Это изобретение относится к способу изготовления цельного ротора турбины высокого и низкого давления, используемого, например, в качестве вала ротора турбины генератора.
В качестве одного из роторов турбины известен цельнокованный ротор турбины высокого и низкого давления, в котором части высокого и низкого давления выполнены как одно целое. Поскольку целостный ротор турбины высокого и низкого давления подвергается воздействию сжатого пара при высокой температуре и давления от высокого до низкого уровней, то требуется, чтобы он имел исключительный предел ползучести при высоких температурах и вязкости при низких температурах, чтобы он мог выдерживать суровые рабочие условия.
С учетом этого была получена малолегированная сталь типа Cr-Mo-V, которую обычно используют в качестве материала для цельного ротора турбины высокого и низкого давления, причем этот материал затем улучшили, как описано, например, в заявках Японии NN JP-B-54- 19370, JP-A-63-157839 и JP-A-3-130502, которые раскрывают малолегированные стали.
Для изготовления цельного ротора турбины высокого и низкого давления из упомянутой малолегированной стали получают отливку, которую подвергают ковке до заданной формы ротора, затем его подвергают нормализующей обработке и термообработке на твердый раствор путем нагрева при температуре 900oC или выше, закалке и затем отпуску один или несколько раз. Также предлагали путем изменения температуры термообработки на твердый раствор на участках ротора высокого и среднего давления и на участке низкого давления регулировать микроструктуру материала на участках каждого давления в соответствии с рабочими условиями (см., например, заявку JP-B-62-60447).
Как было описано, для улучшения предела ползучести в условиях высоких температур и вязкости при низких температурах обычно при изготовлении ротора турбины изменяют профиль состава материала и температуру термообработки на твердый раствор для каждой части с соответствующим давлением и до некоторой степени получают результаты. Однако требования к цельному ротору турбины высокого и низкого давления для повышения КПД генератора были строго ограничены. Главным образом, требуется большое улучшение вязкости. Известно, что для улучшения вязкости эффективным является уменьшение размера зерен аустенита, и обычно для уменьшения размера кристаллических зерен в материале применяли способ, заключающийся в выборе состава. Однако трудно улучшить значительно вязкость только за счет выбора состава материала.
Задачей настоящего изобретения в свете упомянутых ситуаций является способ изготовления цельного ротора турбины с едиными частями высокого и низкого давления, позволяющий уменьшить размер аустенитных зерен за счет технологических стадий для улучшения вязкости при низких температурах.
Способ в соответствии с изобретением для достижения упомянутой задачи заключается в нормализующей обработке поковки ротора, полученной из сплава типа Cr-Mo-V на основе железа, при температуре 1000-1150oC, поддержании температуры при 650-730oC во время охлаждения от температуры нормализующей обработки для превращения микроструктуры поковки ротора в перлитную, закалке участков поковки ротора, соответствующих частям высокого или среднего давления, при температуре 940-1020oC, а участка, соответствующего части низкого давления, при температуре 850- 940oC, после проведения нормализующей обработки при температуре 920-950oC, один или несколько раз, и подвергании поковки ротора отпуску при температуре 550-700oC один или более раз.
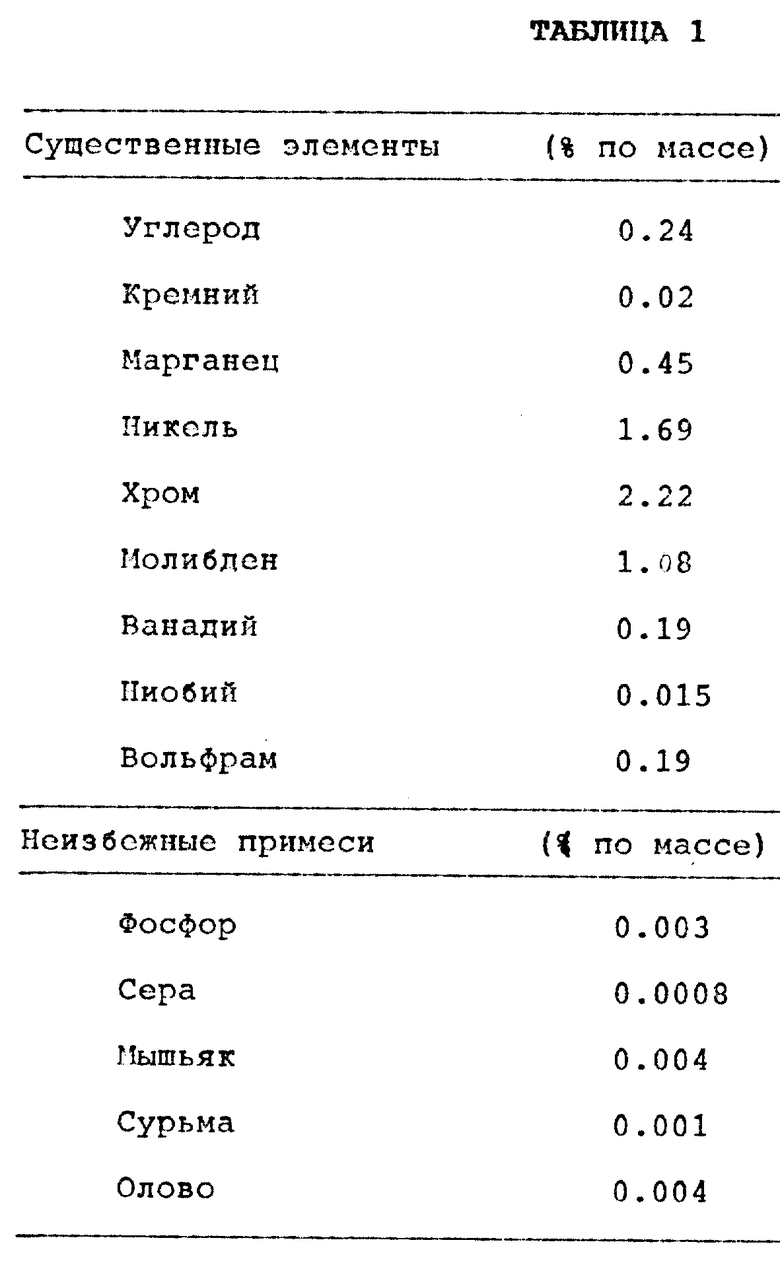
Другим аспектом изобретения является способ, в соответствии с первым вариантом исполнения изобретения, согласно которому состав материала поковки ротора включает в себя 0.1-0.35% углерода, 0.3% или меньше кремния, 1% или меньше марганца, 1-2% никеля, 1.5-3% хрома, 0.9-1.3% молибдена, 0.1-0.35% ванадия, 0.01-0.15% ниобия, 0.1-1.5% вольфрама, остальное железо и неизбежные примеси, причем их содержание дано на основе процентного отношения по массе.
Третьим аспектом изобретения является способ согласно второму варианту исполнения изобретения, который допускает присутствие неизбежных примесей: 0.005% или меньшей фосфора, 0.005% или меньше серы, 0.008% или меньше мышьяка, 0.004% или меньше сурьмы и 0.008% или меньше олова, причем их содержание дано на основе процентов по массе.
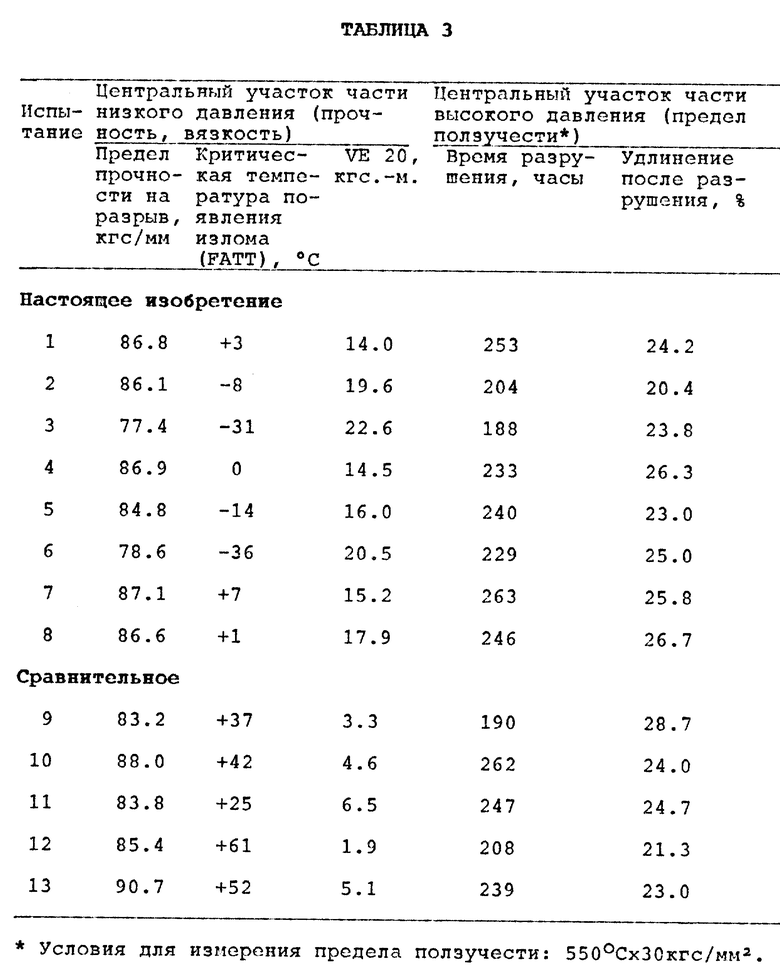
На чертеже показаны результаты измерения критической температуры возникновения 50% излома (FATT) и измерения предела прочности на разрыв при ударном испытании 2 мм образца с 2 мм U-образным надрезом по Шарли, измеренные после термообработки, изменяющей температуру нормализации.
В соответствии с настоящим изобретением превращение перлита происходит после нормализующей термообработки в результате поддержания температуры на заданной температуре при охлаждении. По этой причине кристаллические зерна значительно уменьшаются в размере во время нагрева для последующей аустенизации. Кроме того, благодаря стадии нормализующей термообработки после стадии превращения перлита кристаллические зерна уменьшаются в размере на участке, соответствующем части низкого давления, который закаливают при температуре 850-940oC, в результате получают оптимальную микроструктуру, в которой кристаллические зерна уменьшились в размере, а мелкие карбиды равномерно выделились и диспергировали, таким образом, вязкость значительно улучшается.
Теперь будут описаны условия обработки.
Нормализующая термообработка:
После ковки поковку ротора подвергают нормализующей термообработке при температуре 1000-1150oC, предпочтительно 1050- 1100oC, для устранения вредного влияния в результате ковки. Если температура меньше, чем 1000oC, то эффект не может достигаться, и напротив, если она превышает 1150oC, кристаллические зерна становятся крупнее. По этой причине температуру устанавливают в этом интервале.
Перлитовая обработка:
Во время охлаждения от температуры нормализующей термообработки температуру поддерживают при 650-730oC для превращения структуры в перлитовую, тем самым кристаллические зерна во время последующего превращения в аустенит значительно уменьшаются в размере. Поскольку интервал температур, при котором возможно превращение перлита, составляет от 650 до 730oC, т.е. превращение перлита не происходит, даже если температуру поддерживают ниже 650oC или выше 730oC, то температуру ограничивают указанным интервалом температур.
Нормализующая термообработка:
После перлитовой обработки поковку ротора подвергают дополнительно нормализующей термообработке при температуре 920- 950oC, предпочтительно при 920-935oC один или несколько раз, таким образом можно получить оптимальную микроструктуру, имеющую мелкие зерна на участке, соответствующем части низкого давления, на стадии закалки, которая является последующей обработкой. Если нормализующую термообработку не проводят или если ее проводят при температуре ниже 920oC, то все карбиды, например, цементит, которые отделены в аустенитных зернах и увеличены в размере, не могут раствориться, и крупные карбиды остаются после нормализующей термообработки. Следовательно, хорошая вязкость не может быть достигнута после термического улучшения, которое является последующей обработкой. Поскольку растворение карбидов также является неполным в этом случае, то размягчение или разупрочнение материала легко достигается за счет отпуска после закалки, что затрудняет получение микроструктуры, имеющей высокую прочность и высокую вязкость. На чертеже показаны результаты измерения критической температуры появления 50% излома (FATT) и предела прочности на разрыв во время испытания для определения ударной вязкости образца по Шарли с 2-мм U-образным надрезом после термообработки с изменением температуры нормализации, охлаждения для имитирования части, соответствующей центральной части большого цельного ротора высокого и низкого давления, и затем проведения отпуска при тех же условиях. Доказано, что эти характеристики значительно изменяются в зависимости от условий нормализации, причем хорошая вязкость достигается при температуре в интервале 920-950oC. С другой стороны, если температура нагрева выше 950oC, то кристаллические зерна увеличиваются в размере во время нормализации, и это влияет на размер зерен после термического улучшения.
Поэтому нормализацию осуществляют в указанном интервале температур.
Температура при термической закалке:
Части высокого и среднего давления: 940-1020oC, предпочтительно 945-980oC.
Часть низкого давления: 850-940oC, предпочтительно 880-920oC.
За счет применения различных температур нагрева участков высокого и среднего давления и участка низкого давления на участках, соответствующих частям высокого и среднего давления, достигается достаточный предел ползучести, тогда как на участке, соответствующем части низкого давления, обеспечивается вязкость при низких температурах. Если температура аустенизации на участках высокого и среднего давления ниже 940oC, достаточный предел ползучести не может достигаться. Напротив, если температура выше 1020oC, то пластичность при ползучести уменьшается. Поэтому температуру устанавливают в указанном интервале температур. С другой стороны, если температура аустенизации на участке низкого давления ниже 850oC, оптимальную микроструктуру не получают, а если она превышает 940oC, размер аустенитных зерен увеличивается, тем самым уменьшается вязкость при низких температурах. Следовательно, температура должна быть в этом интервале.
Желательно, чтобы температура аустенизации на участках высокого и среднего давления была на 20-100oC выше, чем температура на участке низкого давления, поскольку для получения достаточно упомянутых функций и эффектов требуется иметь на 20oC или больше разность температур между ними, а если разность температур превышает 100oC, то их трудно будет достичь.
Желательно, чтобы во время закалки скорость охлаждения участков высокого и среднего давления отличалась от скорости охлаждения участка низкого давления. Обычно участки, соответствующие частям высокого и среднего давления, закаливают при скорости охлаждения, которая меньше скорости удара струи воздуха для достижения хорошего предела ползучести при высоких температурах поскольку, если их охлаждают со скоростью, превышающей скорость удара струи воздуха, то отношение количества превращенного бейнита при низких температурах увеличивается и достаточный предел ползучести при высоких температурах не может достигаться. Участок, соответствующий части низкого давления, закаливают при скорости охлаждения, превышающей скорость охлаждения маслом для достижения хорошей вязкости при низких температурах, однако, если его закаливают при скорости охлаждения ниже, чем скорость охлаждения маслом, то получают микроструктуру, содержащую феррит или превращенный при высокой температуре бейнит в центральной части, следовательно, хорошая вязкость не может достигаться.
Температура при отпуске: 550-700oC.
Требуемую прочность можно получить, если поковка ротора подвергается отпуску при температуре 550-700oC один или более раз. Если отпуск осуществляют при температуре ниже 550oC, то не может достигаться достаточный эффект от отпуска и следовательно нельзя получить хорошую вязкость. Напротив, если температура отпуска выше 700oC, то требуемая прочность не достигается. Поэтому температуру отпуска устанавливают в указанном интервале температур.
Поковку ротора, описанную согласно второму или третьему варианту исполнения, можно применять для изготовления ротора, при этом могут достигаться значительные эффекты. В этих случаях можно получить ротор турбины, имеющий исключительные характеристики предела прочности на разрыв, предела ползучести при высокой температуре и вязкости при низких температурах. Теперь будут описаны причины для ограничения состава материала для этих поковок ротора.
Углерод: 0.1-0.35%. Углерод стабилизирует аустенитную фазу во время закалки и образует карбиды для повышения предела прочности на разрыв. Для достижения этого эффекта углерод необходимо добавлять в количестве не меньше, чем 0.1%. Однако, если его содержание превышает 0.35%, то образуется чрезмерное количество карбидов, которые уменьшают не только предел прочности, но и вязкость. Следовательно содержание углерода должно быть ограничено интервалом 0.1-0.35% и предпочтительно 0.18-0.3%.
Кремний: не более чем 0.3%. Кремний добавляют во время процесса плавки в качестве раскислителя. Если его добавляют в большом количестве, то часть кремния остается в стали в виде окиси, которая оказывает вредное влияние на вязкость. Поэтому верхний предел содержания кремния должен быть ограничен 0.3%, предпочтительно 0.1%.
Марганец; не более 1%. Марганец добавляют во время процесса плавки в качестве раскислителя и обессеривающей добавки. Если его добавляют в большом количестве, то вязкость снижается, поэтому верхний предел содержания марганца должен быть ограничен 1%, а лучше 0.7%.
Никель: 1-2%. Никель является элементом, который образует аустенит, и он эффективен для стабилизации фазы аустенита во время термической закалки и для исключения образования фазы феррита во время закалки и охлаждения. Кроме того, он является эффективным для повышения предела прочности на разрыв и вязкости. Для достижения прочности на разрыв и вязкости, которые необходимы для ротора турбины с выполненными за одно целое частями высокого и низкого давления, необходимо, чтобы содержание никеля составляло не меньше, чем 1%. Однако, если его содержание выше 2%, то будет отмечаться тенденция к снижению сопротивления разрушению при ползучести и к ускорению образования хрупкости при высоких температурах. Поэтому содержание никеля ограничено интервалом 1-2%, а лучше 1.3-1.8%.
Хром: 1.5-3%. Хром является элементом, эффективным для исключения окисления, улучшения способности стали к закалке и увеличения предела прочности на разрыв и вязкости. Для этих целей требуется, чтобы его содержание составляло не меньше чем 1.5%, но если содержание хрома выше 3%, вязкость и прочность на разрыв снижаются, причем одновременно ухудшаются характеристики вращения вала. Таким образом, содержание хрома должно быть ограничено интервалом 1.5-3%, предпочтительно 1.8-2.5%.
Молибден: 0.9-1.3%. Молибден является элементом, который эффективен для повышения способности стали к закалке и для увеличения предела прочности на разрыв и сопротивления излому при ползучести. Для достижения прочности на разрыв и сопротивления излому при ползучести, необходимых для цельного ротора турбины высокого и низкого давления, содержание молибдена должно составлять не меньше чем 0.9%. С другой стороны, если его содержание выше 1.3%, сопротивление излому при ползучести снижается и также значительно уменьшается вязкость, при этом отмечается значительная сегрегация элементов в центральной части ротора турбины, особенно сегрегация углерода. Поэтому, содержание молибдена должно быть ограничено 0.9-1.3%, а лучше 1.0-1.2%.
Ванадий: 0.1-0.35%. Ванадий является эффективным элементом для улучшения характеристик закалки и сопротивления разрушению при ползучести, а также для уменьшения размера зерен. Для достижения этих результатов необходимо, чтобы содержание ванадия составляло не меньше чем 0.1%. Однако, если его содержание превышает 0.35%, вязкость и прочность на разрыв уменьшаются. Поэтому его содержание ограничено интервалом 0.1-0.35%, предпочтительно 0.15-0.30%.
Ниобий: 0.01-0.15%. Ниобий является эффективным для уменьшения размера кристаллических зерен. Для достижения такого эффекта требуется, чтобы его содержание составляло 0.01% или больше. Однако, если оно превышает 0.15%, то образуется крупный азотный карбид, который приводит к уменьшению вязкости. Поэтому его содержание ограничено пределами 0.01-0.15%, предпочтительно 0.02-0.10%.
Вольфрам: 0.1-1.5%. Вольфрам является элементом, эффективным для повышения прочности при высоких температурах через упрочнение за счет растворения в твердом состоянии. Для достижения такого эффекта требуется, чтобы его содержание составляло 0.1% или больше. Однако, если оно превышает 1.5%, предел прочности на разрыв при ползучести и вязкость снижаются. Поэтому его содержание должно быть ограничено 0.1-1.5%, предпочтительно 0.2-0.8%.
Неизбежные примеси:
Когда цельный ротор турбины высокого и низкого давления применяют для работы в условиях высоких температур, например, свыше 500oC, мелкие карбиды, вносящие свой вклад в упрочнение сплава, скопляются, увеличиваясь в размере, таким образом, они не способствуют упрочнению сплава и постепенно уменьшают предел прочности на разрыв при ползучести и сопротивление разрушению при ползучести. Кроме того, если его применяют в среде при температуре в интервале 350-450oC, то примеси, содержащиеся в сплаве, стремятся к сегрегации на границе зерен, которая уменьшает межатомную прочность на границе зерен. Со временем это может привести к возникновению хрупкости. С этой точки зрения, когда содержание фосфора составляет не выше 0.005%, среди неизбежных примесей, содержание серы - не больше 0.005% (предпочтительно, не выше 0.001%), мышьяка - не выше 0.008%, сурьмы - не более 0.004% и олова - не более 0.008%, степень ликвации на границе зерен может постепенно уменьшаться, причем одновременно может значительно замедляться снижение прочности и вязкости с течением времени во время применения. Таким образом, может достигаться стабильность ротора турбины с объединенными в одно целое частями высокого и низкого давления для повышения его срока службы, причем также исключается опасность разрушения в результате возникновения хрупкости, что позволяет ротору работать в течение продолжительного времени.
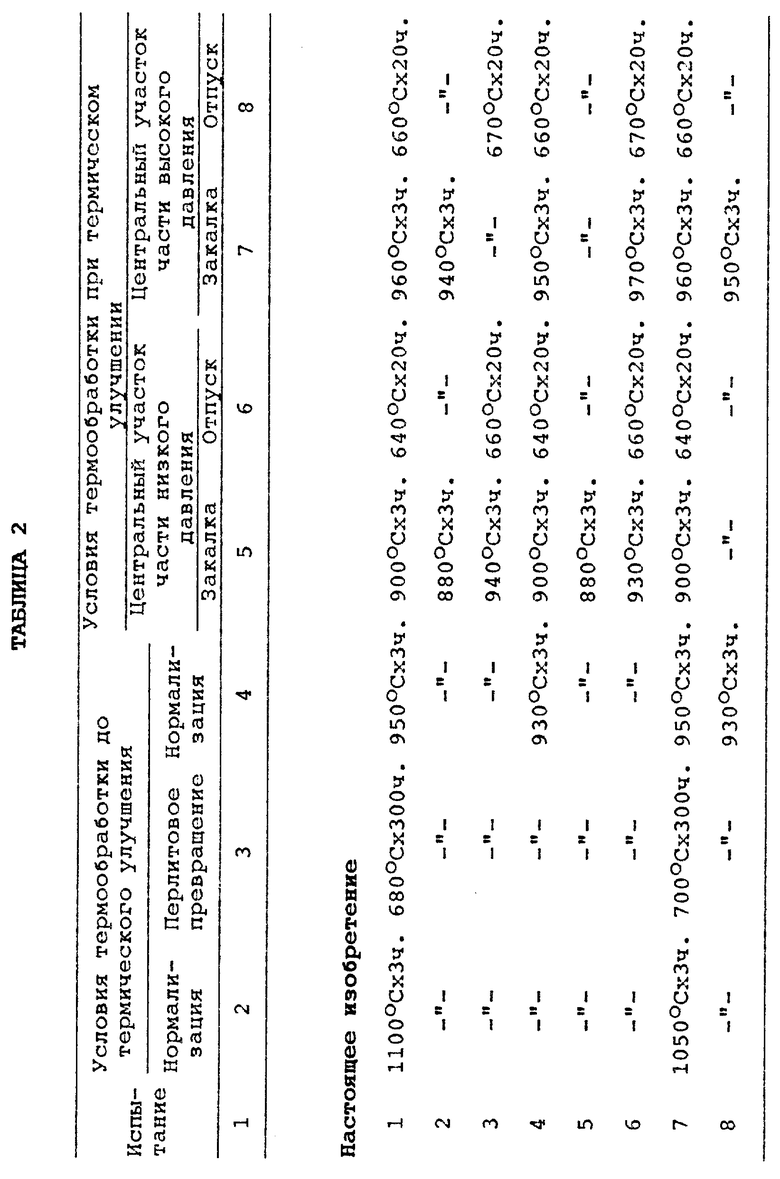
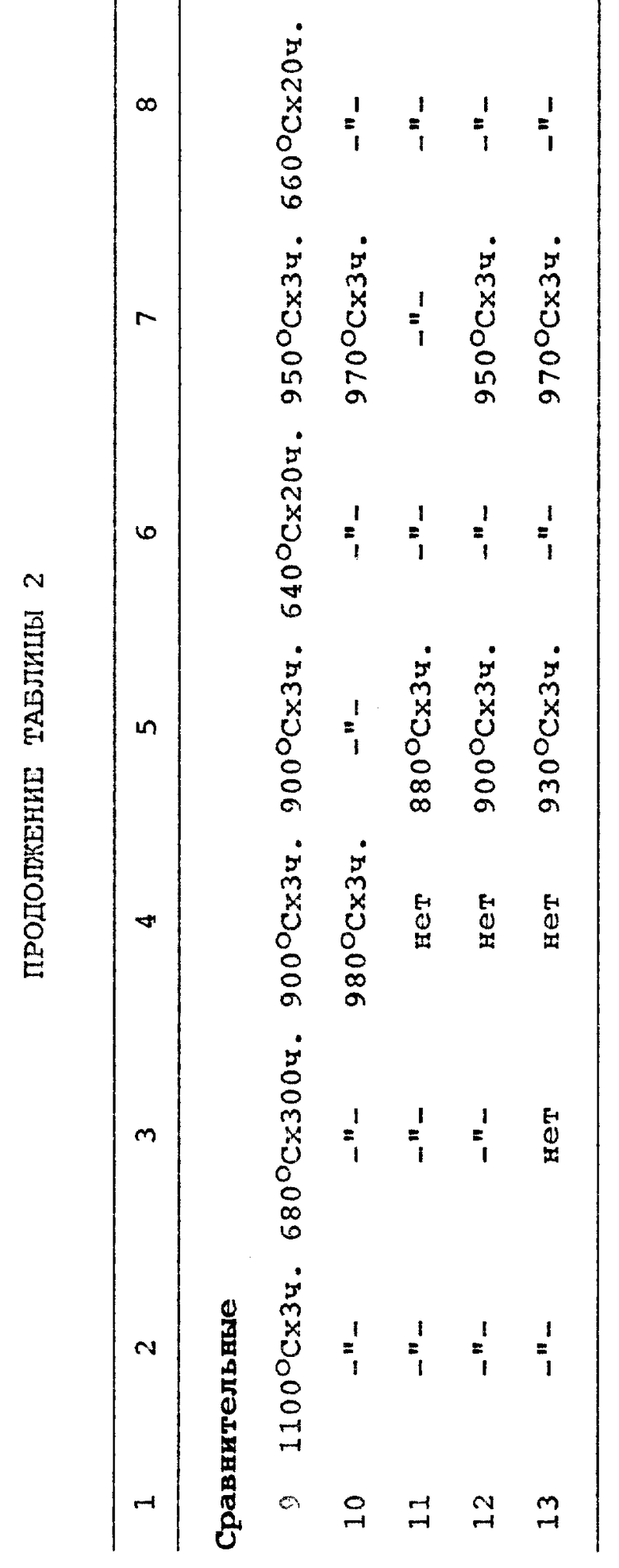
Пример. Испытываемую сталь, имеющую состав, указанный в табл. 1 (см. табл. 1-3 в конце описания), плавили в вакуумной плавильной печи для получения 50 кг слитка. Слиток нагревали при температуре 1200oC, подвергали ковке при общем коэффициенте уковки по сечению, равном примерно 4, для изготовления поковки ротора турбины, который подвергали термообработке, как показано в табл. 2.
Во время закалки охлаждение осуществляли со скоростью 50oC/час, при этом допуская скорость охлаждения центрального участка части низкого давления во время охлаждения разбрызгиванием. Кроме того, после закалки каждую поковку ротора подвергали отпуску при температуре 640-660oC в течение 20 часов.
Затем испытываемые стали подвергали испытанию на материал после термообработки. Результаты представлены в табл. 3. Как видно из табл. 3, благодаря настоящему изобретению вязкость материала на центральном участке части низкого давления улучшается без снижения предела ползучести материала на части высокого давления в сравнении с изделием, полученным известным способом.
Как было описано, в соответствии со способом изготовления цельного ротора высокого и низкого давления согласно изобретению поковку ротора, выполненную из сплава Cr-Mo-V на основе железа, подвергают нормализующей термообработке при температуре от 1000 до 1150oC, поддерживают температуру 650-750 С во время охлаждения от температуры нормализующей термообработки для превращения микроструктуры поковки ротора в перлитовую, участки поковки ротора, соответствующие высокому или среднему давлению, закаливают при температуре 940-1020oC, а участок, соответствующий части низкого давления, закаливают при температуре 850-940oC, после проведения нормализующей термообработки при 920-950oC, один или более раз, и поковку ротора подвергают отпуску при температуре 550-700oC один или несколько раз. Таким образом, настоящее изобретение имеет преимущество в том, что на участках высокого и среднего давления можно получить высокий предел прочности при ползучести и при этом значительно повысить вязкость на части низкого давления. Кроме того, при осуществлении способа эти эффекты можно значительно улучшить, если применяют поковку ротора, имеющую заданный состав материала. Также можно получить цельный ротор турбины, имеющий части высокого и низкого давления, выполненные как одно целое, с исключительным пределом прочности на разрыв и сопротивлением разрушению при ползучести при высоких температурах.
Способ изготовления цельного ротора турбины заключается в том, что покровку ротора, полученную из сплава типа Cr-Mo-V на основе железа, подвергают нормализующей обработке при 1000 - 1150oC. Поддерживают температуру 650 - 750oC во время охлаждения от температуры нормализующей обработки для превращения микроструктуры поковки ротора. Закаливают при 940 - 1020oC части, соответствующие части высокого или среднего давления. Участок, соответствующий части низкого давления, закаливают при 850 - 940oC после проведения термообработки при 920 - 950oC, один или более раз. Поковку ротора подвергают отпуску при 550 - 700oC один или более раз. Такое осуществление способа приводит к тому, что на частях высокого и среднего давления может достигаться высокий предел ползучести, а на части низкого давления может значительно увеличиваться вязкость. 2 з.п.ф-лы, 3 табл., 1 ил.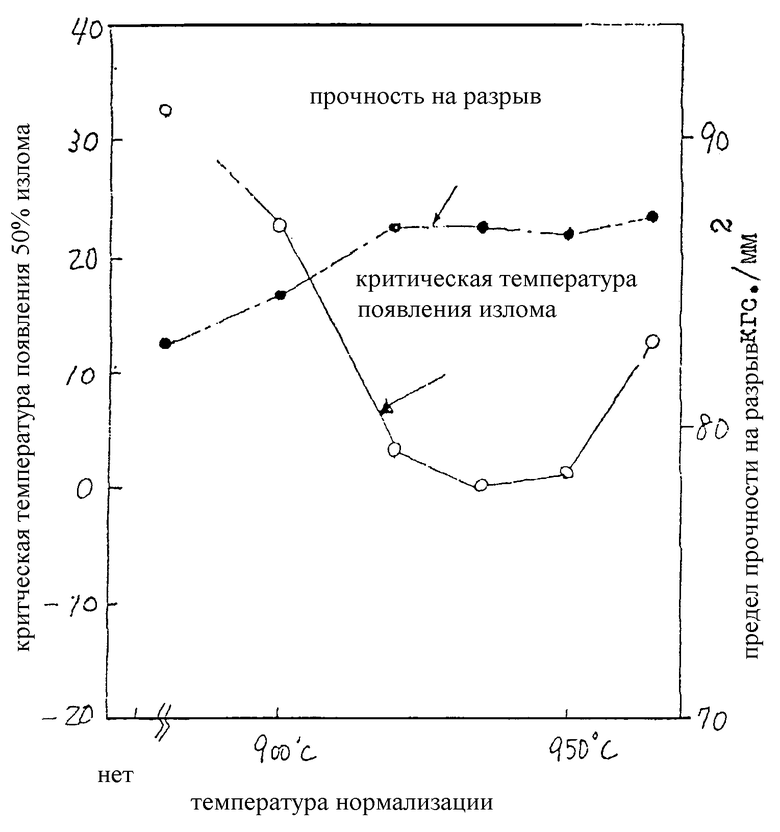
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Способ изготовления колеса | 1991 |
|
SU1819738A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГРЕБНЫХ И ВОЗДУШНЫХ ВИНТОВ И КРЫЛЬЧАТОК | 1991 |
|
RU2011502C1 |
| GB 1586331 А, 18.03.81 | |||
| Способ контроля прямолинейности поверхности | 1986 |
|
SU1583738A1 |
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
