Изобретение относится к электротехнике, в частности к способам изготовления обмоток статора электрических машин, и может найти применение в производстве автомобильных синхронных вентильных генераторов, статорная обмотка которых при- соединяется к полупроводниковому выпрямителю тока нагрузки.
Целью изобретения является сокращение трудоемкости изготовления и уменьшение расхода провода на изготовление.
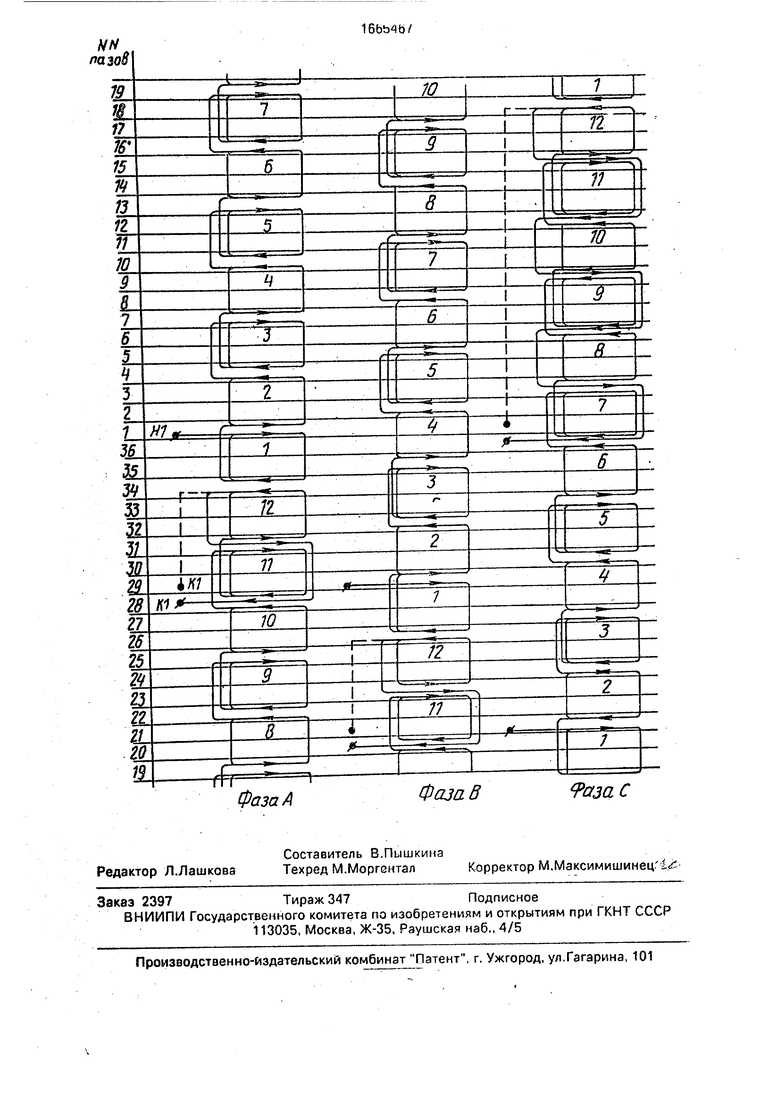
На чертеже в развертке показана схема намотки фаз обмотки статора автомобильного генератора.
Способ осуществляют следующим образом.
Например, берут статор генератора с числом зубьев 36, с числом полюсов 120. Начало Н1 первой фазы А располагают в
первом пазу статора и наматывают в пазы обмотку вразвал с числом пазов на полюс и фазу равным единице совершают правый обход статора, наматывая с 1-ой по 10-ую катушки по 10 витков в катушке, 11-ую катушку - 9 витков, 12-ую катушку - 10 витков. Конец К, показанный штриховой линией, фазы А должен был бы выйти из 34-го паза и уложен вдоль лобовых частей до 29-го паза. По данному способу намотка фазы была продолжена: провод затем укладывают в пазы 31-ый и 28-ой, образуя недостающий виток 11-ой катушки. Конец К1 фазы А выходит при этом из паза 28. а из паза 29 выходит начала Н2 фазы В, наматываемой аналогично фазе А, но со смещением в 80 геометрических или 480 электрических градусов.
Начало НЗ фазы С смещают еще на 80 геометрических градусов в паз 21/поэтому
О
ON СП
О XI,
при обычной намотке с правым обходом статора ее конец следовало вывести из 18- го паза и соединить его с началом Н1 фазы А, для чего образования треугольника пришлось бы укладывать вдоль лобовых частей соединитель на половину окружности статора до 1-го паза/. С 1-ой по 6-ую катушки фазы С мотают по 10 витков, далее 7-ую, 9-ую и 11-ую, катушки по 9 витков, а 8-ую, 10-ую, 12-ую катушки по 10 витков и, завершив обход статора в 1-ом пазу, доматывают 11-ую, 9-ую и 7-ую катушки до 10 витков, образовав конец КЗ фазы С в 36-ом пазу. Таким образом данным способом изготавливают обмотку статора с крайними фазными выводами Н1КЗ, НЗК2, отстоящими от среднего вывода Н2К1 на 80 геометрических градусов без межфазных соединителей вдоль лобовых частей. Длина выводов Н1КЗ, НЗК2 и Н2К1 вместе с наконечниками по 25 мм, тогда как длина только одного соединителя между концом фазы С и началом фазы А при обычном способе намотки была бы равна195 мм, а длина двух более коротких соединителей - по 65 мм.
В данном случае выбран вариант с правым обходом статора при намотке и левым - при домотке. неполновиткооых катушек. В общем случае при намотке направление обхода не имеет значения и выбирается с учетом технологических возможностей (по устройству автоматов).
Формула изобретения Способ изготовления трехфазной обмотки статора электрической машины, при котором наматывают непрерывным проводом катушки заданным числом витков в каждой катушке каждой фазы и соединяют выводы фазы в треугольник, отличающийся тем. что, с целью снижения трудоемкости изготовления и уменьшения расхода провода, часть катушек фазы, располагаемых между первым ее выводом и выводом другой фазы, подсоединяемым к второму выводу первой фазы, наматывают с уменьшенным числом витков, а затем воз вращая провод, последовательно доматывают эти катушки до заданного числа витков.
Фа за А
16bb4fa/
Фаза В
Фаза С
Изобретение относится к электротехнике и может быть использовано при производстве генераторов при соединении обмотки статора в треугольник. Цель изобретения - снижение трудоемкости изготовления и уменьшение расхода провода. Это достигается тем, что в трехфазной обмотке статора часть катушек между началом одной фазы и началом другой фазы, к которому присоединяется конец первой указанной фазы, наматывают с неполным числом витков. Затем остальные катушки этой фазы наматывают полновитковыми и, завершив обход по окружности статора, доматывают неполновитковые катушки до заданного числа витков. В результате конец этой фазы выходит из паза рядом с присоединяемым началом второй фазы, что исключает необходимость в изготовлении и бандажирования межфазных соединителей при любом расположении выводов треугольника. 1 ил.
| Способ изготовления статора автомобильного генератора | 1986 |
|
SU1467672A1 |
