Изобретение относится к области изготовления металлических изделий, обычно плоских и достаточно тонких, таких например, как полосы или ленты из стали или других металлов, при помощи формования данного изделия в процессе его прохождения между двумя валками, имеющими строго параллельные оси вращения и воздействующими с определенным усилием сжатия на упомянутое металлическое изделие.
Говоря более конкретно, предлагаемое изобретение относится к технологическим процессам непрерывного литья металлов и сплавов между двумя валками. В процессе осуществления такого непрерывного литья осуществляется интенсивный теплообмен между отливаемым металлом и весьма энергично охлаждаемыми валками, которые фактически представляют собой две стенки литейной формы, принимающей расплавленный металл. Предлагаемого изобретение может быть применено также и в других технологических процессах формования металлических изделий, например, в процессе прокатки металла.
Одна из главных проблем получения высококачественных изделий при помощи упомянутых выше технологий состоит в том, чтобы практически непрерывно иметь точную и достоверную информацию о фактической величине расстояния между упомянутыми выше валками или величине зазора между валками. Это необходимо для того, чтобы иметь возможность оперативно воздействовать на органы регулирования толщины изготавливаемых изделий и их выпуклости в поперечном направлении таким образом, чтобы обеспечить получение продукции высокого качества в смысле ее геометрических параметров, то есть продукции, имеющей поперечное сечение желаемой формы и размеров, постоянное по всей длине данного изделия.
Под выражением "зазор между валками" в последующем изложении будет пониматься не только среднее расстояние, разделяющее валки на уровне самого узкого места между ними (самый узкий проход между валками, располагающийся в общей плоскости осей вращения обоих валков), но также и форма этого прохода между валками в самом узком месте, которая в общем случае не является строго прямоугольной либо умышленно или сознательно, с целью получения изделия, имеющего небольшую поперечную выпуклость, либо вследствие деформации элементов данной установки и валков.
Упомянутые выше деформации обычно являются следствием воздействия усилий, создаваемых формуемым в данном случае изделием. Эти усилия вызывают увеличение зазора между валками вследствие упругой деформации их опорной станины или в результате отхода или пружинения средств для регулирования положения их подшипников (в то же время эти изменения межвалкового зазора не обязательно являются одинаковыми с обеих сторон валков, что приводит к нарушению симметрии межвалкового пространства по отношению к средней плоскости, перпендикулярной осям этих валков), некоторый упругий изгиб осей валков, и даже некоторый изгиб или прогиб собственно рабочей стенки этих валков.
Эти деформации могут быть также следствием интенсивного теплообмена, который вызывает эффект термического вспучивания рабочих поверхностей валков в процессе их нагрева, а также локальные циклические деформации, связанные с последовательным вхождением в механический контакт и выходом из этого контакта с формуемым в данном случае изделием каждой зоны рабочей поверхности валка, в частности, в случае непрерывного литья между валками данного изделия, которое отверждается в контакте с этими валками.
Для того, чтобы иметь возможность более точную информацию об особенностях формы и о фактических размерах этого межвалкового зазора, необходимо, таким образом, измерять величину расстояния между валками в самом узком месте между ними не только в одной точке по ширине этих валков, но по возможности на всей этой ширине или по меньшей мере в нескольких различных точках, располагающихся вдоль двух образующих цилиндрических поверхностей валков в месте наименьшего расстояния между ними.
Поскольку отсутствует практическая возможность осуществить эти измерения непосредственно в процессе выполнения операции непрерывного литья, уже предложен способ использования датчиков толщины и параметров профиля, позволяющих определить формы и размеры изготавливаемого в данном случае изделия после завершения его формования. Не говоря уже о проблеме стоимости таких датчиков, следует отметить, что они практически могут быть размещены лишь на достаточно большом расстоянии от упомянутого самого узкого места между рабочими поверхностями валков. Вследствие указанного обстоятельства выполненные измерения в этих условиях отражают геометрические параметры межвалкового зазора лишь с относительно большим запозданием. Таким образом, в случае отклонения величины этого межвалкового зазора от заданной необходимое корректирующее воздействие может быть выполнено только с некоторым запозданием, что влечет за собой появление неравномерностей на продольном профиле изготавливаемого в данном случае изделия.
В основу настоящего изобретения положена задача разрешить упомянутые выше проблемы, а именно обеспечить возможность быстрого и непрерывного определения геометрических параметров зазора между валками в процессе выполнения операции формования данного изделия таким образом, чтобы иметь необходимую информацию, позволяющую практически мгновенно воздействовать на органы регулировки положения валков или на органы контроля других параметров технологической операции формования изделия с тем, чтобы надежно выдерживать постоянство формы и размеров зазора между валками на заданном уровне, например, воздействуя на средства контроля бочкообразности валка.
Имея в виду указанные выше задачи, объектом предлагаемого изобретения является способ для непрерывного определения величины зазора в самом узком месте между двумя валками со строго параллельными осями установки, предназначенной для горячего формования тонких металлических изделий путем прохождения упомянутого изделия между упомянутыми валками. Предлагаемый способ отличается от известных на сегодняшний день способов тем, что в соответствии с ним осуществляется измерение в исходном состоянии, в отсутствие формуемого изделия и в холодном состоянии валков, величины расстояния между валками в центре, то есть по меньшей мере в одной плоскости, являющейся средней и поперечной для данной установки, а затем в процессе формования упомянутого изделия и каждого валка отдельно осуществляется:
- измерение отклонений от этого упомянутого выше исходного состояния пространственного положения по меньшей мере трех точек поверхности данного валка на ее образующей, располагающейся под углом 180o к самому узкому месту между валками, то есть на образующей, диаметрально противоположной этому самому узкому месту, определяющему зазор, между валками, причем упомянутые точки измерений располагаются соответственно по меньшей мере в упомянутой средней плоскости данной установки и в двух других вспомогательных плоскостях, параллельных упомянутой поперечной средней плоскости и располагающихся по обе стороны от этой средней плоскости;
- измерение по меньшей мере в упомянутой средней поперечной плоскости отклонений по отношению к упомянутому исходному состоянию положения некоторой точки, располагающейся на образующей, отстоящей на 90o от упомянутого самого узкого места между рабочими поверхностями валков;
- определение при помощи моделирующих расчетов или при помощи семейства экспериментальных кривых изменений длины радиуса данного валка в упомянутых плоскостях между самым узким местом между валками и одним из положений образующей данного валка, располагающимся под углом 90o или 180o по отношению к этому самому узкому месту между валками;
- расчетное определение величины прогиба или упругой деформации рабочей поверхности данного валка в центре и величины отклонения длины его радиуса в самом узком месте между валками по отношению к упомянутому исходному состоянию на основе упомянутых выше измерений величин отклонений положения точек рабочей поверхности данного валка в средней поперечной плоскости установки, располагающихся соответственно под углом 90o и 180o по отношению к самому узкому месту между валками, и упомянутого измерения отклонения длины радиуса в этой поперечной средней плоскости соответственно, с одной стороны, между самым узким местом между валками и положением, отстоящим от него на 90o, а с другой стороны, между положениями, отстоящими от этого самого узкого места между валками соответственно на 90o и 180o;
- расчетное определение мгновенного значения величины зазора между валками в центре на основе упомянутой величины этого зазора между валками в центре в холодном состоянии валков, величины упругой деформации рабочей поверхности валка в центре и величины отклонения длины радиуса данного валка, а также профиля зазора между валками в самом узком месте между валками.
Итак, благодаря способу, выполненному в соответствии с предлагаемым изобретением, появляется возможность получить достаточно точную информацию в предельно сжатые сроки после осуществления формообразующего контакта валков с изготавливаемым в данном случае изделием и непрерывно в процессе упомянутого формования данного изделия о различных геометрических параметрах зазора между валками, определяющего качество получаемой продукции, и удостовериться таким образом в том, что эти параметры остаются в пределах заданных допусков. Если же будет зарегистрировано отклонение от заданных параметров, превышающее допустимые пределы, то опять же практически мгновенно можно осуществить соответствующие корректирующие воздействия посредством различных приводов регулирования хода технологического процесса, которыми обычно оборудованы установки подобного типа. Таким образом, предлагаемое изобретение позволяет обеспечить возможность получения на данной установке высококачественной продукции, характеризующейся постоянной величиной поперечного сечения по всей ее длине.
В предпочтительном варианте реализации предлагаемого изобретения осуществляется также измерение отклонений положения точек рабочей поверхности данного валка, располагающихся в упомянутых вторичных или вспомогательных плоскостях и смещенных на 90o по отношению к самому узкому месту между валками. В этом случае имеется возможность достаточно точно определить степень асимметрии зазора между валками, то есть различие расстояний между упомянутыми валками на их противоположных сторонах, исходя из полученных упомянутым выше образом измерений отклонения положения точек рабочих поверхностей этих валков, располагающихся соответственно в упомянутых вторичных или вспомогательных поверхностях, и точек этих рабочих поверхностей, располагающихся в положениях, отстоящих соответственно на 90o и на 180o от самого узкого положения между валками данной технологической установки.
В предпочтительном варианте практической реализации данного изобретения осуществляется определение термического профиля образующей рабочей поверхности данного валка, удаленной от наиболее узкого места между упомянутыми валками. Находясь в ситуации, когда осуществляется измерение отклонений положения по меньшей мере трех точек этой образующей на основе параметрической функции, определяющей термическую деформацию в одной точке упомянутой образующей в зависимости от осевого положения этой самой точки и на основе измерения отклонений положения упомянутых выше по меньшей мере трех точек, определяется термический профиль образующей рабочей поверхности данного валка в наиболее узком месте между упомянутыми валками, исходя из упомянутого измеренного термического профиля образующей рабочей поверхности данного валка, определенным образом удаленной от упомянутого наиболее узкого места между валками, и из упомянутого определения отклонений длины радиуса данного валка в упомянутых выше плоскостях между наиболее узким местом между этими валками и положением упомянутой образующей рабочей поверхности данного валка, удаленной определенным образом от этого наиболее узкого места между валками.
Объектом предлагаемого изобретения является также устройство для формования тонких металлических изделий типа полос или лент, содержащее два валка со строго параллельными осями, между которыми сформировано узкое межвалковое пространство, располагающееся в плоскости, в которой лежат оси этих валков, и опорные средства, содержащие подшипники, в которых вращаются осевые концы валков упомянутых выше цилиндрических валков, и шасси или станину, на которой опорные средства по меньшей мере одного из валков установлены с возможностью направленного перемещения поступательным образом в направлении сближения упомянутых выше валков или их отделения друг от друга.
В соответствии с предлагаемым изобретением упомянутое устройство отличается от аналогичных и уже известных устройств тем, что оно содержит для каждого валка средства измерения положения образующей, диаметрально противоположной наиболее узкому месту между упомянутыми валками и размещенные в трех точках, располагающихся соответственно в средней поперечной плоскости, перпендикулярной осям упомянутых выше валков, и в двух вторичных или вспомогательных плоскостях, параллельных упомянутой средней поперечной плоскости и расположенных в непосредственной близости от концов упомянутых валков, а также измерительные средства, располагающиеся в упомянутой средней поперечной плоскости, предназначенные для измерения положения образующей, отстоящей на 90o от упомянутого выше наиболее узкого места между валками.
В предпочтительном варианте практической реализации предлагаемого изобретения для того, чтобы иметь возможность достаточно точно измерить асимметрию зазора между валками, предлагаемого устройство содержит также средства для измерения положения упомянутой выше образующей рабочей поверхности данного валка, располагающейся под углом 90o к наиболее узкому месту между валками, в упомянутых выше вторичных или вспомогательных плоскостях.
В соответствии с одним из возможных вариантов реализации упомянутые средства измерения представляют собой датчики положения, закрепленные на упомянутых опорных средствах валков, и предлагаемое устройство содержит дополнительно средства измерения вариаций отклонения или расстояния между упомянутых подшипников.
В соответствии с другим вариантом реализации предлагаемого устройства, который позволяет освободиться от средств измерения расстояния между подшипниками валков, упомянутые средства измерения положения образующей, диаметрально противоположной самому узкому месту между валками, представляют собой измерительные датчики, закрепленные на фундаменте или основании установки.
Предлагаемое устройство содержит также вычислительные средства, связанные с упомянутыми средствами измерения и предназначенные для:
- расчета изменений измеренных положений упомянутых образующих рабочих поверхностей валков;
- определения при помощи моделирующего расчета с учетом заданных параметров технологического процесса литья и/или на основе экспериментальных данных изменений длины радиуса данного валка в упомянутых выше плоскостях между самым узким местом между валками и одним из положений, смещенных на 90o или на 180o по отношению к этому самому узкому месту;
- расчета на основе упомянутых изменений положения и упомянутых изменений длины радиуса данного валка, величины отхода или упругой деформации данного валка в его центре и величины изменения длины радиуса валка в наиболее узкой части между валками по отношению к упомянутому выше исходному состоянию;
- определении на основе упомянутых выше данных мгновенного значения ширины зазора между валками в центральной части взаимодействующих валков, исходя из величины этого зазора между валками в центре валков в их холодном состоянии и величины отхода или упругой деформации в центре, а также величины изменения длины радиуса данного валка и профиля упомянутого зазора между валками.
Другие технические характеристики и сравнительные преимущества устройства, выполненного в соответствии с предлагаемым изобретением, будут наглядно показаны в приведенном ниже описании примера практической реализации устройства для формирования тонких металлических изделий между двумя валками, например тонких стальных полос или лент, и способа непрерывного определения геометрических параметров зазора между упомянутыми валками. В приведенном ниже описании даются ссылки на приведенные в приложении фигуры:
фиг. 1, на которой схематически представлен вид устройства для формирования тонких металлических изделий между валками в соответствии с предлагаемым изобретением;
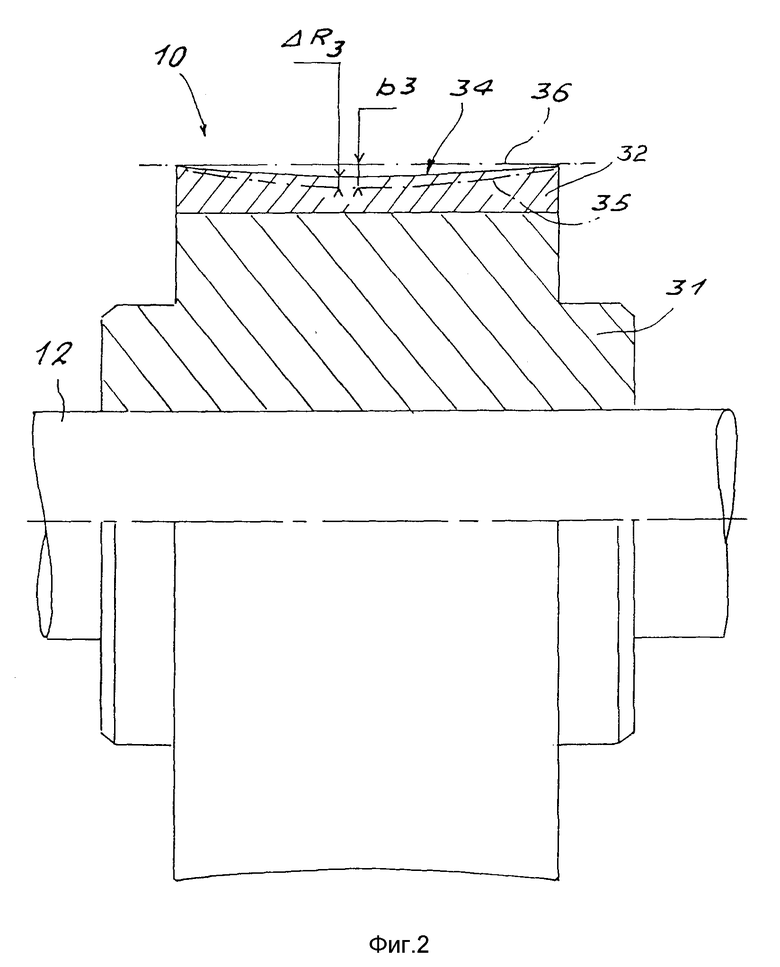
фиг. 2, на которой в осевом разрезе представлен вид валка, входящего в состав упомянутого устройства;
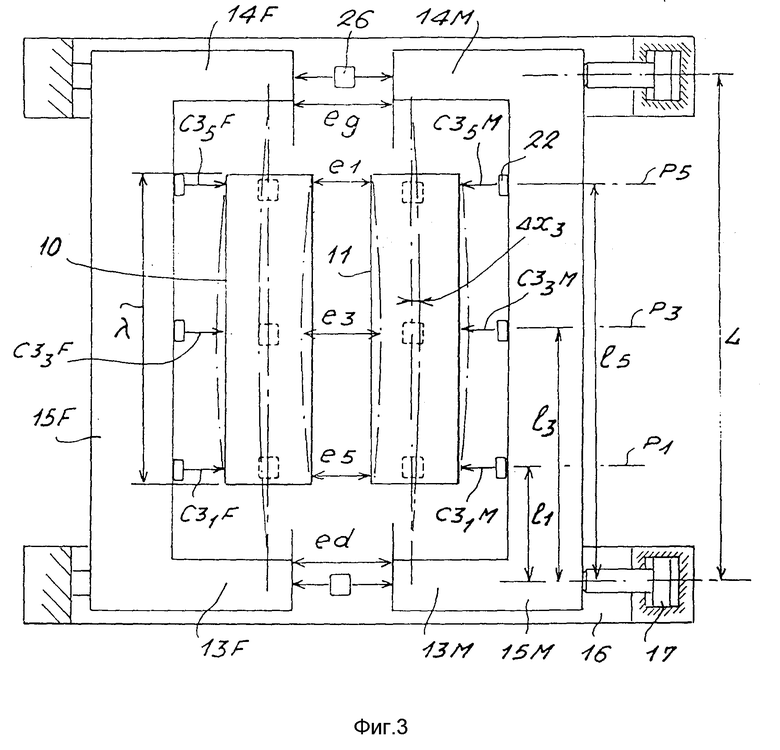
фиг. 3, на которой представлен упрощенный схематический вид сверху упомянутой установки, предназначенной для непрерывного литья тонких металлических изделий между валками;
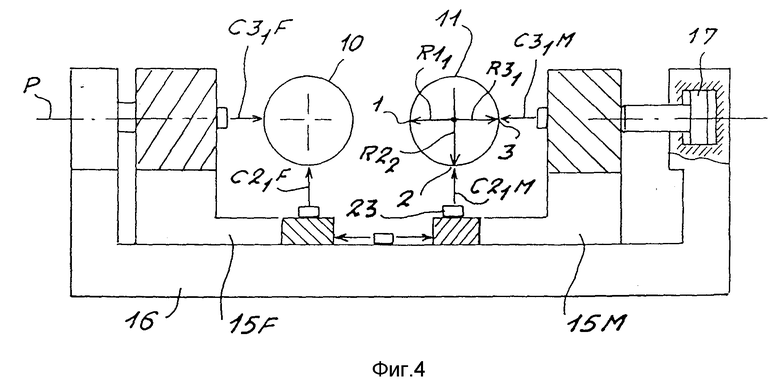
фиг. 4, на которой представлен схематический фронтальный вид установки, показанной на фиг. 3, в разрезе по плоскости P1, также показанной на фиг. 3.
Установка, предназначенная для непрерывного литья металлических изделий между валками и схематически показанная на фиг. 1, известным на сегодняшний день образом содержит два цилиндрических валка 10 и 11, имеющих строго параллельные оси вращения и располагающихся в горизонтальной плоскости P. Эти литейные валки интенсивно охлаждаются изнутри и приводятся во вращательное движение с помощью специальных приводных средств, не представленных на приведенных в приложении фигурах. Один из упомянутых выше валков представлен упрощенным и схематическим образом на фиг. 2. Этот валок содержит вал 12 или ось вращения, корпус 31, жестко связанный с этой осью, и наружную обечайку 32, которая образует наружную литейную поверхность, удерживаемую в заданном положении на корпусе валка при помощи известных средств.
Обычно для получения литой продукции в виде полосы или ленты из металла, имеющей небольшую поперечную выпуклость или бочкообразность (необходимую для последующей обработки этой полосы или ленты путем холодной прокатки), наружная рабочая поверхность 34 обечайки 32 должна быть слегка вогнутой. Именно поэтому продольный профиль (то есть профиль в направлении оси данного валка) этой рабочей поверхности обечайки, получаемый в процессе механической обработки, выполняется слегка вогнутым. В то же время эта вогнутость рабочей поверхности валка определяется в его холодном состоянии таким образом, чтобы уже в горячем состоянии на уровне самого узкого места между упомянутыми валками имела место именно желаемая по величине вогнутость этой рабочей поверхности валка, принимая во внимание то обстоятельство, что исходная вогнутость данной рабочей поверхности стремится уменьшиться в результате эффекта термического вспучивания этой поверхности в процессе нагрева цилиндрической обечайки валка после начала процесса литья.
На фиг. 2 в частичном разрезе и в несколько преувеличенном виде представлены формы поверхности упомянутой обечайки литейного валка в холодном состоянии, показанной пунктирной линией 35, в горячем состоянии, показанной линией 34, и линией 36, представляющей теоретическую прямую линию, по отношению к которой определяется упомянутая выше вогнутость реального профиля рабочей поверхности обечайки данного валка.
Возвращаясь к фиг. 1, можно отметить, что оси или валы 12 упомянутых литейных валков удерживаются в подшипниках 13F, 13M, 14F, 14M или подушках, в которых эти валки вращаются.
Подшипники 13F и 14F валка 10 связаны между собой при помощи опорных средств, например, при помощи перемычки 15F, неподвижной по отношению к станине 16 данной установки. Подшипники 13M и 14M другого валка 11 также соединены между собой при помощи перемычки 15M, способной перемещаться по станине 16 и направляемой при помощи специальных средств этой станины, причем пространственное положение этих подшипников 13M и 14M может быть определенным образом отрегулировано при помощи гидравлических силовых цилиндров 17, которые обеспечивают также необходимое противодействующее усилие, противостоящее усилию, направленному на раздвигание литейных валков и производимому отливаемым в данном случае металлическим изделием в виде тонкой полосы или ленты.
Данная установка непрерывного литья между валками содержит дополнительно средства измерения пространственного положения поверхности 34 каждого валка. Эти средства измерения содержат для каждого валка совокупность 20 датчиков 22, предназначенных для измерения положения рабочей поверхности 34 на образующей этой поверхности, располагающейся в горизонтальной плоскости P, диаметрально противоположной самому узкому месту между валками и в нескольких точках, располагающихся вдоль этой образующей.
На фиг. 1 показаны также три датчика 22, один из которых располагается в средней вертикальной плоскости P3 и измеряет положение точки, располагающейся строго в середине упомянутой образующей рабочей поверхности данного валка, а два других датчика располагаются соответственно во вторичных или во вспомогательных плоскостях P1 и P5 вертикального расположения, находящихся в непосредственной близости от краев литейных или рабочих поверхностей 34 валков данной установки непрерывного литья. Для увеличения точности измерений можно использовать дополнительные датчики, размещенные в некоторых промежуточных положениях по отношению к уже обозначенным положениям.
Совокупность 20 упомянутых выше датчиков 22 фиксирована по отношению к станине 16 данной установки. Эти датчики представляют собой известные из предшествующего уровня техники в данной области датчики измерения триангуляционного типа, например лазерные датчики, которые могут зафиксировать весьма малые отклонения измеряемого расстояния, оставаясь удаленными на некоторой дистанции от тех точек, положение которых необходимо определять. Эти датчики 22 располагаются таким образом, чтобы "видеть" рабочую поверхность валка 11 через проем 18, проделанный для этой цели в поперечной балке станины упомянутого валка. Таким образом, измерения, осуществляемые этими датчиками, представляют собой прямые или непосредственные измерения положения визируемых точек поверхности валка 11 по отношению к станине 16, то есть измерения, не зависящие от положения подшипников 13M и 14M.
Средства измерения положения рабочей поверхности 34 валка содержат также совокупность 21 датчиков 23, располагающихся под валком 11 в вертикальной плоскости, проходящей строго через продольную ось данного валка. Эта совокупность датчика зафиксирована относительно подшипников 13M, 14M и таким образом перемещается в пространстве вместе с ними. Датчики 23 могут представлять собой, например, датчики емкостного или индукционного типа, предназначенные для измерений на близком расстоянии. Упомянутая совокупность 21 содержит три датчика 23, располагающихся соответственно в тех же самых вертикальных плоскостях, что и упомянутые выше датчики 22 совокупности 20, и позволяющих, таким образом, измерить в трех точках положение образующей рабочей поверхности валка 34, располагающейся под углом 90o к самому узкому месту валками и позади него по ходу вращения данного валка.
Аналогичным образом две другие совокупности датчиков 24 и 25 располагаются и на втором валке 10. Следует, однако, отметить, что поскольку подшипники 13Г и 14Г этого валка неподвижно закреплены на станине 16, датчики совокупности 24 могут также представлять собой датчики емкостного или индукционного типа.
В соответствии с одним из возможных вариантов реализации, схематически представленным на фиг. 3 и 4, упомянутые выше датчики емкостного или индукционного типа, способные осуществлять измерение положения соответствующего объекта только на небольших расстояниях от него, могут быть использованы также и вместе датчиков 22, предназначенных для измерения положения точек образующей рабочей поверхности валка 11, располагающейся диаметрально противоположно по отношению к самому узкому месту между валками. В этом случае упомянутые датчики являются фиксированными по отношению к опорным средствам 15М этого валка и предусматриваются дополнительные датчики, предназначенные для измерения положения этих опорных средств по отношению к станине. Это могут быть, например, датчики 26, расположенные таким образом, чтобы иметь возможность измерять изменения расстояния между подшипниками двух валков.
Теперь со ссылками на схемы, приведенные на фиг. 3 и 4, будет описан метод непрерывного определения геометрических параметров межвалкового зазора в процессе выполнения литья на основе измерений, выполненных описанными выше датчиками.
Предварительно следует напомнить, что реальные геометрические параметры зазора между валками в самом узком месте между валками в процессе осуществления литья зависят:
- от исходной степени вогнутости валков в холодном состоянии;
- от эффекта термического вспучивания и радиального расширения обечаек валков, который стремится уменьшить эту первоначальную вогнутость в процессе нагрева обечаек;
- от упругой деформации совокупности органов, поддерживающих обечайки валков, в частности от изгиба осей валков, который приводит к увеличению расстояния между валками в самом узком месте между ними.
Принимая во внимание, что усилия сжатия валков относительно невелики и что обечайки этих валков имеют относительно большой диаметр по сравнению с их шириной, можно считать, что сама по себе обечайка валка не изгибается или что этот изгиб имеет пренебрежимо малую величину. Однако собственная упругая деформация обечайки валка может быть учтена при определении геометрических параметров зазора между валками путем использования большого количества датчиков в каждой из упомянутых выше совокупностей этих датчиков.
Упругая деформация станины 16 также может рассматриваться как пренебрежимо малая величина. Вместе с тем, при использовании такого расположения датчиков, которое схематически показано на фиг. 3 и 4, удается полностью освободиться от влияния этой хоть и незначительной, но возможной упругой деформации станины, поскольку в данном случае измерениям подвергаются изменения расстояний между подшипниками валков, а на этот параметр упругая деформация станины в принципе не оказывает никакого влияния.
В то же время, для того, чтобы иметь точную информацию относительно формы и размеров зазора между валками в самом узком месте между валками в процессе литья, достаточно располагать данными на уровне этого самого узкого места между валками:
- величина зазора между валками в центре валков, то есть в средней плоскости данной установки, перпендикулярной осям валков;
- нарушения симметрии зазора между валками;
- профиль рабочих поверхностей обечаек валков.
Знание этих параметров позволяет воздействовать соответствующим образом на органы регулирования:
- толщины отливаемого изделия, управляя синхронными перемещениями двух силовых цилиндров 17 сжатия валков;
- поперечной асимметрии отливаемого изделия, управляя дифференциальными перемещениями упомянутых выше силовых цилиндров;
- бочкообразности или выпуклости профиля изготавливаемого изделия, воздействуя на интенсивность теплообмена между изделием и обечайками валков путем, например, изменения режима охлаждения обечаек или изменения скорости вращения валков.
В приведенных ниже пояснениях по поводу определения на основе измерений, выполненных различными датчиками, величины зазора между валками в центре, асимметрии этого зазора и формы профиля рабочих поверхностей обечаек валков будут использованы следующие условные обозначения:
eо - величина исходного зазора между валками в холодном состоянии между теоретическими образующими 36 обечаек валков;
e - величина реального зазора между валками;
b - величина стрелы прогиба в холодном состоянии образующей поверхности 34 обечайки, являющейся следствием механической обработки этой поверхности;
ΔX - величина упругой деформации валка;
ed и eg - величины изменения расстояния между подшипниками с каждой стороны валков, измеренные датчиками 26;
ΔR - изменение длины радиуса валка по отношению к его длине в холодном состоянии (связанное с эффектом вспучивания или увеличения бочкообразности под влиянием нагрева валка, а также радиального теплового расширения);
δ - изменение длины радиуса валка в процессе его вращения;
L - расстояние между двумя подшипниками одного валка;
l - осевое расстояние от каждой из вертикальных плоскостей, содержащих датчики, до подшипника валка;
λ - ширина обечайки валка;
C - величина изменений положения каждой точки обечайки, измеренные датчиками 22 и 23.
Кроме того, цифры 1, 2 и 3, присоединенные к указанным выше условным обозначениям, обозначают угловое положение, в котором рассматривается соответствующая величина, причем цифра 1 указывает положение в самом узком месте между валками, цифра 2 указывает положение, сдвинутое на 90o по отношению к этому самому узкому месту между ними по ходу вращения валка, и цифра 3 указывает положение, диаметрально противоположное самому узкому месту между валками или сдвинутое относительно этого узкого места на 180o по ходу вращения валка.
Цифры, используемые при упомянутых выше условных обозначениях в качестве индекса, указывает, аналогичным образом, осевое положение, которому соответствует данная величина, причем цифра 3 соответствует положению в средней поперечной плоскости данной установки, цифры 1 и 5 обозначает соответственно положения во вторичных или вспомогательных плоскостях, располагающихся в окрестности торцов обечаек валков (следует отметить, что цифры 2 и 4 в индексах при обозначениях тех или иных величин будут соответствовать дополнительным промежуточным плоскостям).
Буква "F" при обозначении величины указывает на то, что данная величина относится к неподвижному в горизонтальной плоскости валку 10, а буква "M" при обозначении величины указывает на ее отношение к подвижному регулируемому валку 11.
Таким образом, например, выражение C23M представляет собой измеренную датчиком 23 величину изменения положения точки поверхности 34 обечайки подвижного регулируемого валка 11, расположенной под углом 90o к самому узкому месту между валками и находящейся в средней поперечной плоскости данной установки. А выражение δ 231 представляет собой изменение длины радиуса во вторичной или вспомогательной плоскости P1, расположенной в окрестности торца обечайки, между положением, сдвинутым на 90o по отношению к самому узкому месту между валками по ходу вращения валка, и положением, сдвинутым в ту же сторону на 180o относительно того же самого узкого места между валками.
И наконец, в приведенных ниже пояснениях задействован символ "F/M", обозначающий сумму соответствующих величин в одном и том же измерении или изменение для каждого валка. Так, например, выражение C23F/M обозначает сумму C23F+C23M. Использование знака "+" соответствует для всех величин увеличению зазора между валками, а использование знака "-" соответствует уменьшению этого зазора.
Здесь следует отметить, что величины C, относящиеся к положению, смещенному на 90o по отношению к самому узкому месту между валками по ходу вращения валка (положение "2"), и используемые в приведенных ниже формулах, измеряются с задержкой по времени, соответствующей четверти оборота валка при данной скорости его вращения таким образом, чтобы изменения положения, учитываемые в одном и том же расчете, относились к одной и той же образующей, хотя измерения этих изменений фактически были осуществлены в разных угловых положениях. Это делается, в частности, с учетом освобождения от возможных дефектов круглости валков.
Принимая во внимание упомянутые выше условия обозначений используемых параметров можно следующим образом записать необходимые для получения искомого результата уравнения:
a) Для определения величины зазора между валками в центре e3:
- Упругая деформация оси вращения валка в центре (то есть в поперечной средней плоскости данной установки):
ΔX3= C33-(C23-δ233);
- Изменение длины радиуса валка в самом узком месте между валками:
ΔR3= C23+δ123,
откуда реальная величина зазора между валками в центре имеет величину:
e3 = исходному межвалковому зазору = = > eo3
+ вогнутость валков в холодном состоянии = = > + b3F + b3M;
+ упругая деформация валков
- Δ R3 в самом узком месте между валками
откуда можно получить выражение
e3= e03+b3F/M+C33F/M+2C23F/M+δ233F/M-δ123FM.
Величина δ 233 - δ 123 является небольшой относительно и может быть определена при помощи моделирующего расчета, принимая во внимание параметры литья в данном конкретном случае, в частности скорость вращения валков и фактический поток теплообмена для данной обечайки валка или экспериментально определенные величины этих параметров. Здесь следует отметить также, что упомянутая величина после моделирующего расчета практически не изменяется при изменении интенсивности охлаждения обечайки валка.
b) Асимметрия зазора между валками:
Концевые датчики, располагающиеся в окрестности торцов валков и под углом 180o по отношению к самому узкому месту между валками по ходу вращения валка, позволяют определить асимметрию межвалкового зазора:
e1= e01-b1F/M+C31F/M-2C21F/M+δ231F/M-δ121F/M;
e5= e05-b5F/M+C35F/M-2C25F/M+δ235F/M-δ125F/M.
путем определения, полагая: b1 = b5 (симметрия профиля обечайки валка при исходной вогнутости), откуда
Можно допустить, что приведенные выше выражения
A = (δ231F/M-δ235F/M) и B = (δ121F/M-δ125F/M)
практически равны нулю, поскольку фактические условия являются в принципе идентичными с каждой стороны валков и речь в данном случае идет о разностях практически одинаковой величины.
С другой стороны, величины eo1 и eo5 определяются следующими выражениями:
-eo1 = ed - (ed - eg)•2 l1/L;
-eo5 = (ed - eg) • l5/L;
откуда при несложных преобразованиях можно получить
e1- e5 = [(ed - eg)/L] • (l5 - l1) + C31F/M - C35F/M- 2(C21F/M - C25F/M);
c) Форма профиля рабочей поверхности обечайки валка
Можно доказать, что собственный профиль термической бочкообразности рабочей поверхности 34 каждого валка, который добавляется к исходному профилю рабочей поверхности этого валка в холодном его состоянии, имеет форму, определяемую выражением
Y = K(Δθ)•[2•e-β(λ/2)-e-β(x)-e-β(λ-x)],
где β представляет собой постоянную величину и можно рассчитать величину K, которая представляет собой функцию градиента температуры через стенку обечайки валка.
Для того чтобы учесть возможные погрешности симметрии зазора между валками по отношению к средней поперечной плоскости данной установки непрерывного литья, необходимо по меньшей мере располагать информацией о положении одной точки кривой с каждой стороны валка и, таким образом, необходимо иметь информацию по меньшей мере от трех датчиков. Формируя среднее арифметическое из величины, измеренных датчиками, располагающихся в окрестности торцов обечаек валков данной установки, можно определить профиль данного валка по отношению к оси его вращения.
В том случае, когда в составе данной технологической установки непрерывного литья металлических изделий имеются три датчика положения рабочей поверхности валков под углом 90o по отношению к самому узкому месту между валками по ходу вращения валка, но только один датчик измерения положения этой рабочей поверхности в положении, смещенном на 180o по отношению к этому самому узкому положению между валками, необходимо брать в расчет величину бочковатости или выпуклости валков, измеренную в положении, смещенном на 180o по отношению к упомянутому самому узкому месту между валками. В том случае, когда имеются по меньшей мере три датчика, смещенных под углом 90o по отношению к этому самому узкому положению между валками, можно принимать в расчет величину бочковатости валков на уровне смещения 90o, которая вследствие относительной близости к самому узкому месту между валками будет иметь величину, наиболее близкому к величине бочковатости валков в этом узком месте между ними, вследствие чего фактический профиль зазора между валками в самом узком месте между валками будет определен наиболее точным образом.
Для того чтобы иметь достоверную информацию о профиле зазора между валками в наиболее узком месте между валками на основе профиля в положениях, смещенных от этого места соответственно на 90o и 180o, необходимо интегрировать изменения радиуса валка между упомянутым наиболее узким местом между валками и положением, в котором практически считывается фактическая бочкообразность этих валков. Таким образом, имеем: ΔRi= C2i-δ12i, откуда можно получить в том случае, если бочкообразность или выпуклость профиля измеряется в положении, смещенном на 90o по отношению к самому узкому месту между валками,
Упомянутые выше величины δ123 и δ121 и δ125, как уже было сказано выше, могут быть определены благодаря моделирующему расчету либо в функции параметров процесса литья, либо в функции разности величин выпуклости или бочковатости между положениями, смещенными соответственно на 180o и 90o по отношению к наиболее узкому месту между валками, или же при помощи кривых или величин, полученных экспериментальным образом.
Зная величины Y1 и Y5, можно определить профиль рабочей поверхности каждого валка в наиболее узком месте между этими поверхностями валков.
Как будет ясно из приведенного ниже описания, устройство и способ в соответствии с предлагаемым изобретением дают возможность определить с достаточно большой точностью и непрерывно геометрические параметры реально существующего зазора между валками в процессе осуществления литья, определяя упомянутые геометрические параметры этого зазора на основе его величины в центре валков, его возможной асимметрии по отношению к средней поперечной плоскости данной установки и формы образующей рабочей поверхности каждого валка в самом узком месте между этими валками.
Один или несколько измерительных датчиков, располагающихся под углом 90o по отношению к упомянутому самому узкому месту между этими валками по ходу вращения валка служат, в частности, для определения влияния изменений длины радиуса и характеристик профиля обечаек валков, связанных с эффектом вспучивания или изменения бочкообразности под влиянием нагревания валков, поскольку в этой ситуации в положении, смещенном на 90o по отношению к упомянутому самому узкому месту между валками по ходу их вращения, деформации, связанные с механическими эффектами усилий раздвижения валков, являются пренебрежимо малыми. Таким образом, можно будет также осуществить измерения при помощи датчиков, размещенных над валками при смещении зоны их измерения на 90o против хода вращения валков относительно самого узкого положения между ними.
Между тем, с точки зрения габаритных размеров данной установки непрерывного литья тонких металлических полос или лент в соответствии с предлагаемым изобретением проще разместить упомянутые выше датчики не над, а под валками данной литейной установки. Кроме того, с точки зрения измерений теплового вспучивания или бочкообразности рабочих поверхностей обечаек валков такое расположение датчиков является более предпочтительным, поскольку изменения бокообразности или выпуклости рабочих поверхностей валков являются относительно меньшими между самым узким местом между валками и положением, смещенным от этого места на 90o по ходу вращения валков, чем между этим самым узким местом между валками и положением, смещенным на те же 90o в сторону, противоположную этому самому узкому месту по ходу вращения валков, поскольку между этими двумя положениями нагрев, связанный с вхождением в контакт с расплавленным металлом обечаек валков, является более резким, чем охлаждение, которое следует за отделением отливаемой в данном случае полосы или ленты от поверхности валка на выходе из данной литейной установки после завершения данного технологического процесса литья между валками.
Различные измерения, упомянутые выше, по существу обеспечивают возможность определения изменений геометрических параметров зазора в процессе эксплуатации по отношению к величине этого зазора в исходном холодном состоянии валков без усилий, прикладываемых к этим валкам, причем эти изменения геометрических параметров зазора вызываются как усилиями, воздействующими на валки в процессе осуществления операций литья, так и термическими деформациями этих валков в процессе их нагрева после начала процесса литья.
Таким образом, предполагается, что форма профиля рабочих поверхностей валков в холодном состоянии известна. Практически, на основе требуемой формы образующей рабочей поверхности валков в горячем состоянии, необходимой для получения профиля зазора между валками, соответствующего желаемому поперечному профилю формуемой в данном случае полосы или ленты (причем эта форма определяется при помощи соответствующей математической функции), выводится уравнение кривой, соответствующей профилю рабочей поверхности валков в холодном состоянии и используемой в станке для механической обработки профиля рабочих поверхностей валков, причем это уравнение, характеризующее определенным образом профиль валка в холодном состоянии, определяет глубину профиля его рабочей поверхности в данной точке в функции осевого положения этой точки. И наоборот, зная профиль зазора между валками в холодном состоянии путем измерения величины этого зазора в центре и с помощью упомянутого уравнения профиля рабочей поверхности валка в холодном состоянии, а также зная изменения положения и формы каждого валка, как это описано выше, можно получить вполне достоверную информацию о геометрических параметрах зазора между валками в горячем состоянии с достаточной степенью точности.
В предыдущем изложении считалось, что форма профиля образующей данного валка представляла собой кривую, определяемую математической функцией, причем измерения, выполненные различными датчиками, располагающимися в трех плоскостях P1, P2 и P3, дают возможность определить параметры этой кривой и ее пространственное положение в данной технологической установке.
В этой связи нетрудно понять, что при наличии большого количества датчиков в плоскостях, располагающихся параллельно поперечной центральной плоскости P3, дополнительно к упомянутым выше плоскостям P1 и P5, то есть распределенным по ширине рабочей поверхности валка 34, можно непосредственно получить информацию при помощи измерения положения нескольких точек профиля и, таким образом, точно знать характеристики профиля рабочих поверхностей валков, а значит и геометрические характеристики межвалкового зазора, без необходимости точно знать геометрические параметры исходного межвалкового зазора в холодном состоянии.
Само собой разумеется, что предлагаемое изобретение может быть применено не только к установкам, предназначенным для непрерывного литья тонких металлических изделий типа полос или лент, но также и, как это было сказано в начале данного описания, к установкам прокатки плоских изделий из металла или других материалов.
Изобретение относится к металлургии и предназначено для использования на установках непрерывного литья полос или лент между валками. Технический результат - повышение надежности поддержания постоянства формы и размеров зазора между валками. Устройство согласно изобретению содержит два валка, удерживаемых подшипниками на станине, и для каждого валка средства измерения положения образующей рабочей поверхности этого валка, диаметрально противоположной самому узкому месту между валками, в трех или более точках, располагающихся соответственно в средней плоскости, перпендикулярной осям валков, и во вторичных плоскостях, параллельных упомянутой средней плоскости, и средства измерения в упомянутой средней плоскости положения образующей, сдвинутой на 90o по отношению к самому узкому месту между валками. Способ в соответствии с данным изобретением использует эти измерения для постоянного определения геометрических параметров зазора между валками с учетом возникающих эксплуатационных деформаций валков. 2 с. и 11 з.п. ф-лы, 4 ил.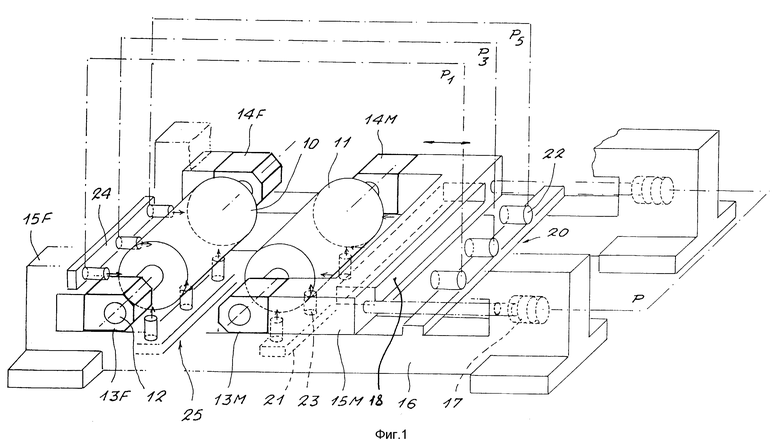
определяют при помощи расчетной модели или при помощи полученных экспериментальным образом кривых изменения длины радиуса валка в упомянутых плоскостях между самым узким местом между валками и одним из положений, сдвинутых относительно самого узкого места на 90o или 180o, на основе измерений изменений положения точек, расположенных в средней поперечной плоскости, расположенных соответственно со сдвигом на 90o и на 180o по отношению к самому узкому месту между валками, и изменения длины радиуса в средней поперечной плоскости соответственно, с одной стороны, и между самым узким местом между валками и положением, сдвинутым относительно самого узкого места на 90o, а с другой стороны, между положениями, сдвинутыми относительно самого узкого места на 90o и на 180o, определяют величину упругой деформации валка в центре и величину изменения длины радиуса в самом узком месте между валками по отношению к исходному состоянию, определяют мгновенную величину зазора между валками в центре, исходя из величины зазора между валками в центре в холодном состоянии валков и величины изменения длины радиуса валка, а также геометрические характеристики профиля зазора между валками.
| US 4546814 A, 15.10.85 | |||
| 1972 |
|
SU411962A1 | |
| DE 3624114 A1, 21.01.88. | |||

