Изобретение относится к изготовлению электродов для ручной дуговой сварки.
Известны электроды для ручной дуговой сварки, покрытие которых состоит из, мас. %: железного порошка - 59-68; рутила - 10-15; ферромарганца - 6-8; каолина - 6-9; талька - 2-5; крахмала - 1-2; хромпика - 0,5-1; целлюлозы - 1,5-2 и связующего, в качестве которого используется жидкое стекло (70% натриевый модуль 2,6-3,1 и 30% калиевый модуль 2,5-3) от веса сухой шихты - 24-26 [1].
Электроды с таким покрытием пригодны для сварки только малоуглеродистых и низколегированных сталей.
Известны покрытия электродов для дуговой сварки, содержащие, мас.%: плавиковый шпат 36-40; ферротитан 4-6; ферромарганец 8-12; ферросилиций 4-6; кварцевый песок 7-21; окись хрома 1-3; поташ 1-3; двуокись титана - остальное [2].
Недостатком известного покрытия является то, что в процессе производства электродов на поверхности обмазки из покрытия образуются повышенная шероховатость и трещины, происходит существенное осыпание обмазки на конвейере, что увеличивает заводской брак, снижает стабильность горения дуги и повышает разбрызгивание при сварке.
Технической задачей, стоящей перед изобретением, является повышение технологичности и качества изготовления электродов, снижение растрескивания и шероховатости обмазки из покрытия.
Для решения поставленной задачи предлагается в покрытие для электродов, содержащее концентрат плавиково-шпатовый, ферротитан, ферромарганец, ферросилиций и поташ, дополнительно ввести хром, ферромолибден, феррованадий, мрамор, стекло натриевое жидкое и стекло калиевое жидкое, при следующем соотношении компонентов, мас.%: концентрат плавиково-шпатовый 23,7-26,3; ферротитан 11,4-12,6; ферромарганец 1,9-2,1; ферросилиций 3,7-4,3; хром 1,9-2,1; ферромолибден 1,9-2,1; феррованадий 0,95-1,05; поташ 0,9-1,1; мрамор - остальное, и в % к массе сухой шихты - стекло натриевое жидкое - 14-18 и стекло калиевое жидкое - 6-8.
Испытаны покрытия, составы которых приведены в таблице.
Введение в состав покрытия калиевого жидкого стекла обеспечило высокие экструзионные характеристики процесса нанесения обмазочной массы на стержни электродов и малое осыпание обмазки на конвейере.
Модуль жидкого натриевого стекла должен быть в пределах 3,3-3,4 при процентном соотношении SiO2 к Na2O - 1,032, а модуль калиевого - в пределах 3,3-3,4 при процентном соотношении SiO2 к K2O - 1,568.
Обязательно выдерживание кумулятива ситового состава каждого компонента, входящего в покрытие.
Испытания показали, что электроды с покрытием 1, 2, 3, 4 и 5 (см. таблицу) характеризуются стабильностью горения дуги, малым разбрызгиванием наплавленного металла и хорошим формированием сварочного шва.
При дальнейшем увеличении в покрытии количества мрамора и снижении добавок, формирующих состав наплавляемого металла, появляются трудности с нанесением обмазки. Падает давление экструзии, увеличивается шероховатость покрытия и повышается разбрызгивание при сварке.
При снижении количества мрамора и соответственно повышении расхода добавок повышается давление экструзии и осыпание обмазки с электродов. Повышается напряжение в сварочной дуге.
При выходе состава покрытия за установленные по процентному соотношению ограничения отмечается увеличение эксцентричности обмазки при изготовлении электродов.
Оптимальные параметры по давлению экструзии, минимизации эксцентричности обмазки из покрытия и сварочно-технологические свойства получены при изготовлении электродов с покрытием 3. При нанесении этого покрытия выход качественных электродов не менее 92%.
Электроды с новым покрытием прошли испытания, подтвердившие их соответствие типу Э-09Х1МФ по ГОСТ 9467-75.
Источники информации
1. Авторское свидетельство СССР N 471971, 1962.
2. Патент РФ N 2071897, кл. B 23 K 35/365, 1997.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОД ДЛЯ СВАРКИ ВЫСОКОЛЕГИРОВАННЫХ И РАЗНОРОДНЫХ СТАЛЕЙ | 2003 |
|
RU2248869C1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ | 2009 |
|
RU2400341C1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ ВЫСОКОЛЕГИРОВАННЫХ И РАЗНОРОДНЫХ СТАЛЕЙ | 2006 |
|
RU2339495C2 |
| СОСТАВ ШИХТЫ ПОКРЫТИЯ ЭЛЕКТРОДОВ ДЛЯ СВАРКИ НИЗКОУГЛЕРОДИСТЫХ СТАЛЕЙ | 2008 |
|
RU2383418C1 |
| ЭЛЕКТРОД ДЛЯ ИЗНОСОСТОЙКОЙ НАПЛАВКИ | 1999 |
|
RU2148485C1 |
| ПОКРЫТИЕ ЭЛЕКТРОДОВ ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ | 1998 |
|
RU2138379C1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ НАПЛАВКИ СЛОЯ СТАЛИ | 2009 |
|
RU2394671C1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ ПЕРЛИТНЫХ СТАЛЕЙ | 2010 |
|
RU2428291C1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 2001 |
|
RU2219032C2 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 2007 |
|
RU2353493C2 |
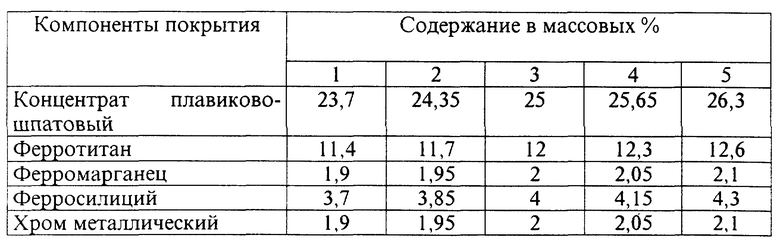
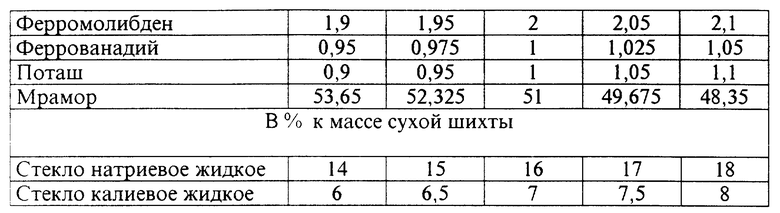
Покрытие электродов содержит, мас.%: концентрат плавиково-шпатовый 23,7 - 26,3; ферротитан 11,4 - 12,6; ферромарганец 1,9 - 2,1; ферросилиций 3,7 - 4,3; хром 1,9 - 2,1; ферромолибден 1,9 - 2,1; феррованадий 0,95 - 1,05; поташ 0,9 - 1,1; мрамор - остальное, и в % к массе сухой шихты: стекло натриевое жидкое 14,0 - 18,0 и стекло калиевое жидкое 6,0 - 8,0. Покрытие позволяет повысить технологичность и качество изготовления электродов, а также уменьшить растрескивание и шероховатость обмазки электродов. 1 табл.
Покрытие электродов для ручной дуговой сварки, содержащее концентрат плавиково-шпатовый, ферротитан, ферромарганец, ферросилиций и поташ, отличающееся тем, что оно дополнительно содержит хром, ферромолибден, феррованадий, мрамор, стекло натриевое жидкое и стекло калиевое жидкое при следующем соотношении компонентов, мас.%:
Концентрат плавиково-шпатовый - 23,7-26,3
Ферротитан - 11,4-12,6
Ферромарганец - 1,9-2,1
Ферросилиций - 3,7-4,3
Хром - 1,9-2,1
Ферромолибден - 1,9-2,1
Феррованадий - 0,95-1,05
Поташ - 0,9-1,1
Мрамор - Остальное
и в % к массе сухой шихты:
Стекло натриевое жидкое - 14,0-18,0
Стекло калиевое жидкое - 6,0-8,0
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| КОЛЕНЧАТО-РЫЧАЖНЫЙ ПРЕСС ДЛЯ ЦЕМЕНТНЫХ ЧЕРЕПИЦ, ПЛИТОК И Т.П. С МНОГОКРАТНЫМ НАЖАТИЕМ НА ФОРМУЕМУЮ МАССУ | 1922 |
|
SU471A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| EP 0 051 461 A1, 12.05.82 | |||
| JP 03264193 A, 25.11.91 | |||
| Сварочные материалы для сварочной дуги | |||
| Справочник /Под ред | |||
| Потапова Н.Н | |||
| - М.: Машиностроение, 1993, т.2, с.672. | |||

