Способ прямого формирования обмотки многорядовой катушки из круглого изолированного провода относится к области изготовления бескаркасных или каркасных катушек преимущественно неовальной формы для электрических аппаратов и машин, в частности, для статоров вентильных двигателей.
Основными критериями, которые определяют конструктивные и технологические параметры катушек, являются коэффициент заполнения и способ вывода концов обмотки [1].
Известен способ получения бескаркасных катушек из круглого изолированного провода с выводом начала намотки на наружную поверхность катушки [1], при котором вывод от начала обмотки выполняют медной лентой, которую припаивают к первому витку обмотки и выводят ее на наружную поверхность по торцу катушки. Под ленту подкладывают изоляцию из электрокартона или лакоткани. Толщину ленты берут не более 1 мм. При большом сечении провода медную ленту приходится выбирать достаточно широкой для обеспечения необходимой плотности тока.
Вывод начала обмотки на наружную поверхность катушки без применения операции подпайки медной ленты можно обеспечить особым приемом, описанным в ([2] , с. 76) для катушек из изолированного провода прямоугольного сечения, который заключается в следующем.
Сначала отматывают от бухты обмоточной меди провод длиной, равной развернутой длине одного вертикального ряда катушки. Отмотанный резервный провод свертывают в спираль и привязывают к боковой стороне намоточного шаблона. Затем заводят провод в намоточный шаблон, фиксируют его и начинают наматывать витки основным проводом.
При этом крайние витки при прямом и обратном ходе остаются незаполненными на один начальный (для прямого хода) и конечный (для обратного хода) витки. В пространство, которое должно быть занято этими витками во время намотки основным проводом, помещается дистанционная прокладка.
По окончании основной намотки основной провод отрезают от бухты, разматывают спираль резервного провода, вынимают дистанционную прокладку и укладывают резервный провод на место крайних витков от первого до последнего ряда намотки. Таким образом, начало обмотки оказывается на поверхности катушки, и операция подпайки медной ленты исключается.
Указанный способ вывода начала обмотки применим и при использовании круглого провода, но при этом возможен только для рядовой намотки с применением прокладок между рядами намотки ([1], с.48) и предварительной пропиткой основной намотки (прототип).
Более плотная шахматная укладка провода практически невыполнима из-за невозможности домотки четных рядов резервным проводом и неустойчивости основной намотки после удаления дистанционной прокладки (см., например, фиг.4, вид сверху).
Следует отметить, что в большинстве случаев укладка круглого провода по шахматному типу, которая соответствует наибольшему коэффициенту заполнения объема катушки, на практике не обеспечивает равномерности и прямолинейности рядов намотки по всему периметру катушки, а значит и теоретически высокой плотности намотки из-за участков "перекрестия" витков при переходе от ряда к ряду.
Эти участки перехода для овального поперечного сечения катушки (круг, эллипс, овал) располагаются произвольно по периметру обмотки и трудно фиксируются, особенно при диаметре провода от 0,5 мм и выше.
Для сечения катушек неовальной формы (квадрат, прямоугольник, треугольник), к которым в основном относится предлагаемый способ намотки, а именно с периметром, имеющим места перегиба обмотки, указанные выше "участки перекрестия" обмотки можно зафиксировать в определенной части периметра, а именно между двумя смежными углами перегиба обмотки, то есть на одной из граней катушки, которая условно названа нами "нерабочей" стороной. Тем самым сформировать на остальных гранях, названных нами условно "рабочими" сторонами, упорядоченную шахматную укладку провода.
Одна из таких катушек, а именно катушка в форме остроугольного треугольника, применяется, в частности, в качестве катушек возбуждения в электрических машинах постоянного тока дискового типа [3],
На фиг. 1 изображены два варианта общего вида и расположения упомянутых катушек (1 и 2) на неподвижном статоре (3 и 4) электрической машины, а также взаимное расположение статора и ротора (5 и 6) с валом (7).
Видно, что при одинаковом числе катушек на статоре толщина обмотки на "рабочих" сторонах катушек (LI и L3) является определяющим параметром для размеров радиуса ротора машины (соответственно RI и R2).
В то же время тип укладки провода на "нерабочей" стороне (L2 и L4), а именно в основании треугольника, а значит и толщина обмотки на ней, существенного значения на размеры машины не оказывают.
Видно также, что вывод начала (8) и конца (9) обмотки на наружную поверхность обмотки, а именно на "нерабочую" сторону катушки (основание треугольника контура) позволяет обеспечить минимальный зазор (δ) (между статором и ротором, что необходимо для получения максимальной мощности машины.
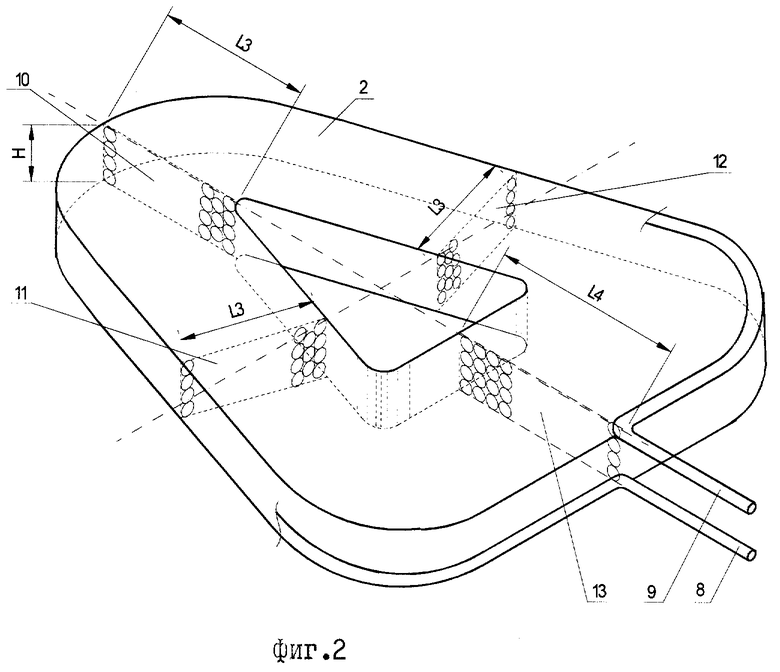
Оба эти условия, а именно наиболее плотная шахматная укладка провода на "рабочих" сторонах катушки и вывод концов обмотки на наружную поверхность "нерабочей" стороны катушки, обеспечивает предлагаемый нами способ намотки. Общий вид катушки (2) по предлагаемому нами способу намотки приведен на фиг. 2 - 4.
На фиг. 2 приведена изометрическая проекция катушки с изображением сечений обмотки на вершине (10), боковых сторонах (11, 12) и основании (13) контура треугольника. Видно, что на "рабочих" сторонах катушки укладка провода близка к наиболее плотной шахматной укладке (10, 11, 12), а участки с неупорядоченной обмоткой (13) выведены на "нерабочую" сторону катушки (основание треугольника). Туда же выведены оба конца обмотки - начало (8) и конец (9), что обеспечивает минимальную монтажную высоту катушки, равную высоте намотки (Н).
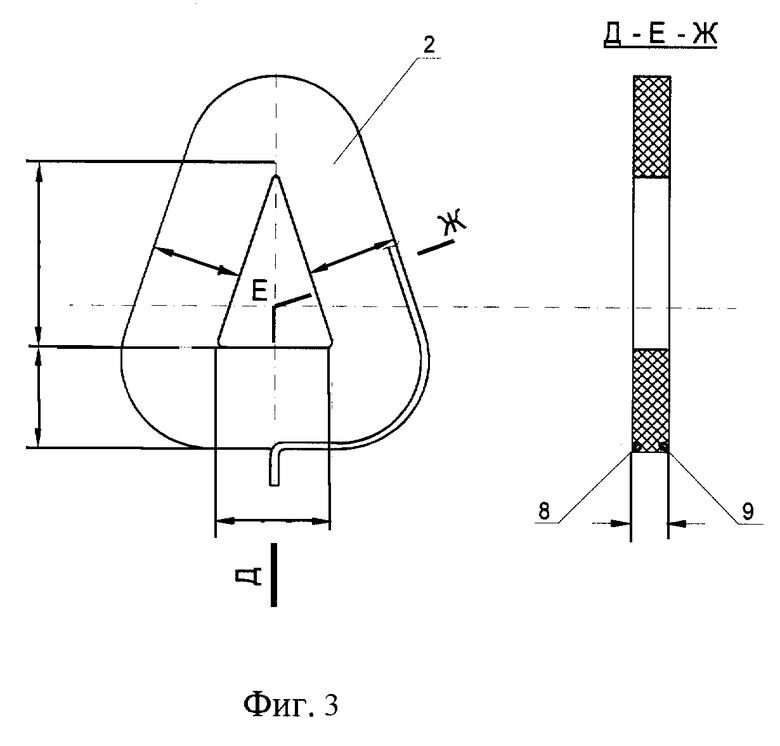
На фиг. 3 приведены ортогональные проекции упомянутой катушки с указанием основных размеров, которые соответствуют примеру, приводимому нами для предлагаемого способа намотки.
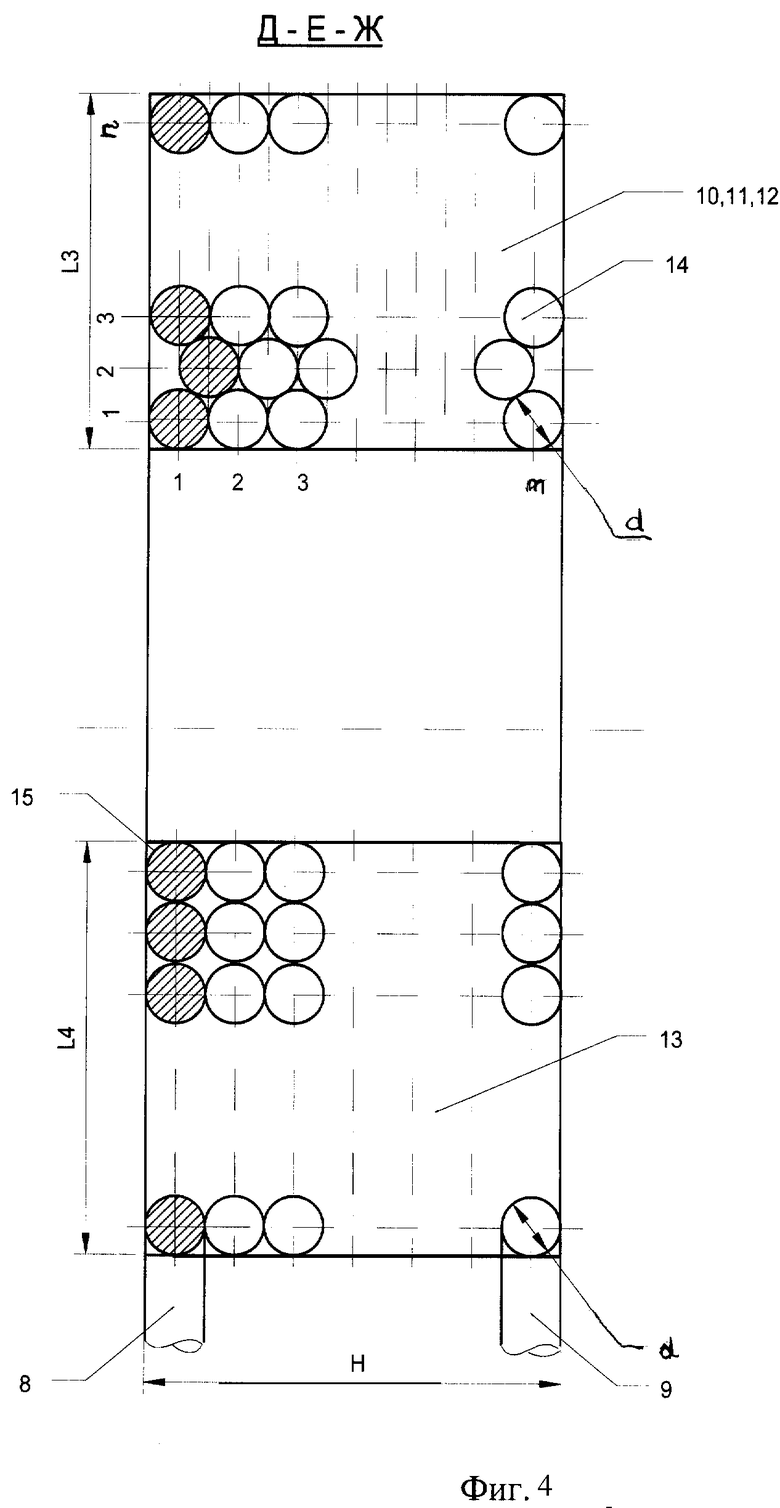
Укладка провода в получаемой катушке (см. фиг. 3, проекции Д-Е-Ж), которая соответствует сечению (13) на "нерабочей" стороне, а также сечениям (10, 11, 12) на "рабочих" сторонах обмотки, приведены на фиг/ 4.
Здесь белыми кружками обозначено поперечное сечение основного провода (14), а заштрихованными кружками - резервного провода (15). Индексы (1, 2, 3... m) относятся к числу витков провода в одном ряду намотки, длина которого соответствует высоте катушки (H), а индексы (1, 2, 3....n) относятся к числу рядов намотки и соответственно к толщине намотки (L3 и L4). Диаметры основного и резервного провода одинаковы и равны (d).
Выполнение такой обмотки по предлагаемому нами способу возможно при двух дополнительных условиях, а именно: 1) высота катушки (длина ряда намотки) H должна быть кратной диаметру провода d:
H ≈ m•d + (0,03 -0,1) мм;
2) начало и окончание намотки витка основным и резервным проводами должны проводиться на смежных углах определенной "нерабочей " грани шаблона каркаса; 3) диаметр провода должен составлять 0,5 мм и выше.
Цель изобретения - повышение надежности катушки и экономия обмоточного провода за счет увеличения плотности намотки.
Поставленная цель достигается тем, что каждых два последовательных ряда обмотки формируют основным проводом с домоткой их крайних витков резервным проводом. При этом укладку витков основным и резервным проводами производят по шахматному типу с началом и окончанием крайних витков каждого ряда на одной и той же грани периметра каркаса, а высоту катушки выбирают кратной диаметру провода.
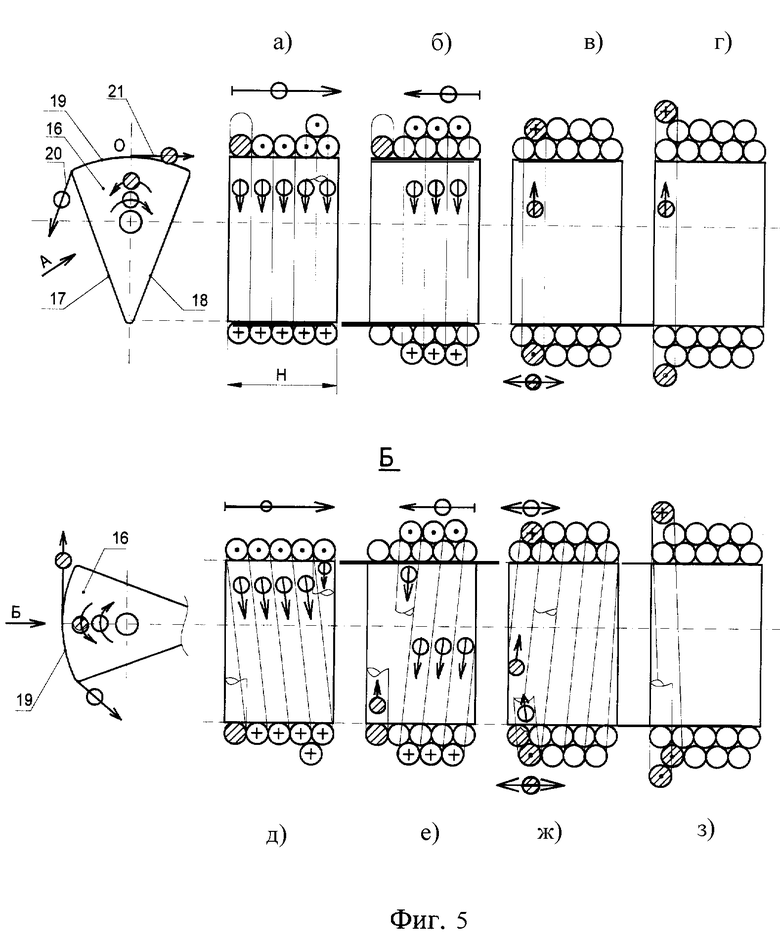
Предлагаемый способ формирования обмотки катушки на примере намотки на шаблон двух первых рядов показан на фиг. 5.
В левой части фиг. 5 изображены два положения шаблона (16) с "рабочими" сторонами (17,18) и "нерабочей" стороной (19), которые соответствуют для получаемой катушки "рабочим" сторонам (10, 11, 12) и "нерабочей" стороне (13). Там же обозначены места фиксации на шаблоне основного (ОП) провода (20) и резервного (РП) провода (21) в начале намотки, направление вращения шаблона и движение проводов при намотке.
Здесь, как и ранее, белыми кружками обозначено сечение основного провода, а заштрихованными кружками - сечение резервного провода. "Точкой" внутри кружка показано движение провода "на себя", а "крестом" - движение провода "от себя".
Стрелки с белым кружком относятся к направлению движения и последовательности намотки ряда основным проводом. Аналогично стрелки с заштрихованным кружком обозначают движение резервного провода.
Справа от шаблона показаны четыре последовательных этапа формирования двух первых рядов намотки.
Вверху (вид по стрелке А) показан для четырех последовательных этапов (фиг. 5 а - г) порядок формирования упорядоченной шахматной укладки провода на "рабочей" боковой грани (17,18) шаблона (16).
Внизу (вид по стрелке Б) приведен соответственно для четырех последовательных этапов (фиг. 5 д-з) порядок формирования неупорядоченной обмотки, а именно участков "перекрестий" намотки при переходе от ряда к ряду, выведенных на "нерабочую" грань (19) шаблона (16).
Порядок формирования упорядоченной шахматной намотки на "рабочих" гранях катушки с выводом зоны неупорядоченной укладки провода, содержащей места "перекрестия" рядов, на "нерабочую" грань периметра, то есть на основание треугольника, заключается в следующем (фиг. 5.).
После отмотки резервного провода (РП) и фиксации его и основного провода на "нерабочей" грани (19) шаблона (16) вращением последнего производится намотка основным проводом (ОП) первого ряда (фиг.5 а, д), а затем второго ряда без последнего витка основной намотки (фиг. 5 б,е) с соблюдением шахматной укладки на гранях (17, 18) и закрепление его конца. Далее реверсивным движением, например, шаблона производится укладка резервного провода на место крайнего (последнего) витка второго ряда намотки (фиг. 5 в, ж) и формирование крайнего (первого) витка третьего ряда (фиг.5 г, з) с сохранением шахматной укладки провода между вторым и третьим рядом на рабочих (17,18) гранях шаблона.
Резервный провод фиксируется на "нерабочей" грани шаблона. Таким образом, цикл формирования нечетного (первого) ряда и четного (второго) рядов намотки считается завершенным. Далее, аналогично, основным проводом (20) (на фиг. 5 не показано) формируется третий и четвертый (без крайнего витка) ряды основной намотки. Затем резервным проводом (21) крайние витки четвертого (первый виток) и пятого (последний виток) ряда намотки.
По предлагаемому способу можно также производить намотку по схеме: первый ряд основным проводом - первый виток второго ряда резервным проводом - второй ряд основным проводом и т.д., т.е. цикл укладки завершать после каждого ряда. Однако данный способ менее технологичен из - за затрудненной укладки провода на стыке первого и второго витков каждого ряда.
Как видно из фиг.5, предлагаемый способ обеспечивает вывод зоны перекрестия витков при переходе от ряда к ряду на "нерабочую" грань (19) шаблона (катушки) и получение плотной шахматной укладки провода на "рабочих" гранях (17, 18) шаблона (катушки).
При этом также начало обмотки выводится на наружную поверхность "нерабочей" грани катушки.
По окончании набора необходимого числа рядов намотки производится фиксация формы обмотки, например, пропиткой известным компаундом типа КП 103 и последующее снятие катушки с шаблона.
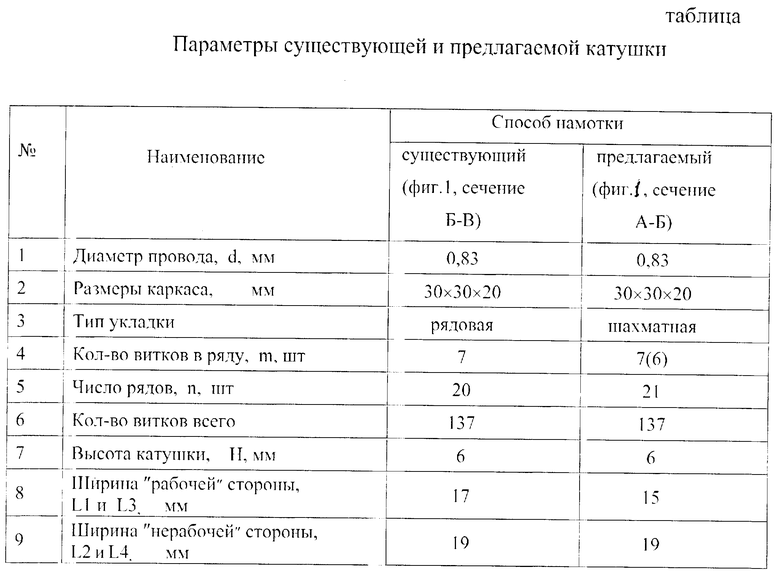
Предлагаемым способом были изготовлены (см. фиг. 1, А-Б, фиг.4) катушки для статора электрической машины дискового типа, которые обеспечивают уменьшение габаритных размеров рабочих сторон катушки ≈ на 10% (сравни фиг. 1, В-Г), а значит и уменьшение общей длины обмоточного провода при равном числе витков (см. таблицу). При этом начало обмотки также выводится на наружную поверхность "нерабочей" грани катушки.
Предлагаемый способ намотки катушек изолированным проводом круглого сечения имеет следующие преимущества: позволяет получать катушки с выводом обоих концов намотки на наружную поверхность; обеспечивает минимальные размеры обмотки при заданном числе витков; повышает технологичность изготовления катушек за счет исключения операции подпайки выводной пластины и ее изоляции; улучшает теплопровод от внутренних слоев катушки за счет большей площади контакта смежных витков.
Литература
1. Н. В. Виноградов. Обмотчик электрических машин. Изд. 8-е, перераб. и доп. - М.: Высшая школа, 1973 г. - (прототип).
2. Ф.А.Ступель. Электромеханические реле. Основы теории проектирования и расчета. Учебное пособие. Изд. 2-е. - Харьков: Издательство Харьковского госуниверситета, 1956 г.
3. Патент СССР N 1494877 A3.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ МНОГОРЯДОВОЙ КАТУШКИ ИЗ КРУГЛОГО ИЗОЛИРОВАННОГО ПРОВОДА | 1998 |
|
RU2146072C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСКАРКАСНОЙ КАТУШКИ ИНДУКТИВНОСТИ И ОПРАВКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2605769C1 |
| УСТАНОВКА ДЛЯ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ УГЛЕРОДНОГО ВОЛОКНИСТОГО МАТЕРИАЛА В ГАЗОВОЙ АТМОСФЕРЕ | 1999 |
|
RU2175696C2 |
| КАТАЛИТИЧЕСКИЙ БЛОК НЕЙТРАЛИЗАТОРА ОТРАБОТАВШИХ ГАЗОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1990 |
|
RU2028469C1 |
| Способ изготовления трехфазной обмотки статора электрической машины | 1986 |
|
SU1665467A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖГУТОВ | 1990 |
|
RU2014765C1 |
| БОБИНОДЕРЖАТЕЛЬ | 2001 |
|
RU2194663C1 |
| БОБИНОДЕРЖАТЕЛЬ | 1999 |
|
RU2168454C1 |
| БОБИНОДЕРЖАТЕЛЬ | 1999 |
|
RU2168455C1 |
| Устройство для изготовления и укладки катушек всыпной обмотки в пазы статора электрической машины | 1984 |
|
SU1302388A1 |
Изобретение относится к области электротехники, а именно к формированию обмотки многорядовой катушки каркасного или бескаркасного типа, преимущественно для статоров вентильных двигателей. Способ применяется преимущественно для катушек неовальной формы и заключается в укладке витков основной намотки основным проводом и крайних витков каждого ряда резервным проводом. Согласно изобретению, укладку витков основным и резервным проводами производят по шахматному типу, причем каждые два последовательных ряда намотки формируют основным проводом с домоткой их крайних витков резервным проводом. При этом высота катушки выбирается кратной диаметру провода, а начало и окончание крайних витков каждого ряда производят на одной и той же грани периметра каркаса катушки. Технический результат, достигаемый при использовании данного изобретения, состоит в повышении его технологичности, в экономии обмоточного провода и в обеспечении минимальных размеров обмотки при заданном числе витков за счет увеличения плотности намотки, а также в повышении надежности изготовляемых катушек за счет исключения операции подпайки выводной пластины и ее изоляции, улучшает теплоотвод от внутренних слоев катушки. 5 ил., 1 табл.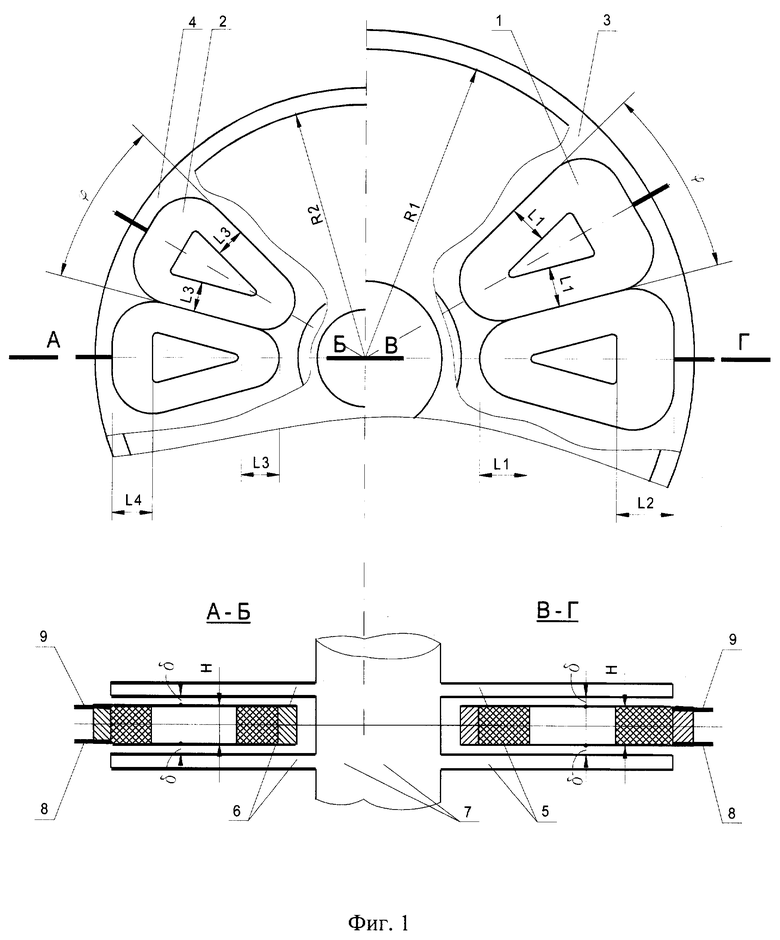
Способ прямого формирования обмотки многорядовой катушки из изолированного круглого провода путем укладки витков намотки основным проводом и крайних витков в рядах резервным проводом, отличающийся тем, что каждые два последовательных ряда обмотки формируют основным проводом с домоткой их крайних витков резервным проводом, при этом укладку витков основным и резервным проводами производят по шахматному типу с началом и окончанием крайних витков каждого ряда на одной и той же грани периметра каркаса, а высоту катушки выбирают кратной диаметру провода.
| Виноградов Н.В | |||
| Обмотчик электрических машин | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| - М.: Высшая школа, 1973, с.48, рис.1а, 1б | |||
| Бесщеточная электрическая машина постоянного тока дискового типа | 1982 |
|
SU1494877A3 |
| Способ намотки катушек статорной обмотки электрических машин | 1978 |
|
SU771812A1 |
| Способ изготовления непрерывных обмоток и устройство для его осуществления | 1989 |
|
SU1677798A1 |
| US 4365656 A, 28.12.82 | |||
| DE 2953929 C1, 23.02.84 | |||
| Ступель Ф.А | |||
| Электрические реле | |||
| Основы теории, практики и расчета | |||
| Учебное пособие | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| - Харьков, Изд-во Харьковского госуниверситета, 1956, с.76, рис.2, а2-г2, рис.2, а1-г1. | |||

