Изобретение относится к электродам для ручной дуговой сварки.
Известны электроды МИТ-2 для ручной дуговой сварки, покрытие стержней которых состоит в весовых % из: талька - 37; мрамора - 6; ферромарганца - 16,7; целлюлозы - 1,4 и ильменитового концентрата - остальное (до 100) и в % к весу сухой шихты: стекла натриевого или натриево-калиевого - 21 [1].
Недостатком известного электродного покрытия является его повышенная шероховатость и осыпание обмазки покрытия при изготовлении, увеличивающие заводской брак и снижающие стабильность горения дуги.
Технической задачей, стоящей перед изобретением, является повышение технологичности изготовления и качества электродов.
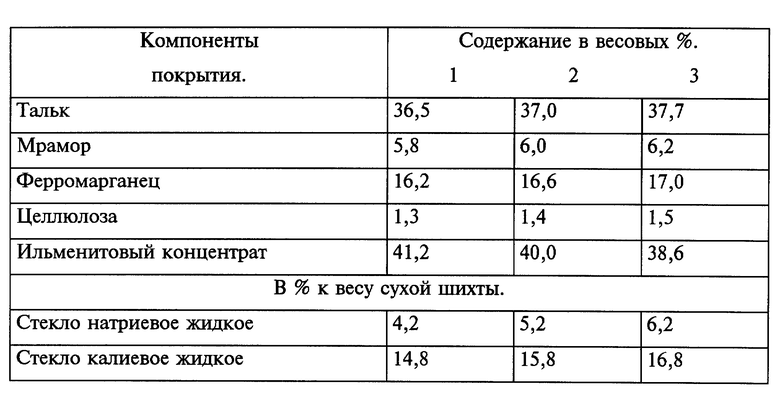
Эта задача решается тем, что в состав покрытия электродов, содержащий тальк, мрамор, ферромарганец, целлюлозу, ильменитовый концентрат и в качестве связующего - стекло натриевое, дополнительно введено стекло калиевое, при следующем соотношении компонентов в весовых %: тальк - 36,5...37,7; мрамор - 5,2. ..6,2; ферромарганец - 16,2...17,0; целлюлоза - 1,3...1,5; ильменитовый концентрат - 38,6...41,2 и в % к весу сухой шихты стекло натриевое жидкое - 4,2...6,2 и стекло калиевое жидкое - 14,8...16,8.
Изготовлены и испытаны опытные образцы электродов с покрытиями, составы которых приведены в таблице.
Модуль жидкого натриевого стекла должен быть в пределах 3,3...3,4, при соотношении SiO2 к Na2O - 1,032, а модуль калиевого стекла - в пределах 3,3. . . 3,4, при соотношении SiO2 к К2О - 1,568. Плотность натриевого стекла -1,41, вязкость - 900...1200 сПз, а калиевого стекла - соответственно 1,38 и 800...1300 сПз.
Введение в состав покрытия калиевого стекла значительно снизило осыпание покрытия при изготовлении электродов и улучшило сварочно-технологические свойства.
Испытания показали стабильное горение дуги, малое разбрызгивание наплавляемого металла и хорошее формирование шва.
При дальнейшем увеличении содержания ильменитового концентрата повышается шероховатость покрытия и разбрызгивание при сварке, а при снижении - повышается осыпание покрытия и напряжение в сварочной дуге.
При выходе состава покрытия за установленные пределы по жидкому стеклу увеличивается его эксцентричность при нанесении на электроды.
Оптимальные параметры при изготовлении и применении показали электроды с покрытием N 2 (смотри таблицу), при этом выход качественных электродов составляет не менее 98%.
Электроды с предложенным покрытием прошли испытания, подтвердившие их соответствие типу Э-46 по ГОСТ 9466-75 и 9467-75.
Источник информации
1. Сварочные материалы для сварки сталей и чугуна. Справочник. Под общей редакцией к.т.н. В.Н.Горпенюка. Киев, 1994, -с. 64.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОКРЫТИЕ ЭЛЕКТРОДОВ | 1997 |
|
RU2146990C1 |
| ПОКРЫТИЕ ЭЛЕКТРОДА ДЛЯ СВАРКИ | 2003 |
|
RU2254973C2 |
| СОСТАВ ШИХТЫ ПОКРЫТИЯ ЭЛЕКТРОДОВ ДЛЯ СВАРКИ НИЗКОУГЛЕРОДИСТЫХ СТАЛЕЙ | 2008 |
|
RU2383418C1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 2010 |
|
RU2546944C2 |
| ЭЛЕКТРОД ДЛЯ СВАРКИ НИЗКОУГЛЕРОДИСТЫХ СТАЛЕЙ | 2000 |
|
RU2199424C2 |
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ | 1996 |
|
RU2110384C1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 2012 |
|
RU2510317C1 |
| СОСТАВ ШИХТЫ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 2014 |
|
RU2578894C2 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ (ВАРИАНТЫ) | 2001 |
|
RU2226458C2 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 2007 |
|
RU2353493C2 |
Изобретение может быть использовано при изготовлении электродов для ручной дуговой сварки. В состав покрытия входят, вес.%: тальк 36,5-37,7, мрамор 5,2-6,2, ферромарганец 16,2-17,0, целлюлоза 1,3-1,5, ильменитовый концентрат 38,6-41,2. В % к весу сухой шихты в состав покрытия введено стекло натриевое жидкое 4,2-6,2 и стекло калиевое жидкое 14,8-16,8. Изобретение способствует повышению технологичности изготовления и качества электродов за счет снижения осыпания покрытия при изготовлении электродов и улучшения сварочно-технологических свойств. 1 табл.
Покрытие электродов для ручной дуговой сварки, содержащее тальк, мрамор, ферромарганец, целлюлозу, ильменитовый концентрат и в качестве связующего - стекло натриевое, отличающееся тем, что в него дополнительно введено стекло калиевое при следующем соотношении компонентов, вес.%:
Тальк - 36,5 - 37,7
Мрамор - 5,2 - 6,2
Ферромарганец - 16,2 - 17,0
Целлюлоза - 1,3 - 1,5
Ильменитовый концентрат - 38,6 - 41,2
и в % к весу сухой шихты
Стекло натриевое жидкое - 4,2 - 6,2
Стекло калиевое жидкое - 14,8 - 16,8
| Сварочные материалы для сварки сталей и чугуна | |||
| Справочник./Под общей ред.В.Н.Горпенюка | |||
| - Киев: Наукова думка, 1994, с.64 | |||
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ1^ОЕООЮЗИДЯ[НАШШ-ТЕШтш^ШШОТША | 0 |
|
SU332986A1 |
| Состав электродного покрытия | 1979 |
|
SU841873A1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ ДЛЯ СВАРКИ НИЗКОУГЛЕРОДИСТЫХ СТАЛЕЙ | 1994 |
|
RU2070497C1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 1994 |
|
RU2074077C1 |

