Область техники, к которой относится изобретение
Настоящее изобретение относится к композиционной медной фольге и к способу ее изготовления. Такую композиционную медную фольгу можно, в частности, использовать для изготовления печатных плат.
Предпосылки создания изобретения
Композиционная фольга, аналогичная предлагаемой в настоящем изобретении, описана в патенте US 3998601. Эта фольга имеет тонкую медную фольгу (далее называемую функциональной фольгой), нанесенную на несущую фольгу с промежуточным, очень тонким отделяющим слоем, который позволяет легко, не загрязняя поверхности функциональной и несущей фольги, отделять функциональную фольгу от несущей. Изготовленная по обычной технологии (электролитическим методом) несущая фольга имеет гладкую катодную сторону (блестящую сторону), образованную в контакте с вращающимся титановым катодным барабаном, и противоположную ей шероховатую электролитическую сторону (матовую сторону). При очень небольшой толщине отделяющего слоя поверхность функциональной фольги повторяет поверхность несущей фольги. В том же патенте US 3998601 предлагается для получения поверхности с сатинированной отделкой наносить функциональную фольгу на электролитическую сторону несущей фольги, а для получения поверхности с зеркальной отделкой - на ее катодную сторону.
При изготовлении печатных плат (ПП) предпочтительно, чтобы фольга имела поверхность с малой шероховатостью, т.е. зеркальную поверхность. Поэтому на практике функциональную фольгу всегда электролитически осаждают на катодную сторону после осаждения на нее отделяющего слоя. Обычно шероховатость поверхности определяют величиной Rz, которая для катодной стороны находится в пределах 1,5 мкм ≤Rz≤3,5 мкм. Поскольку поверхность функциональной фольги повторяет поверхность катодной стороны несущей фольги, ее шероховатость фактически будет такой же, что и шероховатость катодной стороны.
Такая композиционная медная фольга обладает особыми преимуществами при изготовлении ПП. При ламинировании этой фольгой изготовленной из смолы изоляционной подложки функциональная фольга надежно защищается несущей фольгой от попадания на нее смолы и повреждения ее поверхности. Поэтому после удаления несущей фольги получают плакированный медью многослойный материал с исключительно гладкой поверхностью.
С учетом существующих в настоящее время и предполагаемых в будущем требований к миниатюризации изделий целесообразно иметь возможность увеличивать количество проводящих элементов, приходящихся на единицу поверхности, и уменьшать размеры этих элементов и расстояние между ними (шаг). Такую топологию схемы можно получить нанесением на плату с высокой фоторазрешающей способностью имеющего очень высокую плотность компоновки рисунка схемы методом химического травления на сверхгладкой и не имеющей дефектов поверхности. Следует, однако, отметить, что в известной композиционной медной фольге поверхность функциональной фольги обычно имеет те или иные дефекты и не отвечает растущим требованиям к миниатюризации изделий. На поверхности катодных барабанов, как правило, имеются дефекты, вызывающие появление поверхностных дефектов (свилей) на катодной стороне несущей фольги, а тем самым и на поверхности осажденной на ней функциональной фольги. В настоящее время наличие таких свилей не является проблемой, возникающей при изготовлении печатных плат, но вероятнее всего они станут проблемой в будущем, когда платы будут изготавливаться по техническим условиям, соответствующим повышенным требованиям к миниатюризации изделий.
Для повышения качества поверхности функциональной фольги катодную сторону несущей фольги можно было бы получать на катодных барабанах со сверхгладкой поверхностью, не имеющей поверхностных дефектов. Однако по существующей в настоящее время технологии изготовить сверхгладкие барабаны с приемлемой стоимостью практически невозможно. Кроме того, сверхгладкая поверхность легко подвержена повреждениям, и поэтому использование такого барабана было бы связано с исключительно высокими затратами.
Задача изобретения
В основу настоящего изобретения была положена задача получить сравнительно дешевую композиционную медную фольгу с высококачественной поверхностью функциональной фольги. Указанная задача решается согласно изобретению с помощью композиционной медной фольги в соответствии с п.1 формулы изобретения.
Краткое изложение сущности изобретения
В отличие от обычной композиционной медной фольги с функциональной фольгой с гладкой поверхностью в предлагаемой в настоящем изобретении фольге лицевая сторона функциональной фольги обращена не к блестящей катодной стороне осажденной электролитическим методом несущей фольги, а к ее сверхгладкой электролитической стороне.
В предлагаемой в настоящем изобретении фольге функциональную фольгу осаждают поверх отделяющего слоя на электролитической стороне несущей фольги, и поэтому поверхность ее лицевой стороны повторяет поверхность электролитической стороны несущей фольги и имеет шероховатость Rz, фактически равную шероховатости электролитической стороны несущей фольги. Электролитическая сторона несущей фольги не формируется на катоде, и поэтому на ней отсутствуют поверхностные дефекты, связанные с наличием дефектов на поверхности катода. При этом очевидно, что лицевая сторона функциональной фольги, являющаяся зеркальным отражением электролитической стороны несущей фольги, также не будет иметь таких поверхностных дефектов, как, например, свили.
Одно из преимуществ не имеющей поверхностных дефектов функциональной фольги связано с возможностью существенного улучшения фоторазрешающей способности рисунка схемы. Другим преимуществом предлагаемой в изобретении фольги является возможность более равномерного химического травления, поскольку чем однороднее поверхность, тем равномернее травление. Помимо этого не имеющая поверхностных дефектов лицевая сторона функциональной фольги позволяет оптимизировать при изготовлении ПП выполнение многих технологических операций, в частности операции нанесения медного покрытия.
При очень небольшой толщине функциональной фольги поверхность ее обратной стороны имеет практически ту же шероховатость, что и поверхность лицевой стороны (Rz≤3,5 мкм). Такая шероховатость в наибольшей степени пригодна для получения поверхности с однородной мелкозернистой структурой.
Еще одним преимуществом предлагаемой в изобретении фольги является наличие в ней несущей фольги, которая служит основанием для функциональной фольги и надежно защищает сверхгладкую поверхность от повреждений при транспортировке и ламинировании.
Преимущество несущей фольги предлагаемой в изобретении композиционной фольги состоит в том, что она преимущественно состоит из равноосных кристаллов по крайней мере рядом с поверхностью, примыкающей к отделяющему слою. Такая кристаллическая структура способствует образованию у фольги сверхгладкой электролитической стороны. Несущую фольгу можно получать электролитическим осаждением недорогого металла или сплава, например железа или латуни. Предпочтительно, однако, в качестве несущей фольги использовать электролитически осажденную медную фольгу. Толщина несущей фольги может лежать в пределах от 18 до 105 мкм.
Функциональная фольга состоит также из равноосных кристаллов и поэтому по существу повторяет расположенную под ней сверхгладкую однородную поверхность. Поверхность лицевой стороны функциональной фольги может иметь шероховатость Rz, меньшую или равную 3,5 мкм. Предпочтительно, чтобы толщина функциональной фольги лежала в пределах от 2 до 13 мкм. Такая функциональная фольга, имеющая равноосную кристаллическую структуру, обеспечивает возможность очень быстрого, точного и равномерного травления. Кроме того, такая структура фольги способствует получению четко очерченных проводящих элементов прямоугольной формы. При этом количество проводящих элементов на единицу поверхности можно значительно увеличить, а их размер и шаг между ними можно уменьшить, что позволяет изготавливать ПП с имеющей очень плотный рисунок схемой. Кроме того, отверстия в функциональной фольге толщиной 3-5 мкм можно изготовить непосредственно с помощью лазера.
Отделяющий слой и несущую фольгу можно отрывать от функциональной фольги одновременно. Отделяющим слоем может быть электролитически осажденный слой на основе хрома. Предпочтительно, чтобы толщина этого слоя была меньше 1,5 мкм, более предпочтительно равнялась приблизительно 0,1 мкм. Сверхгладкая и однородная поверхность электролитической и лицевой сторон обеспечивает однородную адгезию между несущей и функциональной фольгой. Толщину слоя хрома выбирают таким образом, чтобы усилие, необходимое для одновременного отрыва отделяющего слоя и несущей фольги, лежало в пределах от 30 до 150 Н/м. Такое усилие отрыва между несущей фольгой и функциональной фольгой надежно защищает лицевую поверхность функциональной фольги при ламинировании и при выполнении других операций при изготовлении ПП и в то же время позволяет достаточно легко оторвать несущую фольгу.
В настоящем изобретении предлагается также способ изготовления композиционной медной фольги, заключающийся в том, что
а) электролитическим осаждением на катоде получают несущую фольгу, которая имеет катодную сторону, прилегающую к катоду, и противоположную ей электролитическую сторону,
б) на электролитическую сторону несущей фольги наносят очень тонкий отделяющий слой и
в) осаждением меди на отделяющем слое получают функциональную фольгу, которая имеет лицевую сторону, обращенную к отделяющему слою, и противоположную ей обратную сторону.
В соответствии с одной из важных отличительных особенностей изобретения электролитическое осаждение несущей фольги выполняют таким образом, чтобы шероховатость Rz ее электролитической стороны была меньше или равна 3,5 мкм. Предлагаемый в изобретении способ позволяет изготавливать функциональную фольгу со сверхгладкой, исключительно однородной поверхностью, полностью лишенной таких поверхностных дефектов как свили.
Электролитическое осаждение несущей фольги можно выполнять из электролита, содержащего от 70 до 110 г/л меди (например в виде сульфата меди), от 80 до 120 г/л серной кислоты, а также от 1 до 10 част./млн носителя, от 1 до 10 част./млн выравнивателя и от 0,1 до 2 част./млн блескообразователя.
Носитель может представлять собой высокомолекулярный полимер, растворимый в кислоте и выбранный из группы, включающей желатин (с молекулярной массой (ММ) 2000-100000), полиакриламид (с ММ 500000-12000000), полиэтиленгликоль (с ММ 400-10000), монометиловый эфир полиэтиленгликоля (с ММ 300-5000), диметиловый эфир полиэтиленгликоля (с ММ 250-3000) и гидроксиэтилцеллюлозу (с ММ 10000-100000). Выравнивателем может служить органическое соединение, содержащее атом азота или атом кислорода и выбранное из группы, включающей полиэтиленимин, поли(пропиленгликоль-b-этиленгликоль-b-пропиленгликоль)бис(2-аминопропиловый эфир) и N-аллилтиомочевину. В качестве блескообразователя можно использовать сернистое соединение, выбранное из 2-меркаптобензимидазола, 3,3'-тиодипропионовой кислоты, 3-меркапто-1-пропансульфоната натрия, тиодигликолевой кислоты и тиомолочной кислоты.
Предпочтительно, чтобы в несущей фольге по крайней мере вблизи ее поверхности, примыкающей к отделяющему слою, содержались преимущественно равноосные кристаллы, способствующие получению несущей фольги со сверхгладкой, не имеющей поверхностных дефектов электролитической стороной. Такую структуру можно получить, регулируя режим электролиза и используя упомянутые выше электролиты. Режим электролиза предпочтительно регулировать и при осаждении функциональной фольги, которая при определенных условиях также будет содержать равноосные кристаллы.
На следующей стадии (г) предлагаемого в изобретении способа путем соответствующей обработки поверхности обратной стороны функциональной фольги увеличивают ее адгезию с наносимым в последующем слоем смолы или подложкой. Такая обработка предполагает получение на поверхности обратной стороны мелкозернистой медной структуры, оставляющей на смоле после травления гладкий однородный отпечаток. Такая обработка обеспечивает достаточно прочную адгезию тонких проводящих элементов, возможность травления с высокой скоростью, возможность получения точного и четко очерченного контура проводящих элементов и мелкозернистого отпечатка, необходимых для последующего создания многослойной структуры.
Затем при выполнении стадии (д) обратную сторону функциональной фольги пассивируют, предпочтительно после обработки поверхности. В результате обе стороны функциональной фольги оказываются защищенными, а именно, лицевая сторона - несущей фольгой, а обратная сторона - пассивирующим слоем.
При выполнении стадии (е) на обратную сторону функциональной фольги наносят слой смолы. Наличие такого слоя позволяет сразу же использовать предлагаемую композиционную медную фольгу при изготовлении плакированных медью многослойных изделий, печатных плат, а также многослойных печатных плат после выполнения соответствующих операций соединительного характера.
Краткое описание чертежей
Ниже изобретение более подробно рассмотрено примере не ограничивающего варианта его осуществления со ссылкой на прилагаемые чертежи, на которых показано:
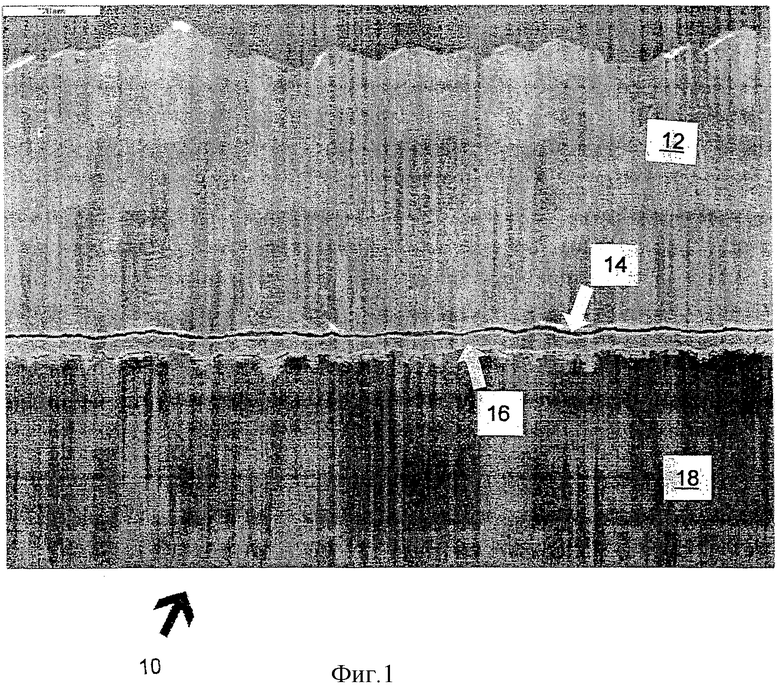
на фиг.1 - полученное с помощью сканирующего электронного микроскопа (СЭМ) изображение поперечного сечения композиционной медной фольги, предлагаемой в настоящем изобретении,
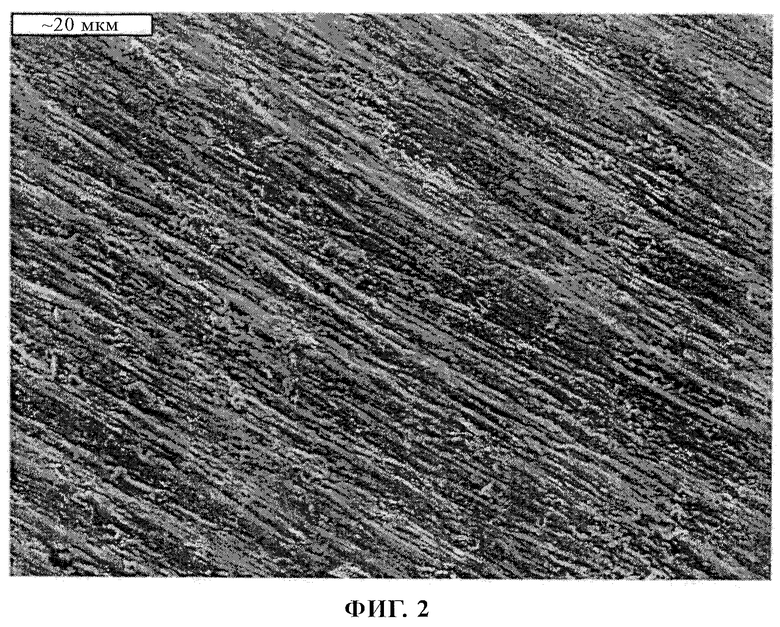
на фиг.2 - полученное с помощью СЭМ изображение катодной стороны обычной несущей фольги,
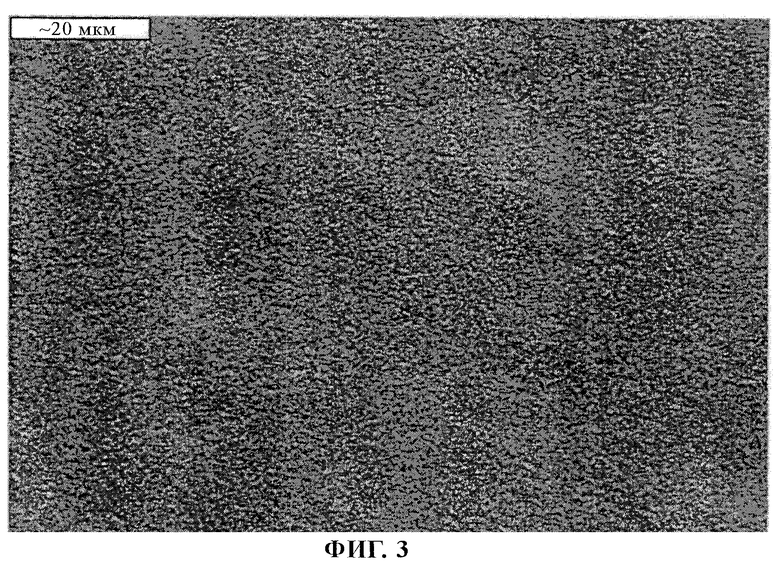
на фиг.3 - полученное с помощью СЭМ изображение электролитической стороны несущей фольги композиционной медной фольги, показанной на фиг.1,
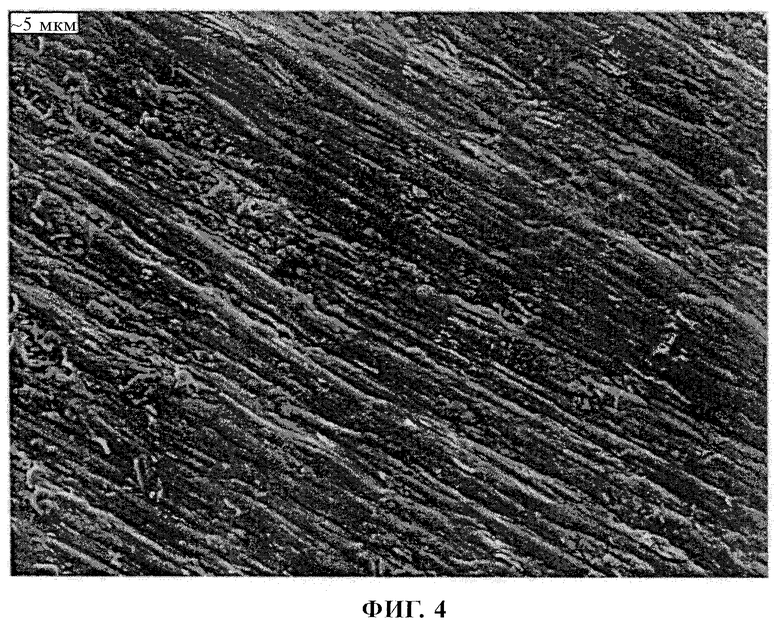
на фиг.4 - полученное с помощью СЭМ изображение лицевой стороны обычной функциональной фольги,
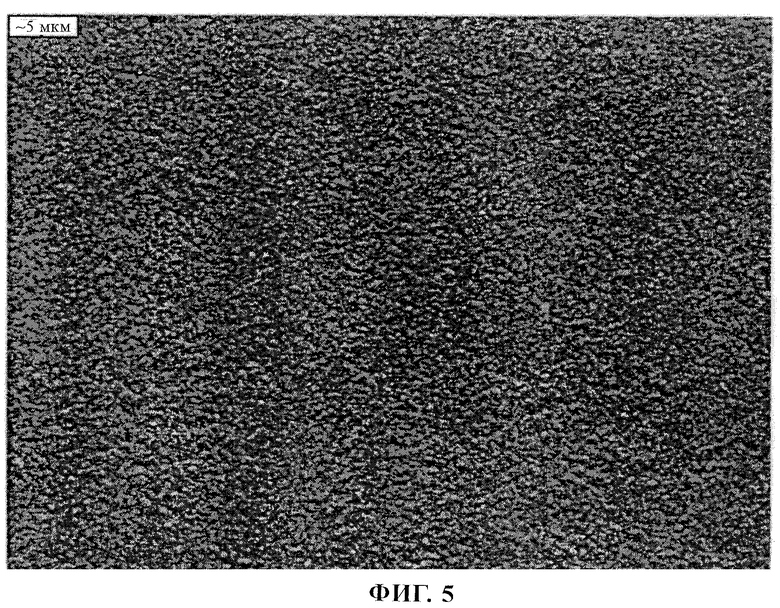
на фиг.5 - полученное с помощью СЭМ изображение лицевой стороны функциональной фольги композиционной медной фольги, показанной на фиг.1,
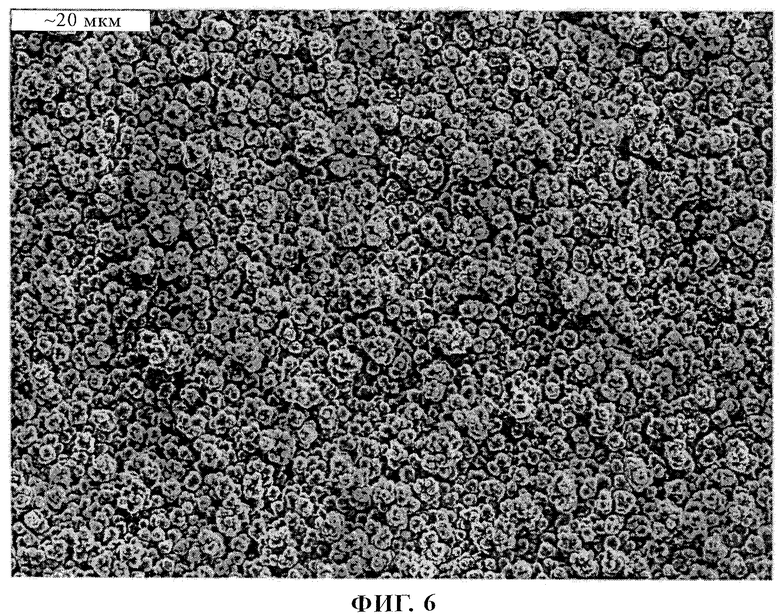
на фиг.6 - полученное с помощью СЭМ изображение поверхности обратной стороны функциональной фольги со структурой, полученной после обычной поверхностной обработки,
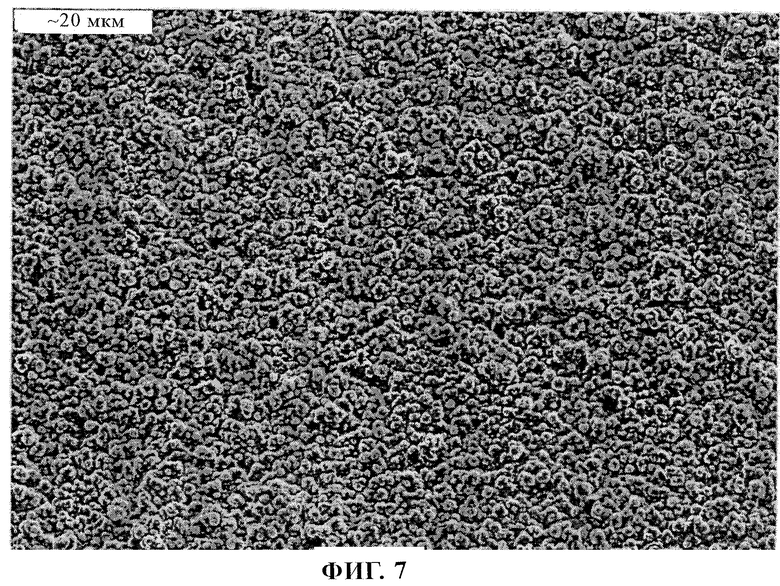
на фиг.7 - полученное с помощью СЭМ изображение обратной стороны композиционной медной фольги, показанной на фиг.1, после специальной обработки с целью получения мелкозернистой структуры поверхности,
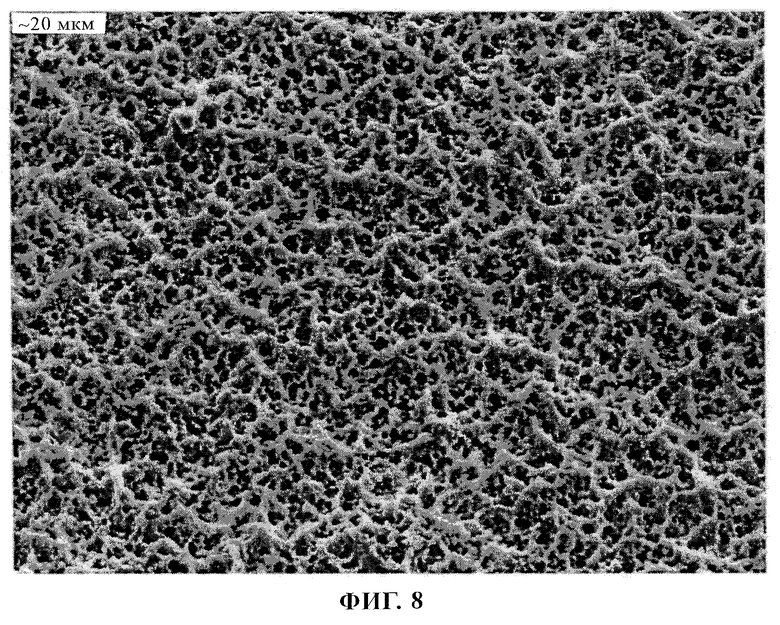
на фиг.8 - полученное с помощью СЭМ изображение отпечатка в слое смолы обратной стороны фольги со структурой, полученной после обычной поверхностной обработки и показанной на фиг.6, и
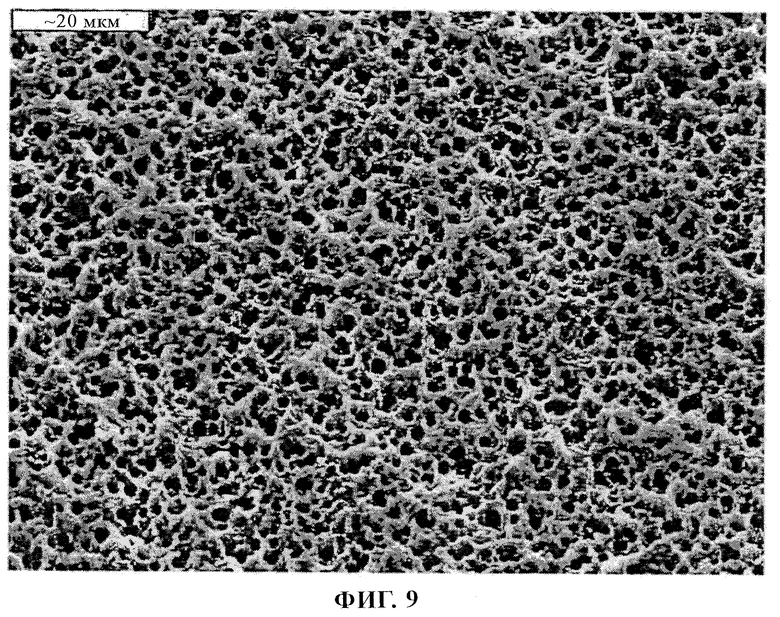
на фиг.9 - полученное с помощью СЭМ изображение отпечатка в слое смолы обратной стороны фольги с мелкозернистой структурой поверхности, полученной после специальной поверхностной обработки и показанной на фиг.7.
Предпочтительный вариант осуществления изобретения
На фиг.1 показано полученное с помощью сканирующего электронного микроскопа (с увеличением в 1000 раз) изображение композиционной медной фольги 10, предлагаемой в настоящем изобретении. Ниже рассмотрены отдельные стадии предпочтительного варианта осуществления предлагаемого в изобретении способа изготовления фольги 10, что позволяет наглядно пояснить основные особенности этой фольги и ее свойства.
При изготовлении фольги при выполнении первой стадии (а) осаждением меди из электролита на вращающийся титановый катодный барабан получают несущую фольгу 12. При получении несущей фольги электролит циркулирует между катодным барабаном и анодом, расположенным непосредственно вблизи от катода. Полученная несущая фольга 12 имеет катодную сторону, соприкасавшуюся с барабаном, и противоположную ей электролитическую сторону, смачиваемую электролитом. Электролитическое осаждение фольги 12 выполняют таким образом, чтобы шероховатость электролитической стороны Rz была меньше или равна 3,5 мкм (Rz≤3,5 мкм). Шероховатость Rz измеряют в соответствии со стандартом DIN 4768. Для получения фольги 12 толщиной от 18 до 105 мкм, например 35 или 70 мкм, необходимо иметь возможность регулирования режима электролитического осаждения.
На второй стадии (б) на электролитическую сторону несущей фольги 12 наносят очень тонкий отделяющий слой 14.
На третьей стадии (в) на отделяющий слой 14 электролитически осаждают функциональную фольгу 16. Фольга 16 имеет лицевую сторону, соприкасающуюся с отделяющим слоем 14, и противоположную ей обратную сторону. Регулирование режима электролитического осаждения позволяет при выполнении этой операции менять толщину фольги 16 в пределах от 2 до 13 мкм. При этом фольга 16 может иметь толщину, например, 3, 5, 9 или 12 мкм.
Как уже было отмечено выше, электролитическое осаждение несущей фольги 12 при выполнении стадии (а) проводят таким образом, чтобы шероховатость Rz ее электролитической стороны была меньше или равна 3,5 мкм. При изготовлении фольги по обычной технологии ее электролитическая сторона получается намного более грубой и имеет большую шероховатость, чем катодная сторона, и поэтому функциональную фольгу осаждают на катодной стороне несущей фольги. Шероховатость отделяющего слоя, который имеет очень небольшую толщину, будет такой же, что и шероховатость катодной стороны несущей фольги. Поэтому лицевая сторона функциональной фольги, которую наносят на отделяющий слой, будет иметь ту же шероховатость, что и катодная сторона несущей фольги. Поскольку шероховатость катодной стороны меньше шероховатости электролитической стороны, обычно функциональную фольгу наносят именно на катодную сторону. Для получения тонкого и четкого рисунка схемы при фотохимическом травлении необходимо иметь ровную гладкую поверхность. Поскольку катодная сторона несущей фольги формируется поверхностью катодного барабана, ее шероховатость определяется шероховатостью барабана. Шероховатость катодной стороны не может быть меньше шероховатости поверхности барабана, и полученная обычным способом катодная сторона несущей фольги может оказаться слишком грубой для того, чтобы на ней можно было получить функциональную фольгу со сверхгладкой лицевой поверхностью. Кроме того, обычно на поверхности катодного барабана имеются определенные дефекты, вызывающие появление свилей на катодной стороне несущей фольги (см.фиг.2, увеличение в 1000 раз), а тем самым и на лицевой стороне функциональной фольги.
Изготовленная предлагаемым в изобретении способом несущая фольга с шероховатостью электролитической стороны Rz≤3,5 мкм представляет собой высококачественную несущую поверхность, на которой формируется функциональная фольга 16. Лицевая сторона функциональной фольги 16, осажденной на электролитической стороне несущей фольги, будет сверхгладкой, однородной и лишенной поверхностных дефектов. При небольшой толщине функциональной фольги 16 шероховатость ее обратной стороны будет почти такой же, что и шероховатость лицевой стороны.
Режим электролитического осаждения и состав электролита должны обеспечивать осаждение несущей фольги 12 в виде очень мелких, желательно равноосных, зерен. Равноосные зерна или кристаллы, у которых соотношение размеров в разных направлениях приблизительно равно единице, способствуют получению гладкой однородной поверхности и поэтому более предпочтительны, чем призматические кристаллы. Для формирования поверхности, на которую наносят слой функциональной фольги 16, предпочтительно, чтобы такие равноосные кристаллы несущей фольги были расположены по крайней мере вблизи ее примыкающей к отделяющему слою 14 поверхности.
Такую несущую фольгу можно изготовить электролитическим способом, осаждая на барабан при выполнении стадии (а) медь из электролита, содержащего от 70 до 110 г/л меди (например в виде сульфата меди), от 80 до 120 г/л серной кислоты с тремя видами органических добавок, предназначенных для получения в несущей фольге 12 структуры, состоящей преимущественно из равноосных кристаллов. В состав такого электролита входят следующие компоненты:
1) от 1 до 10 част./млн носителя, который представляет собой высокомолекулярный полимер, растворимый в кислоте и выбранный из группы, включающей желатин (с ММ 2000-100000), полиакриламид (с ММ 500000-12000000), полиэтиленгликоль (с ММ 400-10000), монометиловый эфир полиэтиленгликоля (с MM 300-5000), диметиловый эфир полиэтиленгликоля (с ММ 250-3000) и гидроксиэтилцеллюлозу (с ММ 10000-100000),
2) от 1 до 10 част./млн выравнивателя, которым является органическое соединение, содержащее атом азота или атом кислорода и выбранное из группы, включающей полиэтиленимин, поли(пропиленгликоль-b-этиленгликоль-b-пропиленгликоль)бис(2-аминопропиловый эфир) и N-аллилтиомочевину,
3) от 0,1 до 2 част./млн блескообразователя, представляющего собой сернистое соединение, выбранное из группы, включающей 2-меркаптобензимидазол, 3,3'-тиодипропионовую кислоту, З-меркапто-1-пропансульфонат натрия, тиодигликолевую кислоту и тиомолочную кислоту.
При использовании такого электролита плотность тока должна составлять 9 от 5 до 80 А/дм. Рабочая температура должна лежать в пределах от 30 до 70°С.
На фиг.3 показано полученное с помощью СЭМ (при увеличении в 1000 раз) изображение электролитической стороны несущей фольги 12, полученной при соблюдении указанных выше условий. Электролитическая сторона этой фольги существенно отличается от соответствующей стороны фольги, показанной на фиг.2, в частности, полным отсутствием свилей и однородной и гладкой поверхностью.
При выполнении последующей стадии (б) на электролитическую сторону несущей фольги наносят очень тонкий отделяющий слой. Этот слой 14, представляющий собой предпочтительно слой на основе хрома, имеет толщину около 0,1 мкм. Толщину 0,1 мкм, как очевидно, невозможно измерить, и поэтому ее рассчитывают исходя из массы и плотности хрома, осажденного на единицу поверхности. Отделяющий слой обычно наносят из раствора хрома, содержащего от 180 до 300 г/л хромовой кислоты (в пересчете на СrО3) и от 1,8 до 3 г/л серной кислоты (H2SO4). Плотность тока при нанесении отделяющего слоя должна лежать в пределах от 5 до 40 А/дм, а температура раствора - в пределах от 18 до 60°С.
Наличие отделяющего слоя 14 позволяет легко отделить несущую фольгу 12 от функциональной фольги, не загрязняя и не повреждая ее лицевую поверхность. Следует отметить, что адгезия отделяющего слоя 14 должна быть достаточной для того, чтобы исключить отслаивание несущей фольги 12 от функциональной фольги при выполнении множества различных технологических операций при изготовлении печатных плат (ПП) с использованием композиционной медной фольги 10. К такого рода операциям относятся, в частности, покрытие изолирующей смолой, разрезка рулонной фольги 10 на листы, пробивка базовых отверстий, сборка пакета многослойной платы и ламинирование, обрезка, сверление сквозных отверстий с использованием для входа сверла несущей фольги 12.
Следует отметить, что при сверхгладкой и однородной поверхности контакта отделяющего слоя 14 и функциональной фольги 16 усилие, необходимое для отрыва несущей фольги 12, меньше усилия отрыва при той же толщине отделяющего слоя, но при более грубой поверхности контакта. Эта особенность предлагаемой в изобретении фольги является особо ценным свойством при ламинировании, когда усилие отрыва увеличивается вследствие термической обработки, необходимой для соединения функциональной фольги 16 с изготовленной из смолы подложкой. Усилие отрыва у предлагаемой фольги будет меньше, чем у фольги, изготовленной по обычной технологии, даже при использовании полимеров с высокой температурой стеклования. Толщина хромового слоя должна быть такой, чтобы усилие отрыва несущей фольги лежало в пределах от 30 до 150 Н/м.
При выполнении следующей стадии (в) на отделяющий слой 14 наносят слой функциональной фольги 16, электролитически осаждая для этого медь из электролита. Для получения структуры из равноосных кристаллов, способствующей образованию сверхгладкой поверхности, режим электролитического осаждения при выполнении этой стадии необходимо регулировать. Функциональную фольгу 16 фактически осаждают в виде эпитаксиального слоя (т.е. слоя, расположенного на другом слое меди, поскольку отделяющий слой 14 на основе хрома обычно имеет настолько небольшую толщину, что его структура не влияет на структуру несущей фольги), и поэтому структура поверхности функциональной фольги практически полностью определяется структурой несущей фольги 12. Для получения равноосной структуры функциональной фольги 16 можно использовать электролит, содержащий от 30 до 110 г/л меди (например в виде сульфата меди) и от 30 до 120 г/л серной кислоты. Плотность электрического тока при этом должна лежать в пределах от 5 до 60 А/дм. Температура должна составлять от 30 до 70°С.
На фиг.4 показано полученное с помощью СЭМ (при увеличении в 2000 раз) изображение лицевой стороны функциональной фольги, изготовленной известным способом, а на фиг.5 показано полученное с помощью СЭМ (при увеличении в 2000 раз) изображение лицевой стороны функциональной фольги 16, осажденной на электролитической стороне несущей фольги, показанной на фиг.3. Качество поверхности лицевой стороны функциональной фольги 16, показанной на фиг.5, намного выше, чем качество поверхности лицевой стороны фольги, показанной на фиг.4. Нетрудно заметить, что на лицевой стороне фольги, показанной на фиг.5, нет никаких свилей. Кроме того, эта поверхность однородна и имеет очень небольшую шероховатость (Rz≤3,5 мкм). Как уже было отмечено выше, обратная сторона функциональной фольги также имеет почти такую же шероховатость (Rz≤3,5 мкм). Таким образом, обе стороны функциональной фольги 16 при очень небольшой ее толщине являются сверхгладкими. Такая функциональная фольга 16 обеспечивает возможность очень быстрого и равномерного травления и получения схемы с очень плотным рисунком. Кроме того, равноосная структура фольги способствует получению четко очерченных проводящих элементов прямоугольной формы.
При выполнении следующей технологической стадии (г) поверхность обратной стороны функциональной фольги 16 подвергают специальной обработке. При такой обработке на обратной стороне фольги получают мелкозернистую структуру меди, которая существенно повышает сцепление (или адгезию) функциональной фольги 16 с изготовленной из смолы подложкой. На фиг.6 показана поверхность обратной стороны фольги, обработанной известным способом. Эта поверхность имеет крупнозернистую структуру, которая увеличивает продолжительность травления и оставляет на подложке из смолы грубые крупнозернистые отпечатки (фиг.8). В этом случае проводящие элементы будут иметь нечеткие очертания, и последующее изготовление многослойных ПП будет затруднено. В то же время специальная обработка обратной стороны фольги, изготовленной предлагаемым в изобретении способом, позволяет получить гладкую поверхность и сформировать структуру с очень мелкими зернами, как это видно на фиг.7. Мелкозернистая структура меди обеспечивает получение однородной поверхности с мелкозернистым отпечатком после травления, что видно на фиг.9. Такая поверхность повышает прочность адгезии тонких проводящих элементов, позволяет увеличить скорость травления и получить точный и четко очерченный контур проводящих элементов и мелкозернистую структуру, которые необходимы для последующего выполнения сборочных операций и операций, связанных с созданием многослойной структуры.
На следующей технологической стадии (д) на обработанную обратную сторону функциональной фольги наносят пассивирующий слой на основе цинка и хрома. В результате обе стороны функциональной фольги 16 оказываются защищенными, а именно, лицевая сторона - несущей фольгой 12, а обратная сторона - пассивирующим слоем. Такое же пассивирование можно выполнить и на электролитической стороне несущей фольги во избежание тем самым ее окисления, проявляющегося в появлении синеватого контура.
В завершение на последней технологической стадии (е) на обратную сторону функциональной фольги 16 наносят слой 18 смолы. Изготовленную таким образом композиционную медную фольгу 10 можно сразу же использовать при изготовлении печатных плат (ПП), в частности многослойных ПП при последующем выполнении соответствующих операций, связанных с созданием многослойной структуры, и при непосредственном ламинировании композиционной фольги 10 на подложку платы. Предлагаемая композиционная медная фольга 10 может быть использована во многих случаях при изготовлении ПП, в частности при изготовлении многослойных ПП с последующим выполнением соответствующих работ. Функциональная фольга 16 имеет исключительно малую толщину, составляющую всего 3 или 5 мкм, и поэтому некоторые отверстия, например сквозные микроскопические отверстия, можно выполнять в ней непосредственно лазерным лучом.
Следует отметить, что в приведенном выше описании говорится, что осаждение функциональной фольги на отделяющий слой производят электролитическим осаждением меди. Однако изобретение не ограничено подобным методом получения функциональной фольги. Так, например, для увеличения толщины функциональной фольги после электролитического осаждения медь можно осаждать на отделяющий слой, например, методом конденсации из паровой (газовой) фазы или химическим осаждением из паровой (газовой) фазы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРООСАЖДЕННОЙ МЕДНОЙ ФОЛЬГИ И МЕДНАЯ ФОЛЬГА, ПОЛУЧЕННАЯ ЭТИМ СПОСОБОМ | 1996 |
|
RU2166567C2 |
| СПОСОБ ПРОИЗВОДСТВА МЕДНОЙ НИЗКОПРОФИЛЬНОЙ ФОЛЬГИ И НИЗКОПРОФИЛЬНАЯ ФОЛЬГА, ПОЛУЧЕННАЯ С ИСПОЛЬЗОВАНИЕМ ДАННОГО СПОСОБА | 2006 |
|
RU2366764C2 |
| СПОСОБ ПОЛУЧЕНИЯ ФОЛЬГИ ИЗ ЭЛЕКТРОЛИТИЧЕСКОЙ МЕДИ | 2020 |
|
RU2762281C1 |
| МЕДНАЯ ФОЛЬГА ДЛЯ ПРОИЗВОДСТВА ПЕЧАТНЫХ ПЛАТ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 1995 |
|
RU2138932C1 |
| МНОГОСЛОЙНАЯ ФОЛЬГА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2287618C2 |
| ЭЛЕКТРОД ДЛЯ ЛИТИЕВОЙ ВТОРИЧНОЙ БАТАРЕИ, ЛИТИЕВАЯ ВТОРИЧНАЯ БАТАРЕЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2397575C2 |
| ОТРИЦАТЕЛЬНЫЙ ЭЛЕКТРОД ДЛЯ НЕВОДНОЙ ВТОРИЧНОЙ БАТАРЕИ, СПОСОБ ИЗГОТОВЛЕНИЯ ОТРИЦАТЕЛЬНОГО ЭЛЕКТРОДА И НЕВОДНАЯ ВТОРИЧНАЯ БАТАРЕЯ | 2003 |
|
RU2303318C2 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОГО ПОРОШКА, ОКСИДОВ МЕДИ И МЕДНОЙ ФОЛЬГИ | 1994 |
|
RU2126312C1 |
| КОМПОЗИТ С МЕДНОЙ ФОЛЬГОЙ, ФОРМОВАННЫЙ ПРОДУКТ И СПОСОБ ИХ ПОЛУЧЕНИЯ | 2012 |
|
RU2570030C1 |
| Способ получения медной фольги и устройство для его осуществления | 1989 |
|
SU1696601A1 |
Изобретение относится к области гальванопластики, в частности к изготовлению композиционной медной фольги, и может быть использовано для производства печатных плат. Композиционная медная фольга (10), содержащая несущую фольгу (12), электролитически осажденную на катод, имеет катодную сторону, образованную в контакте с катодом, и противоположную ей электролитическую сторону. На электролитической стороне несущей фольги (12) расположен очень тонкий отделяющий слой (14). Тонкая функциональная фольга (16), образованная осаждением меди, имеет лицевую сторону, контактирующую с отделяющим слоем (14), и противоположную ей обратную сторону. Электролитическая сторона несущей фольги (12) имеет шероховатость Rz, меньшую или равную 3,5 мкм. Способ заключается в том, что на катоде электролитическим осаждением получают несущую фольгу (12), на электролитической стороне которой формируют очень тонкий отделяющий слой (14), и осаждением меди формируют тонкую функциональную фольгу (16), которая имеет лицевую сторону, контактирующую с отделяющим слоем (14), при этом электролитическое осаждение несущей фольги (12) выполняют таким образом, чтобы ее электролитическая сторона имела шероховатость Rz, меньшую или равную 3,5 мкм. Технический результат: получение сравнительно дешевой композиционной медной фольги с высококачественной поверхностью функциональной фольги. 2 с. и 24 з.п. ф-лы, 9 ил.
а) получение на катоде электролитическим осаждением несущей фольги (12), которая имеет катодную сторону, образованную в контакте с катодом, и противоположную ей электролитическую сторону,
б) формирование на электролитической стороне несущей фольги (12) очень тонкого отделяющего слоя (14) и
в) формирование осаждением меди тонкой функциональной фольги (16), которая имеет лицевую сторону, контактирующую с отделяющим слоем (14), и противоположную ей обратную сторону,
отличающийся тем, что электролитическое осаждение несущей фольги (12) выполняют таким образом, чтобы ее электролитическая сторона имела шероховатость Rz, меньшую или равную 3,5 мкм.
| US 3998601 А, 21.12.1976 | |||
| US 5863410 А, 26.01.1999 | |||
| МЕДНАЯ ФОЛЬГА ЭЛЕКТРОЛИТИЧЕСКОГО ОСАЖДЕНИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2122049C1 |
| Способ электролитической обработки поверхности медной фольги | 1981 |
|
SU990878A1 |

