Изобретение относится к области литейного производства, преимущественно к способам литья сплавов в формы.
Известен способ разливки магниевых сплавов в формы, при котором для уменьшения окисления струи расплава и зеркала металла их поверхности припыливают порошковой серой в литниковой чаше (см., например, Колобнев и др., Справочник литейщика. М., "Машиностроение", 1974, 262 с.).
Недостатком данного способа является то, что при неполном сгорании порошкообразной серы она увлекается движущей струей в полость формы и образует газовые раковины в теле отливки.
Известен способ литья (см. заявку Японии N 55-21634, В 22 D 23/00, 1980), включающий заливку форм, установленных в короб, заполненный негорючим газом, который тяжелее воздуха.
Недостатком способа является большой расход инертного газа и не исключение возможности окисления струи расплава.
Наиболее близким техническим решением является способ заливки форм магниевыми сплавами, включающий подачу газа тяжелее воздуха в полость формы перед заливкой и во время заливки (см. авт. св. СССР N 118982, В 22 D 21/04, 1958.).
Недостатком данного способа является отсутствие постоянной нейтральной атмосферы вокруг струи заливаемого расплава, что приводит к окислению металла и снижению качества отливок.
Цель настоящего изобретения - повышение качества отливок.
Поставленная цель достигается тем, что в способе литья магниевых сплавов, включающем подачу защитного газа тяжелее воздуха в полость формы перед заливкой и во время заливки расплава, в отличие от прототипа, во время заливки расплава газ тяжелее воздуха подают в смеси с газом легче воздуха при соотношении их 1:10...20, а после заливки подают газ тяжелее воздуха.
Использование смеси газов в заданном соотношении во время заливки, а после заливки защитного газа тяжелее воздуха обеспечивает оптимальное использование составляющих газов в защитной смеси и предотвращение повторного окисления струи расплава, что способствует повышению качества отливок.
Предлагаемый способ литья магниевых сплавов в формы осуществляют следующим образом.
Перед заливкой расплава в форму полость формы заполняют через литниковую чашу газом тяжелее воздуха, например элегаз SF6. Во время заливки подают газовую смесь, состоящую из одной части "тяжелого" газа и 10-20 частей "легкого" газа. На данном этапе незначительное количество "тяжелого" газа в смеси обеспечивает поддержку постоянной защитной атмосферы в форме, а "легкий" газ образует вокруг струн металла над чашей защитную атмосферу, которая предотвращает окисление металла во время заливки. После окончания заливки форм на поверхность металла подают один "тяжелый" газ до образования корочки.
Заявленное соотношение "тяжелого" (элегаз SF6) и "легкого" (азот N2) газов в защитной смеси подтверждены экспериментальными исследованиями.
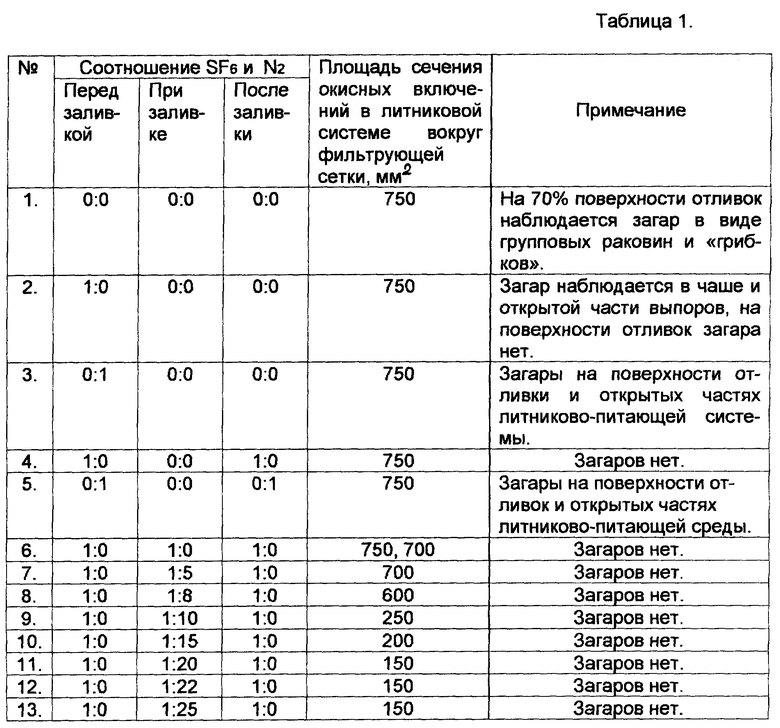
Исследования проводились на сплаве Мл-5. Шихту расплавляли в среде инертного газа. Рафинировали и модифицировали продувкой газами. После выстаивания сплав разливали в формы. Для оценки эффективности заливки в инертной среде, с точки образования "вторичных" окислов, заливку в форму осуществляли через фильтрованную сетку, установленную в литниковой системе для улавливания неметаллических включений в виде окислов. Затем исследовались макрошлифы продольных разрезов участков литниковой системы с фильтрующей сеткой, залитых без инертной среды и в инертной среде с различным соотношением защитной смеси. Результаты исследований приведены в табл. 1 (см. в конце описания).
Эксперименты показали, что заливка форм магниевым сплавом без защитной атмосферы приводила к браку отливок из-за загара в виде групповых раковин и "грибков" на 70% поверхности отливок, открытых частях выпоров и литниковой чаши. Площадь сечения окисных включений в литниковой системе вокруг фильтрующей сетки составила более 750 мм2 (диаметр фильтрующей сетки 50 мм). При заливке форм сплавом после продувки полости форм защитным газом тяжелее воздуха загаров на поверхности отливок не было, загары наблюдались на открытых частях выпоров, литниковой чаше. Площадь сечения включений в литниковой системе вокруг фильтрующей сетки составила не менее 750 мм2. При заливке форм сплавом после продувки полости формы защитным газом легче воздуха наблюдались отдельные загары на поверхностях отливки и литниково- питающей системы. При подачи газа тяжелее воздуха перед заливкой формы расплавом и после заливки загаров на металле не наблюдалось, но площадь сечения окисных включений в литниковой системе вокруг фильтрующей сетки оставалась в пределах 750 мм2. При подаче газа легче воздуха перед заливкой и после наблюдались отдельные загары. При подачи газа тяжелее воздуха перед заливкой формы, во время заливки газов тяжелее и легче воздуха в соотношении 1:1 и после заливки газа тяжелее воздуха - загаров не было, но площадь сечения окисных включений в литниковой системе составила 700-750 мм2. Увеличение в газовой смеси газа легче воздуха приводило к уменьшению площади сечения окисных включений в литниковой системе и при соотношениях "тяжелого" и "легкого" газов от 1:10 до 1: 20 наблюдалась наименьшая площадь сечения окисных включений в литниковой системе вокруг фильтрующей сетки. Дальнейшее увеличение "легкого" газа в соотношении газовой смеси к уменьшению площади сечений окисных включений не приводило.
Пример: Сплав Мл-5 приготавливали в электрической печи сопротивления в среде защитного газа. При температуре 720-730oC разливали по формам в струе защитной газовой смеси, состоящей из газов тяжелее (элегаз) и легче (азот) воздуха. Защитная газовая смесь подавалась через коллектор, закрепленный на форме вокруг заливаемого отверстия. Коллектор состоял из двух полуколец с двумя рядами отверстий, через которые защитный газ подается вверх параллельно струе заливаемого металла и вниз - в полость формы. Причем перед заливкой расплава в форму через коллектор продувался газ тяжелее воздуха, который заполнял полость.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ КОКИЛЯ | 1999 |
|
RU2167025C2 |
| СПОСОБ ПРИГОТОВЛЕНИЯ МАГНИЯ И ЕГО СПЛАВОВ В ОТКРЫТЫХ ПЕЧАХ | 1999 |
|
RU2154689C1 |
| КОКИЛЬ ДЛЯ ОТЛИВКИ СТАНДАРТНЫХ ОБРАЗЦОВ | 2000 |
|
RU2188741C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МАГНИЕВЫХ СПЛАВОВ ГАЗАМИ ПРИ БЕСФЛЮСОВОМ ПРИГОТОВЛЕНИИ | 2000 |
|
RU2173722C1 |
| УСТРОЙСТВО ДЛЯ ВВЕДЕНИЯ ГАЗОФЛЮСОВОЙ СМЕСИ В РАСПЛАВ | 1998 |
|
RU2151811C1 |
| ФОРМА ДЛЯ ЛИТЬЯ ВЫЖИМАНИЕМ | 2000 |
|
RU2166407C1 |
| ЗОНД ДЛЯ РАФИНИРОВАНИЯ АЛЮМИНИЕВЫХ СПЛАВОВ | 2000 |
|
RU2177046C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИТОЙ ЗАГОТОВКИ ПОД ШТАМПОВКУ | 1999 |
|
RU2170638C2 |
| СПОСОБ СВАРКИ ПОГРУЖЕННЫМ ЭЛЕКТРОДОМ | 1994 |
|
RU2113951C1 |
| СРЕДА ДЛЯ КОМПЛЕКСНОГО НАСЫЩЕНИЯ ПОВЕРХНОСТИ МЕТАЛЛОВ | 1998 |
|
RU2133298C1 |
Способ предназначен для литья магниевых сплавов. Перед заливкой расплава полость формы заполняют защитным газом тяжелее воздуха. Во время заливки подают газовую смесь, состоящую из газа тяжелее воздуха и газа легче воздуха в соотношении 1 : 10-20. После окончания заливки формы на поверхность металла подают один "тяжелым" газ до затвердевания поверхности отливки. Сокращается количество брака отливок по герметичности за счет снижения образования "вторичных" окислов. 1 табл.
Способ литья магниевых сплавов, включающий подачу защитного газа тяжелее воздуха в полость формы перед заливкой и во время заливки расплава, отличающийся тем, что во время заливки расплава газ тяжелее воздуха подают в смеси с газом расплава воздуха при соотношении их 1 : 10 - 20, после заливки расплава подают газ тяжелее воздуха.
| Способ защиты легких цветных сплавов от окисления | 1958 |
|
SU118982A1 |
| US 5139077 A, 18.08.92 | |||
| СПОСОБ РАЗЛИВКИ ЛЕГКООКИСЛЯЮЩИХСЯ СПЛАВОВ | 1990 |
|
RU2031758C1 |
| GB 1149788, 23.11.67 | |||
| Вяткин И.П., Кечин В.А., Мушков С.В | |||
| Рафинирование и литье первичного магния | |||
| - М.: Металлургия, 1974, с.156 | |||
| РУБАШКА ВАКУУМНОГО ЭЛЕКТРОНАГРЕВАТЕЛЬНОГО СОСУДА | 2007 |
|
RU2403852C2 |
| US 4565234 A, 21.01.86. | |||

