Область техники
Данное изобретение относится к металлам сварных швов для применения в сварных конструкциях, которые менее подвержены водородному охрупчиванию.
Предшествующий уровень техники
Сварка высокопрочных сталей должна выполняться при строгом контроле температуры предварительного нагрева/температуры между проходами, чтобы предотвратить холодное растрескивание наплавленных валиков (металлов сварного шва), что, соответственно, вызывает снижение эффективности операции. Стали для применения в сварных конструкциях становятся все более прочными, и металлы сварных швов должны иметь более высокие величины прочности. Обычно используют высокопрочные стали класса HT780, имеющие высокий предел прочности на разрыв порядка 780 МПа.
Такое увеличение в прочности может приводить к снижению сопротивления холодному растрескиванию. Для того, чтобы избежать этого, металлы сварных швов должны обладать более высоким сопротивлением холодному растрескиванию. В частности, применяют дуговую сварку в защитном газе с применением электродной проволоки с флюсовым сердечником по причине проявления превосходной свариваемости, и металл сварного шва, сформированного посредством этого метода сварки, должен непременно иметь удовлетворительное сопротивление холодному растрескиванию.
Холодное растрескивание обусловлено, вероятнее всего, сегрегацией диффундирующего водорода на межзеренных границах, что уменьшает прочность на межзеренных границах (далее в данном документе это явление также называют как «водородное охрупчивание»). Соответственно, повышение сопротивления холодному растрескиванию может в значительной степени зависеть от уменьшения количества диффундирующего водорода.
Повышение сопротивления холодному растрескиванию металла сварного шва требует уменьшения подверженности водородному охрупчиванию металла сварного шва, и различные технологии были предложены с этой точки зрения.
В качестве типичного примера Патентный документ 1 описывает способ диспергирования карбида молибдена (карбида, содержащего Mo) в металле сварного шва, чтобы предотвратить холодное растрескивание, поскольку такой карбид молибдена может удовлетворительным образом связывать водород. Этот способ, однако, неприменим для бесперебойной сварки сталей, поскольку она требует специальной технологии сварки, в которой стали стыкуют одну с другой, и дуговую сварку под флюсом выполняют со стороны внутренней стенки, с тем, чтобы диспергировать карбид молибдена.
Патентный документ 2 предлагает способ регулирования времени охлаждения во время операции сварки с тем, чтобы предотвратить холодное растрескивание. Этот способ, однако, невыгодным образом требует строго контроля операции в соответствии с химическим составом и обладает недостатком, заключающимся в увеличенном объеме работы.
Патентный документ 3 предлагает способ предоставления возможности металлу сварного шва иметь фракцию остаточного аустенита 1% или более с тем, чтобы предотвратить холодное растрескивание, поскольку остаточный аустенит будет захватывать диффундирующий водород. Этот способ, однако, предполагает двойную однослойную шовную сварку и неприменим для обычной сварки сталей.
Патентный документ 4 предлагает способ уменьшения количества диффундирующего водорода и регулирования надлежащим образом прочности и химического состава металла сварного шва с тем, чтобы улучшить сопротивление холодному растрескиванию металла сварного шва. Даже этот способ, однако, применим к ограниченным участкам при реальных операциях сварки, поскольку на прочность при удовлетворительном уровне, полученную в соответствии с этим способом, влияет химический состав.
Каждый из таких предложенных способов предназначен для улучшения сопротивления холодному растрескиванию, однако имеют место более важные потребности в улучшении устойчивости к водородному охрупчиванию металла сварного шва, поскольку количество водорода в металле сварного шва может быть увеличено посредством различных факторов при реальных операциях сварки.
Высокопрочные стали класса HT780 применяют все в большей степени в металлах сварных швов для применения в сооружениях континентального шельфа. Эти металлы сварных швов требуют не только устойчивости к водородному охрупчиванию и прочности, но также и высоких уровней ударной вязкости при низких температурах с тем, чтобы выдерживать применение в зонах с холодным климатом.
Список ссылок
Патентные документы
Патентный документ 1: Публикация нерассмотренной заявки на патент Японии (JP-A) № 2005-40816
Патентный документ 2: JP-A № 2003-33876
Патентный документ 3: JP-A № 2002-115032
Патентный документ 4: JP-A № H11-147196
Сущность изобретения
Техническая проблема
Данное изобретение было создано при таких обстоятельствах, и его целью является предоставление металла сварного шва, который удовлетворительно устойчив к водородному охрупчиванию и холодному растрескиванию даже при обладании высокой прочностью. Другой целью данного изобретения является предоставление металла сварного шва, который имеет удовлетворительную ударную вязкость при низких температурах в соответствии с потребностью в дополнение к вышеуказанным свойствам.
Решение проблемы
Данное изобретение обеспечивает достижение вышеуказанных целей и предоставляет металл сварного шва, сформированного дуговой сваркой в защитном газе при применении электродной проволоки с флюсовым сердечником,
данный металл сварного шва включает: С в количестве от 0,02% до 0,12%; Si в количестве от 0,10% до 2,0%; Mn в количестве от 0,90% до 2,5%; Ni в количестве от 0,20% до 3,5%; Mo в количестве от 0,05% до 1,5%; Ti в количестве от 0,040% до 0,150%; N в количестве более чем 0% и менее чем или равно 0,015%; и О в количестве от 0,030% до 0,10%,
в массовых процентах,
в котором:
металл сварного шва дополнительно включает железо и неизбежные примеси;
частицы остаточного аустенита присутствуют при численной плотности 2500 на квадратный миллиметр или более и присутствуют при суммарной объемной доле 4,0% или более в расчете на общий объем всех структур металла сварного шва. Частицами остаточного аустенита, измеряемыми при измерении численной плотности, являются те из них, что имеют размер, равный или больше, чем предел измерения (имеющий эквивалентный диаметр окружности более чем 0,15 мкм).
Металл сварного шва в соответствии с данным изобретением может эффективным образом иметь содержание Si от 0,10% до 0,5% и содержание Ni от 1,0% до 2,0% и иметь величину α, как определено Выражением (l), 3,2 или более. Это может обеспечить металлу сварного шва, обладающий также улучшенной ударной вязкостью при низких температурах. Более конкретно, этот металл сварного шва может иметь поглощение энергии удара при -40°C vE-40 более чем 85 Дж. Выражение (1) определено следующим образом:
величина α=[Mn]+[Ni]+(2×[Mo])+(16×[Ti])-(12×[O]) (1),
где [Mn], [Ni], [Mo], [Ti] и [O] представляют собой содержания (в массовых процентах) Mn, Ni, Mo, Ti и O, соответственно.
В предпочтительном варианте осуществления металла сварного шва в соответствии с данным изобретением, оксидные частицы, каждая из которых содержит 20 процентов по массе или более Ti и имеет эквивалентный диаметр окружности от 0,15 до 1,0 мкм, присутствуют при плотности 5000 на квадратный миллиметр или более. Как использовано в данном документе термин «эквивалентный диаметр окружности» относится к диаметру предполагаемой окружности, охватывающей площадь, эквивалентную площади остаточной частицы аустенита или оксидной частицы при наблюдении на поверхности, рассматриваемой под оптическим микроскопом.
В предпочтительных вариантах осуществления металл сварного шва в соответствии с данным изобретением может дополнительно содержать один или несколько других элементов, таких как (a) по меньшей мере, один элемент, выбранный из группы, состоящей из Cr при содержании более чем 0% и менее чем или равном 2,0%, V при содержании более чем 0% и менее чем или равном 0,60%, Nb при содержании более чем 0% и менее чем или равном 0,15% и Cu при содержании более чем 0% и менее чем или равном 1,0%; (b) по меньшей мере, один элемент, выбранный из группы, состоящей из Al при содержании более чем 0% и менее чем или равном 0,020% и Zr при содержании более чем 0% и менее чем или равном 0,10%; (с) В при содержании более чем 0% и менее чем или равном 0,0050%. Металл сварного шва может иметь дополнительно улучшенное свойство (или свойства) в соответствии с видом(ами) содержащегося(ихся) элемента(ов).
Преимущества данного изобретения
Данное изобретение надлежащим образом регулирует не только химический состав, но также и численную плотность и суммарную объемную долю частиц остаточного аустенита и может посредством этого предоставлять металл сварного шва, обладающий высокой устойчивостью к водородному охрупчиванию. Данное изобретение при дополнительном строгом регулировании величин содержания Si и Ni и предоставлении величинам содержания Mn, Ni, Mo, Ti и О возможности удовлетворять заданному выражению отношения может предоставлять металл сварного шва, также обладающего высокой ударной вязкостью при низких температурах в дополнение к вышеуказанным свойствам.
Краткое описание чертежей
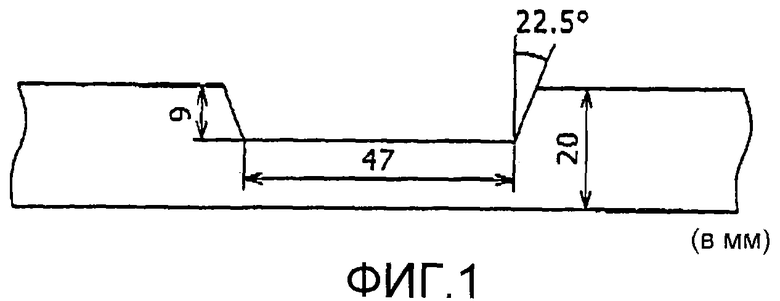
[Фиг. l] Фиг. 1 представляет собой схематический пояснительный чертеж, иллюстрирующий геометрию канавки при формировании металла сварного шва.
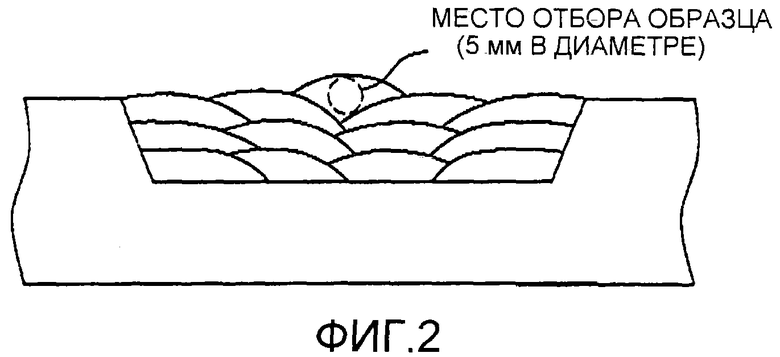
[Фиг. 2] Фиг. 2 представляет собой схематический пояснительный чертеж, иллюстрирующий место отбора образца в виде круглого стержня.
[Фиг. 3] Фиг. 3 представляет собой график, иллюстрирующий, как температура изменяется в зависимости от времени в термическом цикле, моделирующем цикл с промежуточным перегревом.
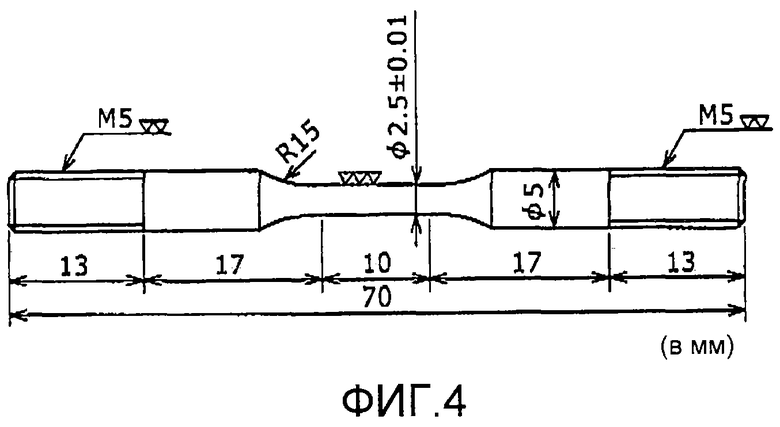
[Фиг. 4] Фиг. 4 представляет собой пояснительный чертеж, иллюстрирующий форму образца для применения при испытании на растяжение.
[Фиг. 5] Фиг. 5 представляет собой пояснительный чертеж, иллюстрирующий форму образца для применения при измерении содержания поглощенного водорода.
Описание вариантов осуществления
Авторы данного изобретения провели различные исследования, чтобы улучшить устойчивость к водородному охрупчиванию высокопрочного металла сварного шва, который сформирован дуговой сваркой в защитном газе с применением электродной проволоки с флюсовым сердечником и имеет высокий предел прочности на разрыв класса HT780. В результате авторы данного изобретения обнаружили, что высокопрочный металл сварного шва может иметь улучшенную устойчивость к водородному охрупчиванию, если металл сварного шва содержит частицы остаточного аустенита при заданной численной плотности, поскольку такие частицы остаточного аустенита служат в качестве ловушек для захватывания диффундирующего водорода. Данное изобретение выполнено на основе этих полученных данных.
Более конкретно, авторы изобретения обнаружили, что металл сварного шва, имеющий высокий предел прочности на разрыв класса HT780, может обладать более высокой устойчивостью к водородному охрупчиванию посредством регулирования металла сварного шва таким образом, чтобы он имел химический состав в пределах заданного интервала и содержал частицы остаточного аустенита при плотности 2500 на квадратный миллиметр или более и при суммарной объемной доле (доле в расчете на все структуры) 4,0% или более.
Уменьшение количества диффундирующего водорода эффективным образом вносит вклад в удовлетворительную устойчивость к водородному охрупчиванию. Присутствие остаточного аустенита известно как вносящее эффективный вклад в уменьшение количества диффундирующего водорода. Обычные исследования, однако, не всегда сфокусированы на оптимальной форме дисперсии остаточного аустенита, а главным образом лишь на его количестве. При таких обстоятельствах авторы данного изобретения провели исследования в отношении не только лишь количества остаточного аустенита, но также и в отношении его численной плотности в качестве способа предоставления существенно более высокой устойчивости к водородному охрупчиванию.
В результате авторы данного изобретения обнаружили, что металл сварного шва может иметь существенно более высокую устойчивость к водородному охрупчиванию, когда остаточному аустениту, служащему в качестве мест для захватывания диффундирующего водорода, предоставлена возможность присутствовать в определенном количестве, а структура матрицы является более тонкой, чтобы диспергировать частицы остаточного аустенита при высокой плотности для проявления наибольших эффектов захватывания.
Более конкретно, металл сварного шва в соответствии с вариантом осуществления изобретения содержит частицы остаточного аустенита при плотности 2500 на квадратный миллиметр или более и при суммарной объемной доле 4,0% или более в расчете на общий объем всех структур металла сварного шва и может посредством этого быть менее восприимчивым к водородному охрупчиванию (быть более устойчивым к водородному охрупчиванию). Частицы остаточного аустенита могут присутствовать при плотности предпочтительно 3000 на квадратный миллиметр или более и более предпочтительно 3300 на квадратный миллиметр или более и при суммарной объемной доле предпочтительно 4,5% или более и более предпочтительно 4,8% или более.
Авторы данного изобретения, кроме того, обнаружили, что металл сварного шва может также обладать удовлетворительной ударной вязкостью при низких температурах, когда имеет содержание Si от 0,10% до 0,5% и содержание Ni от 1,0% до 2,0% и имеет величину α, как определено Выражением (1), 3,2 или более, где Выражение (1) определено следующим образом:
величина α=[Mn]+[Ni]+(2×[Mo])+(16×[Ti])-(12×[O]) (1),
где [Mn], [Ni], [Mo], [Ti] и [O] представляют собой содержание (в массовых процентах) Mn, Ni, Mo, Ti и O соответственно.
Более конкретно, уменьшение крупных зерен феррита на межзеренных границах, образованных на межзеренных границах первичного аустенита, требуется для обеспечения определенного уровня ударной вязкости при низких температурах. Элементы Mn, Ni, Mo и Ti, определяющие величину α, выраженную Выражением (1), когда присутствуют в качестве растворенных веществ в твердом растворе, содействуют подавлению образования феррита на межзеренных границах. Часть Mn и Ti образуют оксиды, и уменьшение количества кислорода (O) предоставляет возможность этим элементам находиться в виде растворенных веществ в увеличенных количествах. Авторы данного изобретения экспериментально определили коэффициенты соответствующих элементов и нашли, что металл сварного шва, когда имеет величину α 3,2 или более, может обладать более высокой ударной вязкостью при низких температурах наряду с тем, что содержит меньшее количество феррита на межзеренных границах.
Далее будут описаны химические составы металла сварного шва в соответствии с данным изобретением. Для металла сварного шва в соответствии с данным изобретением важно регулирование его химического состава. Интервалы химических составов определяют из соображений, представленных ниже.
[C: от 0,02% до 0,12%]
Углерод (C) является элементом, необходимым для удовлетворительных величин прочности металла сварного шва. Для того, чтобы проявить такие эффекты, углерод может быть включен в состав при содержании от 0,02% или более, предпочтительно 0,04% или более и более предпочтительно 0,06% или более. Однако углерод, если он присутствует при содержании более чем 0,12%, может вызывать у металла сварного шва обладание чрезмерно высокими величинами прочности и тем самым более высокую подверженность водородному охрупчиванию (более низкую устойчивость к водородному охрупчиванию). Углерод может содержаться предпочтительно 0,10% или менее и более предпочтительно 0,08% или менее с точки зрения его верхнего предела.
[Si: от 0,10% до 2,0%]
Кремний (Si), когда присутствует в качестве растворенного вещества, служит для сдерживания образования карбида и для стабилизации остаточного аустенита. Si, если он присутствует при содержании менее чем 0,10%, может быть недостаточным, чтобы способствовать включению в металл сварного шва остаточного аустенита в достаточном количестве. Si может быть присутствовать при содержании предпочтительно 0,25% или более и более предпочтительно 0,28% или более. Однако Si, если он присутствует при чрезмерно высоком содержании, может вызывать у металла сварного шва обладание чрезмерно высокими величинами прочности и тем самым более высокую подверженность водородному охрупчиванию. Для того, чтобы избежать этого, содержание Si может быть отрегулировано до 2,0% или менее, предпочтительно 1,5% или менее и более предпочтительно 0,5% или менее. Особенно для удовлетворительной ударной вязкости при низких температурах металла сварного шва содержание Si составляет предпочтительно 0,5% или менее и еще более предпочтительно 0,4% или менее. Более конкретно, Si, если он включен при содержании более чем 0,5%, может вызывать формирование твердого мартенсит-аустенитного компонента, и это может вызывать трещины, что, таким образом, часто вызывает обладание металлом сварного шва недостаточной ударной вязкостью при низких температурах.
[Mn: от 0,90% до 2,5%]
Марганец (Mn) необходим, чтобы способствовать достижению металлом сварного шва величин прочности при определенных уровнях. Для того, чтобы проявить такие эффекты, Mn может присутствовать в содержании от 0,90% или более, предпочтительно 1,2% или более и более предпочтительно 1,5% или более. Однако Mn, если он присутствует в чрезмерно высоком содержании более чем 2,5%, может вызывать у металла сварного шва обладание чрезмерно высокими величинами прочности и тем самым более высокую подверженность водородному охрупчиванию. Mn может присутствовать при содержании предпочтительно 2,2% или менее и более предпочтительно 2,0% или менее.
[Ni: от 0,20% до 3,5%]
Никель (Ni) необходим, чтобы обеспечивать металлу сварного шва достижение величин прочности при определенных уровнях. Для того, чтобы проявить такие эффекты, Ni может быть включен при содержании от 0,20% или более, предпочтительно 0,5% или более и более предпочтительно 1,0% или более. Однако Ni, если он присутствует в чрезмерно высоком содержании более чем 3,5%, может вызывать у металла сварного шва обладание чрезмерно высокими величинами прочности и тем самым более высокую подверженность водородному охрупчиванию. Ni может быть добавлен в содержании предпочтительно 3,0% или менее и более предпочтительно 2,8% или менее. Особенно для удовлетворительной ударной вязкости при низких температурах металла сварного шва Ni может присутствовать при содержании предпочтительно 1,0% или более и 2,0% или менее и более предпочтительно 1,1% или более и 1,8% или менее. Ni предоставляет металлу сварного шва возможность иметь более низкую температуру порога хладноломкости с образованием трещин и посредством этого иметь более высокую ударную вязкость по Шарпи при низких температурах. Для того, чтобы проявить такие эффекты, Ni предпочтительно содержится от 1,0% или более. Однако Ni, если он присутствует при содержании более чем 2,0%, может вызывать содержание большего количества мартенсита в металле сварного шва, посредством чего он обладает более высокими величинами прочности и имеет более низкую ударную вязкость по Шарпи.
[Mo: от 0,05% до 1,5%]
Молибден (Mo) является элементом, необходимым для содействия обладанию металлом сварного шва более высокими величинами прочности. Для того, чтобы проявить такие эффекты, Mo может присутствовать при содержании от 0,05% или более, предпочтительно 0,10% или более и более предпочтительно 0,2% или более. Однако Mo, если он присутствует при чрезмерно высоком содержании, более чем 1,5%, может вызывать у металла сварного шва обладание более высокой подверженностью водородному охрупчиванию вследствие чрезмерно высоких величин прочности. Mo может быть включен при содержании предпочтительно 1,0% или менее и более предпочтительно 0,50% или менее.
[Ti: от 0,040% до 0,150%]
Титан (Ti) образует оксиды, вызывающие внутризеренное превращение, предоставляет возможность структуре быть более тонкой и посредством этого способствует диспергированию при высокой плотности частиц остаточного аустенита. Для того, чтобы проявить такие эффекты, Ti может присутствовать при содержании от 0,040% или более, предпочтительно 0,050% или более и более предпочтительно 0,055% или более. Однако Ti, если он присутствует при чрезмерно высоком содержании, более чем 0,150%, может вызывать у металла сварного шва обладание более высокой подверженностью водородному охрупчиванию вследствие чрезмерно высоких величин прочности. Ti может быть включен при содержании предпочтительно 0,12% или менее и более предпочтительно 0,08% или менее.
[N: более чем 0% и менее чем или равно 0,015%]
Азот (N) является неизбежным загрязняющим элементом и эффективен для предоставления металлу сварного шва возможности иметь более высокие величины прочности. Однако азот, если он содержится при чрезмерно высоком содержании, может вызывать у металла сварного шва обладание более высокой подверженностью водородному охрупчиванию вследствие чрезмерно высоких величин прочности. Для того, чтобы избежать этого, он может присутствовать при содержании 0,015% или менее, предпочтительно 0,010% или менее и более предпочтительно 0,006% или менее. В промышленных масштабах затруднено достижение металлом сварного шва содержания азота 0%.
[O: от 0,030% до 0,10%]
Кислород (O) образует оксиды, вызывающие внутризеренное превращение, предоставляет возможность структуре быть более тонкой и посредством этого способствует диспергированию при высокой плотности частиц остаточного аустенита. Для того, чтобы проявить такие эффекты, кислород может присутствовать при содержании от 0,030% или более, предпочтительно 0,035% или более и более предпочтительно 0,040% или более. Однако кислород, если он включен при чрезмерно высоком содержании, более чем 0,10%, может образовывать оксиды кремния, уменьшая содержание растворенного кремния, и его может не хватать для обеспечения достаточного количества остаточного аустенита. Кислород может присутствовать при содержании предпочтительно 0,080% или менее и более предпочтительно 0,060% или менее.
Металл сварного шва в соответствии с данным изобретением может содержать элементы, указанные выше, и также содержать железо и неизбежные примеси. Неизбежными примесями могут быть элементы (например, P и S), которые введены в металл сварного шва, как правило, из исходных материалов, конструкционных материалов и производственного оборудования. Такие примеси, однако, обычно сегрегируют на границах зерен, посредством чего снижают величины прочности на межзеренных границах и ускоряют холодное растрескивание. Для того, чтобы избежать этого, величины содержания фосфора (P) и серы (S) предпочтительно регулируют до более чем 0% и менее чем или равно 0,02% и более чем 0% и менее чем или равно 0,025% соответственно.
Металл сварного шва в соответствии с изобретением, кроме того, содержит один или несколько дополнительных элементов, таких как (a) по меньшей мере один элемент, выбранный из группы, состоящей из Cr при содержании более чем 0% и менее чем или равном 2,0%, V при содержании более чем 0% и менее чем или равном 0,60%, Nb при содержании более чем 0% и менее чем или равном 0,15% и Cu при содержании более чем 0% и менее чем или равном 1,0%; (b) по меньшей мере один элемент, выбранный из группы, состоящей из Al при содержании более чем 0% и менее чем или равном 0,020% и Zr при содержании более чем 0% и менее чем или равном 0,10%; и (с) В при содержании более чем 0% и менее чем или равном 0,0050%. Металл сварного шва может иметь улучшенные свойства в соответствии с видом содержащегося элемента. Эти элементы могут содержаться в количествах, указанных ниже.
[По меньшей мере один элемент, выбранный из группы, состоящей из Cr при содержании более чем 0% и менее чем или равном 2,0%, V при содержании более чем 0% и менее чем или равном 0,60%, Nb при содержании более чем 0% и менее чем или равном 0,15% и Cu при содержании более чем 0% и менее чем или равном 1,0%]
Хром (Cr), ванадий (V), ниобий (Nb) и медь (Cu) вносят вклад в улучшение величин прочности металла сварного шва. Однако эти элементы, если они присутствуют в чрезмерно высоких содержаниях, могут вызывать у металла сварного шва обладание более высокой подверженностью водородному охрупчиванию вследствие чрезмерно высоких величин прочности. Для того, чтобы избежать этого, величины содержания элементов могут быть отрегулированы таким образом, что содержание Cr составляет предпочтительно 2,0% или менее, более предпочтительно 1,5% или менее и еще более предпочтительно 1,0% или менее; содержание V составляет предпочтительно 0,60% или менее, более предпочтительно 0,50% или менее и еще более предпочтительно 0,40% или менее; содержание Nb составляет предпочтительно 0,15% или менее, более предпочтительно 0,10% или менее и еще более предпочтительно 0,08% или менее; и содержание Cu составляет предпочтительно 1,0% или менее, более предпочтительно 0,5% или менее и еще более предпочтительно 0,2% или менее соответственно. Для того, чтобы проявить вышеуказанные эффекты, содержание Cr составляет предпочтительно 0,05% или более, содержание V составляет предпочтительно 0,02% или более, содержание Nb составляет предпочтительно 0,01% или более и содержание Cu составляет предпочтительно 0,05% или более с точки зрения их нижних пределов.
[Al при содержании более чем 0% и менее чем или равном 0,020% и/или Zr при содержании более чем 0% и менее чем или равном 0,10%]
Алюминий (Al) и цирконий (Zr) являются сильными раскислителями и служат для дополнительного увеличения содержания остаточного аустенита вследствие увеличенного содержания растворенного Si. Однако эти элементы, если они включены в чрезмерно высоких содержаниях, могут вызывать уменьшение внутризеренного превращения, обусловливаемого оксидами, и вызывать у металла сварного шва обладание более высокой подверженностью водородному охрупчиванию вследствие укрупнения структуры. Для того, чтобы избежать этого, величины содержания Al и Zr могут быть отрегулированы таким образом, что содержание Al составляет предпочтительно 0,020% или менее и более предпочтительно 0,018% или менее, и содержание Zr составляет предпочтительно 0,10% или менее и более предпочтительно 0,06% или менее. Для того, чтобы проявить вышеуказанные эффекты, каждая из величин содержания Al и Zr предпочтительно составляет 0,010% или более с точки зрения их нижних пределов.
[B при содержании более чем 0% и менее чем или равном 0,0050%]
Бор (B) подавляет образование феррита на межзеренных границах первичного аустенита и посредством этого способствует более высоким величинам прочности металла сварного шва. Однако бор, если он включен при чрезмерно высоком содержании, может вызывать у металла сварного шва обладание более высокой подверженностью водородному охрупчиванию вследствие чрезмерно высоких величин прочности. Для того, чтобы избежать этого, содержание бора может быть отрегулировано таким образом, что содержание бора составляет предпочтительно 0,0050% или менее и более предпочтительно 0,0030% или менее. Для того, чтобы проявить вышеуказанные эффекты, содержание бора составляет предпочтительно 0,0010% или более с точки зрения его нижнего предела.
При условии, что он формируется дуговой сваркой в защитном газе с применением электродной проволоки с флюсовым сердечником, химический состав проволоки и условия сварки для металла сварного шва в соответствии с данным изобретением не ограничиваются. Однако, имеются предпочтительные интервалы для конкретных вариантов осуществления, как указано выше.
С этой точки зрения проволока (сварочный материал) предпочтительно имеет химический состав, удовлетворяющий, например, всем указанным ниже условиям. Более конкретно, проволока, включающая стальную оболочку и сердечник из флюса, предпочтительно имеет:
(a) общее содержание Si, присутствующего типично в виде металла и оксида, от 0,35% до 2,5%;
(b) содержание Si, присутствующего в иной форме, чем оксиды, 0,25% или более;
(c) содержание Si, присутствующего в виде оксида, 0,25% или менее;
(d) общее содержание Ti, присутствующего типично в виде металла и оксида, от 2,5% до 4,5%;
(e) общее содержание Al, присутствующего типично в виде металла и оксида, 0,10% или более;
(f) общее содержание Zr, присутствующего типично в виде металла и оксида, 0,035% или более;
(g) содержание Mg, присутствующего в виде металла, 0,4% или более;
в расчете на общую массу проволоки, включая стальную оболочку и флюс,
(h) величину А, как определено Выражением (2), 0,30 или более, Выражение (2) определяется из общих количеств Si, Ti, Al, Zr и Mg, каждый из которых типично присутствует в виде металла и оксида и выражается следующим образом:
величина А=Si-[Si/(Ti+2Al+2Zr+3,5Mg)] (2), и
(i) отношение [(Mn+Ti)/Si] суммарного содержания Mn и Ti (Mn+Ti) к общему содержанию Si, присутствующего типично в виде металла и оксида, удовлетворяющее условию, определенному Выражением (3) следующим образом:
(Mn+Ti)/Si>4,0 (3),
Для того, чтобы диспергировать оксидные частицы при плотности 5000 на квадратный миллиметр или более, оксидные частицы, каждая из которых включает Ti при содержании 20 процентов по массе или более и имеет эквивалентный диаметр окружности от 0,15 до 1,0 мкм, отношение [(Mn+Ti)/Si] предпочтительно удовлетворяет условию, определенному Выражением (4), отношение представляет собой суммарное содержание Mn и Ti (Mn+Ti) к общему содержанию Si, присутствующего типично в виде металла и оксида. Отсутствует необходимость в ограничении других химических составов, однако требуется их регулирование с тем, чтобы предоставлять металл сварного шва, имеющий химический состав в пределах вышеуказанного интервала. Выражение (4) выражается следующим образом:
(Mn+Ti)/Si>10,0 (4).
Условия с (a) по (i) представляют собой интервалы регулирования, чтобы обеспечивать количество растворенного кремния, которое эффективным образом способствует увеличенному количеству остаточного аустенита. Более конкретно, растворенный кремний в необходимом количестве трудно обеспечить, если условия (a), (b) и/или (c) не удовлетворяются, т.е. если содержание Si, присутствующего в иной форме, чем оксиды, составляет менее чем 0,25% или содержание Si, присутствующего в виде оксидов, составляет более чем 0,25% или общее содержание Si составляет менее чем 0,35%.
Даже когда Si присутствует в удовлетворительных формах, содержание растворенного кремния уменьшается вследствие увеличенного содержания оксидов кремния, если величина(ы) содержания Ti, Al, Zr и/или Mg находится вне вышеуказанного интервала [любое из условий с (d) по (g) не удовлетворяется], или если величина А менее чем 0,30 [условие (h) не удовлетворяется]. Это обусловлено тем, что элементы Ti, Al, Zr и Mg имеют большую раскисляющую способность, чем Si.
Чем выше содержание Si (общее содержание Si) и содержание Ti, тем это лучше с точки зрения обеспечения растворенным кремнием в достаточном количестве. Однако, величины содержания Si и Ti в проволоке более чем 2,5% и более чем 4,5% соответственно могут вызывать содержание этих элементов в металле сварного шва, превышающее верхние пределы вышеуказанных интервалов.
Условие (i) определяется для обеспечения удовлетворительной численной плотности частиц остаточного аустенита. Более конкретно, остаточный аустенит образуется между пластинками бейнита в бейните, служащем в качестве основной структуры металла сварного шва. Для диспергирования частиц остаточного аустенита при увеличенной численной плотности бейнитная структура в качестве основы (матрицы) должна быть тоньше. Оксид Ti-Mn образуется, когда соотношение компонентов удовлетворяет условию, определенному Выражением (3), и этот оксид Ti-Mn индуцирует внутризеренное превращение, чтобы посредством этого бейнитная структура была более тонкой. Оксид Mn-Ti диспергируется при высокой плотности, когда соотношение компонентов составляет более чем 10,0, и это предоставляет возможность структуре быть более тонкой, что способствует улучшенной устойчивости к водородному охрупчиванию.
Сварку с образованием металла сварного шва предпочтительно выполняют при следующих условиях. А именно, сварка предпочтительно выполняют при подводимой теплоте 2,5 кДж/мм или менее при применении защитного газа в виде газовой смеси, содержащей 20% (в объемных процентах) CO2 при остатке, являющемся Ar. Сварка, выполняемая при подводимой теплоте более чем 2,5 кДж/мм, может вызывать более низкую скорость охлаждения во время сварки, что ускоряет разложение остаточного аустенита. Химический состав защитного газа определен, чтобы контролировать оксидную форму с тем, чтобы обеспечить возможность структуре быть более тонкой. Металл сварного шва в соответствии с данным изобретением формируется сваркой с применением электродной проволоки с флюсовым сердечником. Используемая проволока обычно имеет степень заполнения флюсом от примерно 10% до примерно 20%.
ПРИМЕРЫ
Данное изобретение будет проиллюстрировано более подробно при обращении к нескольким примерам, представленным ниже. Следует заметить, однако, примеры никаким образом не должны истолковываться как ограничивающие объем данного изобретения; и возможны различные изменения и модификации без отклонения от сущности и объема изобретения, которые входят в объем данного изобретения.
[ЭКСПЕРИМЕНТАЛЬНЫЙ ПРИМЕР 1]
Металлы сварных швов приготавливали посредством процедуры, описанной далее, при применении электродных проволок с флюсовым сердечником (сварочных материалов), имеющих диаметр проволоки 1,2 мм и степень заполнения флюсом 13,5% и имеющих химические составы, представленные в Таблицах 1 и 2 ниже. Свойства (предел прочности на разрыв и подверженность водородному охрупчиванию) металлов сварных швов оценивали. Элементы, обозначенные как «-» в Таблицах 1 и 2, не были добавлены (не содержались).
[Приготовление металла сварного шва]
Лист из стали SM490A сталь обрабатывали, чтобы иметь геометрию канавки, проиллюстрированную на Фиг. 1, подвергали дуговой сварке в защитном газе при указанных ниже условиях сварки и получали каждый из металлов сварных швов.
Условия сварки
Защитный газ: Газовая смесь, полученная из 20% CO2 и 80% Ar в объемных процентах
Ток, напряжение и скорость сварки: 270 А, 29 В и от 3,0 до 4,5 мм/с
Условия для подводимой теплоты:
(A) 1,74 кДж/мм (270 А, 29 В и 4,5 мм/с)
(B) 2,37 кДж/мм (270 А, 29 В и 3,3 мм/с)
(C) 2,61 кДж/мм (270 А, 29 В и 3,0 мм/с)
Температура предварительного нагрева - между проходами: от 105°C до 150°C
Процедура наращивания: 3 слоя, 13 проходов
Образец в виде круглого стержня, имеющий диаметр 5 мм, отбирали из конечного прохода в каждом из приготовленных металлов сварных швов в месте, проиллюстрированном на Фиг. 2 (соответствующем зоне сварки), и подвергали термическому циклу, моделирующему цикл с промежуточным перегревом. Изменение температуры в зависимости от времени в термическом цикле, моделирующем цикл с промежуточным перегревом, проиллюстрировано на Фиг. 3. Химические составы приготовленных металлов сварных швов, используемые сварочные материалы и условия для подводимой теплоты представлены в Таблицах 3 и 4 ниже. Величины содержания элементов, обозначенные с помощью символа «<» в Таблицах 3 и 4, представляют собой уровни содержания примесей (или ниже уровней содержания примесей).
Образцы для испытания на растяжение и образцы, используемые для измерения содержания поглощенного водорода (образцы для измерения содержания поглощенного водорода), отбирали из образцов после термообработки. Формы образцов для испытания на растяжение и образцов для измерения содержания поглощенного водорода проиллюстрированы на Фиг. 4 и 5 соответственно. Подверженность водородному охрупчиванию оценивали при использовании трех образцов методом, описанным ниже.
[Оценка подверженности водородному охрупчиванию]
Выбирали такие условия подачи водорода, чтобы предоставить диффундирующий водород в количестве от 1,5 до 3,0 млн-1 при использовании приготовленных образцов для измерения содержания поглощенного водорода. Используемыми условиями подачи являются следующие.
Водный раствор: (0,5 моль/л или 2,5 моль/л H2SO4)+(1 г/л KSCN), (30 г/л NaCl)+(1 г/л KSCN)
Плотность тока: 0,1 А/дм2, 1,0 А/дм2 или 5,0 А/дм2
Время теста: 24 часа
Количество диффундирующего водорода определяли как количество водорода, который десорбируется при повышении температуры вплоть до 300°C при скорости повышения температуры 12°C/мин при применении термодесорбционного спектрометра, включающего квадрупольный масс-спектрометр (поставляемого компанией NEC ANELVA CORPORATION (теперь Canon ANELVA Corporation)).
Каждый образец для испытания на растяжение насыщали водородом при указанных условиях и подвергали гальванизации посредством процедуры, указанной ниже, чтобы предотвратить улетучивание водорода.
Водный раствор: (350 г/л ZnSO4·7H2O)+(20,6 г/л H2SO4 (97%))+(60 г/л Na2SO4)
Температура ванны для гальванизации: 60°C
Плотность тока: 50 А/дм2
Время гальванизации: 3 мин
Каждый образец подвергали испытанию в соответствии с методом медленной деформации (SSRT) при скорости ползуна 5,0×10-3 мм/мин (скорость деформации: 6,94×10-6 в секунду). Когда контрольный образец, не насыщенный водородом, имел удлинение при разрыве E0, а образец, насыщенный водородом, имел удлинение при разрыве Eh, образец, имеющий индекс подверженности водородному охрупчиванию S (%), как определено Выражением (5), менее чем 60%, оценивали как обладающий удовлетворительную устойчивость к водородному охрупчиванию, при этом Выражение (5) выражено следующим образом:
S=(1-Eh/E0)×100(%) (5)
[Оценка предел прочности на разрыв]
20-градусную V-образную канавку формировали в листе из стали SM490A, имеющем толщину 20 мм, и выполняли сварку при условиях сварки, указанных ниже, при использовании каждого из сварочных материалов, представленных в Таблицах 1 и 2, чтобы получить металл сварного шва, из которого отбирали образец для испытания на растяжение в соответствии с Японским промышленным стандартом (JIS) Z2202 и подвергали испытанию на растяжение. Образец, имеющий предел прочности на разрыв более чем 780 МПа, оценивали как приемлемый.
Условия сварки
Защитный газ: Газовая смесь из 20% CO2 и 80% Ar в объемных процентах
Ток, напряжение и скорость сварки: 270 А, 29 В и 4,5 мм/с
Подводимая теплота: 1,74 кДж/мм
Температура предварительного нагрева - между проходами: от 105°C до 150°C
Процедура наращивания: 8 слоя, 17 проходов
Численную плотность оксидных частиц, каждая из которых содержала 20 процентов по массе или более Ti и имела эквивалентный диаметр окружности от 0,15 до 1,0 мкм, а также численную плотность и суммарную объемную долю частиц остаточного аустенита измеряли методами, представленными ниже.
[Измерение численной плотности оксидных частиц]
Образец в виде круглого стержня, имеющего диаметр 5 мм, отбирали из конечного прохода каждого металла сварного шва для испытания SSRT, приготовленного как в разделе «Приготовление металла сварного шва», поперечное сечение которого полировали до зеркально-гладкого состояния, и исследовали изображения в двух полях зрения при 1000-кратном увеличении с помощью оптического микроскопа. Изображения анализировали посредством программного обеспечения для анализа изображений («Image-Pro Plus», поставляемого компанией Media Cybernetics, Inc.), и выбирали оксидные частицы, каждая из которых имела эквивалентный диаметр окружности от 0,15 до 1,0 мкм, и химические составы в центральной части оксидов в изображениях анализировали посредством энергорассеивающей рентгеновской спектроскопии (SEM-EDS). Из обнаруженных элементов величину аналитического обнаружения (в массовых процентах) Ti стандартизировали с помощью суммы величин аналитического обнаружения (в массовых процентах) Si, S, Ti, Mn, Al, Zr и Mg и посредством этого рассчитывали величины содержания (в массовых процентах) Ti в оксидных частицах. Затем рассчитывали численную плотность оксидных частиц, каждая из которых содержала 20 процентов по массе или более Ti и имела эквивалентный диаметр окружности от 0,15 до 1,0 мкм.
[Измерение численной плотности частиц остаточного аустенита]
Образец, для которого была измерена численная плотность оксидных частиц, травили в реагенте и изображения протравленного участка исследовали в двух полях зрения при 1000-кратном увеличении с помощью оптического микроскопа. Изображения анализировали посредством программного обеспечения для анализа изображений, чтобы определить и проанализировать различия протравленных светлых участков остаточного аустенита, и на основании анализа рассчитывали численную плотность частиц остаточного аустенита, каждая из которых имела эквивалентный диаметр окружности более чем 0,15 мкм.
[Измерение суммарной объемной доли частиц остаточного аустенита]
Поверхность образца подвергали электрополированию и обследовали рентгеновской дифрактометрией с помощью двумерно микрозонного рентгеновского дифрактометра, поставляемого компанией Rigaku Corporation («RINT-RAPID II»). Рассчитывали отношения интегральной интенсивности пиков от плоскостей (110), (200), (211) и (220) фазы феррита; и пиков от плоскостей (111), (200), (220) и (311) фазы остаточного аустенита, на основании которых вычисляли объемную долю фазы остаточного аустенита и определяли среднее значение соответствующих комбинаций.
Результаты этих измерений (подверженность водородному охрупчиванию, предел прочности на разрыв, численная плотность и объемная доля остаточного аустенита и численная плотность оксидных частиц) представлены в Таблицах 5 и 6 ниже.
Результаты представлены ниже, где номера (№№) относятся к номерам испытаний, указанным в Таблицах с 3 по 6. №№ с 1 по 29 (Таблицы 3 и 5) представляли собой образцы, удовлетворяющие условиям, установленным в данном изобретении, имеющие химические составы и численную плотность и суммарную объемную долю частиц остаточного аустенита при регулировании надлежащим образом и предоставлявшие металлы сварных швов, имеющие высокие величины прочности и удовлетворительную устойчивость к водородному охрупчиванию. Среди них образцы, имеющие численную плотность оксидных частиц 5000 на квадратный миллиметр или более (№№ с 2 по 5, 7, 8, с 10 по 14, с 16 по 19, с 21 по 23, 25, 27 и 29), предоставляли металлы сварных швов, имеющие чрезвычайно низкую подверженность водородному охрупчиванию.
В противоположность этому №№ с 30 по 54 являлись образцами, не удовлетворяющими одному или нескольким условиям, определенным в данном изобретении, и ухудшенными по меньшей мере в отношении одного качества из предела прочности на разрыв и устойчивости к водородному охрупчиванию.
№ 30 являлся образцом, который был подвергнут сварке при неподходящей подводимой теплоте, имел низкую суммарную объемную долю частиц остаточного аустенита и обладал высокой подверженностью водородному охрупчиванию (слабой устойчивостью к водородному охрупчиванию). № 31 являлся образцом металла сварного шва, имеющего чрезмерно высокое содержание Si, который имел чрезмерно высокий предел прочности на разрыв и обладал высокой подверженностью водородному охрупчиванию. № 32 имел низкую суммарную объемную долю частиц остаточного аустенита (вследствие недостаточного содержания Si в сварочном материале) и обладал высокой подверженностью водородному охрупчиванию.
№ 33 являлся образцом металла сварного шва, имеющего недостаточное содержание Ti, который имел низкую численную плотность частиц остаточного аустенита и высокую подверженность водородному охрупчиванию. № 34 являлся образцом металла сварного шва, имеющего чрезмерно высокое содержание Ti, который имел высокую подверженность водородному охрупчиванию вследствие чрезмерно высокого предела прочности на разрыв. № 35 являлся образцом металла сварного шва, имеющего недостаточное содержание Mn, который имел низкий предел прочности на разрыв и низкую суммарную объемную долю частиц остаточного аустенита (вследствие недостаточного содержания Al в сварочном материале) и обладал высокой подверженностью водородному охрупчиванию.
№ 36 являлся образцом металла сварного шва, имеющего недостаточное содержание Mn, который имел низкий предел прочности на разрыв и низкую суммарную объемную долю частиц остаточного аустенита (вследствие недостаточного содержания Zr в сварочном материале) и обладал высокой подверженностью водородному охрупчиванию. № 37 имел низкую суммарную объемную долю частиц остаточного аустенита (вследствие недостаточного содержания Mg в сварочном материале) и обладал высокой подверженностью водородному охрупчиванию.
№ 38 имел низкую суммарную объемную долю частиц остаточного аустенита (вследствие недостаточного содержания металлического Si в сварочном материале) и обладал высокой подверженностью водородному охрупчиванию. № 39 имел низкую суммарную объемную долю частиц остаточного аустенита (вследствие чрезмерно высокого содержания SiO2 в сварочном материале) и обладал высокой подверженностью водородному охрупчиванию.
№ 40 имел низкую суммарную объемную долю частиц остаточного аустенита (вследствие недостаточной величины А в сварочном материале) и обладал высокой подверженностью водородному охрупчиванию. № 41 являлся образцом металла сварного шва, имеющего недостаточное содержание углерода, который имел низкий предел прочности на разрыв, имел низкую численную плотность и низкую суммарную объемную долю частиц остаточного аустенита и обладал высокой подверженностью водородному охрупчиванию. № 42 являлся образцом металла сварного шва, имеющего чрезмерно высокое содержание углерода, который обладал высокой подверженностью водородному охрупчиванию вследствие чрезмерно высокого предела прочности на разрыв.
№ 43 являлся образцом металла сварного шва, имеющего недостаточное содержание Si (общее содержание Si) и имеющего чрезмерно высокое содержание Mn, который имел чрезмерно высокий предел прочности на разрыв, низкую численную плотность и низкую суммарную объемную долю частиц остаточного аустенита и обладал высокой подверженностью водородному охрупчиванию. № 44 являлся образцом металла сварного шва, имеющего чрезмерно высокое содержание Ni, который обладал высокой подверженностью водородному охрупчиванию вследствие чрезмерно высокого предела прочности на разрыв.
№ 45 являлся образцом металла сварного шва, имеющего чрезмерно высокое содержание ванадия, который обладал высокой подверженностью водородному охрупчиванию вследствие чрезмерно высокого предела прочности на разрыв. № 46 являлся образцом металла сварного шва, имеющего чрезмерно высокое содержание Nb, который обладал высокой подверженностью водородному охрупчиванию вследствие чрезмерно высокого предела прочности на разрыв. № 47 являлся образцом металла сварного шва, имеющего чрезмерно высокое содержание N, O и Zr, который обладал высокой подверженностью водородному охрупчиванию вследствие чрезмерно высокого предела прочности на разрыв.
№ 48 являлся образцом металла сварного шва, имеющего недостаточное содержание Mo, который имел низкий предел прочности на разрыв. № 49 являлся образцом металла сварного шва, имеющего чрезмерно высокое содержание Mo, который обладал высокой подверженностью водородному охрупчиванию вследствие чрезмерно высокого предела прочности на разрыв.
№ 50 являлся образцом металла сварного шва, имеющего недостаточное содержание кислорода и чрезмерно высокое содержание Al, который имел низкую численную плотность частиц остаточного аустенита и высокую подверженность водородному охрупчиванию. № 51 являлся образцом металла сварного шва, имеющего чрезмерно высокое содержание Ti, который обладал высокой подверженностью водородному охрупчиванию вследствие чрезмерно высокого предела прочности на разрыв.
№ 52 являлся образцом металла сварного шва, имеющего чрезмерно высокое содержание Cr, который обладал высокой подверженностью водородному охрупчиванию вследствие чрезмерно высокого предела прочности на разрыв. № 53 являлся образцом металла сварного шва, имеющего чрезмерно высокое содержание Cu, который обладал высокой подверженностью водородному охрупчиванию вследствие чрезмерно высокого предела прочности на разрыв. № 54 являлся образцом металла сварного шва, имеющего чрезмерно высокое содержание бора, который обладал высокой подверженностью водородному охрупчиванию вследствие чрезмерно высокого предела прочности на разрыв.
[ЭКСПЕРИМЕНТАЛЬНЫЙ ПРИМЕР 2]
Металлы сварных швов приготавливали посредством процедуры Экспериментального примера 1 при применении электродных проволок с флюсовым сердечником (сварочных материалов), имеющих диаметр проволоки 1,2 мм и степень заполнения флюсом 13,5% и имеющих химические составы, представленные в Таблице 7 ниже (среди них, №№ 2, 4, 15, 16, 21 и 24 являются такими же, что и в Таблице l), наряду с тем, что использовали условие A для подводимой теплоты. Свойства (предел прочности на разрыв и подверженность водородному охрупчиванию) металлов сварных швов оценивали. Элементы, обозначенные как «-» в Таблице 7, не были добавлены (не содержались).
Образцы в виде круглого стержня отбирали из конечного прохода в каждом из приготовленных металлов сварных швов в месте, проиллюстрированном на Фиг. 2, (соответствующем зоне первоначальной структуры металла) посредством процедуры Экспериментального примера 1 и подвергали термическому циклу, моделирующему цикл с промежуточным перегревом (Фиг. 3). Химические составы приготовленных металлов сварных швов, а также использованные сварочные материалы и условия для подводимой теплоты представлены в Таблице 8 ниже. Величины содержания элементов, обозначенные с помощью символа «<» в Таблице 8, представляют собой уровни содержания примесей (или ниже уровней содержания примесей).
Приготовленные металлы сварных швов испытывали на подверженность водородному охрупчиванию, предел прочности на разрыв, численную плотность и объемную долю остаточного аустенита, а также численную плотность оксидных частиц посредством измерений в соответствии с процедурой Экспериментального примера 1 и испытывали на ударную вязкость при низких температурах посредством измерения методом, представленным ниже.
[Измерение ударной вязкости при низких температурах]
Образец для испытания на ударную вязкость по Шарпи (образец № 4 для испытаний по JIS Z 3111 с V-образной канавкой) отбирали перпендикулярно к направлению линии сварки от центральной части в направлении толщины каждого металла сварного шва, приготовленного для измерения предела прочности на разрыв, и измеряли поглощение энергии удара -40°C vE-40 образца посредством процедуры, предписанной в JIS Z 2242. Образец, имеющий среднюю величину для трех измерений более чем 85 Дж, оценивали как обладающий удовлетворительной ударной вязкостью при низких температурах.
Результаты этих измерений (подверженность водородному охрупчиванию, предел прочности на разрыв, численная плотность и объемная доля остаточного аустенита, численная плотность оксидных частиц, а также ударная вязкость при низких температурах) представлены в Таблице 9 ниже.
Результаты представлены ниже, где номера (№№) относятся к номерам испытаний, указанным в Таблицах 8 и 9. № 55 имел содержание Ni вне предпочтительного интервала (от 1,0% до 2,0%); № 56 имел содержание Ni вне предпочтительного интервала и имел величину α менее чем 3,2; № 57 имел величины содержания как Si, так и Ni вне предпочтительных интервалов; и № 60 имел содержание Si вне предпочтительного интервала (от 0,10% до 0,5%). Каждый из этих образцов имел недостаточную ударную вязкость при низких температурах. №№ 58 и 59 имели величину α, как определено Выражением (1), менее чем 3,2 и обладали недостаточной ударной вязкостью при низких температурах.
В противоположность этому №№ с 61 по 69 имели химические составы и численную плотность и суммарную объемную долю частиц остаточного аустенита как отрегулированную подходящим образом и посредством этого имели высокие величины прочности и проявляли превосходную устойчивость к водородному охрупчиванию. Кроме того, они имели величины содержания Si и Ni в пределах предпочтительных интервалов и имели величину α, как определено Выражением (1), 3,2 или более, и проявляли удовлетворительную ударную вязкость при низких температурах.
Наряду с тем, что данное изобретение описано подробно в отношении предпочтительных вариантов его осуществления с определенной степенью обстоятельности, специалистам в данной области техники будет понятно, что возможны различные изменения и модификации без отклонения от сущности и объема данного изобретения.
Данная заявка основана на заявке на патент Японии № 2011-021153, зарегистрированной 2 февраля 2011 г., и заявке на патент Японии № 2011-184117, зарегистрированной 25 августа 2011 г., все содержание которых включено в данный документ посредством ссылки.
Промышленная применимость
Металлы сварных швов в соответствии с вариантами осуществления данного изобретения применимы в различных сварных конструкциях и применимы для сооружений континентального шельфа.


Изобретение относится к области металлургии, в частности к металлу сварного шва, сформированному дуговой сваркой в защитном газе с применением электродной проволоки с флюсовым сердечником. Металл сварного шва содержит в мас. %: С от 0,02 до 0,12; Si от 0,10 до 2,0; Mn от 0,90 до 2,5; Ni от 0,20 до 3,5; Mo от 0,05 до 1,5; Ti от 0,040 до 0,150; N более чем 0 и менее чем или равно 0,015; и О от 0,030 до 0,10, Fe и неизбежные примеси - остальное. Частицы остаточного аустенита присутствуют при численной плотности 2500 на квадратный миллиметр или более и при суммарной объемной доле 4,0% или более в расчете на общий объем всех структурных составляющих металла сварного шва. Металл сварного шва обладает высокой устойчивостью к водородному охрупчиванию и устойчив к растрескиванию при низких температурах. 5 з.п. ф-лы, 5 ил., 9 табл., 2 пр.
1. Металл сварного шва, обладающий высокой устойчивостью к водородному охрупчиванию и сформированный дуговой сваркой в защитном газе с применением электродной проволоки с флюсовым сердечником,
причем металл сварного шва содержит в мас. %: С от 0,02 до 0,12; Si от 0,10 до 2,0; Mn от 0,90 до 2,5; Ni от 0,20 до 3,5; Mo от 0,05 до 1,5; Ti от 0,040 до 0,150; N более чем 0 и менее чем или равно 0,015; и О от 0,030 до 0,10,
железо и неизбежные примеси - остальное, и при этом присутствуют частицы остаточного аустенита при численной плотности 2500 на квадратный миллиметр или более и при суммарной объемной доле 4,0% или более в расчете на общий объем всех структурных составляющих металла сварного шва.
2. Металл сварного шва по п.1, в котором металл сварного шва имеет содержание Si от 0,10 до 0,5 и содержание Ni от 1,0 до 2,0, причем имеет величину α, равную 3,2 или более, определяемую по выражению (1):
величина α =[Mn]+[Ni]+(2×[Mo])+(16×[Ti])-(12×[O]) (1),
где [Mn], [Ni], [Mo], [Ti] и [O] представляют собой величины содержания в массовых процентах Mn, Ni, Mo, Ti и O соответственно.
3. Металл сварного шва по п.1, в котором оксидные частицы, каждая из которых содержит 20 процентов по массе или более Ti и имеет эквивалентный диаметр окружности от 0,15 до 1,0 мкм, присутствуют при плотности 5000 на квадратный миллиметр или более.
4. Металл сварного шва по любому из пп.1-3, который дополнительно содержит в мас.% по меньшей мере один элемент, выбранный из группы, состоящей из: Cr при содержании более чем 0 и менее чем или равном 2,0, V при содержании более чем 0 и менее чем или равном 0,60, Nb при содержании более чем 0 и менее чем или равном 0,15 и Cu при содержании более чем 0 и менее чем или равном 1,0.
5. Металл сварного шва по любому из пп.1-3, который дополнительно содержит в мас.% по меньшей мере один элемент, выбранный из группы, состоящей из: Al при содержании более чем 0 и менее чем или равном 0,020 и Zr при содержании более чем 0 и менее чем или равном 0,10.
6. Металл сварного шва по любому из пп. 1-3, который дополнительно содержит В при содержании более чем 0 и менее чем или равном 0,0050 мас.%
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| МЕТАЛЛ СВАРНОГО ШВА ДЛЯ СОЕДИНЕНИЯ ВЫСОКОПРОЧНЫХ НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ | 2001 |
|
RU2275281C2 |
| СТАЛЬ ДЛЯ СВАРОЧНОЙ ПРОВОЛОКИ | 1994 |
|
RU2063468C1 |
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |

