Областью техники, к которой относится это изобретение, является материал для вентильного металла, аноды и конденсаторы, выполненные из него, и способы его получения.
Танталовые конденсаторы типа твердого электролита являются большим вкладом в миниатюризацию электронной схемы. Они также имеют преимущество, состоящее в том, что их можно эксплуатировать в широком интервале температур, они обладают большим сроком годности при хранении, длительным сроком службы и пригодны для работы в экстремальных условиях окружающей среды.
Обычно такие конденсаторы производят путем прессования танталового порошка в таблетку и спекания таблетки для образования пористого тела. Затем пористое тело анодируют в подходящем электролите для образования непрерывной диэлектрической оксидной пленки на спеченном теле.
Поры заполняют электролитом и для образования конденсаторы прикрепляют выводной провод. Пористые электроды также получают путем запрессовывания танталовых нитей в продольно просверленные отверстия в медной заготовке.
Из патентов США NN 3740834, 3742369 и 3827865 известны емкостные аноды, содержащие волокно из вентильного металла, изготовленное с помощью удлиняющегося волоконного пучка.
Из патента США N 5034857 известен материал для вентильного металла, адаптированный для использования в качестве электрода, причем материал содержит электрически соединенные пластины из вентильного металла, имеющие регулируемую толщину и отделенные друг от друга расположенными с интервалами промежутками предварительно определенных и регулируемых размеров и способ изготовления материала для вентильного металла, адаптированного для использования в качестве электрода, включающий заполнение оболочки заготовки вентильным металлом и пластичным вспомогательным металлом отдельно в предварительно подготовленной форме и уменьшение заготовки до предварительно заданного размера.
Так как в электронной промышленности в связи с миниатюризацией электронных приборов возрастают требования ко всем более малым анодам, это вызывает новые споры по поводу производства танталовых анодов. С уменьшением размеров анодов недостаток высокочастотных характеристик анода становится все большей и большей проблемой.
Кроме того, чем меньше анод, тем большие трудности приходится преодолевать при автоматизированном изготовлении анодов, например, при прикреплении выводного провода. Для прикрепления такого провода необходимы определенные манипуляции, и при обращении с миниатюризованными анодами из-за стоимости способа, подходящего для эффективного прикрепления провода, возникают трудности.
В основе изобретения лежит задача создать усовершенствованный материал для вентильного металла и способ его изготовления, которые преодолевают такие трудности.
Поставленная задача решается тем, что в материале для вентильного металла, адаптированном для использования в качестве электрода и содержащем электрически соединенные пластины из вентильного металла, имеющие регулируемую толщину и отделенные друг от друга расположенными с интервалами промежутками предварительно определенных и регулируемых размеров, согласно изобретению, пластины пересекаются и параллельны друг другу в продольном направлении для придания материалу структурной устойчивости и неизвилистой пористости в продольном направлении.
В материале, согласно изобретению, наибольший размер в поперечнике материала может составлять менее 1,27 мм.
В материале, согласно изобретению, наибольший размер в поперечнике материала может составлять менее 0,38 мм.
В материале, согласно изобретению, вентильный металл может быть заключен в оболочку из пластичного вспомогательного металла, заполняющего промежутки.
Материал, согласно изобретению, может быть намотан на катушку.
В материале, согласно изобретению, вентильным металлом может быть тантал, а пластичным вспомогательным металлом может быть медь.
Материал, согласно изобретению, дополнительно может содержать слой оксида вентильного металла толщиной от 0,0004 до 0,85 мкм на открытых поверхностях вентильного металла.
В материале, согласно изобретению, промежутки могут быть пропитаны электролитом.
Поставленная задача решается также тем, что в способе изготовления материала для вентильного металла, адаптированного для использования в качестве электрода, включающем заполнение оболочки заготовки вентильным металлом и пластичным вспомогательным металлом отдельно в предварительно подготовленной форме и уменьшение заготовки до предварительно заданного размера, согласно изобретению, вентильный металл размещают в заготовке для получения электрически соединенных пластин уменьшенного размера, разделенных промежутками, вызванными наличием и размещением пластичного вспомогательного металла, и заготовку отжигают, по меньшей мере, один раз каждый раз, когда размер заготовки в поперечном сечении уменьшается до 75%.
В способе, согласно изобретению, по меньшей мере, один из металлов, вентильный или пластичный вспомогательный, могут помещать в оболочку заготовки в виде стержней, листов, штамповок порошка или их сочетания.
В способе, согласно изобретению, материал могут разрезать в заданных точках по длине.
В способе, согласно изобретению, могут удалять пластичный вспомогательный материал после уменьшения заготовки.
В способе, согласно изобретению, вентильным металлом может быть тантал, а пластичным вспомогательным металлом может быть медь.
В способе, согласно изобретению, могут формировать слой оксида вентильного металла на открытых поверхностях вентильного металла.
В способе, согласно изобретению, могут пропитывать промежутки электролитом.
Конденсаторы могут быть изготовлены из вышеприведенных изделий и могут быть чрезвычайно маленького размера, которые имеют усовершенствованную высокочастотную характеристику и которые могут быть сконструированы таким образом, чтобы иметь высокую удельную емкость, низкое эквивалентное последовательно включенное сопротивление и определенную структурную форму и механическую устойчивость, которые приводят к контролируемой эквивалентной последовательно включенной индуктивности.
Фиг. 1 показывает типичное наслоение шестиугольных стержней вентильного металла и вспомогательного пластичного металла перед уменьшением заготовки.
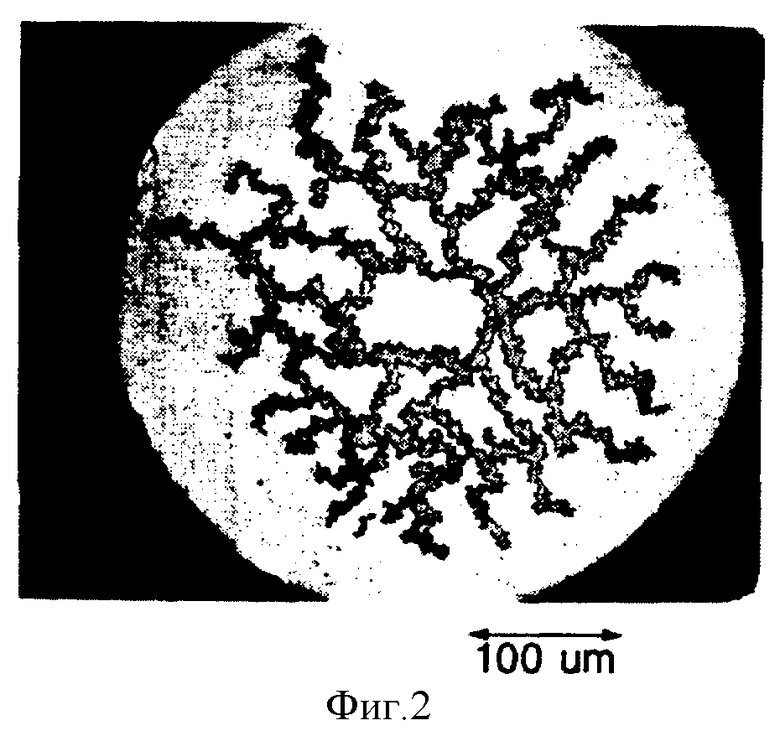
Фиг. 2 показывает поперечное сечение типичного анода для конденсатора в соответствии с настоящим изобретением со все еще присутствующим вспомогательным пластичным металлом.
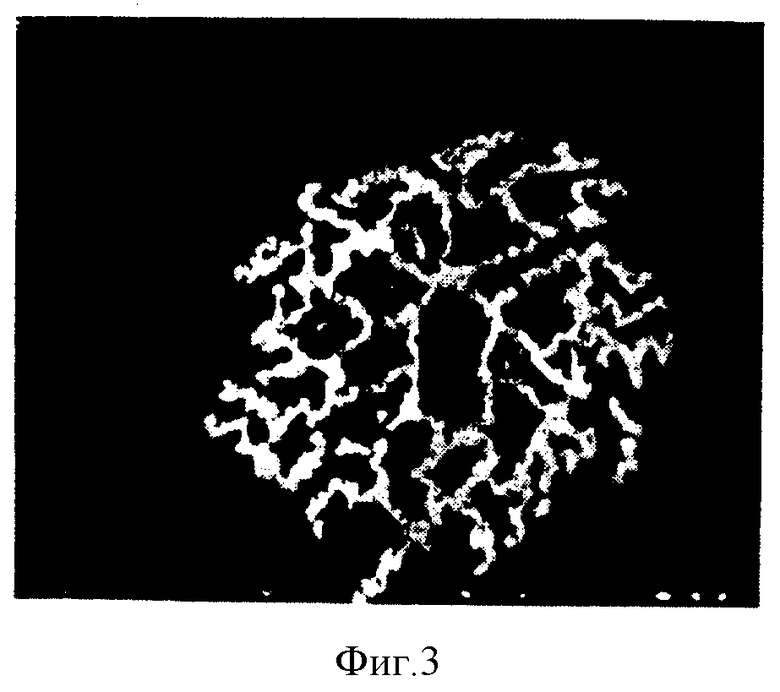
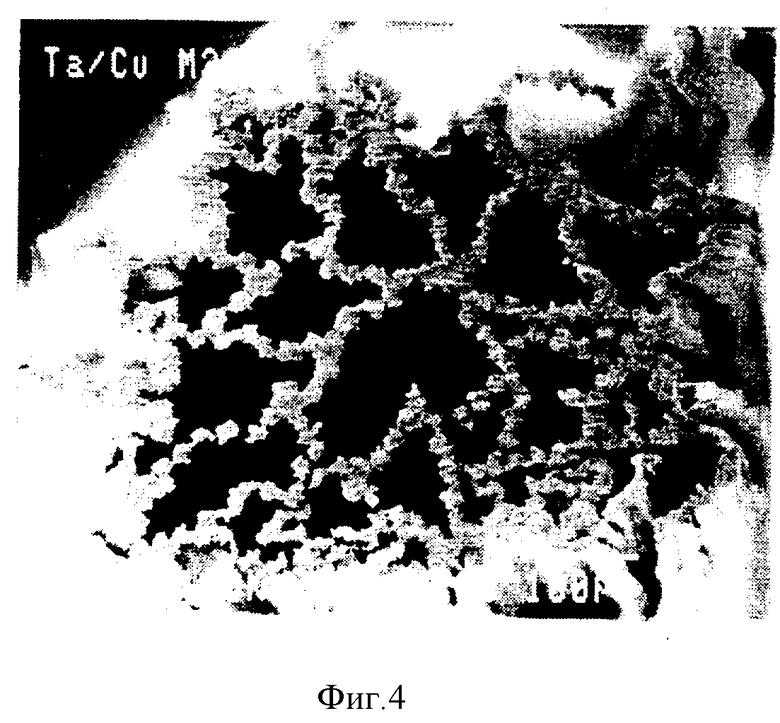
Фиг. 3 и 4 показывают типичное поперечное сечение анода для конденсатора в соответствии с настоящим изобретением при удаленном пластичном металле.
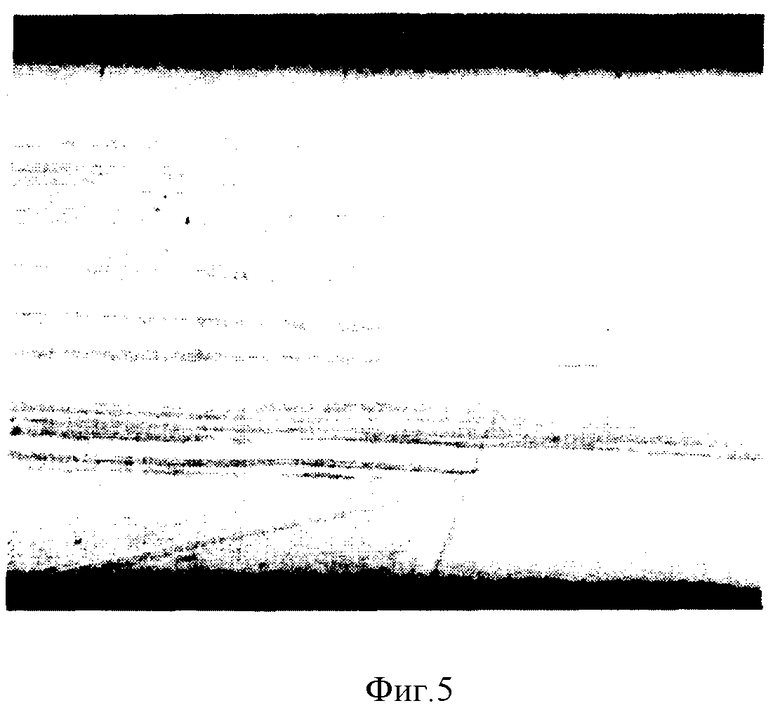
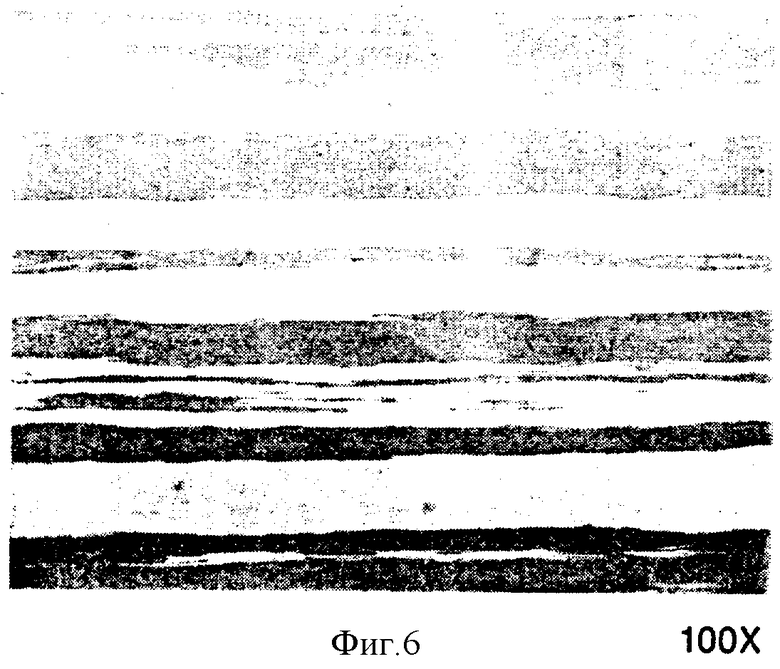
Фиг. 5 и 6 представляют продольное сечение анодов в соответствии с настоящим изобретением, демонстрирующее неизвилистую пористость.
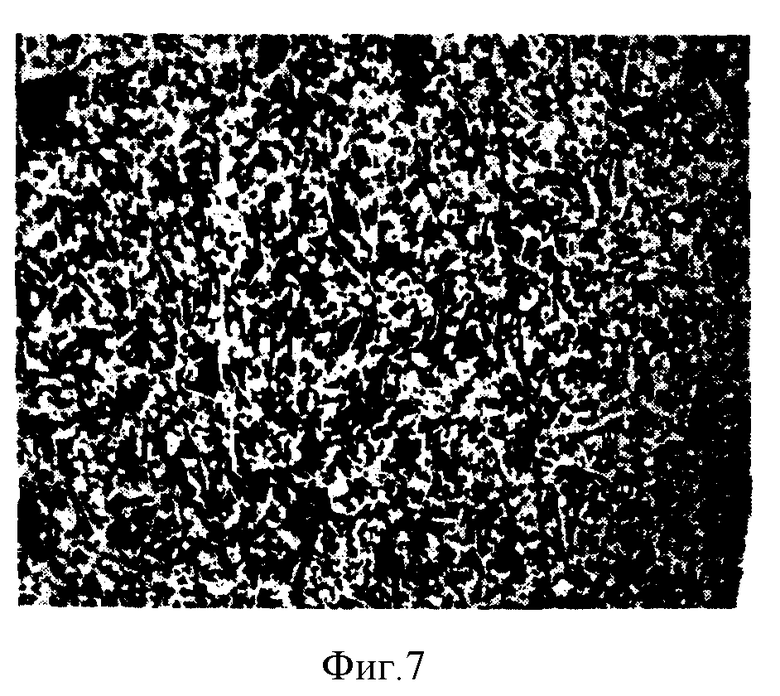
Фиг. 7 представляет продольное сечение анодного материала, полученного общепринятыми способами, который демонстрирует извилистую пористость.
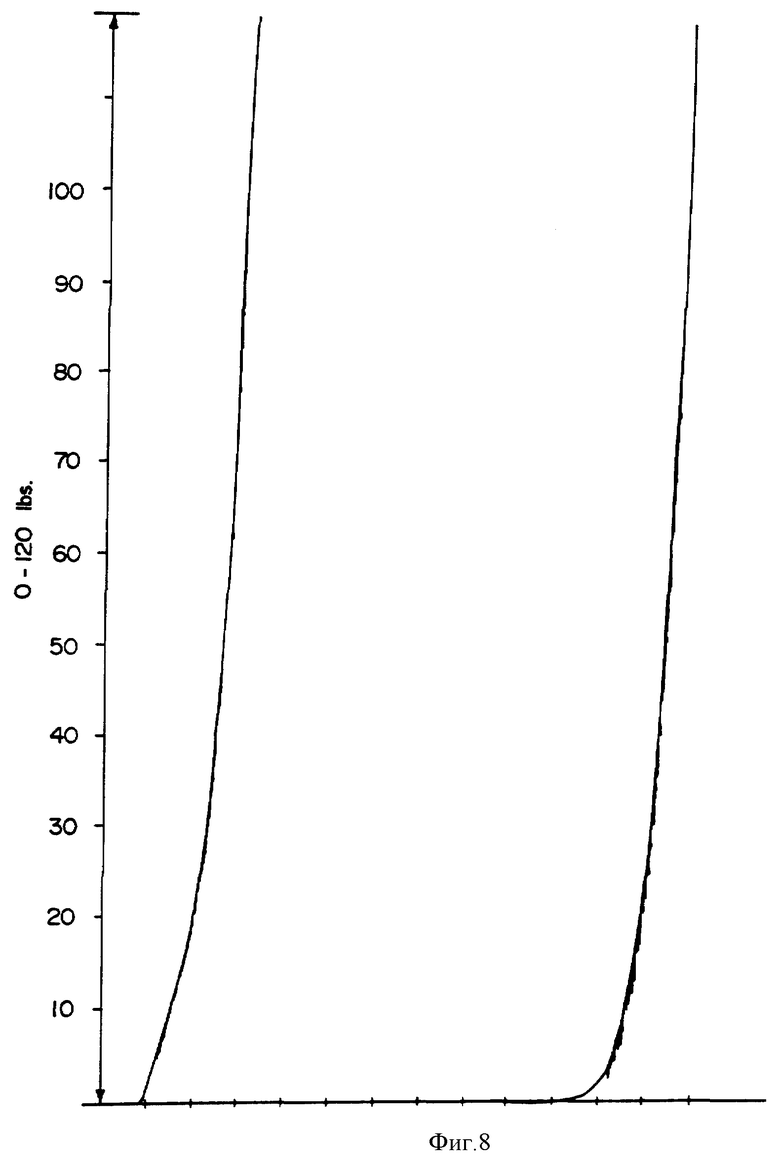
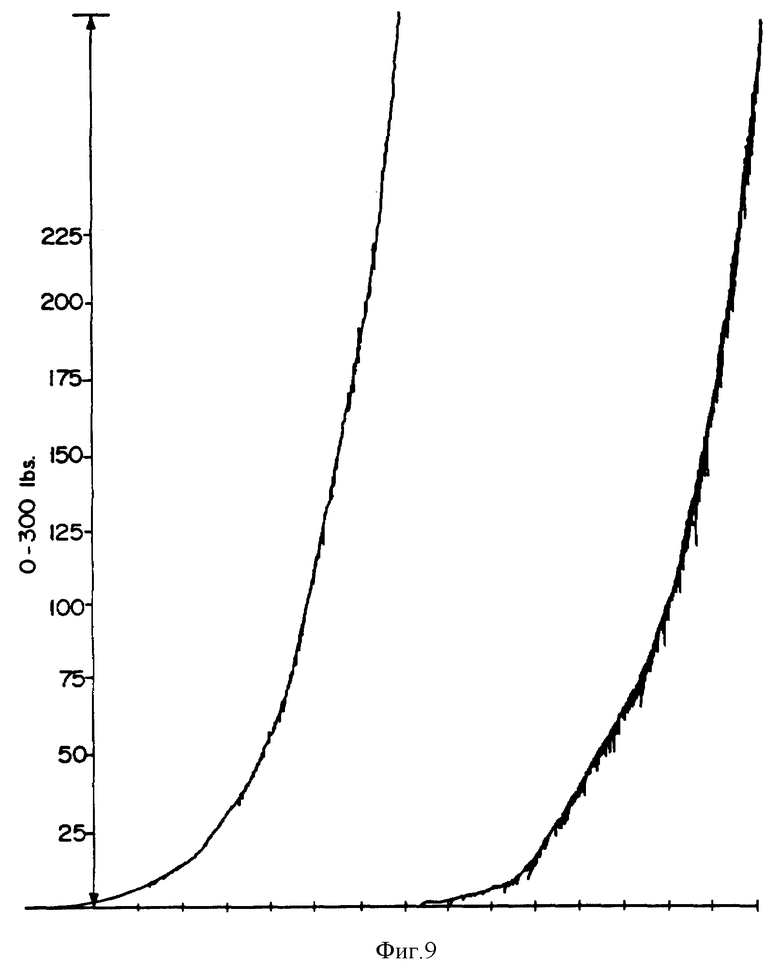
Фиг. 8 и 9 являются кривыми, показывающими деформацию анодного материала в соответствии с изобретением под нагрузкой.
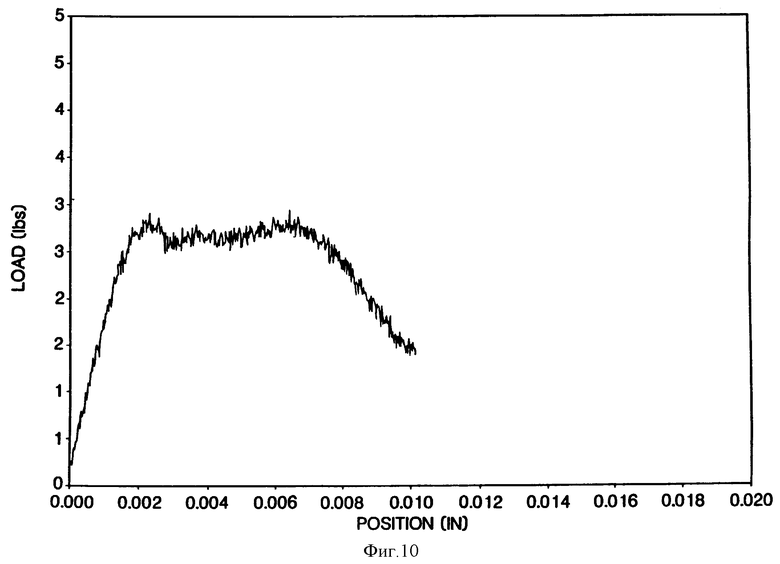
Фиг. 10 является кривой, показывающей деформацию обычного анода, полученного из танталового порошка, под нагрузкой.
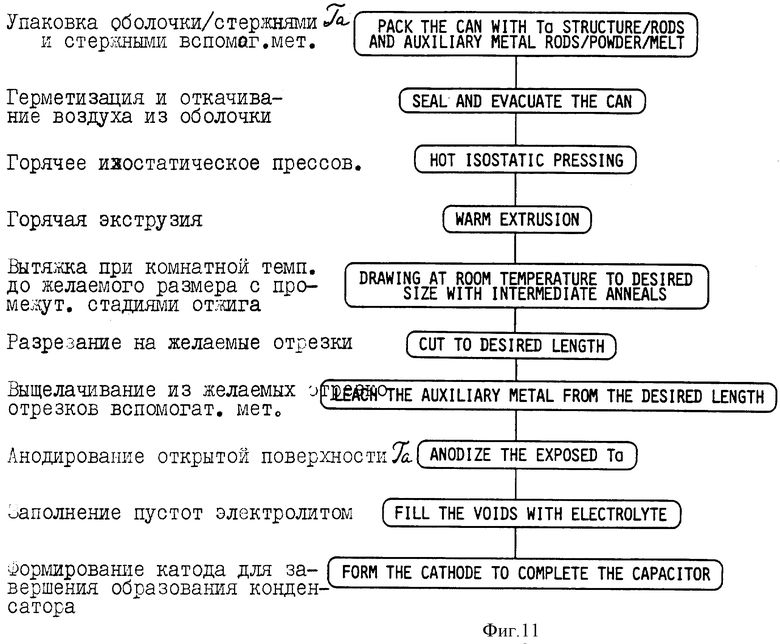
Фиг. 11 представляет схему, описывающую способ в соответствии с настоящим изобретением.
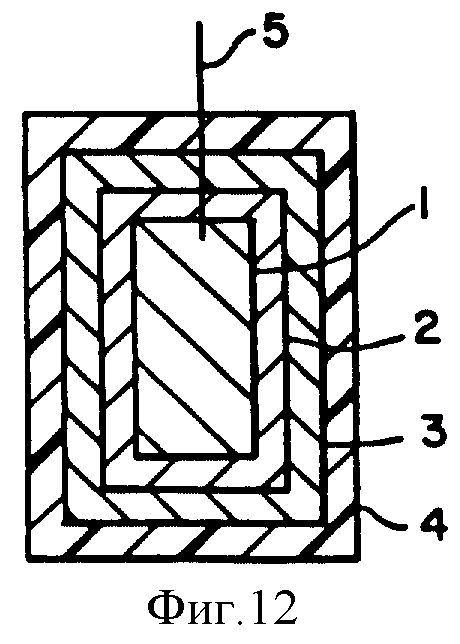
Фиг. 12 является примером реального конденсатора в соответствии с настоящим изобретением.
Главной особенностью анодов в соответствии с настоящим изобретением является благоприятная возможность для миниатюризации.
Аноды в соответствии с настоящим изобретением могут быть выполнены такими маленькими, что они будут весить 10 микрограммов. В диапазоне этого веса они обычно имеют толщину менее 1,27 мм (0,05 дюйма) и предпочтительно толщину менее 0,38 мм (0,015 дюйма).
Как описывалось выше, поскольку у анодов для конденсаторов, полученных из таблетированного танталового порошка, каналы для пропитки электролита в пористую таблетку образованы путем связывания маленьких частиц, поэтому пути в аноде, образованном таким образом, могут быть очень извилистыми.
Фиг. 7 является видимым микроснимком продольного сечения анодного тела диаметром 2,54 мм (0,100 дюйма), полученного обычной методикой прессования порошков, увеличенным в 200 раз, на котором темные участки представляют извилистую пористость. Это является недостатком для высокочастотной характеристики полученного конденсатора, а также оказывает неблагоприятное влияние на удельную емкость.
Материал в соответствии с настоящим изобретением из-за плотно расположенной конфигурации получается по существу с неизвилистой пористостью.
Как указывалось выше, промежутки между пластинами предстают в виде длинных прямых каналов, проходящих продольно через длину структуры; таким образом, полученные структуры из-за соединения этих по существу прямых, межпластинчатых промежутков имеют неизвилистую пористость.
Фиг. 5 является видимым микроснимком продольного сечения анодного тела диаметром 0,38 мм (0,15 дюйма), увеличенного в 200 раз, и фиг. 6 является видимым микроснимком продольного сечения анодного тела диаметром 1,68 мм (0,66 дюйма), увеличенным в 100 раз, где более светлые участки представляют неизвилистую пористость.
Это позволяет более легко ввести электролит и предоставляет возможность максимальной миниатюризации. Это дает также дополнительную выгоду благодаря отпадению необходимости в стадии прикрепления вывода.
Общий размер диаметра анода обычно составляет от 200 микрон до 1000 микрон (анодные структуры, созданные в соответствии с настоящим изобретением, в действительности могут быть созданы с размером диаметра менее 300 микрон, например, от 100 до 300 микрон и даже такие маленькие структуры, которые имеют размер диаметра менее 50 микрон).
Отдельные "части" (внутренние элементы анода) обычно имеют толщину 15 микрон, но могут быть и меньше, например 5 микрон и меньше. Несмотря на то, что размер сильно зависит от конструкции, промежутки обычно составляют от 40 до 60% от объема изделия, и более типично около 50% от объема изделия.
Как упоминалось выше, для миниатюризованного анодного материала прикрепление провода является очень трудной задачей, требующей больших трудозатрат. Благодаря способу, посредством которого получают анодный материал, описанный здесь, эта стадия может быть (не обязательно) полностью устранена, например, при использовании в качестве выводного провода части электродного тела.
Другое преимущество настоящего изобретения состоит в том, что многие отдельные электродные структуры могут быть объединены в одну и ту же заготовку. Например, применяя процесс, описанный здесь, для получения анодного материала, первоначально имеющего диаметр 6,35 мм (0,25 дюйма), который затем разрезают на части и отрезки объединяют в другую заготовку, можно обработать за один раз 300 анодов.
После прессования и уменьшения до конечного размера, разрез поперечного сечения вследствие уменьшения таким образом тела будет давать много (например, сотни) отдельных электродных структур, предоставляя таким образом очень быстрый и эффективный способ производства конденсатора.
Согласно настоящему изобретению существует четыре основных изделия, представляющих интерес.
Одним из первых является изделие на основе вентильного металла, имеющее электрически непрерывные тонкие пластины вентильного металла, содержащее вспомогательный металл по всему пространству между и окружая структуры вентильного металла.
В этой форме компонент вентильного металла изделия является чрезвычайно структурноустойчивым и защищен присутствием окружающего вспомогательного металла. Степень защиты от механических повреждений является важной для транспортировки и обращения с материалом перед превращением его в конечные конденсаторы.
Фиг. 2 является видимым микроснимком расположенного в поперечном направлении поперечного сечения анодного тела диаметром 0,38 мм (0,015 дюйма) в соответствии с настоящим изобретением, увеличенным в 200 раз, где более темный центральный участок представляет тантал, а более светлый участок кругового поперечного сечения представляет медь.
В качестве примера структурной устойчивости этого типа изделия в этой форме может быть представлен анодный материал, намотанный на катушку, очень похожий на обычную пластичную проволоку, который в значительной степени увеличивает возможности производства конденсатора.
Примеры структурной устойчивости изделий настоящего изобретения в этой форме показаны на фиг. 8, 9 и 10.
Они представляют результаты испытаний на сжатие, проведенных в соответствии со стандартом E9 ASTM (Американского стандартного метода испытаний).
Испытывали аноды, полученные в соответствии с настоящим изобретением, имеющие диаметр 0,38 дюйма (0,015 дюйма) и диаметр 1,68 мм (0,66 дюйма). В плоском рабочем положении они деформировались постепенно, что указывало на металлически связанное тело. (На фиг. 8 и 9 приложенная нагрузка показана на вертикальной оси, а величина сжатия показана на горизонтальной оси, где каждый сантиметр горизонтальной оси представляет 0,063 мм (0,0025 дюйма) сжатия).
Обычный анод диаметром 2,54 мм (0,100 дюйма), полученный из танталового порошка, также подвергли испытаниям, что показано на фиг. 10. Как и на фиг. 8 и 9, нагрузка показана на вертикальной оси, а величина сжатия - на горизонтальной оси. Он иллюстрирует вид кривой, которая будет представлять изделие без металлического связывания.
Вторым вариантом изделия, представляющего интерес, является матрица вентильного металла с удаленным вспомогательным металлом. Она является в особенности пригодной формой для дальнейшей стадии обработки конденсатора.
Фиг. 3 является видимым микроснимком поперечного сечения анодного тела диаметром 0,38 мм (0,015 дюйма) в соответствии с настоящим изобретением, увеличенным в 200 раз, и фиг. 4 является сканированным электронным микроснимком изломанного и протравленного анодного тела диаметром 1,68 мм (0,66 дюйма), из которого удалена медь, увеличенным в 100 раз, показывающим металлическую связь между танталовыми стержнями.
При рассмотрении с торца, как описывалось выше, форма пластин вентильного металла может иметь любую конфигурацию. Но определенные конкретные конфигурации могут обеспечить особые преимущества.
Например, необходимость максимизации упаковки пластин в маленький объем будет благоприятствовать формам, в которых пластины по существу параллельны друг другу, если смотреть с торца. Легкость, с которой форма пластин вентильного металла может быть модифицирована для достижения различных целей, является особым преимуществом этого способа.
Важно, что эта структура в сущности не имеет сопротивления электрическому потоку (падения напряжения нет) между отдельными элементами, т.е. параллельными пластинами и взаимосвязанными частями ребер. Эти отрезки обычно связывают во время процесса уменьшения размера, но их можно также сварить физически общепринятым путем.
Другой формой изделия, представляющего интерес, является матрица вентильного металла с удаленным вспомогательным металлом, которую к тому же анодируют. Анодирование является стандартной процедурой, при которой материал помещают в фосфорную кислоту или другой электролит и через изделие для образования оксидной пленки на поверхности вентильного металла пропускают ток.
В этом способе расходуют определенное количество вентильного металла.
Дополнительным вариантом настоящего изобретения является законченный конденсатор. Он включает матрицу вентильного металла, которую анодируют и затем насыщают стандартным электролитом, например, диоксидом марганца или серной кислотой. Электролит заполняет межпластинчатые поры, которые проходят по всей длине электродного тела из вентильного металла, т.е. электролит заполняет неизвилистую пористость, на которую указывалось выше.
Обработанное таким образом тело из вентильного материала (диэлектрического оксида) электролита 1 (фиг. 12) затем покрывают общепринятым способом и при определенных пропорциях последовательными слоями проводника 2; например, углеродом, проводящим металлом 3 таким, как серебро, тантал или ниобий или их сплавы, и пластмассовой оболочкой 4, например, полиэтиленом, полипропиленом или акриловым полимером.
Несмотря на то, что образцы тантала, показанные на чертежах, являются в особенности пригодными образцами, в зависимости от конечного использования может быть смоделирован любой образец. В действительности одним из преимуществ изобретения является то, что в зависимости от конечного использования материала образец может быть приспособлен на максимальную эффективность или на максимальные эксплуатационные качества при этом использовании, как с точки зрения образца тантала, так и с точки зрения его составных частей.
Другим преимуществом настоящего изобретения является то, что номинальное микрофарадное значение для конденсаторов в соответствии с этим изобретением можно сделать таким низким, что характеристики изделия могут приблизиться к области керамических материалов.
Тем не менее, изделия настоящего изобретения имеют значительное преимущество над керамическими материалами, поскольку они гораздо меньше физически воспроизводимы в изделиях и не обладают температурной чувствительностью электрических свойств, что ограничивает использование керамических конденсаторов в определенных применениях.
При использовании танталовых конденсаторов, основанных на порошковой технологии, при повышенных частотах электрическая чувствительность уменьшается. Это вызвано отчасти извилистой пористостью изделий. Она приводит к "поверхностному эффекту", посредством которого только внешние слои таблетки анода конденсатора являются действительно пригодными для создания емкости внешней цепи.
Эта невозможность использования внутренних поверхностей анода конденсатора при высокочастотных сигналах может быть частично смягчена путем уменьшения извилистости пористой структуры во внутренней области конденсатора.
В действительности это является одним из больших преимуществ неизвилистых пор. Возмещение некоторых из высокочастотных потерь, вызванных извилистостью, является большим преимуществом в данной области, потому что будет использоваться установка электроники в изделия с такими анодами, что является постоянным движением в направлении процессов с повышенными частотами.
При использовании керамики не возникает проблем пористости, потому что керамические изделия плоские. Тем не менее, они не могут быть получены очень маленькими и имеют присущую им зависимость от температуры их номинальной емкости.
Изделия из вентильного металла в соответствии с настоящим изобретением имеют преимущество, состоящее не только в по существу неизвилистых путях, а также в миниатюризации, к которой не способны керамические материалы. К тому же термостойкость электрических свойств изделий из вентильного металла в соответствии с настоящим изобретением также лучше, чем керамического материала.
Хотя изобретение описано с точки зрения используемости анода, вообще способ может быть использован для миниатюризации механических частей, а также, например, большинства простых механизмов (рычагов, регуляторов хода, колес, зубчатых передач и т.д.) и специализированных медицинских имплантатов, где выгодными являются структуры поперечного сечения, электрическая емкость или продольная пористость.
Другим преимуществом настоящего изобретения, как следует из чертежей, является то, что пластины можно расположить таким образом, чтобы они были по существу параллельны и имели в промежутке структурные мостики. Это может обеспечить механическую прочность при более легком обращении с миниатюризованным анодным материалом, неизвестным в этой области.
В то время, как изобретение описано с точки зрения тантала, применимы и другие материалы в настоящем изобретении, такие, как ниобий, тантал и их сплавы. Совокупно эти металлы известны как вентильные металлы.
В то время, как в соответствии с настоящим изобретением структура показана в виде симметричной структуры (например, с поперечным круговым сечением), это не является необходимостью. В зависимости от особенностей использования могут быть сконструированы и выполнены асимметричные структуры.
Аноды в соответствии с настоящим изобретением имеют усовершенствованное ESR-эквивалентное последовательно включенное сопротивление. Оно является суммарным сопротивлением в конденсаторе. Отсутствие извилистости приведет к более низкому ESR, тогда как присутствие извилистости будет приводить к увеличению длины пути тока и, следовательно, к возрастанию сопротивления.
Подобно, изделия можно сконструировать таким образом, чтобы они имели усовершенствованную ESL-эквивалентную последовательно включенную индуктивность.
С другой стороны, как уменьшенная извилистость, так и возможность контролировать образец танталовых пластин, приводит к получению преимуществ, состоящих в уменьшении индукционных потерь.
Общие усовершенствования по их определению оказывают влияния на высокочастотные характеристики частей, которые предполагают распространение частоты, на которую рассчитан конденсатор, из материала исполнения конденсатора согласно изобретению.
Другое большое преимущество материала в соответствии с настоящим изобретением состоит в обращении с материалом и его обработке.
Для обеспечения необходимого размера детали необходимо выщелочить по всей длине анода почти весь вспомогательный металл. Тантал и оставшуюся матрицу вспомогательного металла можно использовать в качестве выводного провода для подачи тока для анодирования части тантала при отсутствии необходимости добавления дополнительного выводного провода. Это приводит к значительным сбережениям при обработке анодов, даже если не принимать во внимание трудности, связанные с миниатюризацией.
Несмотря на то, что длина выводного провода в значительной степени зависит от использования/применения, обычно длина выводного провода бывает почти в 2 раза больше размера диаметра анода. При начальном обращении предпочтительно иметь длину выводного провода в 4 раза больше длины анода. К аноду можно также прикрепить обычным способом, например, сваркой, выводные провода из никеля, вентильного металла или другие обычные провода.
Изделия настоящего изобретения обладают также свойством, состоящим в пониженном расходе тантала на анод. Поверхностные эффекты, описанные выше, приводят к напрасным расходам тантала, особенно при высоких частотах. Внутренняя часть обычных таблеток не имеет каких-либо преимуществ. Это заставило производителей изготавливать таблетки, предназначенные для высокочастотного применения большого размера для получения преимуществ от увеличенной площади внешней поверхности.
В способе согласно настоящему изобретению могут быть выполнены аноды, у которых из-за незначительной извилистости проходящих по внутренней поверхности пор можно эффективно использовать всю поверхность тантала, как внутреннюю, так и внешнюю.
Что касается заготовок, то материал, который используют для заключения тантала и вспомогательного металла (оболочка), следует выполнять из материала, который можно легко удалить, но им также может быть материал, который во время экструзии не диффундирует в тантал.
Назначение заготовки состоит в сохранении на месте стержней, брусков и т.д. и в предохранении тантала от окисления. В то время, как изобретение описано с точки зрения стержней тантала (или другого вентильного металла) и вспомогательного металла, могут быть также использованы другие формы материала.
Например, может быть выполнена предварительно изготовленная структура сваренных танталовых стержней или пластин (или кованая структура), которую помещают в оболочку. Затем промежутки можно заполнить вспомогательным металлом в виде пластины, порошка или в жидком виде.
Вспомогательный металл должен быть пластичным и по существу инертным по отношению к танталу. Предпочтительным металлом является медь. Вокруг тантала и меди размещают оболочку, выкачивают воздух и сваривают для образования воздухонепроницаемого уплотнения. Затем ее подвергают горячему изостатическому прессованию (HIP) до образования единого образца.
Оболочка обычно имеет толщину 0,63 мм (0,025 дюйма), а пресс для горячего изостатического прессования (HIP) обычно имеет цилиндрическую форму. В случае медной оболочки важно использовать медь, не содержащую кислород. Кислород имеет большее сродство к танталу, чем к меди. Заготовку, подвергнутую горячему изостатическому прессованию, прессуют обычным путем.
Крайне необходимой операцией способа согласно изобретению (фиг. 11) является отжиг. Необходимо сохранять форму структуры такой, как она задумана первоначально перед уменьшением. Всякий раз во время уменьшения заготовки, вследствие прессования или вытяжки, диаметр уменьшается на 75% или менее, и спрессованный материал, по крайней мере, один раз следует подвергнуть отжигу.
Пример 1. Перед запрессовкой в медную оболочку медные и танталовые стержни диаметром 2,54 мм (0,1 дюйма) очищают. Для улучшения пригонки использовали шестиугольные стержни. Пример монтажа в оболочке тантала (черные шестиугольники) и меди (белые шестиугольники) показан на фиг. 1.
На оболочку помещают медные крышки, приваривают к верху и основанию и откачивают воздух. Для удаления зазоров ее подвергают горячему изостатическому прессованию, осуществляемому обычным образом. В идеале все зазоры заполняют в первом случае стержнями, но из-за незначительной разницы в форме, кривизны и т.д. это не всегда возможно.
Заготовку, подвергнутую горячему изостатическому прессованию, проталкивают через обычные экструдеры обычным образом при 700o по шкале Цельсия. Оболочку, имеющую диаметр 101,6 мм (4 дюйма) (внутренний диаметр), прессуют до диаметра 44,45 мм (1,75 дюйма) и в конечном счете подвергают вытяжке до диаметра 0,38 мм (0,015 дюйма), обе операции выполняют обычным путем. Необходимо, чтобы образец во время вытяжки сохранял неизвилистую пористость.
Обработка делает металлы более твердыми и более хрупкими, поэтому образец будет разрушаться, если его диаметр уменьшить от 101,6 мм (4 дюйма) до 0,38 мм (0,015 дюйма) без промежуточной термообработки.
Так как металлы вытягиваются с различной скоростью, было обнаружено, что при каждом уменьшении площади поперечного сечения на 75% (или меньше) необходимо осуществить стандартную операцию отжига. Обычно отжиг осуществляют при 900o по шкале Цельсия в течение 2-х часов. Он уменьшает напряжение в металле.
Было найдено, что для обеспечения дополнительной прочности желательно заполнить середину оболочки медью. В идеале для увеличения до предела площади поверхности следует по возможности сконструировать изделие с большим количеством рычагов и ребер, но как указывалось выше, конструкция может быть всецело предметом выбора.
Для сохранения прочности изделия при машинной обработке выщелачивание меди откладывают настолько, насколько это возможно.
Пример 2. Танталовые аноды примера 1, содержащие медь, систематически подвергали травлению кислотой для содействия удалению меди в маленьких порах, используя при этом ультразвуковые колебания. Однако, в предпочтительном способе для этой цели используют изобретенную электролитическую систему удаления.
Аноды погружают в водный раствор сульфата меди и серной кислоты, содержащий 200 г/л серной кислоты и 40 г/л сульфата меди, находящийся напротив медной пластины, которая действует в качестве катода. Когда на аноды воздействуют очень низким напряжением, например, от 0,3 В до 0,4 В, медь переходит с анода в раствор и осаждается на пластин. Этот процесс относится к электровыщелачиванию.
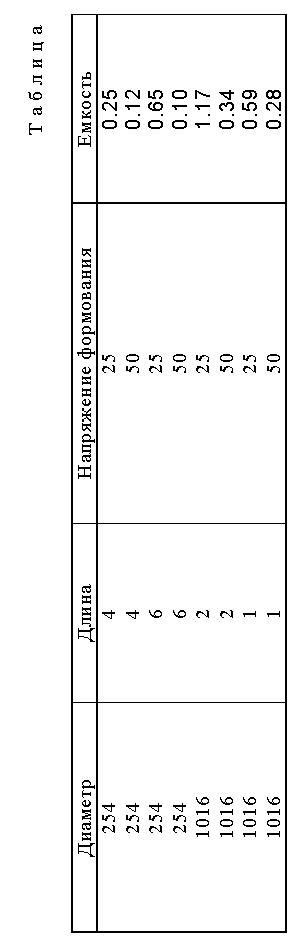
Пример 3. Анодные тела получали в соответствии с вышеприведенными примерами, включая удаление меди, и затем анодировали в разбавленном водном растворе фосфорной кислоты, используя стандартную промышленную методику. Затем проверяли их емкость при различных длинах.
Результаты показывают, что выполненные аноды были подобны стандартным анодам с одним существенным исключением: они были маленькими, а их характеристики были обыкновенными характеристиками, но не обычными для анодов этого размера.
Результаты испытаний показаны в таблице, где диаметр приведен в микронах, длина - в миллиметрах, напряжение формования - в вольтах, а емкость - в микрофарадах.
Помимо крайней степени миниатюризации, которая достигнута в анодах согласно настоящему изобретению, другими преимуществами настоящего изобретения являются высокочастотные характеристики и необычные ESL эквивалентная последовательно включенная индуктивнось) и ESR (эквивалентное последовательно включенное сопротивление); расширенные высокочастотные характеристики и очень высокая удельная емкость.
Значительное усовершенствование для проведения последующей обработки конденсатора также представляет структурная устойчивость и легкость в обращении.
Изобретение относится к области электронной техники. Материал для танталового электрода имеет очень незначительную извилистость, исключительно низкую эквивалентную последовательно включенную индуктивность и исключительно низкое эквивалентное последовательно включенное сопротивление, расширенные высокочастотные характеристики, очень высокую удельную емкость и уменьшенный расход тантала на анод. Анодный материал характеризуется наличием поперечного сечения, состоящего из пластин тантала, разделенных расположенными промежутками зазорами, образующимися в электроде, обладающем большой плотностью. Пластины электрически взаимосвязаны, что также приводит к увеличению структурной устойчивости изделия. Это дает возможность тщательно регулировать форму танталового материала во время обработки. Способ получения такого материала включает прессование заготовки, заполненной (предпочтительно геометрически однородной) смесью из стержней тантала и прессуемого металла. Когда размер заготовки уменьшен в достаточной степени и она разделена, прессуемый металл удаляют путем селективного растворения кислотой. Изобретение позволяет достигнуть большой степени миниатюризации и расширения высокочастотных характеристик и высокой удельной емкости. 2 с. и 13 з.п.ф-лы, 12 ил., 1 табл.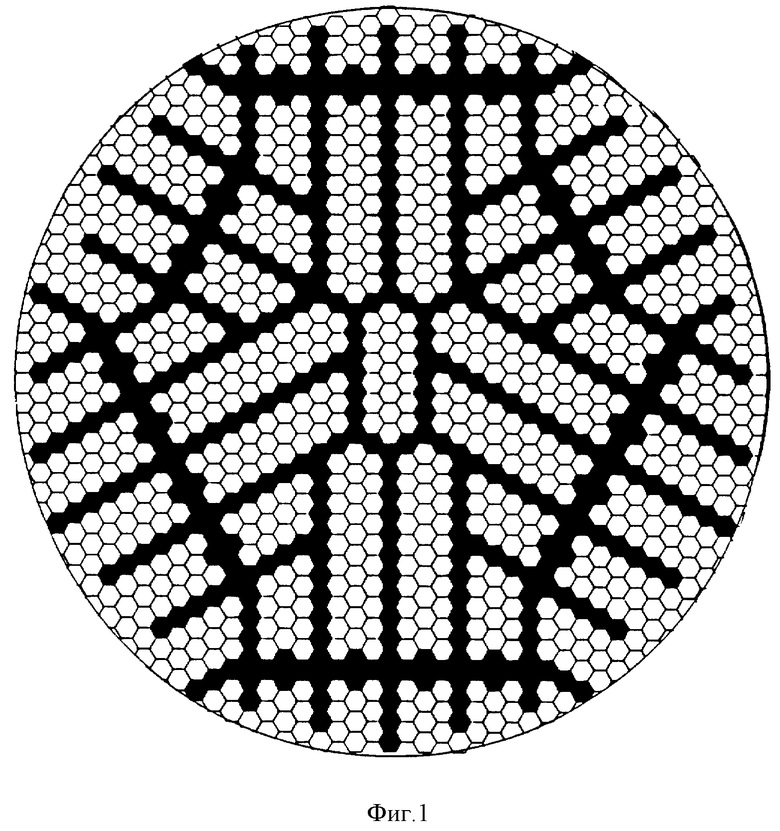
| US 5034857 A, 23.07.91 | |||
| US 3740834, 26.06.73 | |||
| US 3742369 26.06.73 | |||
| US 3827865, 06.08.74 | |||
| СЪЕМНОЕ ОГРАЖДЕНИЕ ТИПА "КРАБ" | 2003 |
|
RU2256739C2 |
| СПОСОБ ПРОИЗВОДСТВА СРЕДСТВА ДЛЯ ОБРАБОТКИ РАСТЕНИЙ | 2003 |
|
RU2257063C2 |
| Способ изготовления объемнопористых анодов электрических конденсаторов | 1977 |
|
SU730470A1 |
| Способ изготовления анодовэлЕКТРОлиТичЕСКиХ КОНдЕНСАТОРОВ | 1979 |
|
SU821065A1 |

