАЗОЧНАЯ КОМПОЗИЦИЯ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1998 |
|
RU2157403C2 |
| ТЕХНОЛОГИЧЕСКАЯ СМАЗКА ДЛЯ ХОЛОДНОЙ ОБЪЕМНОЙ ШТАМПОВКИ МЕТАЛЛОВ | 1997 |
|
RU2118983C1 |
| СМАЗОЧНАЯ КОМПОЗИЦИЯ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1998 |
|
RU2136726C1 |
| СМАЗОЧНАЯ КОМПОЗИЦИЯ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1998 |
|
RU2156789C2 |
| СМАЗОЧНАЯ КОМПОЗИЦИЯ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1998 |
|
RU2156788C2 |
| ТЕХНОЛОГИЧЕСКАЯ СМАЗКА ДЛЯ ХОЛОДНОЙ ОБЪЕМНОЙ ШТАМПОВКИ МЕТАЛЛОВ | 1997 |
|
RU2114905C1 |
| СМАЗОЧНАЯ КОМПОЗИЦИЯ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1998 |
|
RU2136727C1 |
| Концентрат смазочно-охлаждающей жидкости для механической обработки металлов | 1983 |
|
SU1126595A1 |
| ТЕХНОЛОГИЧЕСКАЯ СМАЗКА ДЛЯ ХОЛОДНОЙ ОБЪЕМНОЙ ШТАМПОВКИ МЕТАЛЛА | 2008 |
|
RU2404233C2 |
СМАЗОЧНАЯ КОМПОЗИЦИЯ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОЙ ДАВЛЕНИЕМ, содержащая хлорированный парафин, отличающаяся тем, -что, с целью повьшения качества о«5рабатываемой поверхности и стойкости инструмента, композиция дополнительно содержит сложный эфир пентаэритритд и синтетических жирных кислот фракции Су-С, вторичные синтетические жирные спирты фракции Cto СJO, полиоксипропилированный диэтиленгликоль с числом молей окиси пропилена 10-50 и бeнэoтpи с1эол при следующем соотношении компонентов, мас.%: Сложный эфир пентаэритрита и синтетических жирных кислот фракции .10-20 Вторичные синтетические жирные спирты фракции Cjfl-Cjo10-20 Полиоксипропилирован№лй диэтиленгликоль с числом молей окиси пропилена 10-50 0,5-10,0 Бензотриазол 0,2-0,5 Хлорированный парафин Остальное
Результаты сравнительных испытаний предпагаемлх смазочных композиций (1-7) , прототипа (8) и базовой смазки ХС-147 ТУ 38 101612-76 (9) приведены в табл. 2.
Т а б л и ц а 2
Из табл. 2 следует, что известные смазочные композиции (8 и 9) не обеспечивают достаточного качества поверхности, при их применЪнии
0 образуются риски и задиры. Сильное налипание основного металла на инструмент снижает его стойкость. Добавление сложного эфира жирных кислот повышает антифрикционные и
5 противоизносные свойства композиций (1-3 и 5). Присутствие предлагаемого количества высших жирных спиртов дает возможность получить блест5вдую чистую поверхность изготовляемых деталей. Использование полиоксипро0пилированного диэтиленгликоля предотвращает налипание и тем самлм повышает стойкость инструмента.
Испытание смазочных композиций,
5 где компоненты взяты в соотношениях, выходящих за пределы прёдлагае1 1х, показали, что уменьшение их количества ухудшает качество поверхности, появляются грубые риски, задиры и
0 налипание (4).
Предлагаемое смазочные композиции хорошо С1 аваются с поверхности изделий водными растворами CMC; МЛ-51 . и МЛ-52 и не вызывают коррозии оборудования и детсшей.
5
В.результатеустранения операции по нанесению подсмазочного покрытия при использовании новой смазочной композиции улучшайУся, условия труда и повышается безопасность работы.
Таким образом/ предлагаемая смазочная композиция для холодной обработки металлов давлением обеспечивает более высокое (в 2-3 раза) качество обрабатываемой поверхности изделий без нанесения подсмазочного покрытия, повышает в 4 раза стойкость инструмента и производительность оборудования. Полностью CMJвается на линиях мойки стандартными растворами.
