Изобретение относится к области медицинской техники, а именно к технологии производства устройств (ларингеальных масок) для искусственной вентиляции легких, используемых в анестезиологической практике.
Известен способ производства ларингеальной маски (ЛМ) - воздуховода, при котором к дистальному концу воздуховодной трубки, изготовленной из силиконовой резины, присоединяют силиконовый баллон эллипсовидной формы, а к проксимальному концу - коннектор, при этом баллон с помощью силиконовой трубки соединяют с контрольным коннектором, оснащенным обратным клапаном, позволяющим по мере надобности раздувать и сдувать баллон (см. Pennant J.H., White P.P. // Anesthesiology. -1993.-Vol. 79, N1.-P. 144-163).
Недостатком этого способа является его сложность и использование дорогих материалов при производстве воздуховода.
Задачей изобретения является упрощение способа и снижение затрат на изготовление воздуховода при обеспечении надежности его в работе при использовании в анестезиологической практике.
Поставленная задача решается за счет того, что методом прессования изготавливают из мягкой силиконовой резины баллон, проводниковую трубку и контрольный коннектор, а из более твердой силиконовой резины изготавливают воздуховодную трубку и промежуточный элемент - патрубок, обеспечивающий соединение баллона с воздуховодной трубкой, затем проводят сборку баллона с патрубком и осуществляют их соединение по периметру снаружи и изнутри стыка с помощью уложенной по стыку полосы сырой силиконовой резины посредством ее вулканизации, после чего соединяют силиконовым клеем воздуховодную трубку с патрубком, один конец проводниковой трубки соединяют с контрольным коннектором, а другой ее конец с баллоном и оба стыка склеивают, после чего проводят заключительную вулканизацию маски в сборе и оснащают контрольный коннектор обратным клапаном, а воздуховодную трубку пластмассовым коннектором.
Изобретение поясняется чертежами, на которых изображены этапы изготовления ларингеального воздуховода.
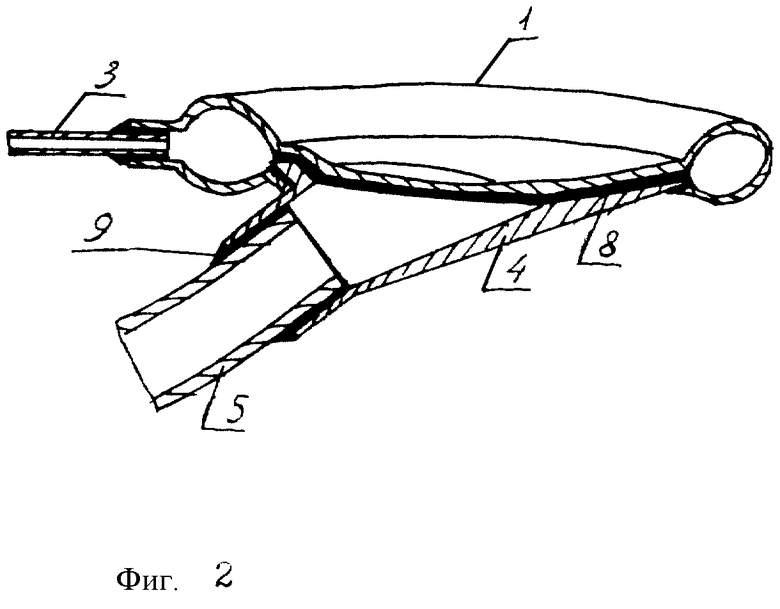
На фиг. 1 изображены элементы ларингеального воздуховода.
На фиг. 2 изображено соединение баллона с патрубком и проводниковой трубкой.
Процесс изготовления ларингеального воздуховода проводится следующим образом.
На первом этапе изготавливаются отдельные элементы ларингеального воздуховода. Воздуховод содержит баллон 1, контрольный коннектор 2 и проводниковую трубку 3, которые изготавливают из мягкой силиконовой резины методом прессования. Также методом прессования изготавливают патрубок 4, используя при этом более твердую силиконовую резину.
Изготовление элементов устройства методом прессования осуществляется в следующем порядке.
В металлическую пресс-форму закладывают резиновую смесь и помещают пресс-форму в гидравлический пресс, где она выдерживается необходимое время при заданной температуре и давлении.
После окончатся выдержки пресс-форму вынимают из гидравлического пресса, охлаждают в специальном охлаждающем устройстве и вынимают из пресс-формы полученный элемент ларингеального воздуховода.
Воздуховодную 5 и проводниковую 3 трубки заданного размера получают методом экструзии на агрегате непрерывной вулканизации.
Пластмассовый коннектор 6 и обратный клапан 7 изготавливаются по обычным технологиям, которые не являются оригинальными, поэтому не приводятся в описании изобретения.
Далее полученные элементы поступают на сборку.
Первоначально производят сборку баллона 1 с патрубком 4 и соединение их между собой по периметру стыка. Для этого укладывают снаружи и изнутри стыка полосы 8 сырой силиконовой резины и осуществляют ее вулканизацию, связывая при этом патрубок с баллоном. Образованное соединение получается относительно жестким, что позволяет избежать перегибов в этом месте воздуховода и тем самым исключить перебои в поступлении анестезирующей смеси в дыхательные пути больного в процессе эксплуатации.
Воздуховодную трубку присоединяют к патрубку клеевым соединением 9. Проводниковую трубку 3 одним концом стыкуют с контрольным коннектором 6, а другим концом с баллоном 1 и оба стыка склеивают.
Собранный ларингеальный воздуховод помещают в термошкаф, где осуществляют окончательную вулканизацию его элементов из силиконовой резины и клеевых соединений выдержкой при заданной температуре необходимое время.
На заключительном этапе в контрольный коннектор 2 вставляют обратный клапан, а воздуховодную трубку 5 оснащают пластмассовым коннектором 6. В таком виде ларингеальный воздуховод готов к эксплуатации.
Пример реализации способа изготовления ларингеального воздуховода.
Для изготовления баллона 1 и контрольного коннектора 2 в соответствующую металлическую пресс-форму помещают мягкую силиконовую резиновую смесь марки МС-М и помещают пресс-форму в гидравлический пресс, где она выдерживается при температуре 150oC и давлении 100 атм. в течение 15 минут, после чего пресс-форму вынимают из гидравлического пресса и охлаждают в охлаждающем устройстве.
Аналогичным образом изготавливают патрубок 4. В качестве материала для патрубка используется твердая силиконовая резина марки МО-10.
Воздуховодную 5 и проводниковую 3 трубки получают методом экструзии на агрегате непрерывной вулканизации из силиконовой резины марок МС-10 и МС-М соответственно.
Далее полученные элементы поступают на участок сборки.
Сборку баллона 1 с патрубком 4 и соединение их между собой по периметру стыка выполняют, укладывая снаружи и изнутри стыка полосу 8 сырой силиконовой резины и осуществляя затем ее вулканизацию выдержкой в термошкафу.
Воздуховодную трубку 5 соединяют с патрубком 4 и склеивают их клеем КЛ-9. Производят предварительное отверждение клеевого соединения 9 выдержкой в течение 5 часов при комнатной температуре (около 20oC). Проводниковую трубку 3 одним концом стыкуют с контрольным коннектором 2, а другим концом с баллоном 1 и оба стыка склеивают также клеем КЛ-9 с той же выдержкой при комнатной температуре для предварительного отверждения соединения.
Собранное устройство помещают в термошкаф, где осуществляют окончательную вулканизацию элементов из силиконовой резины (в том числе стыка патрубка 4 с баллоном 1) выдержкой при температуре 200oC в течение 4 часов. При этом кроме окончательной вулканизации элементов устройства, выполненных из силиконовой резины, происходит отверждение клеевых соединений патрубка 4 с воздуховодной трубкой 5, а также проводниковой трубки 3 с контрольным коннектором 2 и баллоном 1.
Ларингеальный воздуховод, полученный описанным выше способом, технологичен и относительно прост в изготовлении. В качестве материала для его элементов использованы отечественные марки силиконовой резины, что позволяет снизить себестоимость изготовления устройства при обеспечении его высоких эксплуатационных качеств. Выполнение элементов ларингеального воздуховода из силиконовой резины разной твердости обеспечивает надежную его работу за счет того, что узел баллон-патрубок- воздуховодная трубка за счет относительно большей твердости, чем остальные элементы устройства, позволяет избежать перегибов в этом месте при эксплуатации и тем самым обеспечить бесперебойное поступление анестезирующей смеси в дыхательные пути больного.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛАРИНГЕАЛЬНАЯ МАСКА | 2006 |
|
RU2417796C2 |
| БАЛЛОН РАЗДУВНОЙ (ВАРИАНТЫ) | 2004 |
|
RU2272659C1 |
| ВОЗДУХОВОДНОЕ УСТРОЙСТВО В ВИДЕ ЛАРИНГЕАЛЬНОЙ МАСКИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2442615C2 |
| ВОЗДУХОВОДНОЕ УСТРОЙСТВО В ВИДЕ ЛАРИНГЕАЛЬНОЙ МАСКИ | 2006 |
|
RU2411962C2 |
| УСТРОЙСТВО ДЛЯ ПРОВЕДЕНИЯ КАРДИОДИЛЯТАЦИИ | 2009 |
|
RU2430754C2 |
| ВОЗДУХОВОДНОЕ УСТРОЙСТВО В ВИДЕ ЛАРИНГЕАЛЬНОЙ МАСКИ | 2006 |
|
RU2412725C2 |
| ЛАРИНГЕАЛЬНАЯ МАСКА | 2007 |
|
RU2366463C2 |
| ВЫСОКОВОЛЬТНЫЙ ПОДВЕСНОЙ ИЗОЛЯТОР | 2006 |
|
RU2297056C1 |
| СПОСОБ НАНЕСЕНИЯ ВОДОНЕПРОНИЦАЕМОГО ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТКАНОГО ЧЕХЛА В ПОЖАРНОМ РУКАВЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2181082C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗЪЕМНЫХ БАЛЛОНОВ ШИННО-ПНЕВМАТИЧЕСКИХ МУФТ | 1993 |
|
RU2102234C1 |
Способ относится к области медицинской техники, а именно, к технологии производства устройств для искусственной вентиляции легких, используемых в анестезиологической практике. После изготовления из мягкой силиконовой резины баллона, проводниковой трубки и контрольного коннектора, а из более твердой силиконовой резины патрубка и воздуховодной трубки соединяют баллон с патрубком методом вулканизации полос сырой силиконовой резины, укладываемой по периметру снаружи и изнутри стыка. Соединяют посредством клея воздуховодную трубку с патрубком, а концы, соответствующие проводниковой трубке с контрольным коннектором и баллоном, после чего проводят процесс окончательной вулканизации ларингеального воздуховода и оснащают контрольный коннектор обратным клапаном, а воздуховодную трубку пластмассовым коннектором. Технический результат заключается в упрощении способа и снижении затрат на изготовление ларингеального воздуховода (ларингеальной маски) при обеспечении надежности его в работе. 2 ил.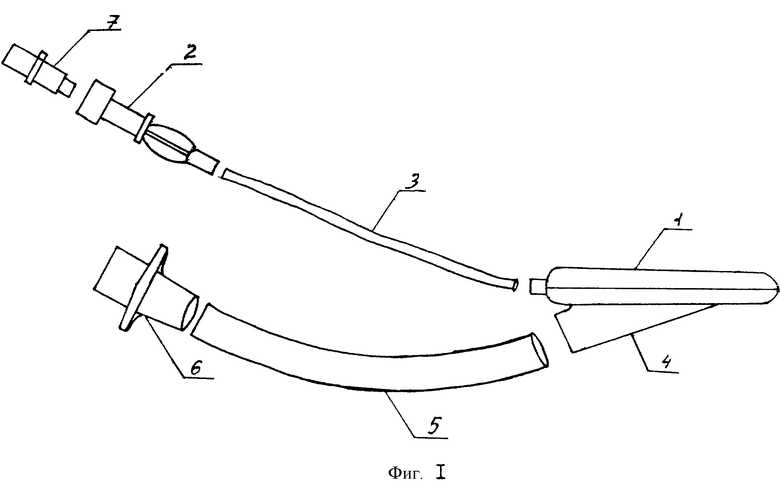
Способ изготовления ларингеального воздуховода, включающий изготовление из силиконовой резины баллона, проводниковой трубки, контрольного коннектора и воздуховодной трубки, последующую их сборку и оснащение контрольного коннектора обратным клапаном, а воздуховодной трубки пластмассовым коннектором, отличающийся тем, что методом прессования изготавливают из мягкой силиконовой резины баллон, проводниковую трубку и контрольный коннектор, а из более твердой силиконовой резины изготавливают патрубок и воздуховодную трубку, производят сборку баллона с патрубком и осуществляют их соединение снаружи и изнутри по периметру стыка посредством вулканизации укладываемых по стыку полос сырой силиконовой резины, затем соединяют склеиванием воздуховодную трубку с патрубком и концов проводниковой трубки соответственно с контрольным коннектором и баллоном, после чего проводят заключительную вулканизацию ларингеального воздуховода в сборе, после завершения которой оснащают контрольный контур обратным клапаном, а воздуховодную трубку пластмассовым коннектором.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU 90837 А1, 28.02.82 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для подачи газа в полость носа | 1986 |
|
SU1382479A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| SU 1833745 А1, 15.08.93 | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Аппарат для электрической передачи изображений без проводов | 1920 |
|
SU144A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| 0 |
|
SU253999A1 | |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| СПОСОБ МОДЕЛИРОВАНИЯ ПСОРИАЗА У ЭКСПЕРИМЕНТАЛЬНЫХ ЖИВОТНЫХ | 2014 |
|
RU2575338C1 |

