Изобретение относится к сварочным материалам, а именно к электродам для ручной дуговой сварки низкоуглеродистых сталей, и может быть использовано для сварки металлоконструкций из низкоуглеродистых сталей с пределом прочности до 450 МПа.
Известен электрод для сварки низкоуглеродистых сталей, состоящий из металлического стержня и покрытия, содержащего концентрат ильменитовый, мрамор, полевой шпат, слюду, каолин, целлюлозу, ферромарганец и феррокремний (заявка на изобретение RU N 96-106455, В 23 К 35/365, бюл. N 20, 1998).
Однако данный электрод имеет ряд значительных недостатков - в процессе сварки образуются вредные аэрозоли с большим содержанием паров марганца. За счет кристаллизационной влаги, содержащейся в каолине, повышается содержание водорода в металле шва, что снижает уровень хладостойкости наплавленного металла.
Наиболее близким к предлагаемому изобретению является электрод для сварки низкоуглеродистых сталей, состоящий из металлического стержня и покрытия, содержащего концентрат ильменитовый, мрамор, полевой шпат, силикомарганец, слюду, каолин, желейный порошок и целлюлозу (заявка на изобретение RU N 96-107317, В 23 К 35/365, бюл. N 20, 1998).
Однако в процессе сварки в нем также повышается содержание водорода в металле шва за счет кристаллизационной влаги, содержащейся в каолине, в результате чего снижается уровень хладостойкости наплавленного металла. Кроме того, затруднено повторно-кратковременное зажигание дуги.
Все вышеизложенные недостатки устраняются с помощью предлагаемого изобретения.
Техническая задача, решаемая изобретением, - повышение сварочно-технологических свойств электродов, повышение хладостойкости наплавленного металла и стабильности горения дуги.
Поставленная техническая задача решается за счет того, что электрод для сварки низкоуглеродистых сталей, состоящий из стального стержня и покрытия, содержащего концентрат ильменитовый, мрамор, полевой шпат, силикомарганец, железный порошок и целлюлозу, дополнительно содержит тальк и ферротитан при следующем соотношении компонентов, маc.%:
Концентрат ильменитовый - 44-53
Мрамор - 6-8
Полевой шпат - 10-12
Силикомарганец - 10-14
Железный порошок - 1-10
Целлюлоза - 1-2
Тальк - 10-12
Ферротитан - 2-5
Силикат калиево-натриевый - 22-28
Кроме того, содержание концентрата ильменитового и железного порошка в сумме составляет не менее 54%, а содержание ферротитана и силикомарганца в сумме составляет не менее 15%.
Вышеуказанный состав электродного покрытия улучшает сварочно-технологические свойства электродов, обеспечивает высокую стабильность горения дуги, особенно при сварке вертикальных швов, и повышает хладостойкость наплавленного металла.
Кроме того, учитывая химический состав стержня и покрытия, удается получить шлаки, которые надежно защищают сварочную ванну и капли электродного металла от непосредственного контакта с окружающей средой, причем суммарное содержание концентрата ильменитового и железного порошка не менее 54%, ферротитана и силикомарганца не менее 15% и коэффициент покрытия 35-40% обеспечивают необходимый комплекс механических свойств для получения оптимального процесса раскисления и легирования металла, способствует обеспечению легкого повторного кратковременного зажигания дуги, увеличению плотности сварного шва и улучшению экологических характеристик окружающей среды.
В качестве связующего введен силикат калиево-натриевый в количестве 22-28% к массе сухой смеси.
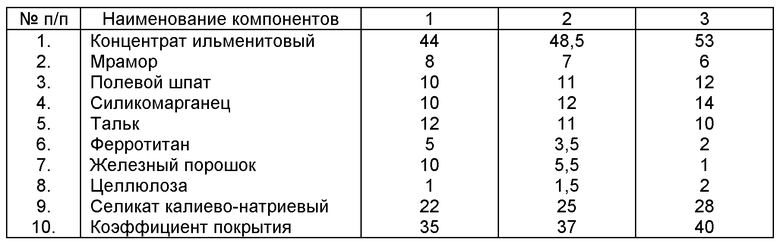
Для экспериментальной проверки предлагаемого электрода было изготовлено 3 варианта состава покрытия, при следующем соотношении компонентов в покрытии: мас.% (см. Таблицу 1).
В качестве стержня использована проволока СВ-08 или СВ-08А ГОСТ 2246-75.
По обычной технологии методом опресовки покрытие было нанесено на стержни из проволоки диаметром 4 мм.
При этом коэффициент массы покрытия составил 35-40%.
В качестве связующего компонента использовано жидкое калиево-натриевое стекло модулем 2,85-3,05 и плотностью 1,44-1,46 г/см3.
Сварка технологических образцов проводилась в нижнем, вертикальном и потолочном положениях при силе тока I=130-170 А; напряжении U=23-27 В.
Наиболее стабильное горение дуги наблюдалось у образцов N 1.
У всех образцов, сваренных в нижнем положении, наблюдалось хорошее формирование шва.
При сварке в вертикальном и потолочном положениях лучшее формирование шва и легкое повторное зажигание дуги отмечалось у образцов N 2 и 3.
На этапе выбора оптимального состава для тройных систем (двуокись титана - мрамор - силикат) склонность к хрупкому разрушению оценивалась по эмпирической зависимости между коэффициентом твердости металла шва и критической температуре хрупкости (Макаров Э.Л. Холодные трещины при сварке легированных сталей. - М.: Машиностроение, 1981; Хасуи А., Моригаки О. Наплавка и напыление. Пер. с японского В. Н. Попов под ред. В.С. Степина, Н. Г. Шестеркина. - М.: Машиностроение, 1985). Наилучший результат показали образцы пoд N 2.
Экологические испытания были проведены в Испытательном Центре НИИ Медицины труда РАМН (г. Москва). Испытания показали, что при сварке предлагаемыми электродами для сварки низкоуглеродистых сталей по сравнению с известными электродами марки МР-3 - выделяется сварочного аэрозоля на 5-10% меньше, при этом содержание марганца в нем меньше на 25-50%.
Таким образом, применение электрода для сварки низкоуглеродистых сталей, состоящего из стального стержня и покрытия, содержащего концентрат ильменитовый, мрамор, полевой шпат, силикомарганец, железный порошок и целлюлозу, дополнительно содержащий тальк и ферротитан, причем содержание ильменитового концентрата и железного порошка в сумме составляет не менее 54%, а ферротитана и силикомарганца - не менее 15%, позволяет повысить сварочно-технологические свойства электродов, хладостойкость наплавленного металла и обеспечить стабильность горения дуги.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ ДЛЯ СВАРКИ НИЗКОУГЛЕРОДИСТЫХ СТАЛЕЙ | 1994 |
|
RU2070497C1 |
| СОСТАВ ШИХТЫ ПОКРЫТИЯ ЭЛЕКТРОДОВ ДЛЯ СВАРКИ НИЗКОУГЛЕРОДИСТЫХ СТАЛЕЙ | 2008 |
|
RU2383418C1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 1996 |
|
RU2124427C1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 1992 |
|
RU2056991C1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 2002 |
|
RU2229368C2 |
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ ДЛЯ СВАРКИ НИЗКОУГЛЕРОДИСТЫХ СТАЛЕЙ | 1993 |
|
RU2049638C1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 1992 |
|
RU2008158C1 |
| ЭЛЕКТРОД ДЛЯ СВАРКИ НИЗКОУГЛЕРОДИСТЫХ СТАЛЕЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2120367C1 |
| СОСТАВ ШИХТЫ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 2014 |
|
RU2578894C2 |
| Состав электродного покрытия | 1990 |
|
SU1731552A1 |
Изобретение относится к сварочным материалам, а именно к электродам для ручной дуговой сварки низкоуглеродистых сталей, и может быть использовано для сварки металлоконструкций из низкоуглеродистых сталей с пределом прочности до 450 МПа. Электрод состоит из стального стержня и покрытия, содержащего, мас.%: концентрат ильменитовый 44-53%, мрамор 6-8%, полевой шпат 10-12%, силикомарганец 10-14%, железный порошок 1-10%, целлюлоза 1-2%, тальк 10-12%, ферротитан 2-5%, а также силикат калиево-натриевый в качестве связующего в количестве 22-28% от массы сухой смеси. Содержание концентрата ильменитового и железного порошка в сумме составляет не менее 54%, а ферротитана и силикомарганца в сумме не менее 15%. Техническим результатом изобретения является повышение сварочно-технологических свойств электродов, повышение хладостойкости наплавленного металла и стабильности горения дуги. 2 з.п. ф-лы, 1 табл.
Концентрат ильменитовый - 44-53
Мрамор - 6-8
Полевой шпат - 10-12
Силикомарганец - 10-14
Железный порошок - 1-10
Целлюлоза - 1-2
Тальк - 10-12
Ферротитан - 2-5
Связующее - силикат калиево-натриевый - 22-28% к массе сухой шихты
при этом коэффициент покрытия составляет 35-40%.
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 1996 |
|
RU2124427C1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 1996 |
|
RU2124426C1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ ДЛЯ СВАРКИ НИЗКОУГЛЕРОДИСТЫХ СТАЛЕЙ | 1994 |
|
RU2070497C1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 1995 |
|
RU2117563C1 |
