Предлагаемое изобретение касается в целом области непрерывного литья металлов. Говоря более конкретно, данное изобретение касается отделки наружной поверхности одного или нескольких валков, которые образуют одну или несколько подвижных стенок кристаллизаторов, используемых в установках непрерывного литья тонких металлических лент, например стальных лент.
Установки, предназначенные для непрерывного литья стальных лент толщиной в несколько миллиметров между двумя вращающимися валками непосредственно из расплавленного жидкого металла, содержат литейное пространство, определяемое боковыми поверхностями двух литейных валков, вращающихся в противоположных направлениях вокруг своих осей, удерживаемых в строго горизонтальном направлении, и двумя боковыми стенками, облицованными огнеупорным материалом и прижатыми к торцам этих вращающихся цилиндрических литейных валков.
Эти литейные валки имеют диаметр, который может достигать 1500 мм, и ширину, которая в современных экспериментальных литейных установках имеет величину от 600 до 800 мм. Однако с течением времени эта ширина должна достигнуть величины в диапазоне от 1300 до 1500 мм для того, чтобы удовлетворить требованиям по производительности, предъявляемым к установкам промышленного типа. Эти литейные валки чаше всего образованы стальным сердечником, вокруг которого располагается прикрепленная к нему обечайка цилиндрической формы, изготовленная из меди или из медного сплава и охлаждаемая при помощи циркуляции воды между сердечником и обечайкой или во внутренней полости этой обечайки.
Точно так же, как и для поверхностей кристаллизаторов, используемых для традиционного непрерывного литья блюмов, плоских слитков или слябов, поверхность обечайки литейного валка, которая входит в непосредственный контакт с расплавленным жидким металлом, может быть покрыта специальным металлическим слоем, чаще всего слоем никеля, толщина которого обычно составляет от 1 до 2 мм.
Этот достаточно тонкий слой никеля позволяет отрегулировать надлежащим образом коэффициент теплопередачи обечайки для получения оптимального значения этого коэффициента (имеющего при этом несколько меньшее значение, чем в том случае, когда жидкий металл входит в непосредственный контакт с медью) с тем, чтобы отверждение расплавленного металла осуществлялось в наилучших металлургических условиях в том смысле, что слишком быстрое отверждение металла могло бы вызвать дефекты на поверхности отливаемого изделия. Упомянутое регулирование осуществляется путем изменения толщины и структуры слоя никеля.
С другой стороны, слой никеля представляет собой своего рода защитный слой для меди, предотвращающий слишком интенсивное термическое и механическое воздействие на нее. Этот слой никеля изнашивается в процессе эксплуатации данного валка и должен периодически восстанавливаться путем частичного или полного снятия имеющейся толщины слоя никеля с последующим нанесением нового слоя, причем очевидно, что такое восстановление наружного слоя литейного валка обходится дешевле, чем полная замена не имеющей защитного покрытия из никеля и изношенной в процессе эксплуатации медной обечайки.
Нанесение слоя никеля на медную обечайку предпочтительно осуществляется электролитическим способом и делается это следующим образом. Новая обечайка (или уже бывшая в эксплуатации обечайка, полностью или частично очищенная от предыдущего слоя никеля перед нанесением нового слоя), которая в целом представляет собой полый цилиндр, изготовленный из меди или сплава на основе меди, содержащего 1% хрома и 0,1% циркония, монтируется на специальный вал, при помощи которого она легко может быть транспортирована с одного поста обработки на другой в цехе электролитического никелирования.
После выполнения различных подготовительных операций обработки поверхности обечайки (полирование, обезжиривание, кислотное травление), предназначенных для улучшения условий сцепления никеля с медью, обечайка переводится в установку электролитического никелирования.
Эта установка представляет собой ванну, содержащую раствор для никелирования, над которой в горизонтальном положении может быть установлен технологический вал и этот вал может быть приведен во вращательное движение вокруг своей оси. Таким образом обеспечивается погружение нижней части обечайки в ванну, и приведение во вращательное движение этой обечайки вместе с технологическим валом со скоростью вращения порядка 10 об/мин позволяет осуществить требуемую обработку поверхности этой обечайки.
В процессе электроосаждения никеля обечайка образует катод, а анод может быть образован одной или несколькими анодными корзинами из титана, погруженными в ванну, закрытыми тонкими мембранами, располагающимися против боковой поверхности обечайки и содержащими шарики никеля. В том случае, когда требуется также обеспечить нанесение никелевого покрытия на значительную часть торцевых поверхностей данной обечайки (которые в процессе осуществления операции непрерывного литья будут скользить по неподвижным поверхностям боковых стенок литейного пространства, облицованных огнеупорным материалом, и подвергаться, таким образом, интенсивному механическому износу), другие анодные корзины располагают против этих торцевых поверхностей. В то же время могут быть использованы в данном случае и другие типы анодов (растворимых или нерастворимых).
В качестве возможного варианта реализации можно предусмотреть и такую ситуацию, когда обечайка остается неподвижной в процессе нанесения на нее никелевого покрытия, а сам электролит тем или иным способом проходит перед ее поверхностью. Главное здесь состоит в том, чтобы обеспечить относительное движение между поверхностью обечайки, на которую должно быть нанесено защитное покрытие, и электролитом, который обеспечивает непрерывное обновление поверхности их контакта.
В процессе осуществления операций непрерывного литья между вращающимися валками никелевое покрытие их поверхностей подвергается весьма интенсивному механическому и термическому воздействию. В ряде случаев даже после всего лишь нескольких циклов литья отмечается появление трещин и никелевом покрытии литейного валка в окрестности его кромок. Эти трещины, как правило, появляются в зонах шириной всего в несколько сантиметров от кромок обечайки. Наличие таких трещин может привести к образованию дефектов на поверхности отливаемого изделия, поскольку они приводят к гетерогенному охлаждению поверхности. Кроме того, такие трещины представляют собой слабые места, от которых очень быстро может развиваться неприемлемое повреждение всей поверхности никелевого покрытия обечайки. Распространение этих трещин может даже выйти за пределы никелевого покрытия и затронуть саму поверхность обечайки, что приводит к ее повреждению и заставляет немедленно и преждевременно останавливать использование данного литейного валка и проводить полное восстановление защитного никелевого покрытия обечайки.
Поскольку операция восстановления этого защитного покрытия является достаточно продолжительной (она занимает несколько суток), промышленное применение способа непрерывного литья стали между вращающимися валками должно предполагать наличие большого числа обечаек, готовых к использованию и находящихся в резерве, для того, чтобы обеспечить равномерное и регулярное функционирование литейной установки данного типа. А вследствие того, что упомянутая выше обечайка представляет собой весьма дорогостоящее изделие из-за используемых в ее конструкции материалов и трудностей ее обработки, это приводит к весьма высокой стоимости использования или эксплуатации такой литейной установки.
Из Авторского свидетельства СССР 996526 известна установка для нанесения электролитического покрытия на поверхность цилиндрической детали - валка, содержащая ванну с электролитом, содержащим соль подлежащего нанесению на поверхность валка металла, средства для, по меньшей мере, частичного погружения в ванну поверхности валка и для создания относительного движения между поверхностью валка и электролитом, по меньшей мере, один анод, расположенный напротив поверхности валка, средства для подключения поверхности валка к катодному электрическому потенциалу и экраны, выполненные из изоляционного материала и установленные между кромками поверхности валка и одним или несколькими анодами.
Техническим результатом изобретения является улучшение характеристики устойчивости металлического покрытия обечайки литейного валка по отношению к термическим и механическим внешним воздействиям, задерживая в максимально возможной степени или даже полностью исключая появление трещин на ее кромках таким образом, чтобы продлить средний срок службы обечайки литейного валка между двумя ремонтами ее защитного покрытия.
Объектом предлагаемого изобретения является установка для электролитического покрытия слоем металла литейной поверхности валка, предназначенного для использования в процессе непрерывного литья тонких металлических лент между двумя вращающимися валками или на одном вращающемся валке, содержащая ванну, в которой размещается электролит, содержащий соль металла, подлежащего осаждению, средства, предназначенные для обеспечения по меньшей мере частичного погружения в ванну поверхности валка и для создания относительного движения между поверхностью валка и электролитом, по меньшей мере один анод, располагающийся в ванне напротив поверхности валка и средства для подключения поверхности валка к катодному электрическому потенциалу, и экраны, выполненные из изолирующего материала и установленные между краями поверхности валка и одним или несколькими анодами, при этом экраны имеют форму дуги окружности, центр которой совпадает с центром окружности кромки поверхности валка, напротив которого они располагаются, и имеет две параллельные кромки, каждая из которых расположена в продолжение кромки поверхности валка на одинаковом расстоянии "d" от него, причем этим кромки связаны между собой выемкой в форме угла, грани которой перпендикулярны друг другу.
Как будет понятно из последующего изложения, предлагаемое изобретение состоит в осуществлении нанесения электролитического металлического покрытия на поверхность обечаек литейного валка с использованием специальных изолирующих масок или экранов, размещенных в непосредственной близости от кромок обечаек. Эти маски или экраны, предпочтительный вариант реализации которых описан ниже, предназначены для обеспечения равномерного распределения линий тока в окрестности кромок данной обечайки. Это придает осажденному металлическому покрытию одинаковую и постоянную толщину в этих зонах, соответствующую требуемой номинальной толщине покрытия.
Изобретатели пришли к выводу, что существует определенная корреляция между быстротой появления трещин в никелевом покрытии в зоне кромок обечайки и равномерностью толщины этого покрытия в упомянутой зоне, в частности, на самих этих кромках. В отсутствие какого-либо специального устройства, предназначенного для предотвращения неравномерности толщины формируемого покрытия, в ближайшей окрестности кромок обечайки и на самих этих кромках отмечается наличие избыточной толщины никелевого покрытия. Так, например, если номинальная толщина никелевого покрытия на большей части поверхности обечайки составляет 2 мм, отмечено, что толщина этого покрытия непосредственно на кромках этой обечайки иногда превышает 7 мм.
Эта избыточная толщина никелевого покрытия в отдельных зонах обечайки возникает вследствие концентраций линий тока в непосредственной близости от ее кромок. Даже в том случае, когда эти концентрации имеют место только на весьма ограниченной части поверхности обечайки, они оказываются достаточными для того, чтобы вызвать быстрое появление трещин, о которых речь шла выше. Действительно, оказывается, что эти концентрации линий тока делают возможным образование водорода, который может создавать газообразные включения в толще формируемого металлического покрытия. С другой стороны, эти концентрации линий тока делают неоднородной кристаллическую структуру осаждаемого слоя никеля, а значит делают неоднородной твердость и текстуру этого слоя между кромкой и остальной частью поверхности данной обечайки.
Одно из средств уменьшения этой избыточной толщины металлического покрытия состоит в придании кромке обечайки закругленной формы с радиусом кривизны в несколько миллиметров вместо того, чтобы эта кромка имела форму заостренного угла. Однако на практике этот радиус закругления не может превышать величину от 1 до 2 мм, поскольку в противном случае слишком сильно увеличивается опасность просачивания жидкого расплавленного металла между торцами литейных валков и ограничивающими литейное пространство боковыми стенками, облицованными огнеупорным материалом.
Другое известное средство состоит в отклонении линий тока при помощи устройств, иногда называемых "похитителями тока". Эти устройства представляют собой металлические электрические проводники, располагающиеся параллельно кромкам в их ближайшей окрестности, и через эти проводники пропускается электрический ток. Эти устройства отклоняют в направлении к себе часть линий тока, которые в случае отсутствия таких устройств концентрировались бы на кромке обечайки и в ее ближайшей окрестности. Однако такое техническое решение, используемое самостоятельно, без сочетания с другими способами, не является вполне удовлетворительным по целому ряду причин.
С одной стороны, места размещения и параметры функционирования этих оттягивающих на себя линии тока устройств должны быть определены с особенной тщательностью, поскольку в противном случае в дополнение к избыточной толщине никелевого покрытия, которая может иметь место на кромке обечайки, в ряде случаев можно, напротив того, обнаружить, что слой никеля в некоторых местах имеет толщину меньше номинальной, что свидетельствует об излишнем отклонении линий тока в соответствующих зонах.
С другой стороны, по мере осуществления процесса электроосаждения никель, помимо подлежащей покрытию обечайки, осаждается также и на устройствах "похитителях тока" в достаточно больших количествах. Необходимо, таким образом, рекуперировать этот никель, что связано с определенными материальными затратами, а электрический ток, который был израсходован для его осаждения на этих устройствах, представляет собой потери в чистом виде.
Но особенно важно то, что упомянутое осаждение никеля приводит к изменению геометрических размеров этих устройств или "похитителей тока", которое к тому же является весьма неравномерным. Таким образом, действие этих "похитителей тока" очень сильно изменяется в ходе операции электролитического осаждения никеля, что делает весьма затруднительным управление их влиянием на данный процесс. На практике при номинальной толщине наносимого покрытия 2 мм на кромках обечайки в лучшем случае наблюдается толщина покрытия величиной 2,5 мм, что представляет собой еще слишком большое значение для того, чтобы удовлетворительным образом решить упомянутую выше проблему. Таким образом, эти так называемые "похитители тока" оказываются не в состоянии надежно обеспечить удовлетворительную степень однородности никелевого покрытия для данного специфического применения в целях отделки поверхности валков для непрерывного литья.
Изобретатели пришли к выводу, что наиболее надежный способ нанесения весьма одновременного никелевого покрытия на кромки обечайки литейного валка и ближайшие окрестности этих кромок состоит в размещении изолирующих масок или экранов определенной конфигурации на небольшом расстоянии от этих кромок обечайки и что в этих условиях удается исключить появление преждевременных трещин в никелевом покрытии кромок или краев обечаек валков для непрерывного литья.
Другие особенности и преимущества предлагаемого изобретения будут лучше поняты из приведенного ниже описания примера его практической реализации, где даются ссылки на приведенные в приложении фигуры, среди которых:
- фиг.1 представляет собой схематический вид сбоку в поперечном разрезе по линии I-I, показанной на фиг.2, установки для нанесения покрытия на поверхность обечайки валка, предназначенного для использования в установке непрерывного литья между валками, адаптированной для использования способа в соответствии с предлагаемым изобретением,
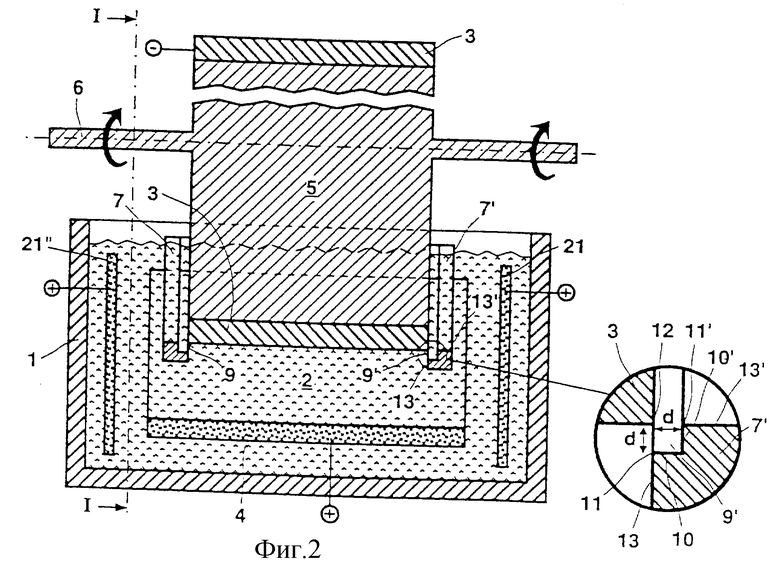
- фиг. 2 представляет собой схематический вид в разрезе по линии II-II, показанной на фиг.1, той же самой установки, поясняющий предпочтительную конфигурацию масок или экранов в соответствии с предлагаемым изобретением.
На фиг. 1 схематически представлена в поперечном разрезе установка в соответствии с предлагаемым изобретением, причем плоскость разреза проходит внутри ванны 1, содержащей раствор электролита 2, основным компонентом которого является та или иная соль никеля, но располагается спереди от медной обечайки 3, выступающей в данном случае в роли катода, и спереди от двух анодов 4 и 4', располагающихся в донной части ванны 1, содержащей электролит.
Медная обечайка 3, которая имеет цилиндрическую наружную форму и наружный диаметр 1500 мм, смонтирована на валу 5, ось 6 которого в процессе операции электролитического осаждения металлического покрытия приводится во вращательное движение при помощи средств, не показанных на приведенных в приложении фигурах. По меньшей мере нижняя часть этой медной обечайки 3 погружена в раствор электролита 2.
В представленном здесь примере аноды 4 и 4' представляют собой растворимые аноды, которые выполнены в виде анодных корзин из титана, имеющих искривленную форму и заполненных гранулированным никелем. Однако это всего лишь один из возможных примеров применения и вполне может быть предусмотрено другое число используемых анодных корзин, а также другая их конфигурация и принцип работы (например, анод нерастворимого типа).
Аноды 4 и 4' проходят позади плоскости разреза, представленного схематически на фиг.1, и имеют ширину, несколько превышающую ширину данной обечайки 3. Против кромок этой обечайки 3 располагаются маски или экраны 7 и 7' (на фиг.1 можно видеть только одну маску или экран 7), изготовленные из изоляционного материала, например из того или иного полимера. Функция этих масок или экранов состоит в том, чтобы помешать линиям тока, исходящим от анодов 4 и 4', доходить непосредственно до краев и кромок обечайки 3 с тем, чтобы исключить возможность образования избыточной толщины никелевого покрытия в этих зонах обечайки. Пространственное положение этих масок или экранов 7 и 7' по отношению к обечайке 3 может быть отрегулировано при помощи специальных средств позиционирования, символически представленных на фиг.1 подвижными стержнями 8.
Конфигурация этих масок или экранов 7 и 7' в поперечном разрезе схематически представлена на фиг.2. Эта конфигурация в представленном здесь примере реализации предлагаемого изобретения имеет форму реборды квадратного или прямоугольного поперечного сечения. Эта реборда в целом имеет форму дуги окружности, центр которой совпадает с центром окружности, образованной кромкой обечайки 3, против которой располагается данная реборда.
Верхний край этой маски или экрана, располагающийся ближе всего к той кромке обечайки, на которую распространяется действие этого экрана, имеет выемку 9, 9' в форме угла, две грани которого 10 и 10' перпендикулярны друг другу и имеют одинаковую длину, составляющую примерно 5 мм. Упомянутые экраны 7 и 7' располагаются посредством подвижных стержней таким образом, чтобы внешние кромки 11, 11' выемок 9 и 9' были установлены на одном и том же расстоянии "d" от кромки 12 обечайки 3, против которой они располагаются. Это расстояние "d" в исходном положении имеет величину порядка 5 мм в том случае, когда необходимо нанести на поверхность данной обечайки никелевое покрытие толщиной от 2 до 3 мм.
С другой стороны, грани 13 и 13' каждого экрана 7 и 7', которые являются перпендикулярными по отношению к обечайке 3, в данном примере реализации предлагаемого изобретения должны иметь длину не менее 50 мм. Только в этих условиях экраны 7 и 7' оказываются в состоянии в достаточной степени отклонить линии тока для того, чтобы в наилучшей степени гомогенизировать распределение этих линий тока на краях и кромках обечайки 3.
В порядке возможного варианта использования предлагаемого изобретения можно предусмотреть возможность постепенного удаления экранов 7 и 7' от обечайки 3 по мере увеличения толщины формируемого никелевого покрытия. Это постепенное удаление экранов от подлежащей нанесению никелевого покрытия обечайки может быть реализовано в виде последовательно выполняемых этапов или в непрерывном режиме. Таким образом может быть обеспечено состояние, когда расстояние между экраном и формируемым никелевым покрытием будет поддерживаться постоянным для того, чтобы обеспечить увеличение толщины этого никелевого покрытия на поверхности обечайки.
В зависимости от конкретной конфигурации используемых в данном случае анодов 4 и 4', а также конфигурации экранов 7 и 7', покрытие слоем никеля торцов обечайки 3 будет осуществляться равномерным образом на большей или меньшей части поверхности этой обечайки.
Для увеличения этой части поверхности обечайки, поддающейся регулированию толщины наносимого никелевого покрытия, можно действовать таким образом, как предлагается в соответствии с существующим уровнем техники в данной области, то есть размещать в ванне 1 вертикальные аноды 21, 21' и 21'' типа вертикальных анодных корзин, заполненных гранулированным никелем и подобных анодным корзинам 4 и 4', располагающимся против торцов обечайки 3.
Совершенно очевидно, что маски или экраны могут быть выполнены в другой конфигурации, отличной от той, которая была описана выше в качестве примера, в той мере, в какой эта отличная от описанной конфигурации способна обеспечить требуемую равномерность толщины наносимого на данную обечайку никелевого покрытия. В частности, вместо того, чтобы иметь форму реборды квадратного поперечного сечения, прямоугольного поперечного сечения или поперечного сечения другой формы, эти экраны могут представлять собой одну пластину или пакет пластин, поверхность которых, обращенная в сторону обечайки, предпочтительно будет иметь ту же конфигурацию, которая была описана выше в представленном здесь примере реализации.
Говоря другими словами, эта поверхность в предпочтительном варианте реализации должна содержать две параллельные кромки, каждая из которых располагается в продолжение ребра обечайки на одном и том же расстоянии "d" от нее, связанные между собой выемкой в форме угла, грани которого перпендикулярны друг другу, как об этом было сказано выше.
Предлагаемое изобретение не исключает также, для дополнения и корректировки действия упомянутых экранов, использование "похитителей тока", встроенных в эти экраны или размещенных независимо от них и действующих либо на постоянной основе, либо включающихся периодически.
Само собой разумеется, что предлагаемое изобретение может быть использовано для нанесения на обечайку покрытия из других металлов, отличных от никеля. Кроме того, валок с нанесенным таким образом покрытием может быть использован не только в установках непрерывного литья между двумя вращающимися валками тонких металлических лент (из стали или из другого материала), но также и в установке непрерывного литья тонких металлических лент, где единственный вращающийся литейный валок просто касается поверхности ванны жидкого расплавленного металла (отличаемого на этом вращающемся валке).
С другой стороны, предлагаемое изобретение может быть применено в случае нанесения покрытия из соответствующего металла на литейную поверхность сплошного или цельного валка, у которого сердечник и обечайка представляют собой единое целое и выполнены в виде одной детали. Ее также удобно транспортировать в том случае, когда обечайка или цельный сплошной валок может быть полностью погружен в ванну с электролитом.
И наконец, как об этом уже было сказано выше, можно создать относительное движение между надлежащей нанесению металлического покрытия обечайкой литейного валка и электролитом ванны, удерживая эту обечайку в неподвижном состоянии и приводя в соответствующее движение вокруг этой обечайки упомянутый выше электролит. Это может быть реализовано, в частности, в том случае, когда данная обечайка полностью погружена в раствор электролита и когда создается соответствующее движение этого электролита при помощи струй, ориентированных таким образом, чтобы заставить этот электролит циркулировать вокруг данной обечайки между одним или несколькими анодами.
Изобретение относится к области непрерывного литья металлов и касается обработки наружной поверхности одного или нескольких валков, образующих одну или несколько подвижных стенок кристаллизаторов, используемых в установках непрерывного литья тонких металлических лент. Техническим результатом является улучшение устойчивости металлического покрытия обечайки литейного валка по отношению к термическим и механическим внешним воздействиям и продление ее среднего срока службы. Технический результат достигается тем, что установка содержит ванну с электролитом, имеющим в своем составе соль подлежащего нанесению на поверхность валка металла, средства для по меньшей мере частичного погружения в ванну поверхности валка и для создания относительного движения между поверхностью валка и электролитом, по меньшей мере один анод, расположенный в ванне напротив поверхности валка, средства для подключения поверхности валка к катодному электрическому потенциалу, а также экраны из изоляционного материала, установленные между кромками поверхности валка и одним или несколькими анодами для исключения концентрации линий тока на упомянутых кромках поверхности валка. При этом экраны имеют форму дуги окружности, центр которой совпадает с центром окружности кромки поверхности валка, напротив которой расположен экран, и содержит две параллельные друг другу кромки, каждая из которых размещена в продолжении кромки поверхности валка на одинаковом расстоянии от нее, а кромки экрана связаны между собой выемкой в форме угла, грани которой расположены перпендикулярно друг другу. 8 з.п.ф-лы, 2 ил.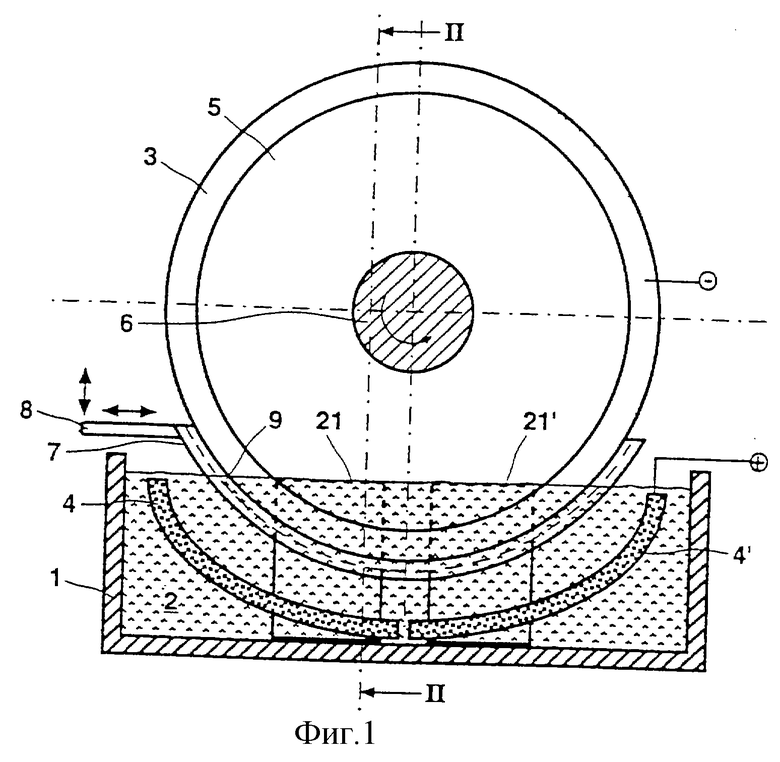
Приоритет по пунктам:
27.06.1996 - по пп.1-5 и 8 в части, где поверхность валка вращается;
31.12.1996 - по пп.1-5 и 8 в части, где электролит циркулирует вокруг валка.
| Устройство для электрохимической обработки деталей | 1981 |
|
SU996526A1 |
| JP 07116784 А, 09.05.1995 | |||
| Способ нанесения гальванических покрытий | 1982 |
|
SU1110824A1 |
| ВАЙНЕР Я.В | |||
| и др | |||
| Технология электрохимических покрытий | |||
| -Л: Машиностроение, 1972, с.115, 126-127. | |||

