Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к наплавочным материалам и деталям машинного оборудования, наплавленным наплавленным металлом. Более конкретно, настоящее изобретение относится к наплавочному материалу и детали машинного оборудования (компоненту машинного оборудования), оба из которых преимущественно применимы в вариантах использования, требующих превосходной коррозионной стойкости и износоустойчивости, таких как измельчители для предметов, выкапываемых из кислой почвы; и трубчатые реакторы.
Уровень техники
[0002] Обрабатываемый объект (материал), подвергаемый обработке с использованием технологического оборудования, такого как измельчитель или трубчатый реактор, может содержать кислоту, такую как соляная кислота или серная кислота, или может вторично образовывать такую кислоту во время обработки. Обрабатывающую камеру технологического оборудования, содержащую обрабатываемый объект, как правило, выполняют из стали. Кислота, если присутствует, может неблагоприятно воздействовать на внутреннюю стенку обрабатывающей камеры, вызывая ее коррозию. В дополнение, обрабатываемый объект часто может неблагоприятно изнашивать внутреннюю стенку обрабатывающей камеры во время обработки. Для предотвращения вредных воздействий наплавочные материалы, применяемые в деталях машинного оборудования, таких как обрабатывающие камеры, должны иметь коррозионную стойкость и износоустойчивость.
[0003] В качестве наплавочных материалов применялись сплавы железа (Fe) и сплавы кобальта (Co), имеющие химические составы, приведенные в Таблице 1. Различные наплавочные материалы использовались в зависимости от типов технологического оборудования и обрабатываемого объекта.
[0004]
ное коли-чество
ное коли-чество
[0005] Однако все стандартные наплавочные материалы имеют недостаточно высокие характеристики в отношении коррозионной стойкости и износоустойчивости. Наплавочные материалы имеют плохую пластичность и ударную вязкость. Поэтому наплавочные материалы образуют неудовлетворительный наплавленный слой после наплавки, чувствительный к растрескиванию. В результате этого наплавочные материалы имеют плохую обрабатываемость при сварке и часто обусловливают склонность наплавленного слоя после сварки к образованию микротрещин и/или крупных трещин.
[0006] Такие дефекты при сварке, если возникают, требуют ремонта в этом месте (местоположении, где возникает дефект). Более конкретно, трещина, если образуется в наплавленном слое, должна быть заполнена сварочным материалом (наплавочным материалом), имеющим такой же химический состав, как у наплавленного слоя. Однако традиционные наплавочные материалы непригодны для такого ремонта. По этой причине, когда еще одну наплавку выполняют на существующем наплавленном слое, существующий наплавленный слой становится дефектным вследствие образования многочисленных трещин, и его нельзя удовлетворительно отремонтировать.
[0007] Независимо от этого, широко применяются обрабатывающие камеры, содержащие наплавленный слой, и на их поверхности твердый хромовый покровный слой (имеющий толщину от 10 до 200 мкм), для обеспечения лучшей износоустойчивости. Однако наплавленные металлы, сформированные из традиционных наплавочных материалов, имеют плохую адгезию к твердому хромовому покрытию и не могут образовать стабильное покрытие на твердом хромовом слое. Наплавленные металлы также имеют плохие пластичность и ударную вязкость. Поэтому наплавленные металлы часто создают трещины в твердом хромовом покровном слое и/или в наплавленном слое после сварки.
[0008] При таких обстоятельствах были предложены наплавочные материалы, чтобы обеспечить лучшие коррозионную стойкость и износоустойчивость (см. Патентный Документ (PTL) 1). Патентный Документ 1 раскрывает наплавочный материал, предназначенный для применения в детали, которая требует превосходной прочности, устойчивости к окислению и износоустойчивости при высокой температуре 600°С или выше. Наплавочный материал содержит от 0,5 до 3,0 процентов по весу С, от 3,0 до 7,0 процентов по весу Si, от 25 до 45 процентов по весу Cr, от 0 до 10 процентов по весу Mn, и от 0 до 13 процентов по весу Ni, остальное - Fe и неизбежные примеси, при этом уровни содержания Cr и Si удовлетворяют условию, заданному выражением: Cr≥-1,6Si+37. Наплавочный материал образует наплавленный металл на базовом металле, где наплавленный металл упрочнен или армирован тонкодисперсными игольчатыми карбидами в форме коротких волокон.
[0009] В наплавочном материале, раскрытом в Патентном Документе 1, используют сталь (Fe-сплав). Наплавочный материал содержит С, Si и Cu с высокими уровнями содержания, и содержит переходные элементы Групп IVa-Va (Ti, V, Zr, Nb, Mo и Ta) в больших количествах. Наплавочный материал проявляет плохую вязкость разрушения вследствие высокого содержания С от 0,5 до 3,0% по весу, и имеет чрезмерно высокую твердость вследствие содержания переходных элементов Групп IVa-Va (Ti, Zr, Nb и Ta) в больших количествах. Поэтому наплавочный материал чувствителен к хрупкому излому при коррозии.
[0010] Наплавочный материал, представленный в Патентном Документе 1, также чувствителен к образованию красной окалины (дефект красной окалины) после горячей прокатки вследствие чрезвычайно высокого содержания Si от 3,0 до 7,0 процентов по весу, когда горячую прокатку выполняют как стадию процесса производства стали. Красная окалина, даже если удаляемая промыванием кислотой, может оставлять поверхностные неровности, вызывая неоднородность поверхности продукта. Возможно, красная окалина может возникать даже при высокой температуре 600°С или выше. В этом случае порошкообразный α-Fe2O3, главным образом образующий красную окалину, мигрирует в обрабатываемый объект.
[0011] В дополнение, наплавочный материал, раскрытый в Патентном Документе 1, чувствителен к ломкости (красноломкости) во время процесса горячей прокатки вследствие чрезвычайно высокого содержания Cu 7,0 процентов по весу, в отношении его верхнего предела, где процесс горячей прокатки выполняют как стадию процесса производства стали. Это препятствует изготовлению стали стандартным способом производства стали, включающим процесс горячей прокатки, и мешает изготовлению и поставке целевого наплавочного материала.
[0012] Кроме того, были предложены другие Fe-сплавы в качестве наплавочных материалов, чтобы обеспечить лучшие коррозионную стойкость и износоустойчивость. Более конкретно, был предложен наплавочный материал, который содержит от 0,2 до 1,5 масс. % С, от 0,5 до 2,0 масс. % Si, от 0,5 до 2,0 масс. % Mn, от 20 до 40 масс. % Cr, от 2,0 до 6,0 масс. % Mo, от 0,5 до 6,0 масс. % Ni, от 1,0 до 5,0 масс. % V и от 0,5 до 5,0 масс. % W, остальное - Fe и неизбежные примеси. Наплавленный металл включает матрицу из ферритной фазы и имеет поликристаллическую микроструктуру, в которой частицы цементита присутствуют на границах зерен ферритной матрицы и окружают зерна феррита. Наплавочный материал имеет превосходные коррозионную стойкость и износоустойчивость, но оставляет возможности для усовершенствования в отношении пластичности и ударной вязкости. Наплавочный материал также оставляет желать лучшего в отношении обрабатываемости при сварке и сварочной ремонтопригодности. В частности, наплавочный материал, будучи используемым для нанесения еще одного наплавленного слоя для ремонта существующего наплавленного слоя, может вызывать растрескивание в существующем наплавленном слое в некотором диапазоне условий наплавки и может потребовать проведения сложной ремонтной процедуры. В дополнение, наплавочный материал имеет недостаточную адгезию к твердому хромовому покрытию, и это может препятствовать образованию стабильного покрытия.
Список цитируемой литературы
Патентная литература
[0013] Патентный Документ (PTL) 1: Публикация нерассмотренной заявки на патент Японии (JP-A) № Н11(1999)-226778.
Раскрытие изобретения
[0014] Настоящее изобретение было выполнено с учетом недостатков традиционных технологий, и его задача состоит в создании сварочного материала для формирования наплавленного металла, для применения в среде, где наплавленный металл часто подвергается воздействию кислоты, которая вызывает коррозию. Наплавленный металл, образованный наплавочным материалом, имеет превосходные коррозионную стойкость и износоустойчивость, имеет удовлетворительные пластичность и ударную вязкость, проявляет превосходную обрабатываемость при сварке и ремонтопригодность наплавки, имеет хорошую адгезию к твердому хромовому покрытию и менее склонен к растрескиванию. Еще одной целью настоящего изобретения является создание детали машинного оборудования, наплавленной таким наплавленным металлом.
[0015] В одном аспекте настоящего изобретения предлагается наплавочный материал, содержащий С с содержанием от 0,2 до 1,0 масс. %, Si с содержанием от 0,2 до 0,5 масс. %, Mn с содержанием от 0,5 до 2,0 масс. %, Cr с содержанием от 15 до 30 масс. %, Mo с содержанием от 0,2 до 6,0 масс. % и W с содержанием от 0,1 до 1,5 масс. %, остальное - Fe и неизбежные примеси.
[0016] Кроме того, в еще одном аспекте настоящего изобретения предлагается деталь машинного оборудования, содержащая базовую сталь и наплавленный металл, наплавленный на поверхность базовой стали или поверх нее, при этом наплавленный металл имеет поверхностный слой и содержит С с содержанием от 0,2 до 1,0 масс. %, Si с содержанием от 0,2 до 0,5 масс. %, Mn с содержанием от 0,5 до 2,0 масс. %, Cr с содержанием от 15 до 30 масс. %, Mo с содержанием от 0,2 до 6,0 масс. % и W с содержанием от 0,1 до 1,5 масс. %, в химическом составе поверхностного слоя, и наплавленный металл дополнительно содержит Fe и неизбежные примеси в поверхностном слое.
[0017] Эти и прочие задачи, признаки и преимущества настоящего изобретения станут более очевидными из нижеследующего подробного описания с привлечением сопроводительных чертежей.
Краткое описание чертежей
[0018]
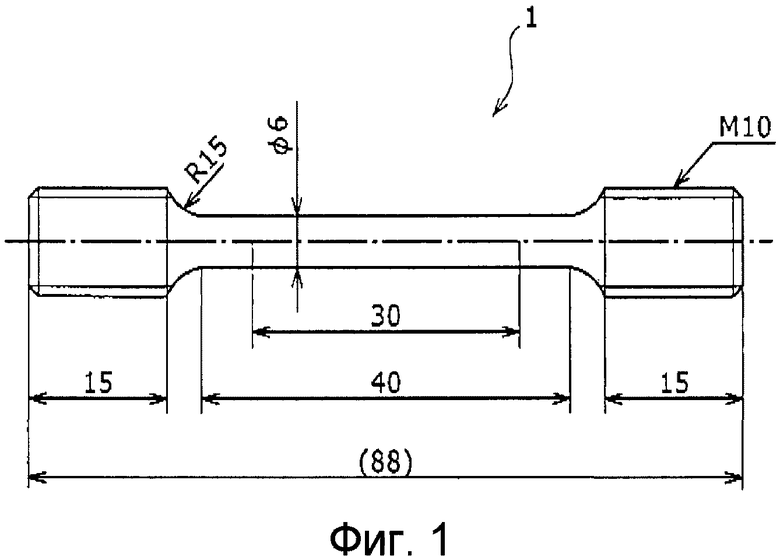
[Фиг. 1] Фиг. 1 представляет пояснительный чертеж, иллюстрирующий образец для непропорционального испытания (образец для испытания по методу Gleeble), приготовленный для испытаний на растяжение в экспериментальном примере 2 в настоящем изобретении.
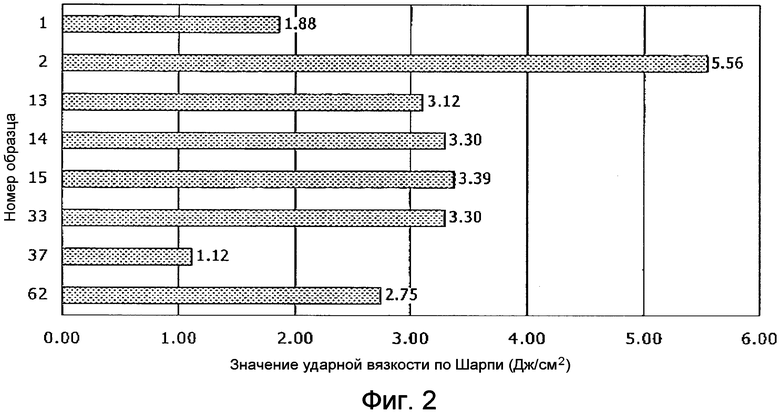
[Фиг. 2] Фиг. 2 представляет график, иллюстрирующий результаты испытаний ударной вязкости по Шарпи в экспериментальном примере 3.
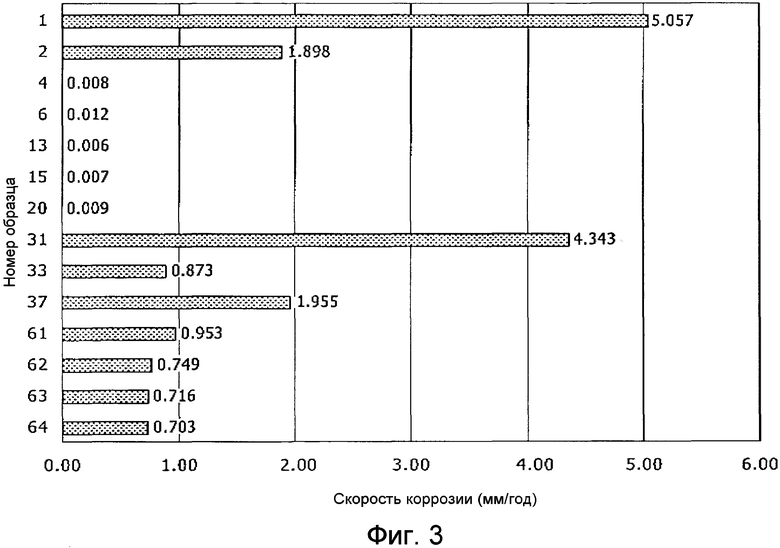
[Фиг. 3] Фиг. 3 представляет график, иллюстрирующий результаты испытаний на коррозионную стойкость в экспериментальном примере 5.
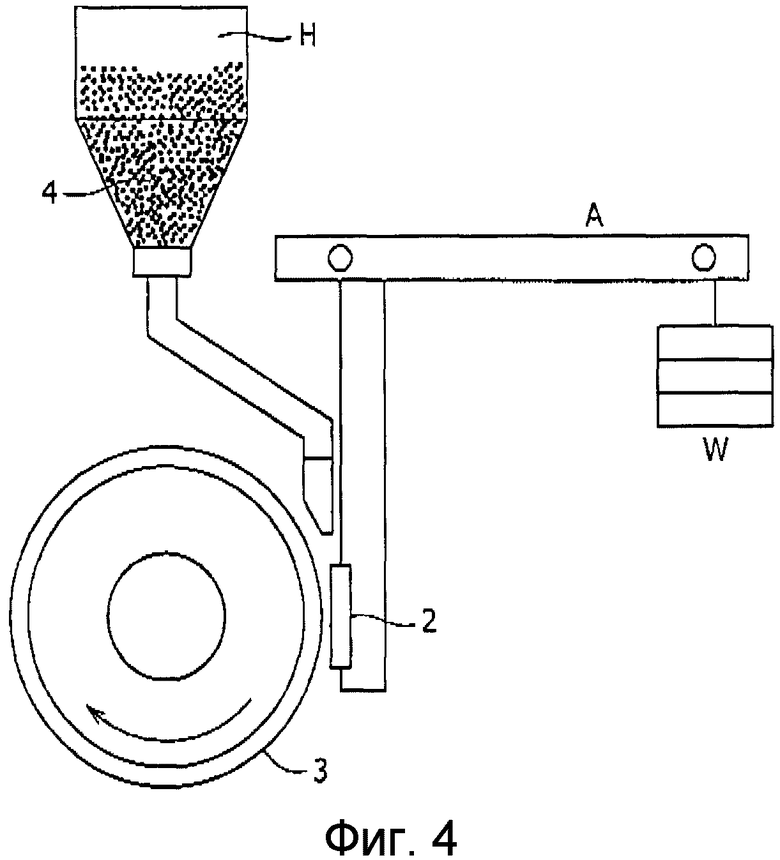
[Фиг. 4] Фиг. 4 представляет концептуальную диаграмму, иллюстрирующую оборудование для испытания на истирание песком, используемое в испытаниях износоустойчивости в экспериментальном примере 6.
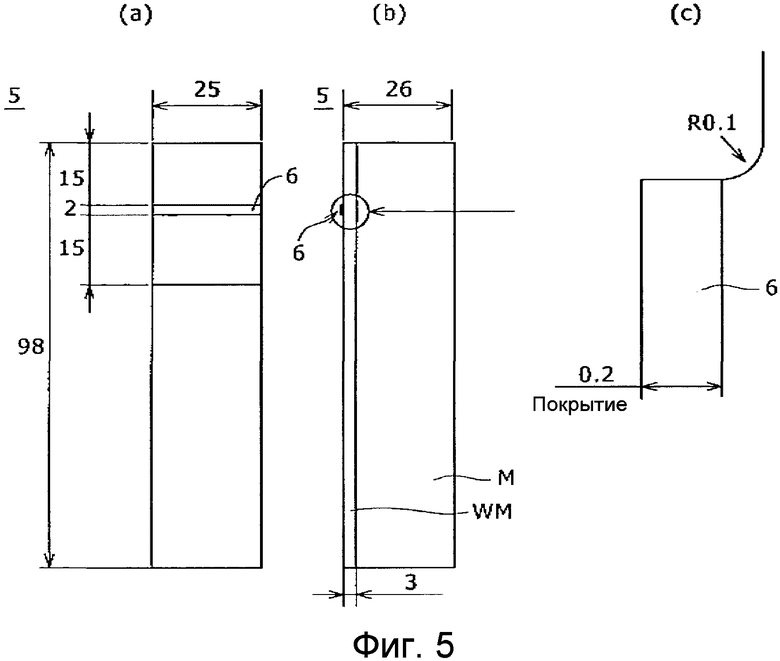
[Фиг. 5] Фиг. 5 представляет пояснительный чертеж, иллюстрирующий образец для испытания на плоский сдвиг, применяемый в экспериментальном примере 9.
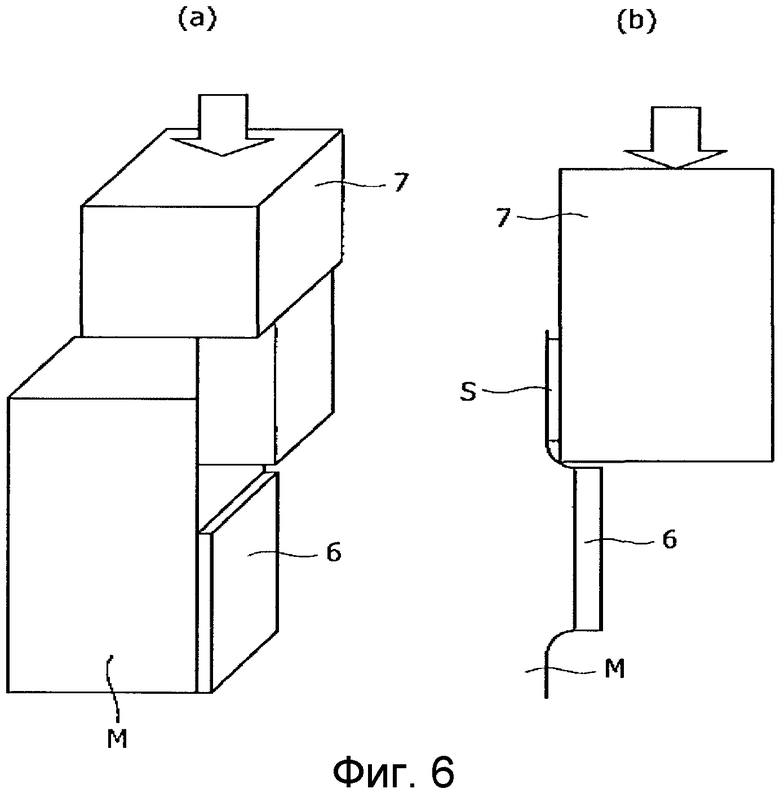
[Фиг. 6] Фиг. 6 представляет пояснительный чертеж, иллюстрирующий, как выполняются испытания на плоский сдвиг в Экспериментальном Примере 9.
[Фиг. 7] Фиг. 7 представляет график, иллюстрирующий результаты испытаний на плоский сдвиг в экспериментальном примере 9.
Описание вариантов осуществления изобретения
[0019] Настоящее изобретение будет подробно иллюстрировано со ссылкой на приведенные ниже варианты его осуществления. В одном варианте осуществления настоящее изобретение представляет сварочный материал (наплавочный материал) для формирования наплавленного металла, и преимущественно применимый в обрабатывающей камере для обработки обрабатываемого объекта. Объект, обрабатываемый в обрабатывающей камере, может содержать кислоту, такую как соляная кислота или серная кислота. Поэтому обрабатывающая камера может быть использована в кислотной коррозионно-агрессивной среде с величиной pH от 7 до около 4,2. Обрабатывающая камера также может быть размещена в технологическом оборудовании, таком как измельчитель или трубчатый реактор, и использоваться в температурном диапазоне от комнатной температуры до около 200°С.
[0020] Наплавочный материал согласно варианту осуществления настоящего изобретения, будучи используемым для формирования наплавленного металла на внутренней стенке обрабатывающей камеры или поверх нее, может содействовать тому, что обрабатывающая камера будет иметь лучшие коррозионную стойкость и износоустойчивость. Наплавочный материал тем самым может способствовать тому, что обрабатывающая камера будет иметь более длительный срок службы. Наплавочный материал также имеет превосходные обрабатываемость при сварке и ремонтопригодность наплавки. В дополнение, наплавочный материал создает путем наплавки наплавленный слой, на поверхности которого может быть сформирован удовлетворительный твердый хромовый покровный слой, чтобы обеспечить лучшую износоустойчивость.
[0021] Ниже будет иллюстрирован химический состав наплавочного материала согласно варианту осуществления.
[0022] Углерод (С) способствует поддержанию баланса между пределом прочности на разрыв и относительным удлинением наплавленного металла. Содержание С в сварочном материале (наплавочном материале) составляет от 0,2 до 1,0 масс. %, и более предпочтительно от 0,3 до 0,8 масс. %. При повышении содержания С стали (Fe-сплавы) имеют более высокий предел прочности на разрыв и лучшую износоустойчивость, но проявляют меньшую ударную вязкость. В частности, гиперэвтектическая сталь, имеющая содержание С свыше 1,0 масс. %, имеет значительно худшую ударную вязкость, и трудна в обработке. Для предотвращения этого и для соблюдения хорошего баланса характеристик в качестве наплавленного металла, содержание С в наплавочном материале предпочтительно составляет от 0,2 до 1,0 масс. %, в то же время обеспечивая износоустойчивость в результате добавления одного или более других элементов.
[0023] Кремний (Si) способствует высокому пределу прочности на разрыв наплавленного металла. Для проявления активности содержание Si в сварочном материале задают на уровне 0,2 масс. % или более. Напротив, Si, если содержится в чрезмерно большом количестве, может сделать сталь (Fe-сплав) в значительной мере хрупкой. Для предотвращения этого содержание Si предпочтительно составляет от 0,2 до 0,5 масс. %.
[0024] Марганец (Mn) содействует образованию сварочным материалом наплавленного металла, имеющего прочность и ударную вязкость на определенных уровнях. Содержание Mn в сварочном материале составляет 0,5 масс. % или более, и более предпочтительно 0,7 масс. % или более. Напротив, Mn, если присутствует с содержанием свыше 2,0 масс. %, часто может вызывать ухудшение ударной вязкости и свариваемости наплавленного металла. Для предотвращения этого содержание Mn предпочтительно составляет от 0,5 до 2,0 масс. %, и более предпочтительно от 0,7 до 1,2 масс. %.
[0025] Хром (Cr) способствует формированию сварочным материалом наплавленного металла, имеющего лучшие коррозионную стойкость, твердость в горячем состоянии и износоустойчивость. Cr также отличается тем, что не подавляет свариваемость наплавленного металла. Cr придает наплавленному металлу лучшую износоустойчивость, так как Cr образует карбиды, тонко диспергированные в зернах, и действует как элемент для дисперсионного твердения. В дополнение, Cr, будучи добавленным в сочетании с упоминаемым позже Mo, содействует приданию наплавленному металлу высокой прочности и высокой твердости. Сварочный материал, имеющий содержание Cr менее 15 масс. %, может быть непригодным для получения наплавленного металла, имеющего коррозионную стойкость и износоустойчивость на требуемых уровнях. Напротив, сварочный материал, имеющий содержание Cr свыше 30 масс. %, часто может иметь тот недостаток, что образует мартенситную фазу. Для предотвращения этого содержание Cr в сварочном материале предпочтительно составляет от 15 до 30 масс. %.
[0026] Молибден (Mo), как добавляемый в комбинации с Cr, способствует формированию сварочным материалом наплавленного металла, имеющего более высокую прочность и более высокую твердость, как было описано выше. Mo, даже когда добавлен не в сочетании с Cr, благоприятно действует, придавая стали лучшую ударную вязкость. Mo, будучи добавленным в комбинации с Cr, предпочтительно может содержаться в наплавочном материале в количестве, соответствующем примерно одной десятой или менее от содержания Cr. Это может содействовать получению наплавленного металла, имеющего более высокую прочность и более высокую твердость. Mo предпочтительно добавляют с низким содержанием в комбинации с Cr, поскольку Mo является дорогостоящим сырьевым материалом. Mo предотвращает укрупнение зерен при высокотемпературном нагреве, и эффективно способствует получению наплавленного металла, имеющего высокий предел прочности на разрыв при высоких температурах. В дополнение, Mo содействует лучшей коррозионной стойкости стали, имеющей высокое содержание Cr, как в случае наплавочного материала согласно этому варианту осуществления. Содержание Mo предпочтительно составляет от 0,2 до 6,0 масс. %, и более предпочтительно от 0,2 до 1,5 масс. %, из соображений баланса с другими свойствами. Mo, если содержится в количестве свыше 6,0 масс. %, может вызывать ликвацию на границах зерен и обусловливает неблагоприятное формирование фаялита (Fe2SiO4), оксида Fe с Si, мигрирующего в сталь.
[0027] Никель (Ni) содействует получению наплавленного металла, имеющего лучшие коррозионную стойкость и ударную вязкость. Ni в варианте осуществления представляет собой элемент, добавляемый избирательно сообразно обстоятельствам, как будет упомянуто ниже. Ni имеет высокую стоимость сырьевых материалов. Поэтому содержание Ni предпочтительно составляет от 0,3 до 6,0 масс. %, более предпочтительно от 0,3 до 1,0 масс. %, и еще более предпочтительно от 0,3 до 0,6 масс. %, принимая во внимание стоимость сырьевого материала и баланс свойств. Содержание Ni предпочтительно составляет 0,3 масс. % или более, чтобы содействовать получению наплавленного металла, имеющего лучшие коррозионную стойкость и ударную вязкость. Напротив, Ni, если содержится в количестве свыше 6,0 масс. %, часто может способствовать неблагоприятному формированию аустенита.
[0028] Ванадий (V) образует карбид в наплавленном металле и действует как элемент для дисперсионного твердения. В этом варианте осуществления V представляет собой элемент, избирательно добавляемый при необходимости, как упоминается ниже. V, когда присутствует, содействует приданию наплавленному металлу лучшей износоустойчивости. В дополнение, V способствует тому, чтобы наплавленный металл имел более тонкодисперсную поликристаллическую микроструктуру и проявлял лучшую ударную вязкость. Напротив, V, если присутствует с содержанием более 2,0 масс. %, может образовывать выделившую фазу из VC (карбида ванадия) в большом количестве в зернах, и тем самым может вызывать ухудшение ударной вязкости наплавленного металла. Для предотвращения этого, содержание V предпочтительно составляет от 0,3 до 2,0 масс. %, и более предпочтительно от 0,3 до 1,5 масс. %. Содержание V предпочтительно составляет 0,3 масс. % или более, чтобы полученный наплавленный металл мог иметь лучшую износоустойчивость.
[0029] Вольфрам (W) образует карбид в наплавленном металле и действует как элемент для дисперсионного твердения. W, когда присутствует с содержанием 0,1 масс. % или более, может содействовать получению наплавленного металла, имеющего лучшую износоустойчивость. Напротив, W, если присутствует с содержанием свыше 1,5 масс. %, может образовывать выделившую фазу из WC (карбида вольфрама) в большом количестве в зернах, и тем самым часто может вызывать ухудшение ударной вязкости наплавленного металла. Для предотвращения этого, содержание W предпочтительно составляет от 0,1 до 1,5 масс. %, и более предпочтительно от 0,2 до 1,0 масс. %.
[0030] Наплавочный материал согласно этому варианту осуществления дополнительно содержит Fe (железо) и неизбежные примеси. Примерами неизбежных загрязняющих примесей являются P (фосфор), S (сера), Al (алюминий), Ca (кальций), Ti (титан), Co (кобальт), Cu (медь), Zr (цирконий), Nb (ниобий), Pd (палладий), Ag (серебро), Sn (олово), Hf (гафний), Та (тантал), Pt (платина), Au (золото) и Pb (свинец).
[0031] Фосфор (P) обусловливает хладноломкость наплавленного металла. Для предотвращения этого содержание Р предпочтительно поддерживают минимальным. Фосфор присутствует как загрязняющая примесь, вызывает ликвацию на границах зерен и образует зоны ликвации (полосы ликвации), при удлинении по продольному направлению (проковке), типично при ковке и прокатке. В полосах ликвации образуется альфа-железо (α-Fe) для устранения углерода из полос ликвации. В результате этого α-Fe формируется зонально в полосах ликвации фосфора; тогда как в других областях зонально образуется перлит. В общем это называется «ферритными полосами». Ферритные полосы, если образуются, вызывают ухудшение ударной вязкости наплавленного металла по направлению, перпендикулярному полосам.
[0032] Сера (S) придает наплавленному металлу красноломкость. Для предотвращения этого содержание S предпочтительно поддерживают минимальным. Сера образует MnS как сульфидное включение, вызывает ликвацию при горячей обработке, и тем самым делает сталь хрупкой.
[0033] Неизбежные примеси, как упомянутые выше, являются приемлемыми, когда присутствуют с совокупным содержанием 0,05 масс. % или менее.
[0034] Далее ниже будут иллюстрированы способ сварки с использованием наплавочного материала согласно этому варианту осуществления; и деталь машинного оборудования (например, обрабатывающая камера), наплавленная наплавленным металлом.
[0035] Наплавочный материал согласно этому варианту осуществления может быть использован при наплавке обрабатывающей камеры, заключающей в себе обрабатываемый объект, в технологическом оборудовании, таком как измельчитель или трубчатый реактор. Примером материала для обрабатывающей камеры являются разнообразные нержавеющие стали, сталь S25C, сталь SC49 и сталь SS400. Для подавления разбавления базового металла наплавочный материал предпочтительно имеет химический состав, идентичный или подобный составу базового металла. Однако затруднительно обеспечить наплавочный материал, имеющий идентичный базовому металлу химический состав, поскольку базовый металл главным образом требует прочности и ударной вязкости; тогда как наплавочный материал в основном требует твердости и износоустойчивости. Соответственно этому, предпочтительно удерживать базовый металл вертикально для выполнения наплавки на базовом металле, насколько это возможно, и последовательно повторять наплавку на наплавленном материале (слое наплавки). Этим можно подавить совместную миграцию элементов базового металла (главным образом Fe) и наплавочного материала под действием силы тяжести или конвекции. Согласно этому варианту осуществления, наплавочный материал может в меньшей степени проявлять отклонение в химическом составе от детали машинного оборудования, на которую наплавляют наплавленный металл, за исключением содержания Cr, Mo и Ni, которые претерпевают разбавление (сокращение) в меньшей степени.
[0036] Для получения требуемого наплавленного слоя, как было упомянуто выше, наплавочный материал согласно этому варианту осуществления может быть подвергнут сварке при стандартных условиях сварки. Однако, когда используют наплавочный материал согласно этому варианту осуществления, базовый металл предпочтительно нагревают при сварке. Более конкретно, в одном предпочтительном варианте осуществления, базовый металл нагревают со скоростью повышения температуры от 100°С до 300°С в час, выдерживают при температуре от 250°С до 350°С для сварки и охлаждают со скоростью охлаждения от 15°С до 100°С в час, тогда как сварку на базовом металле выполняют изотермически при температуре от 250°С до 350°С.
[0037] Ниже будут обобщены технические особенности наплавочного материала и детали машинного оборудования.
[0038] Наплавочный материал согласно одному варианту осуществления (аспекту) настоящего изобретения имеет содержание C от 0,2 до 1,0 масс. %, Si с содержанием от 0,2 до 0,5 масс. %, Mn с содержанием от 0,5 до 2,0 масс. %, Cr с содержанием от 15 до 30 масс. %, Mo с содержанием от 0,2 до 6,0 масс. % и W с содержанием от 0,1 до 1,5 масс. %, остальное - Fe и неизбежные примеси.
[0039] Наплавочный материал согласно варианту осуществления настоящего изобретения, будучи используемым для наплавки, может давать наплавленный металл, который имеет превосходные устойчивость к кислотной коррозии и износоустойчивость. Наплавочный материал, будучи применяемым для наплавки, поэтому может создавать обрабатывающую камеру, которая имеет превосходные коррозионную стойкость и износоустойчивость и имеет длительный срок службы. Наплавленный слой, сформированный из наплавочного материала, имеет превосходные пластичность и ударную вязкость. Поэтому сформированный наплавленный слой устойчив к растрескиванию после наплавки и проявляет превосходную обрабатываемость при сварке. Наплавочный материал, когда применяется в многослойной наплавке на существующем наплавленном слое, содействует удовлетворительной устойчивости к растрескиванию и превосходной адгезии между существующим наплавленным слоем и новым наплавленным слоем. Поэтому наплавочный материал проявляет превосходную ремонтопригодность. В дополнение, сформированный наплавленный слой имеет превосходные устойчивость к растрескиванию и адгезию к твердому хромовому покрытию, на поверхности которого может быть сформирован удовлетворительный твердый хромовый покровный слой.
[0040] Наплавочный материал, имеющий такую конфигурацию, предпочтительно дополнительно содержит V в количестве от 0,3 до 2,0 масс. %.
[0041] Наплавочный материал согласно варианту осуществления настоящего изобретения, когда содержит V в количестве в пределах этого диапазона, может образовывать наплавленный металл, имеющий лучшую износоустойчивость, и проявляющий лучшую ударную вязкость благодаря измельчению поликристаллической микроструктуры.
[0042] Наплавочный материал, имеющий такую конфигурацию, предпочтительно дополнительно содержит Ni в количестве от 0,3 до 6,0 масс. %.
[0043] Наплавочный материал согласно варианту осуществления настоящего изобретения, когда содержит Ni в количестве в пределах этого диапазона, может образовывать наплавленный металл, имеющий лучшую коррозионную стойкость и ударную вязкость.
[0044] Содержание С предпочтительно составляет от 0,3 до 0,8 масс. %.
[0045] Наплавочный материал согласно варианту осуществления настоящего изобретения, когда содержит С в количестве в пределах этого диапазона, может образовывать наплавленный металл, поддерживающий лучший баланс между пределом прочности на разрыв и относительным удлинением.
[0046] Содержание Mn предпочтительно составляет от 0,7 до 1,2 масс. %.
[0047] Наплавочный материал согласно варианту осуществления настоящего изобретения, когда содержит Mn в количестве в пределах этого диапазона, может образовывать наплавленный металл, непременно имеющий прочность и ударную вязкость на удовлетворительных уровнях.
[0048] Содержание Mo предпочтительно составляет от 0,2 до 1,5 масс. %.
[0049] Наплавочный материал согласно варианту осуществления настоящего изобретения, когда содержит Mo в количестве в пределах этого диапазона, может образовывать наплавленный металл, имеющий более высокую прочность и более высокую твердость.
[0050] Содержание W предпочтительно составляет от 0,2 до 1,0 масс. %.
[0051] Наплавочный материал согласно варианту осуществления настоящего изобретения, когда включает W с содержанием в пределах этого диапазона, может образовывать наплавленный металл, имеющий лучшую износоустойчивость.
[0052] Содержание Ni предпочтительно составляет от 0,3 до 1,0 масс. %.
[0053] Наплавочный материал согласно варианту осуществления настоящего изобретения, когда содержит Ni в количестве в пределах этого диапазона, может образовывать наплавленный металл, имеющий лучшую коррозионную стойкость и ударную вязкость.
[0054] Деталь машинного оборудования согласно еще одному варианту осуществления (аспекту) настоящего изобретения включает базовую сталь; и наплавленный металл на поверхности базовой стали или поверх нее, причем наплавленный металл имеет поверхностный слой и включает С с содержанием от 0,2 до 1,0 масс. %, Si с содержанием от 0,2 до 0,5 масс. %, Mn с содержанием от 0,5 до 2,0 масс. %, Cr с содержанием от 15 до 30 масс. %, Mo с содержанием от 0,2 до 6,0 масс. % и W с содержанием от 0,1 до 1,5 масс. %, остальное - Fe и неизбежные примеси, в химическом составе поверхностного слоя.
[0055] Примером детали машинного оборудования согласно варианту осуществления настоящего изобретения может быть обрабатывающая камера для применения в технологическом оборудовании, таком как измельчитель или трубчатый реактор. Деталь машинного оборудования имеет поверхностный слой, имеющий удовлетворительную устойчивость к растрескиванию и превосходную адгезию к твердому хромовому покрытию, на поверхности которого может быть сформирован удовлетворительный твердый хромовый покровный слой.
[0056] Наплавленный металл, которым наплавлена деталь машинного оборудования, предпочтительно дополнительно содержит V в количестве от 0,3 до 2,0 масс. %.
[0057] Наплавленный металл, содержащий V с содержанием в пределах этого диапазона, может иметь превосходные износоустойчивость и ударную вязкость. Поэтому деталь машинного оборудования с наплавленным металлом, как указано выше, может нести на ее поверхностном слое твердый хромовый покровный слой, сформированный более удовлетворительно.
[0058] Наплавленный металл, которым наплавлена деталь машинного оборудования, предпочтительно дополнительно содержит Ni в количестве от 0,3 до 6,0 масс. %.
[0059] Наплавленный металл, содержащий Ni с содержанием в пределах этого диапазона, может иметь превосходные коррозионную стойкость и ударную вязкость. Поэтому деталь машинного оборудования с наплавленным металлом, как указано выше, может нести на ее поверхностном слое твердый хромовый покровный слой, сформированный более удовлетворительно.
[0060] Наплавленный металл, которым наплавлена деталь машинного оборудования, предпочтительно содержит С в количестве от 0,3 до 0,8 масс. %.
[0061] Наплавленный металл, содержащий С с содержанием в пределах этого диапазона, может поддерживать лучший баланс между пределом прочности на разрыв и относительным удлинением. Поэтому деталь машинного оборудования с наплавленным металлом, как указано выше, может нести на ее поверхностном слое твердый хромовый покровный слой, сформированный более удовлетворительно.
[0062] Наплавленный металл, которым наплавлена деталь машинного оборудования, предпочтительно содержит Mn в количестве от 0,7 до 1,2 масс. %.
[0063] Наплавленный металл, содержащий Mn с содержанием в пределах этого диапазона, безусловно может иметь прочность и ударную вязкость на удовлетворительных уровнях. Поэтому деталь машинного оборудования с наплавленным металлом, как указано выше, может нести на ее поверхностном слое твердый хромовый покровный слой, сформированный более удовлетворительно.
[0064] Наплавленный металл, которым наплавлена деталь машинного оборудования, предпочтительно содержит Mo в количестве от 0,2 до 1,5 масс. %.
[0065] Наплавленный металл, содержащий Mo с содержанием в пределах этого диапазона, может иметь превосходные прочность и твердость. Поэтому деталь машинного оборудования с наплавленным металлом, как указано выше, может нести на ее поверхностном слое твердый хромовый покровный слой, сформированный более удовлетворительно.
[0066] Наплавленный металл, которым наплавлена деталь машинного оборудования, предпочтительно содержит W в количестве от 0,2 до 1,0 масс. %.
[0067] Наплавленный металл, содержащий W с содержанием в пределах этого диапазона, может иметь еще более высокую износоустойчивость. Поэтому деталь машинного оборудования с наплавленным металлом, как указано выше, может нести на ее поверхностном слое твердый хромовый покровный слой, сформированный более удовлетворительно.
[0068] Наплавленный металл, которым наплавлена деталь машинного оборудования, предпочтительно содержит Ni в количестве от 0,3 до 1,0 масс. %.
[0069] Наплавленный металл, содержащий Ni с содержанием в пределах этого диапазона, может иметь еще более высокую коррозионную стойкость и ударную вязкость. Поэтому деталь машинного оборудования с наплавленным металлом, как указано выше, может нести на ее поверхностном слое твердый хромовый покровный слой, сформированный более удовлетворительно.
Примеры
[0070] Ниже будут иллюстрированы несколько экспериментальных примеров в настоящем изобретении. Однако следует отметить, что примеры ни в коем случае не рассматриваются как ограничивающие область изобретения; что разнообразные изменения и модификации возможны без выхода за пределы смысла и области изобретения; и все такие изменения и модификации попадают в пределы области изобретения.
[0071] Экспериментальный пример 1
Приготовили каждый из сварочных материалов, приведенных в Таблице 2, подвергли наплавке на поверхности базового металла, содержащего сталь S25C, с образованием наплавленного слоя, имеющего среднюю толщину около 3 мм. Химические составы приведены в Таблице 2, причем каждый включает Fe и неизбежные примеси в качестве остального количества. Наплавку выполняли следующим образом. Базовый металл нагревали от комнатной температуры до 300°С со скоростью повышения температуры 100°С в час, подвергали наплавке, в то же время при изотермическом выдерживании при температуре 300°С; и после завершения наплавки охлаждали до комнатной температуры со скоростью охлаждения 20°С в час. Наплавку выполняли в нижнем положении и при силе тока 280 А и напряжении 30 В, с погонной энергией 2,0 кДж/мм. Таблица 3 показывает спецификацию химического состава углеродистой стали для применения в конструкционной детали (сталь S25C), используемой в качестве базового металла.
[0072]
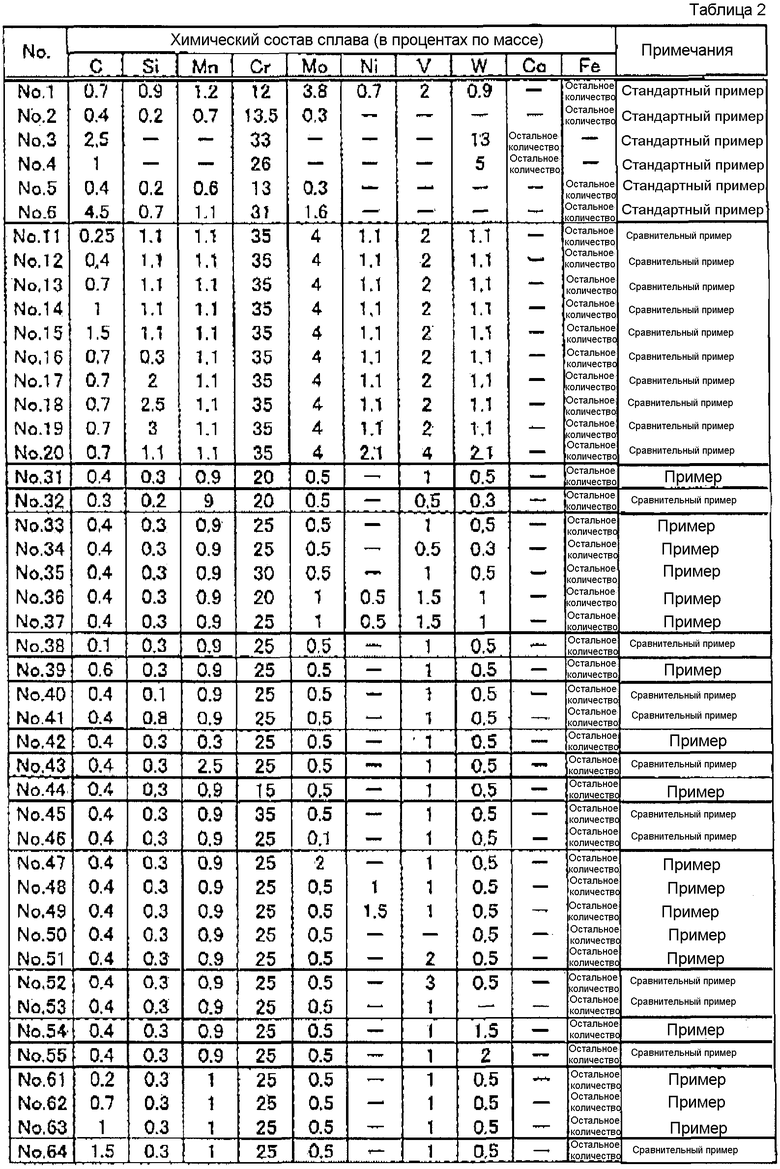
[0073]
[0074] Из сварочных материалов, каждый из сварочных материалов №№1-6, 11-20, 31, 33, 37 и 61-64 использовали в сварке, и проанализировали химический состав поверхностного слоя полученного наплавленного металла. Таблица 4 показывает результаты анализа. Как используемый здесь, термин «поверхностный слой» имеет отношение к участку в пределах 1 мм глубины от поверхности. Поверхностный слой механически сострогали с наплавленного металла, растворили в предварительно заданной кислоте, и количественно анализировали химический состав наплавленного слоя с помощью химических анализов. Количественные анализы в химических анализах выполняли с помощью анализа на основе поглощения инфракрасного излучения на углерод (С), гравиметрически на Si и с использованием эмиссионной спектрометрии с индуктивно-связанной плазмой (ICP) на другие элементы.
[0075]
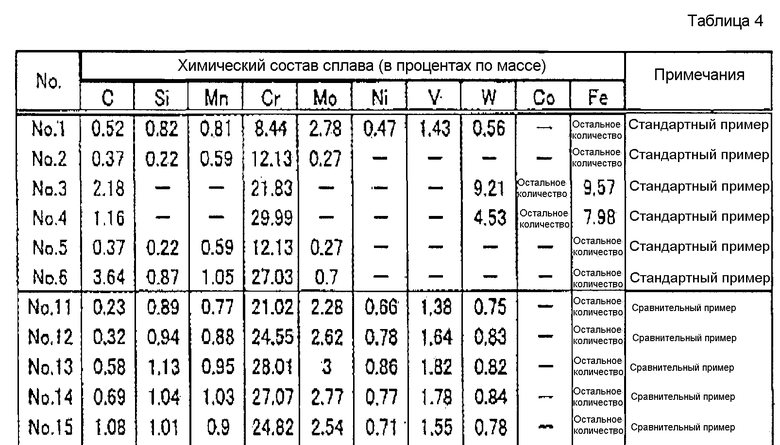
[0076] Fe как основополагающий элемент базового металла мигрирует из базового металла в наплавленный металл, изменяя содержание С, Si, Mn и Cr в результате разбавления. Полученный наплавленный металл часто может иметь уровни содержания элементов С, Si, Mn и Cr, соответственно, более низкие, чем величины в сварочном материале (сырьевом материале). Уровни содержания С, Si, Mn и Cr могут быть снижены на величину от 0 до 20 масс. %. Напротив, другие элементы (Mo, Ni, V и W) не проявляют значительного снижения, но их содержание слегка уменьшается.
[0077] Как показано в Таблице 4, сварочные материалы №№3 и 4, соответствующие стандартным примерам, представляли собой сплавы кобальта (Co), изначально не содержащие Fe, но полученные наплавленные металлы содержали Fe, как было определено, поскольку Fe мигрировал из базового металла. В частности, этим обусловлено то, что сварочный материал № 3 имел более низкие уровни содержания Cr и W, но сокращения уровней содержания составляли около 30 масс. %, и были не столь значительными. Иные элементы (С, Р и S), нежели Cr и W, содержались в количествах, по существу таких же, как количества в сварочном материале (сырьевом материале). Наплавленный металл №4 не проявлял значительных изменений содержания элементов, демонстрируя, что имела место малая разница в химическом составе между сварочным материалом и наплавленным металлом.
[0078] Экспериментальный пример 2
Для оценки пластичности как фактора, определяющего обрабатываемость при сварке, каждый наплавленный металл, приготовленный из каждого сварочного материала, подвергали испытанию на растяжение, на основе которого измерили предел прочности на разрыв (TS) и относительное удлинение (EL) в процентах. Сначала каждый из сварочных материалов, приведенных в Таблице 2, подвергли наплавке на поверхность базового металла, содержащего сталь S25C, способом согласно экспериментальному примеру 1, с образованием наплавленного слоя, имеющего среднюю толщину около 3 мм.
[0079] Испытание на растяжение выполняли согласно Японскому Промышленному Стандарту (JIS) Z2201 с использованием испытательного образца №14А. Более конкретно, образец отбирали параллельно валику наплавки из наплавленного слоя, сформированного этим способом, из которого приготовили образец 1 для непропорционального испытания (образец для испытания по методу Gleeble), как иллюстрировано на Фиг. 1, и подвергли испытанию на растяжение. Численные значения в Фиг. 1 указаны в миллиметрах (мм). Постоянную нагрузку прилагали таким образом, чтобы к образцу 1 для непропорционального испытания было приложено усилие только вдоль осевого направления, с использованием разрывной испытательной машины Grade 1, как предписано в стандарте JIS B 7721 «Машины для испытания на растяжение/сжатие - проверка и калибровка системы для измерения усилия».
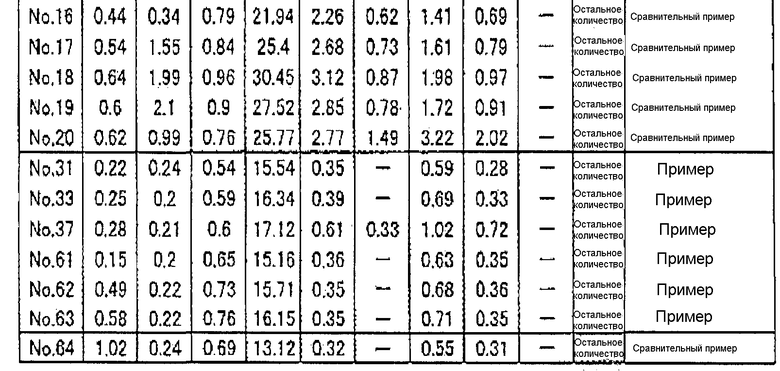
[0080] В испытании определяли предел прочности на растяжение (прочности на разрыв) и относительное удлинение при разрушении. Более конкретно, предел прочности на разрыв (σВ) и относительное удлинение при разрушении (δ) рассчитывали согласно Выражениям (1) и (2), соответственно. Как применяемый здесь, термин «предел прочности на разрыв» имеет отношение к напряжению (Н/мм2), соответствующему максимальной нагрузке, приложенной во время испытания; и термин «относительное удлинение при разрушении» имеет отношение к значению в процентах, полученному по показаниям постоянного относительного удлинения после разрыва в процентах относительно начальной измерительной базы образца. Таблица 5 показывает результаты испытания на растяжение соответствующих наплавленных слоев. Выражения (1) и (2) записываются следующим образом:
[0081]
σВ=Fmax/A0, (1)
где Fmax представляет максимальное растягивающее усилие (в ньютонах); и А0 представляет начальную площадь поперечного сечения (мм2);
[0082]
δ=(l-l0)/l0×100, (2)
где «l» представляет базовую длину (мм), измеренную при соединении встык пары поверхностей разрыва так, чтобы центральные линии двух разорванных фрагментов, полученных из испытательного образца, были на одной линии относительно друг друга; и «l0» представляет начальную базовую длину (мм).
[0083]
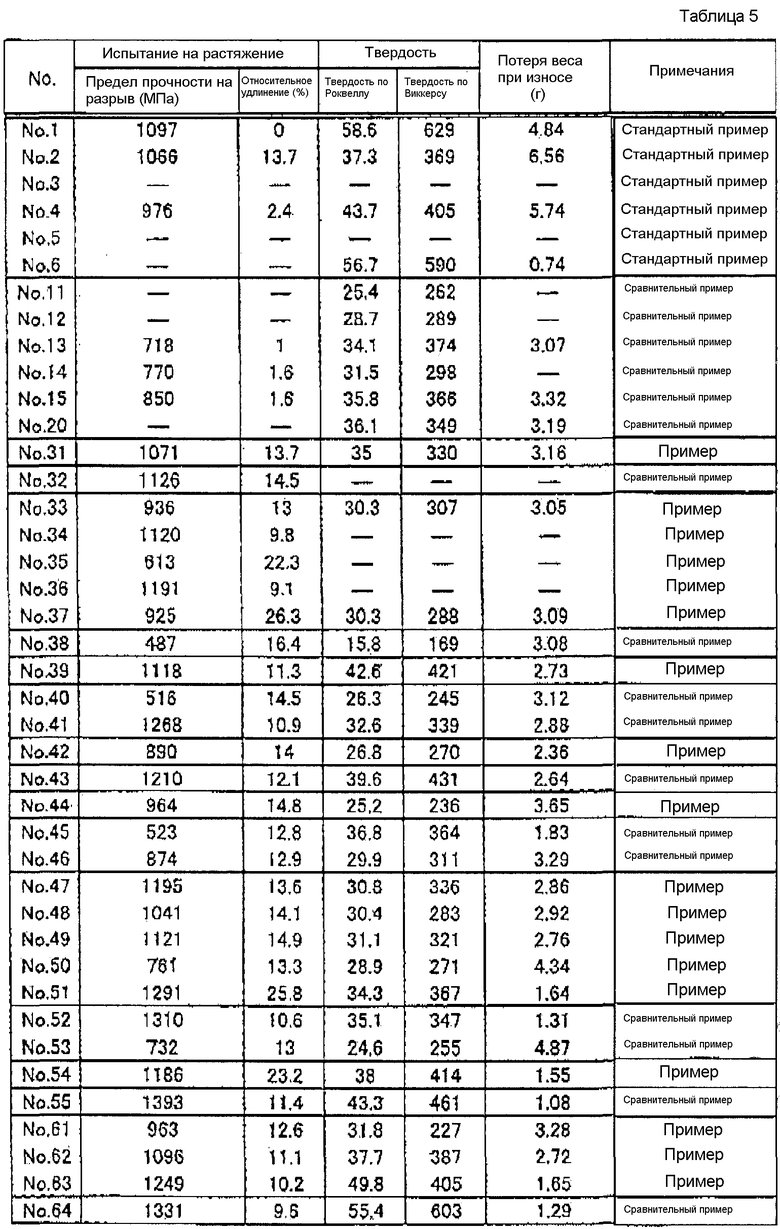
[0084] Как показано в Таблице 5, элементы в сплаве действовали следующим образом. Более конкретно, образцы часто имели более низкий предел прочности на разрыв при более низком содержании С или Si; тогда как образцы часто имели более низкий предел прочности на разрыв при более высоком содержании Cr. Образцы, имеющие содержание С и содержание Si, соответственно, 0,1 масс. % (образцы, приготовленные из наплавочных материалов №№38 и 40), имели низкий предел прочности на разрыв около 500 МПа, демонстрируя, что уровни содержания С и Si предпочтительно составляют 0,2 масс. % или более.
[0085] Как показано в Таблице 5, образцы, имеющие более высокие уровни содержания С и Si, имели более высокий предел прочности на разрыв; тогда как образцы, имеющие более высокое содержание Cr, имели более низкий предел прочности на разрыв. Это обусловлено тем, что С и Si содействуют повышению предела прочности на разрыв главным образом в результате упрочнения твердого раствора, тогда как Cr обусловливает образование выделившей фазы тонкодисперсных интерметаллических соединений, тем самым обеспечивая измельчение поликристаллической микроструктуры, и содействует лучшей ударной вязкости. Образцы, имеющие содержание Cr 30 масс. % или более (образец, приготовленный из наплавочного материала №45), имел низкий предел прочности на разрыв около 500 МПа, демонстрируя, что содержание Cr предпочтительно составляет 30 масс. % или менее.
[0086] Образцы, имеющие более высокие уровни содержания V и W, часто имели более высокое значение относительного удлинения при разрушении. Возможно, это обусловлено тем, что относительное удлинение при разрушении можно рассматривать как одну из мер для оценки ударной вязкости; и V и W содействуют измельчению поликристаллической микроструктуры и тем самым способствуют лучшей ударной вязкости. Образец, имеющий уровни содержания V и W 1,11 и 0,45 масс. %, соответственно (образец, приготовленный из наплавочного материала №35), имел относительное удлинение при разрушении 22,3%; тогда как образец, имеющий уровни содержания V и W 1,43 и 0,89 процента, соответственно (образец, приготовленный из наплавочного материала №37), имел относительное удлинение при разрушении 26,3%. Каждый из них имел высокое значение относительного удлинения при разрушении. Напротив, образец, имеющий содержание V 3,0 масс. % (образец, приготовленный из наплавочного материала №52), имел относительное удлинение при разрушении 10,6%; тогда как образец, имеющий содержание W 2,0 масс. % (образец, приготовленный из наплавочного материала №55), имел относительное удлинение при разрушении 11,4%. Каждый из них имел низкое значение относительного удлинения при разрушении. Вероятно, это обусловлено тем, что большие количества карбидов VC и WC образовали выделившиеся фазы в зернах, и тем самым главным образом действовало дисперсионное твердение. Данные демонстрируют, что уровни содержания V и W предпочтительно составляют 2,0 масс. % или менее и 1,5 масс. % или менее, соответственно.
[0087] Образцы, приготовленные типично из наплавочных материалов №№41, 43, 47, 49, 52 и 55, каждый имели предел прочности на разрыв от 1121 до 1393 МПа, и относительное удлинение от 10,6% до 14,9%, оба параметра на относительно удовлетворительных уровнях. Однако образцы имели высокое содержание одного из легирующих элементов Si, Mn, Mo, Ni, V и W, и обусловливали высокую стоимость сырьевых материалов. Это демонстрирует, что образцы являются неоптимальными из соображений баланса между ценой (стоимостью) и свойствами.
[0088] Экспериментальный пример 3
Для оценки ударной вязкости как фактора, определяющего обрабатываемость при сварке, приготовили наплавленные металлы наплавкой каждого из сварочных материалов, подвергли испытанию ударной вязкости по Шарпи, в котором измерили ударную вязкость. Сначала каждый из сварочных материалов, приведенных в Таблице 2, подвергли наплавке на поверхности базового металла, содержащего сталь S25C, способом согласно экспериментальному примеру 1, с образованием наплавленного слоя, имеющего среднюю толщину около 3 мм.
[0089] Испытание ударной вязкости по Шарпи выполняли согласно стандарту JIS Z2242 в стадиях, в которых отбирали образец из наплавленного слоя параллельно валикам наплавки (оси наплавки), и приготовили из него образец для испытания ударной вязкости. Образец для испытания ударной вязкости представлял собой полосу (квадратный стержень), имеющую размеры 10 мм на 10 мм в поперечном сечении, и длину 5 мм. Испытательный образец имел продольное направление, соответствующее направлению наплавки. В одной из четырех сторон образца для испытания ударной вязкости прорезали надрез, имеющий ширину 2 мм и глубину 2 мм, по направлению перпендикулярно продольному направлению образца для испытания ударной вязкости, и ударную нагрузку прилагали параллельно валикам наплавки.
[0090] Испытание ударной вязкости выполняли с использованием прибора для определения ударной вязкости по Шарпи согласно стандарту JIS В7722, в котором энергию, необходимую для разрушения образца для испытания ударной вязкости, рассчитывали согласно Выражениям (3) и (4), из которых определяли значение ударной вязкости по Шарпи на единицу площади поперечного сечения. Фиг. 2 показывает значение ударной вязкости по Шарпи соответствующих наплавленных слоев.
[0091]
E=M(cosβ-cosα), (3)
M=Wr, (4)
где «Е» представляет энергию (Дж), необходимую для разрушения испытательного образца; «М» представляет момент (Н·м) на поворотном валу маятникового копра; «W» представляет ударную нагрузку (Н) как массу маятника; «r» представляет длину (м) между центром поворотного вала маятникового копра и центром тяжести; «α» представляет угол падения маятника; и «β» представляет угол отклонения маятника в конце колебания после разрушения испытательного образца.
[0092] Как иллюстрировано на Фиг. 2, не наблюдается значительной разницы в значении ударной вязкости по Шарпи между наплавленными металлами, имеющими различные химические составы, за исключением того, что испытательный образец, приготовленный из наплавочного материала №2, имел высокое значение ударной вязкости по Шарпи. По наблюдениям, поверхности разрушения всех испытательных образцов после испытаний были поверхностями хрупкого излома, показывая, что испытательные образцы проявляли выраженную хрупкость. Образцы согласно варианту осуществления настоящего изобретения (испытательные образцы, приготовленные из наплавочных материалов №№33, 37 и 62), каждый имели относительно высокое значение ударной вязкости по Шарпи и были найдены имеющими лучшую ударную вязкость.
[0093] Экспериментальный пример 4
Из каждого наплавочного материала приготовили наплавленный металл и измерили поверхностную твердость наплавленного металла. В качестве поверхностной твердости измеряли твердость по Роквеллу (твердость по Роквеллу, шкала С; HRC) и твердость по Виккерсу (HV). Сначала каждый из сварочных материалов в Таблице 2 подвергли наплавке на поверхность базового металла, содержащего сталь S25C, способом согласно экспериментальному примеру 1, с образованием наплавленного слоя, имеющего среднюю толщину около 3 мм. Твердость по Роквеллу определяли согласно испытанию твердости по Роквеллу, предписанному стандартом JIS G0202. Более конкретно, конус, имеющий прилежащий угол 120° и радиус кривизны на вершине конуса 0,3 мм, вдавливали в поверхность наплавленного металла с нагрузкой 60 кгс. Стабильную глубину углубления от контрольной плоскости считывали, когда усилие возвращалось к предварительному тестовому усилию (нагрузке) 10 кгс, и твердость по Роквеллу определяли согласно выражению для расчета твердости по Роквеллу. Твердость по Роквеллу рассчитывали по шкале С.
[0094] Твердость по Виккерсу измеряли на приборе для определения твердости по Виккерсу MVK-E, поставляемом фирмой Akashi Corporation (теперь Mitsutoyo Corporation). Индентер в виде квадратной алмазной пирамидки, имеющий угол «α» между противолежащими поверхностями 136°, вдавливали в поверхность наплавленного металла. Площадь S (мм2) поверхности рассчитывали из длины «d» (мм) диагонали углубления, оставшегося после снятия нагрузки. Твердость по Виккерсу рассчитывали из отношения между испытательной нагрузкой и площадью поверхности согласно предварительно заданному выражению для расчетов.
[0095] Таблица 5 показывает твердость по Роквеллу соответствующих наплавленных металлов. Наплавленные металлы, приготовленные из наплавочных материалов №1, имеющего высокое совокупное содержание Mo, Ni, V и W, и №6, имеющего высокое содержание С, проявляли высокую твердость. Напротив, наплавленные металлы, приготовленные согласно варианту осуществления настоящего изобретения (наплавленные металлы, приготовленные из наплавочных материалов №№31, 33 и 37), проявляли твердость ниже значения для №№1 и 6, но имели твердость по Роквеллу 30 или более, показывая, что они имеют такую твердость, которая без проблем применима для наплавленного металла.
[0096] Таблица 5 показывает твердость по Виккерсу соответствующих наплавленных металлов. Твердость по Виккерсу проявляет тенденцию оказываться почти такой же, как твердость по Роквеллу. Наплавленные металлы, приготовленные из наплавочных материалов №1, имеющего высокое совокупное содержание Mo, Ni, V и W, и №6, имеющего высокое содержание С, проявляли высокую твердость. Напротив, наплавленные металлы, приготовленные согласно варианту осуществления настоящего изобретения (наплавленные металлы, приготовленные из наплавочных материалов №№31, 33, 37, 62 и 63), имели твердость по Виккерсу около 300 или более, показывая, что они имеют такую твердость, которая без проблем применима для наплавленного металла.
[0097] Твердость и ударная вязкость находятся в компромиссном соотношении. По этой причине наплавленные металлы, приготовленные согласно варианту осуществления настоящего изобретения (наплавленные металлы, приготовленные из наплавочных материалов №№31, 33, 37 и 61), были найдены имеющими лучшую ударную вязкость, чем ударная вязкость наплавленных материалов, приготовленных из наплавочных материалов №№1 и 6.
[0098] Экспериментальный пример 5
Каждый наплавленный металл оценивали на коррозионную стойкость. Приготовили образцы следующим образом. Каждый из сварочных материалов, приведенных в Таблице 2, подвергли наплавке на поверхность базового металла, содержащего сталь S25C, способом согласно экспериментальному примеру 1, с образованием наплавленного металла, имеющего среднюю толщину около 3 мм. Путем станочной обработки (электроэрозионным вырезанием) отобрали испытательный образец (индикатор коррозии) с размерами 15 мм на 15 мм на 15 мм, в качестве образца из наплавленного слоя. Испытательный раствор приготовили смешением соляной кислоты (HCl) и серной кислоты (H2SO4) в молярном отношении 1:1 с образованием водного раствора (смешанного водно-кислотного раствора), и разбавили водный раствор очищенной ионным обменом водой до величины pH 2,0. Образец погрузили в испытательный раствор при температуре 80°С на время 24 часа или 240 часов, измерили убыль веса от коррозии после испытания, на основе чего оценивали коррозионную стойкость. Измерение проводили на трех фрагментах из одного образца наплавленного металла. Величины потери веса от коррозии трех образцов усреднили для получения средней степени коррозии, и ее, на основе площади поверхности образца и продолжительности коррозионного воздействия, преобразовали в годовой показатель средней скорости коррозии (мм/год).
[0099] Фиг. 3 иллюстрирует результаты оценки коррозионной стойкости соответствующих наплавленных металлов. Фиг. 3 показывает следующее. Из стандартных наплавочных материалов в Таблице 1, наплавочные материалы №№1 и 2 давали наплавленные металлы, которые имели высокую усредненную скорость коррозии и проявляли плохую коррозионную стойкость; тогда как наплавочные материалы №№4 и 6 образовывали наплавленные металлы, которые имели низкую усредненную скорость коррозии и проявляли хорошую коррозионную стойкость. Наплавочные материалы №№13, 15 и 20 также формировали наплавленные металлы, которые имели низкую усредненную скорость коррозии и проявляли хорошую коррозионную стойкость. Напротив, наплавленные металлы, приготовленные согласно варианту осуществления настоящего изобретения (наплавленные металлы, приготовленные из наплавочных материалов №№31, 33, 37 и 61-63), имели относительно высокую усредненную скорость коррозии, но не проявляли коррозионную стойкость, которая была бы хуже, чем у стандартных наплавочных материалов, и сохраняли коррозионную стойкость на равном или более высоком уровне, чем стандартные наплавочные материалы.
[0100] Экспериментальный пример 6
Каждый наплавленный металл оценивали на износоустойчивость. Износоустойчивость оценивали в условиях испытания на истирание песком, предписанного в стандарте G65 Американского Общества по Испытанию Материалов (ASTM). Фиг. 4 изображает концептуальную диаграмму оборудования для испытания на истирание песком. Испытательный образец 2, содержащий наплавленный металл, прижимали к покрытому резиной колесу 3 с усилием 133 кгс; обрезиненное колесо 3 проворачивали предварительно заданное число раз (6000 оборотов); и после испытания измеряли потерю веса от истирания для оценки износоустойчивости. Песок 4 для испытания подавали из бункера Н между испытательным образцом 2 и обрезиненным колесом 3, как иллюстрировано на Фиг. 4. Прижимающее усилие, прилагаемое к испытательному образцу 2 для прижатия к обрезиненному колесу 3, создавали с помощью двуплечего рычага А, где на свободном конце двуплечего рычага был подвешен груз W. Применяемый песок 4 для испытания представлял собой сорт Silver Silica Sand №6. Обрезиненное колесо 3 вращали со скоростью вращения 145 об/мин. Таблица 5 показывает результаты оценки износоустойчивости соответствующих наплавленных металлов.
[0101] Таблица 5 показывает следующее. Из стандартных наплавочных материалов в Таблице 1, наплавочные материалы №№1, 2 и 4, за исключением №6, формировали наплавленные металлы, которые имели большую потерю веса от истирания от около 5 до 6 г, и были найдены имеющими плохую износоустойчивость. Напротив, наплавочные материалы №№13, 15 и 20 давали наплавленные металлы, которые имели малую потерю веса от истирания, около 3 г, и были найдены имеющими превосходную износоустойчивость. Наплавленные металлы, приготовленные согласно варианту осуществления настоящего изобретения (наплавленные металлы, полученные из наплавочных материалов №№31, 33, 37 и 61-63), имели малую потерю веса от истирания, от около 3 до 4 г и были признаны имеющими износоустойчивость, которая превосходила износоустойчивость наплавленных металлов, приготовленных из стандартных наплавочных материалов (наплавленных металлов, полученных из наплавочных материалов №№1, 2 и 4).
[0102] Стандартный наплавочный материал №2 образовывал наплавленный металл, который имел плохую износоустойчивость. Вероятно, это обусловливается тем, что сварочный материал содержал легирующие элементы с низкими уровнями содержания в целом, и тем самым был чрезмерно мягким. Напротив, из стандартных наплавочных материалов, наплавочные материалы №№1 и 4 давали наплавленные металлы, которые имели плохую износоустойчивость, возможно, вследствие того, что они имеют плохую ударную вязкость (низкий предел прочности на разрыв), и становились хрупкими, способствуя усилению интенсивного истирания.
[0103] Экспериментальный пример 7
Выполнили моделирование сварки и определяли, возникает ли растрескивание или нет в наплавленном металле после сварки, чтобы оценить обрабатываемость при сварке каждого наплавочного материала. Сталь S25C в форме листа с размерами 200 мм на 300 мм на 50 мм приготовили в качестве базового металла. Базовый металл подвергали наплавке каждым наплавочным материалом с образованием наплавленного слоя, имеющего среднюю толщину около 3 мм. Наплавку выполняли в таких же условиях, как в экспериментальном примере 1. Каждый образец (наплавленный металл) после наплавки подвергали отжигу при температуре 580°С в течение 4 часов и обследовали, возникало ли растрескивание и какое, с помощью цветовой метки (обследование проникновения красителя). Визуально обследовали внешний вид поверхности наплавленного слоя. Образец, не проявляющий растрескивания, оценивали как хороший (О); образец с проявлениями мелких трещин оценивали как удовлетворительный «Δ»; и образец, проявляющий образование крупных трещин, оценивали как плохой (непригодный) «×». Таблица 6 показывает результаты оценки обрабатываемости при сварке соответствующих наплавленных металлов.
[0104]
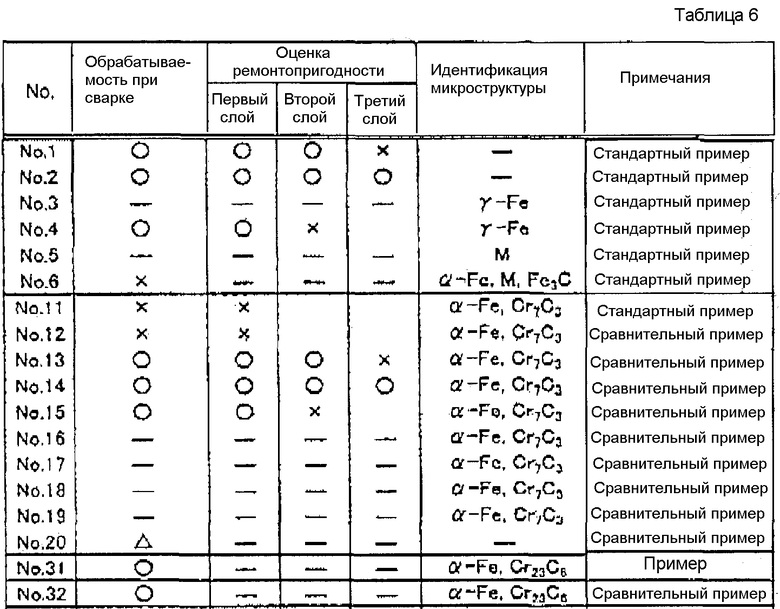
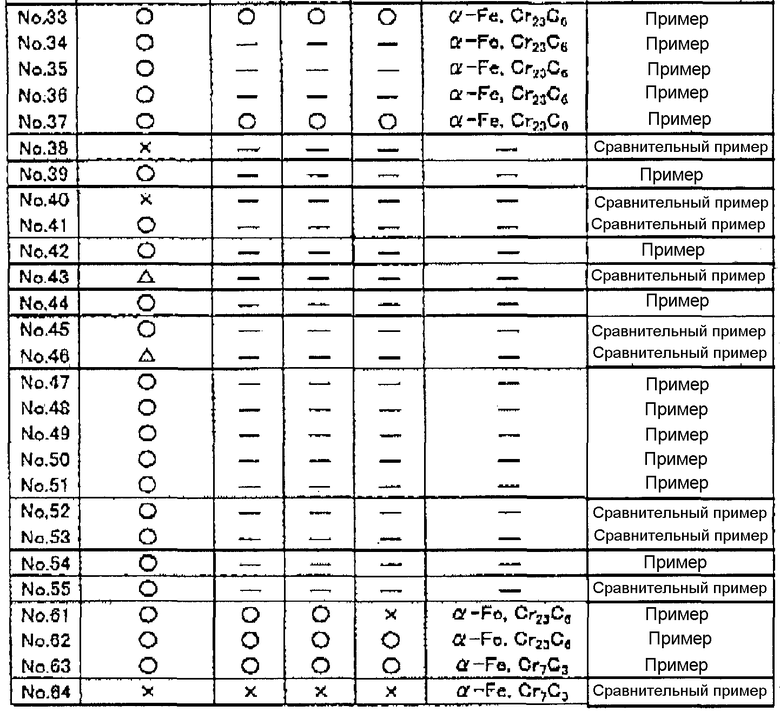
[0105] Как показано в Таблице 6, наплавленные металлы из некоторых стандартных наплавочных материалов в Таблице 1 проявляли растрескивание. Напротив, наплавленные металлы, полученные согласно варианту осуществления настоящего изобретения (наплавленные металлы, приготовленные из наплавочных материалов №№31, 33-37 и 61-63), не проявляли растрескивания при обследовании и были признаны имеющими превосходную обрабатываемость при сварке.
[0106] Экспериментальный пример 8
Провели моделирование ремонтной сварки и определяли, происходило ли растрескивание в наплавленном слое после ремонтной сварки, чтобы оценить ремонтопригодность наплавки каждого наплавочного материала.
[0107] Сталь S25C в форме листа с размерами 200 мм на 300 мм на 50 мм приготовили в качестве базового металла и подвергали его наплавке каждым наплавочным материалом с образованием наплавленного слоя (первого слоя), имеющего среднюю толщину около 3 мм. Наплавку выполняли в таких же условиях, как в экспериментальном примере 1. Каждый образец (наплавленный металл) после наплавки подвергали отжигу при температуре 580°С в течение 4 часов и обследовали, возникало ли растрескивание и какое, с помощью цветовой метки (обследование проникновения красителя).
[0108] Оценку наплавочных материалов, признанных не проявляющими растрескивания при оценке, проводили следующим образом. Сталь S25C в форме листа с размерами 200 мм на 300 мм на 50 мм приготовили в качестве базового металла и подвергали его наплавке каждым наплавочным материалом с образованием наплавленного слоя (первого слоя), имеющего среднюю толщину около 3 мм. Затем на наплавленном слое (первом слое) тем же способом, как указано выше, выполнили наплавленный слой (второй слой), имеющий среднюю толщину около 3 мм. Каждый образец (наплавленный металл) подвергали отжигу при температуре 580°С в течение 4 часов и обследовали, возникало ли растрескивание и какое, с помощью цветовой метки (обследование проникновения красителя).
[0109] Наплавочные материалы, где растрескивание при оценке не наблюдалось, подвергли оценке следующим образом. Сталь S25C в форме листа с размерами 200 мм на 300 мм на 50 мм приготовили в качестве базового металла и подвергали его наплавке каждым наплавочным материалом с образованием наплавленного слоя (первого слоя), имеющего среднюю толщину около 3 мм. Затем на наплавленном слое (первом слое) тем же способом, как указано выше, выполнили наплавленный слой (второй слой), имеющий среднюю толщину около 3 мм. Затем на наплавленном слое (втором слое) тем же способом, как указано выше, выполнили еще один дополнительный наплавленный слой (третий слой), имеющий среднюю толщину около 3 мм. Каждый образец (наплавленный металл) подвергали отжигу при температуре 580°С в течение 4 часов и обследовали, возникало ли растрескивание и какое, с помощью цветовой метки (обследование проникновения красителя).
[0110] Таблица 6 показывает результаты оценки ремонтопригодности наплавки соответствующих наплавленных металлов. При оценке визуально обследовали самую наружную поверхность наплавленного слоя. Образец, не проявляющий растрескивания, оценивали как хороший «О»; тогда как образец с проявлениями растрескивания оценивали как непригодный (плохой) «×».
[0111] Наплавленные металлы, приготовленные из некоторых стандартных наплавочных материалов в Таблице 1, проявляли растрескивание во время стадий наплавки наплавленных слоев от первого слоя до третьего слоя. Напротив, наплавленные металлы, полученные согласно варианту осуществления настоящего изобретения (наплавленные металлы, приготовленные из наплавочных материалов №№33, 37, 62 и 63), не имели растрескивания при обследовании, даже при наслоении наплавленных слоев вплоть до третьего слоя, и были признаны проявляющими превосходную ремонтопригодность наплавки.
[0112] Экспериментальный пример 9
На поверхности наплавочного материала после наплавки (на поверхности наплавленного слоя) может быть сформирован твердый хромовый покровный слой, типичный в обрабатывающей камере технологического оборудования, такого как измельчитель или трубчатый реактор. Это выполняют, чтобы дополнительно придать обрабатывающей камере лучшую износоустойчивость. В этом случае нижележащий наплавленный слой должен иметь хорошую адгезию к вышележащему твердому хромовому покровному слою. Адгезию между наплавленным слоем и твердым хромовым покровным слоем оценивали следующим образом.
Приготовили сталь S25C в форме листа с размерами 200 мм на 300 мм на 50 мм в качестве базового металла и подвергли его наплавке каждым наплавочным материалом, и получили наплавленный слой (первый слой), имеющий среднюю толщину около 3 мм. Наплавку выполняли в таких же условиях, как в экспериментальном примере 1. Образец (наплавленный металл) подвергли отжигу при температуре 580°С в течение 4 часов, и на нем способом электролитического осаждения сформировали твердый хромовый покровный слой с толщиной 200 мкм. Плакирующую ванну в виде водного раствора приготовили смешением водного раствора хромового ангидрида (концентрация: 250 г/л) и водного раствора серной кислоты (концентрация: 2,5 г/л) в соотношении 100:1. С использованием этого выполнили электролитическое осаждение твердого хромового покрытия при плотности тока 20 А и расстоянии между электродами 45 мм, с образованием твердого хромового покровного слоя, имеющего предварительно заданную толщину. Базовый металл, несущий на себе сформированный твердый хромовый покровный слой, переработали в образец 5 для испытания на плоский сдвиг, как иллюстрировано на Фиг. 5. Фиг. 5(а), 5(b) и 5(с) представляют вид спереди, вид сбоку и частично увеличенный фрагмент вида сбоку из Фиг. 5(b), соответственно, образца 5 для испытания на плоский сдвиг. Условное обозначение «WM» означает наплавленный металл. Твердый хромовый покровный слой сформировали в полосу, имеющую ширину 2 мм и длину 25 мм, причем остальной слой полностью удалили. Полученный образец 5 для испытания на плоский сдвиг разместили на испытательной машине для растяжения при малой скорости деформации (машине для испытания на растяжение). Переднюю кромку 7 пуансона, присоединенного к ползуну машины для испытания на растяжение, продавливали сверху вниз, как иллюстрировано в Фиг. 6, и измеряли усилие при разрушении сдвига. Фиг. 6(а) и 6(b) представляют перспективный вид и частично увеличенный вид сбоку, соответственно, машины для испытания на растяжение. Адгезию между наплавленным слоем и твердым хромовым покровным слоем оценивали по измеренному усилию при разрушении сдвига. Условные обозначения «М» и «S» означают базовый металл и распорку, соответственно. Фиг. 7 иллюстрирует результаты оценки адгезии между наплавленным слоем и твердым хромовым покровным слоем соответствующих образцов.
[0114] Стандартные наплавочные материалы в Таблице 1 по большей части давали наплавленные металлы (наплавленные слои), которые имели плохую адгезию к твердому хромовому покровному слою и имели низкое значение усилия при разрушении сдвига. Более конкретно, даже образец №2, имеющий самое высокое значение усилия при разрушении сдвига среди них, имел низкое значение усилия при разрушении сдвига 143,5 МПа. Из других наплавочных материалов, образец №20 имел наибольшее значение усилия при разрушении сдвига не более 194,2 МПа. Напротив, наплавленные металлы, приготовленные согласно варианту осуществления настоящего изобретения (наплавленные металлы, полученные из наплавочных материалов №№33, 37, 62 и 63), имели высокие значения усилия при разрушении сдвига 249,5 МПа, 256,9 МПа, 217,1 МПа и 253,1 МПа, соответственно, и были признаны имеющими превосходную адгезию к твердому хромовому покрытию.
[0115] Экспериментальный пример 10
Фазы (микроструктуры), формирующие поликристаллические микроструктуры каждого наплавленного металла, были идентифицированы с использованием рентгеновской дифрактометрии (XRD) (рентгеновская микродифрактометрия). Таблица 6 показывает результаты идентификации.
[0116] Наплавленные металлы, полученные из наплавочных материалов №№3 и 4 в Таблице 1, были найдены имеющими поликристаллическую микроструктуру, включающую дендритную микроструктуру. Микроструктура была найдена включающей аустенитную фазу почти во всей области, поскольку рентгеновской дифрактометрией (XRD) была детектирована только γ-Fe-фаза (аустенитная фаза). Наплавленный металл, приготовленный из наплавочного материала №5, был найден имеющим микроструктуру, включающую мартенситную фазу почти во всей области, поскольку при XRD была детектирована только М-фаза (мартенситная фаза). Наплавленный металл, полученный из наплавочного материала №6, был найден имеющим сложную поликристаллическую микроструктуру, включающую три фазы, то есть α-Fe-фазу (ферритную фазу), мартенситную фазу и фазу Fe3C (цементитную фазу), поскольку три фазы, то есть ферритная фаза, мартенситная фаза и цементитная фаза, были детектированы при XRD. Напротив, наплавленные металлы, приготовленные из наплавочных материалов №№11-19, были найдены имеющими микроструктуру, включающую две фазы, то есть α-Fe-фазу (ферритную фазу) и фазу Cr7C3 (фазу интерметаллического соединения). Наплавленные металлы, полученные согласно варианту осуществления настоящего изобретения (наплавленные металлы, приготовленные из наплавочных материалов №№31, 33, 37, 61 и 62), были найдены включающими две фазы, то есть α-Fe-фазу (ферритную фазу) и фазу Cr23C6 (фазу интерметаллического соединения). Наплавленные металлы, полученные согласно варианту осуществления настоящего изобретения (наплавленные металлы, приготовленные из наплавочных материалов №№63 и 64), были найдены включающими две фазы, то есть α-Fe-фазу (ферритную фазу) и фазу Cr7C3 (фазу интерметаллического соединения).
[0117] На дифракционных максимумах соответствующих фаз, детектированных XRD, провели отнесение пиков, и по интенсивностям максимумов (площадям пиков) рассчитали уровни содержания (относительные содержания) фаз. В результате наплавленный металл, полученный из наплавочного материала №13, был найден имеющим отношение α-Fe-фазы к Cr7C3-фазе «77,5:22,5». Напротив, наплавленные металлы, приготовленные согласно варианту осуществления настоящего изобретения (наплавленные металлы, полученные из наплавочных материалов №№31, 33, 37, 61 и 62), имели отношения α-Fe-фазы к CrC6-фазе 96,8:3,2, 97,9:2,1, 97,8:2,2, 96,4:3,6 и 96,6:3,4, соответственно. Наплавленные металлы, полученные согласно варианту осуществления настоящего изобретения (наплавленные металлы, полученные из наплавочных материалов №№63 и 64), имели отношения α-Fe-фазы к Cr7C3-фазе 77,5:22,5 и 70,8:29,2, соответственно.
[0118] Результаты демонстрируют, что каждый из наплавленных металлов, полученных согласно варианту осуществления настоящего изобретения (наплавленных металлов, приготовленных из наплавочных материалов №№31, 33, 37 и 61-63), включал приблизительно единственную ферритную фазу. Ферритная микроструктура более легко и стабильно поглощает водород, чем аустенитная микроструктура и мартенситная микроструктура. Поэтому ферритная микроструктура преимущественно противостоит водородному охрупчиванию и растрескиванию, даже в кислотной атмосфере (коррозионной среде). Более конкретно, ферритная микроструктура преимущественно содействует устойчивости к водородному охрупчиванию в кислотной атмосфере (коррозионной среде), поскольку водород не накапливается локально в феррите, даже если водород образуется при коррозии и поглощается сталью.
[0119] Как описано выше, сварочные материалы согласно варианту осуществления настоящего изобретения, когда используются в наплавке, могут образовывать наплавленные металлы, которые имеют превосходные устойчивость к кислотной коррозии и износоустойчивость. Поэтому сварочные материалы, будучи применяемыми в наплавке, могут формировать обрабатывающие камеры (детали машинного оборудования), которые имеют превосходные коррозионную стойкость и износоустойчивость.
[0120] Сформированные наплавленные слои имеют превосходные пластичность и ударную вязкость. Сформированные наплавленные слои сопротивляются растрескиванию при сварке и проявляют превосходную обрабатываемость при сварке. Сформированные наплавленные слои также имеют превосходные устойчивость к растрескиванию и адгезию между существующим наплавленным слоем и новым (вышележащим) наплавленным слоем, когда наплавочные материалы используются в многослойной наплавке. Сформированные наплавленные слои проявляют превосходную ремонтопригодность.
[0121] В дополнение, сформированные наплавленные слои имеют превосходные устойчивость к растрескиванию и удовлетворительную адгезию к твердому хромовому покрытию. Поэтому твердый хромовый покровный слой может быть удовлетворительно сформирован на поверхностном слое выполненных наплавленных слоев.
Промышленная применимость
[0122] Настоящее изобретение является широко применимым в технических областях, типичных для наплавочных материалов, и деталей машинного оборудования, наплавленных наплавленными металлами.
Изобретение относится к области металлургии, а именно к наплавочным материалам и деталям машинного оборудования с наплавленным металлом. Заявлен наплавочный материал, содержащий, мас.%: С от 0,2 до 1,0, Si от 0,2 до 0,5, Mn от 0,5 до 2,0, Cr от 15 до 30, Mo от 0,2 до 6,0 и W от 0,1 до 1,5, при этом он дополнительно содержит Fe и неизбежные примеси. Деталь машинного оборудования содержит базовую сталь и наплавленный на поверхность базовой стали или поверх нее наплавочный материал, представляющий собой поверхностный слой. Наплавленный металл имеет высокую коррозионную стойкость и износостойкость. 2 н. и 14 з.п. ф-лы, 7 ил., 6 табл., 10 пр.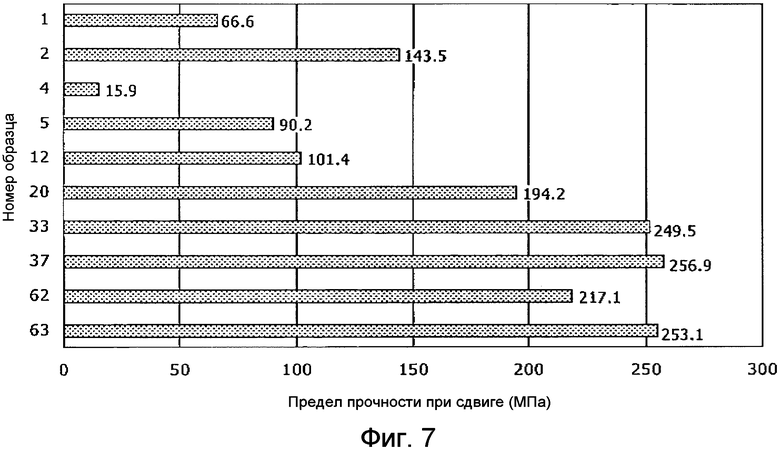
1. Наплавочный материал, содержащий, мас.%:
С от 0,2 до 1,0,
Si от 0,2 до 0,5,
Mn от 0,5 до 2,0,
Cr от 15 до 30,
Mo от 0,2 до 6,0,
W от 0,1 до 1,5,
Fe и неизбежные примеси.
2. Наплавочный материал по п. 1, отличающийся тем, что он дополнительно содержит V от 0,3 до 2,0 мас.%.
3. Наплавочный материал по п. 1, отличающийся тем, что он дополнительно содержит Ni от 0,3 до 6,0 мас.%.
4. Наплавочный материал по п. 1, отличающийся тем, что содержание С составляет от 0,3 до 0,8 мас.%.
5. Наплавочный материал по п. 1, отличающийся тем, что содержание Mn составляет от 0,7 до 1,2 мас.%.
6. Наплавочный материал по п. 1, отличающийся тем, что содержание Mо составляет от 0,2 до 1,5 мас.%.
7. Наплавочный материал по п. 1, отличающийся тем, что содержание W составляет от 0,2 до 1,0 мас.%.
8. Наплавочный материал по п. 3, в котором Ni содержится в количестве от 0,3 до 1,0 мас.%.
9. Деталь машинного оборудования, содержащая базовую сталь и наплавленный на поверхность базовой стали или поверх нее наплавочный материал, представляющий собой поверхностный слой и содержащий, мас.%:
С от 0,2 до 1,0,
Si от 0,2 до 0,5,
Mn от 0,5 до 2,0,
Cr от 15 до 30,
Mo от 0,2 до 6,0,
W от 0,1 до 1,5,
Fe и неизбежные примеси.
10. Деталь по п. 9, отличающаяся тем, что наплавочный материал дополнительно содержит V от 0,3 до 2,0 мас.% в поверхностном слое.
11. Деталь по п. 9, отличающаяся тем, что наплавочный материал дополнительно содержит Ni от 0,3 до 6,0 мас.% в поверхностном слое.
12. Деталь по п. 9, отличающаяся тем, что содержание С в поверхностном слое составляет от 0,3 до 0,8 мас.%.
13. Деталь по п. 9, отличающаяся тем, что содержание Mn в поверхностном слое составляет от 0,7 до 1,2 мас.%.
14. Деталь по п. 9, отличающаяся тем, что содержание Mо в поверхностном слое составляет от 0,2 до 1,5 мас.%.
15. Деталь по п. 9, отличающаяся тем, что содержание W в поверхностном слое составляет от 0,2 до 1,0 мас.%.
16. Деталь по п. 11, отличающаяся тем, что содержание Ni в поверхностном слое составляет от 0,3 до 1,0 мас.%.
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| СОСТАВ ПРОВОЛОКИ ДЛЯ ВОССТАНОВЛЕНИЯ ПУТЕМ НАПЛАВКИ МЕТАЛЛУРГИЧЕСКОГО ОБОРУДОВАНИЯ | 1997 |
|
RU2151038C1 |
| СОСТАВ СПЛАВА | 1996 |
|
RU2104324C1 |
| RU 2056248 C1, 20.03.1996 | |||
| US 5601411 A, 11.02.1997. | |||

