Изобретение относится к способу определения свойств систем формовочных материалов и их компонентов за счет измерения упругих и неупругих свойств (распространение и поглощение упругих волн) с помощью ультразвука с использованием других физических и/или технико-технологических параметров. Комфортабельное проведение измерений в этом способе (неразрушающий, быстрый, с возможностью автоматизации) позволяет разработать новые испытательные системы для определения формовочных материалов, а также для контроля и управления качеством подготовки и изготовлением форм или стержней.
Кроме того, настоящее изобретение относится к устройству для определения формовочного материала для литейных форм, в частности для определения свойств и/или состава формовочного материала, содержащему устройство для отбора проб и испытательную гильзу, в которую помещают пробу формовочного материала в виде предварительно уплотненного образца.
Технологические свойства формовочного материала представляют собой совокупность секторов в отношении состава, технологии или оборудования, действующих в процессе подготовки, формования и/или литья. Цепочка состав формовочного материала - качество форм оказывает целенаправленное влияние на качество отливок. Для этого используют параметры испытаний, непосредственно реагирующие на изменения материала с последствиями для формовочно-технологических свойств.
Обычное испытание формовочного материала регистрирует его поведение часто в условиях, приближенных к практическим. Затраты времени сравнительно велики, "реакционная восприимчивость" ограничена помехами, а достоверность измерений - склонностью к ошибкам.
Метода прикладной физики, разработанные на основе прогрессивной техники измерений, обеспечивают детальное определение физических свойств и их отношения прежде всего к действующим физическим, а также технико-технологическим параметрам. С учетом специфичных для литья условий можно применять такие методы на практике для испытания и контроля формовочных материалов, причем они приносят с собой решающие преимущества по сравнению с обычными способами испытаний (например, возможности автоматизации процесса, резкое сокращение времени испытаний и т.д.). Это становится заметным при измерении влажности связанных глиной формовочных материалов посредством электромагнитного способа или при измерении отвержденного состояния во время изготовления стержней посредством электрического способа.
Определение формовочно-технологических свойств формовочных материалов с глиной в качестве связующего осуществляется главным образом посредством измерения уплотняемости и сопротивления сжатию, причем эти величины зависят от содержания воды, гранулометрических параметров (содержание шлама) и способного к связыванию количества глины (активированная глина). Применяемые в многочисленных литейных производствах ситовые, седиментационные и адсорбционные анализы являются наиболее распространенными способами определения этих параметров. Такие способы контроля довольно точны, однако связаны с высокими затратами, прежде всего времени, и не могут применяться автоматизированными или для сопровождающего процесс контроля.
В известных до сих пор системах регулирования оптимальных свойств формовочных материалов проводятся измерения уплотняемости и содержания волы, сопротивления сжатию и срезу или границы деформации. Эти измерения проводят, за исключением определения содержания воды, подле смешивания формовочного материала и по ним вычисляют дозированные количества глины и воды для последующих порций смеси. Недостаток таких систем состоит в том, что возникающие в работе изменения по содержанию шлама и активированной глины не учитываются или учитываются недостаточно, поскольку дозированные количества для актуальной порции смеси вычисляют из данных измерений предыдущих порций. Для исключения этого недостатка используют данные процесса (например, соотношение формовочного материала и сплава и уложенное в форму количество стержней). Соответствие этих данных отдельным порциям смеси связано, однако, с неуверенностью (например, вывод стержневой смеси из цикла приготовления формовочного материала, смешивание с горелой формовочной смесью при транспортировке), так что на практике приходится работать с неточными значениями, что, конечно, неблагоприятно влияет на успех управления.
Путь решения по реализации процесс-сопровождающего определения качества горелой формовочной смеси описан в патенте ГДР N 253197. В нем предложен способ непосредственного определения содержания воды, шлама и активированной глины в горелой формовочной смеси, при котором определяют ослабление рентгеновского или гамма-излучения и скорость ультразвука в образцах формовочного материала. Применение этого способа измерений терпит неудачу из-за повышенных затрат на измерительную технику для радиометрического измерения (правила техники безопасности, затраты на обслуживание).
Для контроля равномерности и качества органических связующих и связанных жидким стеклом формовочных материалов производят определение механических свойств на образцах таких формовочных смесей. Речь идет преимущественно об испытании сопротивления изгибу, а также других определениях сопротивления (например, сопротивления срезу или сжатию). Кроме того, исследуются реологические свойства формовочных смесей (например, испытание деформируемости, продолжительность перерабатываемости). Поскольку определение достигаемой за счет твердения прочности является существенным критерием качества формовочного материала, на практике определяют характеристику твердения, причем достигнутую прочность изображают в зависимости от продолжительности твердения. Измерения в нужном месте этими методами невозможны. Автоматизация или непосредственное проведение контроля и управления отчасти является дорогостоящим делом или не имеет возможности реализации.
Предложение по определению процесс- сопровождающего определения и управления качеством стержневой смеси описано в патенте ФРГ N 3152073. В нем определяют необходимое время твердения путем измерения величины электропроводности образца до и после его твердения с одновременным определением диапазона изменения этой величины. Величина электропроводности соответствует степени твердения стержня, которая гарантирует достижение предварительно установленных прочностных свойств для стержня, и используется таким образом в качестве управляющей величины для качества стержня. Как недостаток этого метода следует упомянуть отсутствие гибкости при оценке электрофизических свойств в отношении использования для других систем формовочных материалов.
Для оценки эффекта регенерации горелой формовочной смеси в настоящее время используют исключительно параметры "отмучиваемое вещество" и "потери при прокаливании". Способы испытаний при определении этих параметров известны из обычного испытания связанных глиной формовочных материалов и имеют все преимущества и недостатки этих способов измерений.
Подобные испытательные устройства, которые во многих случаях уже в значительной степени автоматизированы, находят широкое применение в литейном производстве. При этом открытую, например, с обоих торцов цилиндрическую испытательную гильзу заполняют формовочным материалом полностью, но сначала без применения давления. Для этой цели открытую нижнюю сторону гильзы, по меньшей мере, временно закрывают прижимной плитой и т.п. Затем наполненную таким образом гильзу передают к позиции уплотнения, где с открытой верхней стороны гильзы на формовочный материал надавливают пуансоном, который уплотняет ее. Путем измерения пути, пройденного пуансоном в гильзе, определяют уплотняемость формовочного материала.
На другой позиции может быть измерено еще и сопротивление уплотненного образца срезу. Для этого образец, например, выдавливают из гильзы вниз нажимным или другим пуансоном, предварительно удалив сначала закрывающую гильзу плиту или сняв с нее гильзу с формовочным материалом. Выступающую снизу из гильзы часть образца можно затем срезать подводимой сбоку вилкой, причем измеряют действие на вилку усилия. Помимо измерения сопротивления срезу могут быть предусмотрены и другие автоматические позиции измерений, например, для определения влажности и других параметров с помощью различных датчиков, включая бесконтактные или контактные способы измерений.
Некоторые способы измерений и исследований, однако, относительно сложны, в частности в том случае, когда желательно получить данные о составе формовочного материала, при этом прежде всего интерес представляет содержание активированного бентонита и шламов, оказывающего значительное влияние на технологические свойства формовочного материала. Поэтому существует потребность в устройстве, позволяющем более быстро и просто определить свойства формовочного материала, важные для ее запланированного применения.
Целью изобретения является способ испытания для определения свойств систем формовочных материалов и их компонентов, отвечающий требованиям гарантии качества в гибких производительных установках для изготовления форм и стержней, в частности в отношении процесс-сопровождающего контроля и управления. Способ может применяться благодаря определению физических свойств и их отношения к технико-технологическим параметрам с минимальными техническими и временными затратами для множества систем формовочных материалов. При этом с помощью параметров ультразвука на определенных образцах, а также формах или сердечниках должны быть получены точные данные о свойствах формовочного материала (состав, прочностные свойства), обеспечивающие контроль и управление качеством формовочного материала.
В основу изобретения положена задача создания способа испытания для определения свойств систем формовочных материалов и их компонентов, на основе которого разработаны способы испытаний отдельных систем формовочных материалов, применяемые для гарантии качества на гибких производственных установках для изготовления форм и стержней.
В отношении способа задача решается тем, что определение свойств систем формовочных материалов и их компонентов достигается за счет измерений упругих и неупругих свойств (распространение и поглощение упругих волн) с помощью ультразвука с использованием других физических параметров (например, содержание воды или связующего и отвердителя) и/или технико- технологических параметров (например, уплотняемости, продолжительности твердения и т.д.). Определение скорости ультразвука осуществляется на определенных образцах или в нужном месте в заданных условиях связи (давление и продолжительность связи) и с заданной частотой ультразвука. Согласно изобретению в зависимости от исследуемой системы формовочного материала разработаны следующие способы определения.
В отношении устройства задача решается тем, что по меньшей мере на одной поверхности, ограничивающей состоящий из уплотненной формовочной земли испытуемый образец, предусмотрен ультразвуковой преобразователь.
Способ испытания формовочных материалов, связанных глиной, осуществляют следующим образом.
У формовочного материала или горелой формовочной земли определяют уплотняемость, содержание воды и скорость ультразвука и из этого определяют гранулометрические свойства (содержание шлама или тонких фракций) и содержание активированной глины.
Для измерения соответствующих величин берут пробу формовочного материала и горелой формовочной земли, насыпают в форму заданного объема и уплотняют с заданным усилием (определение уплотняемости). Уплотненный образец прозвучивают в заданных условиях связи (давление и продолжительность связи) и с заданной частотой ультразвука. При этом определяют скорость ультразвука в образце. Определение содержания воды может производиться во время изготовления образца или до него. Определение гранулометрических параметров (содержание шлама или тонких фракций) осуществляется по зависимости:
- гранулометрические параметры = f (содержание воды, скорость ультразвука).
Определение содержания активированной глины осуществляется при условии известности гранулометрических параметров по зависимости:
- активированная глина = f (уплотняемость, скорость ультразвука),
или
- активированная глина = f (содержание воды, уплотняемость).
Для определения гранулометрических параметров и содержания активированной глины предварительно определяют прямые выравнивания с помощью тест-смесей известного состава из исследуемого формовочного материала и используют в соответствии с обычными методами интерполяции. Полученные гранулометрические параметры и содержание активированной глины могут быть использованы вместе с содержанием воды и уплотняемостью в качестве управляющей величины для составления порции формовочного материала при приготовлении.
Далее описываются процессы исследования формовочных материалов, связанных синтетической смолой и жидким стеклом, контроль процесса уплотнения и определение характеристики твердения.
Из свежеприготовленной формовочной смеси берут пробу. В зависимости от применяемого способа упрочнения пробу до или сразу после наступления процесса твердения насыпают в форму заданного объема и уплотняют с заданным усилием. Уплотненный образец прозвучивают в заданных условиях связи (давление и продолжительность связи) и с заданной частотой ультразвука в образце. Измерение скорости ультразвука производят непрерывно и до тех пор, пока не закончится реакция твердения. Полученные таким образом значения скорости ультразвука изображают в зависимости от продолжительности твердения. С продолжением твердения скорость ультразвука возрастает. Наклон кривой скорости ультразвука в зависимости от времени твердения является мерой действующих на процесс твердения помеховых величин (например, содержание шлама в кварцевом песке). Скорость ультразвука в определяемый момент времени твердения соответствует достигнутому уровню прочности и заменяет таким образом испытания прочности при обычных способах испытаний.
Вышеописанную характеристику твердения можно получить и на частях форм и стержней. Ее данные служат таким образом для достижения заданных прочностных свойств. Дополнительно за счет резкого падения скорости ультразвука можно без труда обнаружить возникновение трещин на прозвученном участке части формы или стержня.
Пример исполнении: формовочные материалы, связанные глиной
При приготовлении связанных глиной формовочных материалов путем добавки воды, исходного формовочного материала и глины к горелой формовочной земле должны быть скорректированы формовочно- технологические свойства. Этими свойствами, однако, можно управлять только тогда, когда учитываются возникающие при работе изменения содержания шлама, а затем устанавливается содержание воды. Кроме того, должно быть учтено актуальное содержание активированной глины и установлена прочность за счет определенной добавки глины.
В способе согласно изобретению с помощью устройства для отбора проб перед смесителем берут горелую формовочную землю или за смесителем - формовочный материал и доводят до постоянного объема. Затем производят уплотнение поршнем. На образце с помощью датчика, работающего на основе диэлектрической постоянной, определяют содержание воды в горелой формовочной земле или в формовочном материале. Определение содержания воды производят с использованием температуры горелой формовочной земли или формовочного материала, измеряемой температурным зондом. В случае испытания формовочного материала определение содержания воды может производиться и во время смешивания.
На следующем этапе к образцу в заданных условиях связи (давление и продолжительность связи) присоединяют ультразвуковые измерительные головки. При этом с помощью индуктивного датчика перемещений определяют высоту образца и вычисляют из этого уплотняемость. Затем образец прозвучивают с заданной частотой ультразвука и определяют время его прохождения. По времени прохождения с использованием высоты образца определяют скорость ультразвука.
С помощью ультразвукового преобразователя устройства согласно изобретению можно измерить скорость распространения и демпфирование ультразвуковых волн в образце и сделать из этого вывод об упругих и неупругих свойствах формовочного материала, которые либо служат непосредственно в качестве свойств, характеризующих пригодность формовочного материала для определенных целей, либо на основе опытных значений или соответствующих серий испытаний позволяют заключить о содержании активированного бентонита и шламов. Оказалось, что зависимость между скоростью и демпфированием ультразвука при соответствующих условиях испытаний позволяет однозначно заключить о пригодности формовочной земли для применения в определенных целях и, в частности, судить также о том, какие компоненты следует еще при необходимости добавить к формовочной земле, чтобы она приобрела нужные свойства. В качестве добавок рассматриваются, например, уже упомянутые активированный бентонит и шламы, а также свежий песок и вода. Косвенно измерения ультразвука позволяют, следовательно, сделать также вывод о составе формовочной земли, который тогда может быть изменен нужным образом. При этом измерение ультразвука является очень быстрым, связанным с небольшими затратами на аппаратуру методом, прежде всего при его сравнении с другими количественными методами анализа, которые необходимы для того, чтобы сделать надежные выводы о составе формовочной земли.
Предпочтительным является вариант осуществления изобретения, у которого на двух противоположных сторонах образца установлено два ультразвуковых преобразователя. Один из них может тогда служить излучателем, а другой, противоположный - приемником, причем регистрируются время прохождения через образец, изменение амплитуды при прохождении через образец и при необходимости возможные скачки фаз и т.п. Можно также производить соответствующие измерения только одним ультразвуковым преобразователем, который излучает лишь один короткий импульс, а затем принимает возвращающиеся из образца эхо, анализируемые в соответствующей электронике. В таком случае целесообразно расположить на противоположной преобразователю стороне образца хорошо отражающую ультразвук поверхность.
В предпочтительном варианте исполнения гильза имеет в основном цилиндрическую форму, причем ультразвуковой преобразователь или преобразователи установлены на плитах или пуансонах, прилегающих к торцам цилиндрического образца. При этом одна из этих поверхностей или плит может относиться к уплотнительному пуансону, а противоположная плита является прижимной плитой или ответной прижимной плитой, а пуансон и прижимная плита являются частью позиции контроля уплотнения. Например, цилиндрическая гильза может быть установлена открытыми с обеих сторон концами на прижимной плите, а затем заполнена просеянной и/или освобожденной от комков формовочной землей, причем скребок обеспечивает равномерное и точно до краев наполнение гильзы. В таком виде гильзу транспортируют к позиции уплотнения, где на торец образца опускают по возможности точно подходящий к гильзе пуансон и вдавливают пуансон в нее. При этом формовочный материал уплотняется, и уплотняемость является отношением объема образца при заданном давлении при испытании к общему объему гильзы, предварительно заполненному формовочным материалом. При этом один ультразвуковой преобразователь может быть установлен в нажимном пуансоне позиции контроля уплотнения, в то время как другой установлен, например, в прижимной плите на нижней стороне гильзы. При этом целесообразно, кроме того, если система регулирования давления, устанавливающая испытательное давление, с которым пуансон давит на пробу земли, имеет, по меньшей мере, двухступенчатое регулирование давления, так что для измерения ультразвука можно выбрать давление, независимое от предусмотренного для уплотнения испытательного давления, которое ниже, чем создаваемое для уплотнения пробы давление.
Можно, однако, установить ультразвуковые преобразователи на независимых от позиции уплотнения поверхностях, в частности, если приходится опасаться повреждений соприкасающихся с землей поверхностей преобразователей за счет создаваемого при уплотнении давления или невозможности нанесения соответствующего защитного покрытия или слишком сильного искажения результата измерений.
Для простоты в таком случае ультразвуковой преобразователь может быть установлен на пуансоне и соответствующей прижимной плите позиции для измерения сопротивления образца срезу. Для измерения сопротивления срезу образец выдавливают пуансоном из гильзы, причем создаваемое для этого давление значительно ниже давления, требуемого для уплотнения. Перед выдавливанием образца из гильзы можно, следовательно, при прикладывании соответствующего пуансона и подходящей ответной плиты к нижней стороне гильзы произвести нужное измерение ультразвука, так что лишь после фиксации гильзы и надавливания пуансона на позиции измерения сопротивления срезу образец выдавливается из гильзы вниз, причем, само собой, должна двигаться и ответная плита или предварительно должна быть снята.
При измерении сопротивления срезу вилка перемещается сбоку для измерения возникающих при срезании усилий.
В другом варианте осуществления изобретения ультразвуковые преобразователи могут быть также установлены на цилиндрической стенке гильзы, причем целесообразно подогнать их поверхности или соответствующие промежуточные части к цилиндрической форме стенки гильзы. Если соответствующие поверхности преобразователей или защитные поверхности будут входить в цилиндрическое внутреннее пространство, то образец не удастся выдавить без повреждений из гильзы. То же действительно в том случае, если бы в цилиндрических стенках были предусмотрены углубления, в которых могли бы быть установлены ультразвуковые преобразователи. Именно в таких вариантах исполнения было бы также сомнительно, возникло бы при уплотнении в горизонтальном направлении достаточно сильное давление для получения по возможности неразрушенного перехода от поверхности преобразователя в формовочную землю.
Согласно другому варианту осуществления изобретения, сечение гильзы слегка отличается от цилиндрической формы, причем противоположные части цилиндрической поверхности приплюснуты, а в остальном цилиндрическое или кругообразное сечение гильзы сохранено. Ультразвуковые преобразователи могут быть тогда установлены обычным образом на образованных приплюснутыми участками плоских поверхностях. В то же время сечение гильзы по всей длине постоянное, так что образец легко может быть выдавлен без повреждений из гильзы подходящим пуансоном.
В еще одном варианте осуществления изобретения на одной и той же или на вплотную соседних поверхностях рядом установлены два ультразвуковых преобразователя, при этом один служит излучателем, а другой - приемником. Также в этом случае целесообразно расположить на противоположной преобразователям стороне образца хорошо отражающую ультразвук поверхность.
Другие преимущества, признаки и возможности применения настоящего изобретения становятся очевидными из следующего описания, различных вариантов его осуществления и соответствующих фигур, изображающих:
фиг. 1 - автоматическое устройство для испытании формовочного материала с несколькими позициями, при этом на одной из позиций может быть предусмотрено устройство для ультразвукового измерения;
фиг. 2-4 - различные варианты расположения ультразвуковых преобразователей на соответствующих позициях устройства для испытания формовочного материала;
фиг. 5 - пуансон для измерения ультразвука с нагревательным устройством;
фиг. 6 - графическая зависимость между скоростью ультразвука, содержанием воды и другими свойствами образца.
На фиг.1 показан пример исполнения устройства для испытания формовочного материала, которое предпочтительным образом может быть дополнено признаками настоящего изобретения.
Слева на фиг.1 изображено устройство 1, которое из формовочной постели S отбирает пробу формовочного материала. Устройство 1 приводится в действие подъемным цилиндром 2, причем пробу поднимают к выталкивающему цилиндру 3, а оттуда опорожняют в измельчительную воронку 4 или на соответствующее сито. Оттуда формовочным материалом заполняют расположенную под воронкой 4 и стоящую на основании 27 цилиндрическую испытательную гильзу 5, открытую вверху и внизу, но закрытую снизу основанием 27. Количество формовочного материала, направленное устройством 1 в воронку 4 или на соответствующее сито, рассчитывается так, чтобы гильза 5 была хорошо заполнена. Затем гильзу 5 смещают по основанию 27 вправо, причем оно может быть при необходимости выполнено также в виде вращающейся тарелки и многозвенной ленты и т.п., движущей гильзу 5 к уровнемеру 7. На пути к нему гильза проходит под скребком 6, который отделяет лишний, выступающий за верхнюю кромку гильзы 5 формовочный материал, так что его поверхность в гильзе 5 точно совпадает с ее верхней кромкой. Это проверяется уровнемером 7. Заполненную таким образом гильзу движут дальше к позиции уплотнения II, на которой на поверхность формовочного материала посредством уплотнительного гидроцилиндра 8 опускают соответствующий внутренним размерам гильзы 5 уплотнительный пуансон 21. Этот пуансон нагружает формовочный материал точно заданным посредством гидроустройства 8 давлением, причем уплотняемость является отношением изменения объема формовочного материала, т. е. конкретно пути, пройденного пуансоном 21 в гильзе 5, к высоте гильзы. На позиции II предусмотрено соответствующее устройство 9 для измерения перемещений.
Понятно, что основание 27 действует как ответная прижимная плита и соответственно опирается на позиции II.
Как будет описано ниже, на позиции II может быть установлена система измерения ультразвука.
Гильзу 5 с уплотненным образцом движут затем дальше к позиции II для измерения сопротивления образца срезу. Для этого образец 15 немного выдавливают пуансоном 31 вниз из гильзы 5 и выступающую из нее часть образца 15 срезают вилкой 11 в боковом направлении, причем на вилке или ее держателе измеряют необходимые для этого усилия. Альтернативно измерению сопротивления срезу может производиться также измерение сопротивления сжатию, как это изображено на позиции IV фиг. 1. При этом приводимый в действие цилиндром 12 пуансон полностью выдавливает образец 15 из гильзы 5, причем его устанавливают на ответную прижимную плиту 13 и раздавливают при непрерывном движении пуансона вниз. Действующие при этом на плиту 13 усилия определяют датчиком 14.
На фиг. 2 схематично изображена возможность установки системы измерения ультразвука, например, на описанной выше позиции II. Пуансон 21 имеет для этой цели на своей передней, соприкасающейся с формовочным материалом, поверхности выемку, в которой плотно установлен ультразвуковой преобразователь 20, так что его передняя поверхность находится в одной плоскости с передней поверхностью пуансона 21. Электрические выводы на обратной стороне преобразователя 20 на фиг. 2 не показаны, однако известным образом могут быть вставлены в отверстия на обратной стороне пуансона 21.
В плите 27 в соответствующей выемке аналогично пуансону 21 также установлен ультразвуковой преобразователь 26, обращенная к образцу 15 поверхность которого также находится в одной плоскости с поверхностью плиты 27. Плита 27 может поворачиваться по штриховой линии вниз с помощью подъемного элемента 28 в положение 29, так что по окончании измерений на позиции уплотнения образец 15 может быть транспортирован дальше в гильзе, закрепленной, например, на кронштейне, не касаясь плиты 27 во избежание возможного фрикционного износа о поверхность преобразователя 26.
Гидроцилиндр 22 нагружается давлением по питающей линии 24 посредством двух разных регулирующих давление клапанов 23, 23'. Клапан 23 срабатывает для измерения уплотняемости, причем путь, на который пуансон 21 проникает в гильзу 5, может быть считан со шкалы 25 или зарегистрирован также автоматически. Затем срабатывает клапан 23', предусматривающий немного меньшее давление в гидроцилиндре 22, так что пуансон 21 прижимается к поверхности образца 15 с немного меньшим давлением. В этом состоянии производится измерение ультразвука на образце, причем, например, преобразователь 20 служит излучателем, а преобразователь 26 - приемником. Измерительная электроника для подобных ультразвуковых преобразователей, в принципе, известна и поэтому не нуждается в описании. Измеряют, в частности, время прохождения ультразвуковых импульсов через образец 15, причем по высоте образца, следующей из высоты гильзы 5 и пути уплотнения пуансона 21, можно вычислить и скорость ультразвука. Далее можно зарегистрировать также демпфирование ультразвуковой волны предпочтительно путем регистрации одного или нескольких последовательных эхо коротких ультразвуковых импульсов, движущихся туда и обратно между поверхностями пуансона 21 и поверхностью плиты 27.
По окончании измерения ультразвука пуансон 21 с преобразователем 20 извлекают из гильзы 5 и плиту 27 поворачивают вниз или изгибают, так что образец 15 с гильзой 5 может быть перемещен бесконтактно к следующей позиции.
На фиг. 3 изображена позиция для измерения сопротивления образца 15 срезу, причем эта позиция также дополнена устройством для измерения ультразвука. Предварительно уплотненный, например, на позиции II фиг.1 образец 15 передают в гильзе 15 к позиции измерения сопротивления срезу. Перед этим измерением к нижнему торцу цилиндрического образца прижимают пуансон 34, а сверху в гильзу 5 и на поверхность образца 15 опускают пуансон 31. Оба пуансона 31, 34 содержат по одному лежащему в одной плоскости с их поверхностью ультразвуковому преобразователю 30, 33, разводка и электрические выводы которых не показаны. Пуансон 31 опускается на поверхность формовочного материала с определенным давлением, поскольку равномерное давление облегчает сравнимость результатов измерений, хотя от такого условия нельзя не отказаться, поскольку в соответствующей серии испытаний была зарегистрирована зависимость от давления подобных результатов измерений.
Шкала 32 помогает определить высоту образца 15 для установления пути прохождения ультразвукового импульса через образец 15. Высота образца может быть, правда, зарегистрирована в качестве результата измерения предыдущей позиции уплотнения.
После проведения измерения ультразвука пуансон 34 с помощью гидроцилиндра 35 снова опускается вниз, а пуансон 31 выдавливает образец 15 на заданный отрезок вниз из гильзы 5, так что он может быть захвачен срезающей вилкой 36. Система подачи 37 вилки 36 регистрирует при срезании выступающей вниз из гильзы 5 части образца 15 действующие при этом на вилку 36 усилия.
Аналогичным образом преобразователи могут быть также предусмотрены на позиции IV измерения сопротивления сжатию, как она изображена на фиг.1. Также в этом случае в пуансоне 13, как и в опускающемся сверху пуансоне, можно предусмотреть ультразвуковой преобразователь, причем пуансон 13 целесообразно перемещать вверх до тех пор, пока он не закроет нижнюю сторону гильзы 5. Вместо этого, правда, независимо от пуансона 13 можно расположить на низшей стороне гильзы 5 ответную прижимную плиту для установки ультразвукового преобразователя и при необходимости поворота в сторону от гильзы 5.
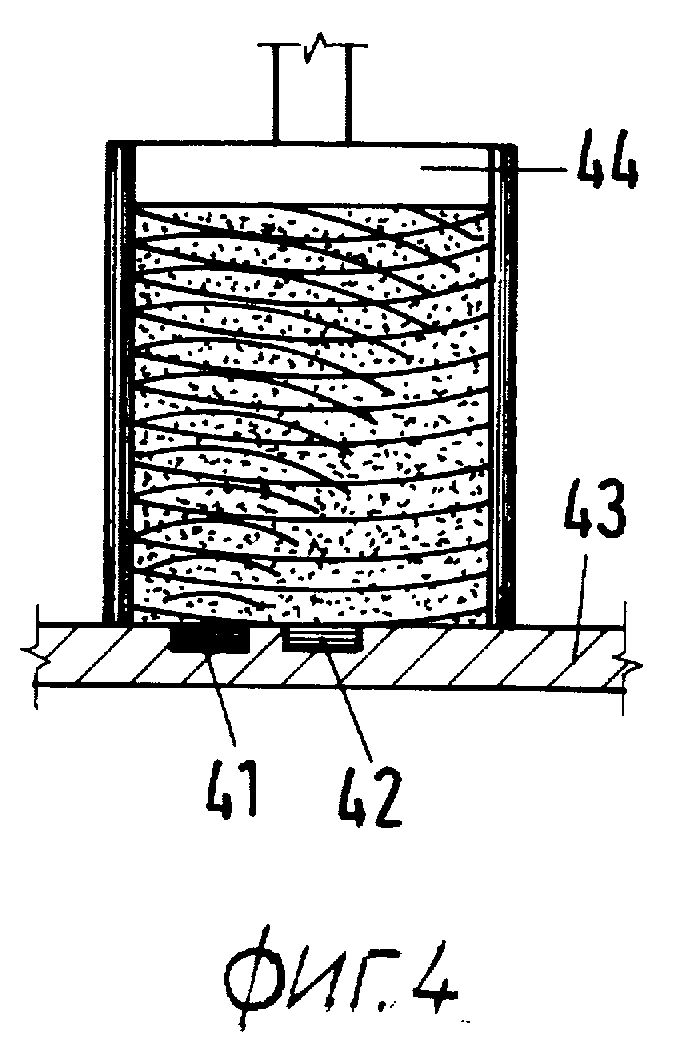
На фиг.4 изображен вариант, у которого в ответной прижимной плите 43 на нижней стороне образца 15 установлены рядом два ультразвуковых преобразователя 41, 42. Идущие от преобразователя 41 ультразвуковые волны отражаются от стенок гильзы 5 и прежде всего от прилегающего к верхней стороне образца 15 пуансона 44 и принимаются преобразователем 42. По времени прохождения и высоте образца определяют скорость ультразвука. В другом варианте преобразователи 41, 42 могут быть идентичны, т.е. один преобразователь 41 может функционировать как излучатель и как приемник, что легко возможно за счет известного электронного соединения выводов преобразователя.
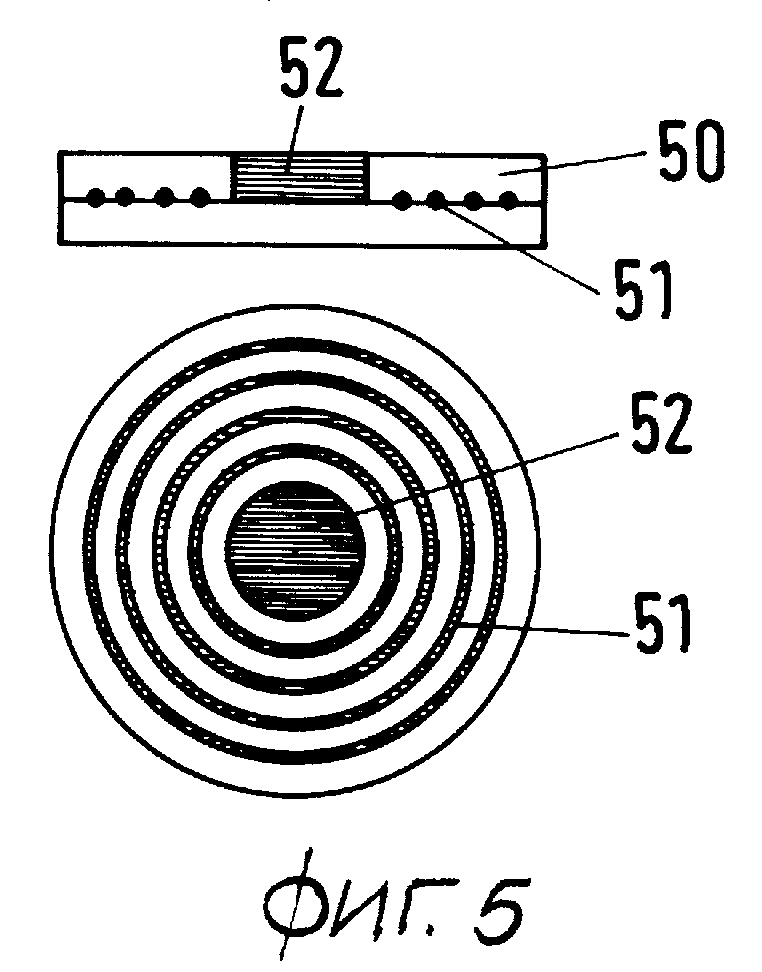
На фиг. 5 изображен пуансон или плита 50, в которой ультразвуковой преобразователь 52 установлен так, что его поверхность находится в одной плоскости с поверхностью плиты 50. В плиту 50 заделана также окружающая преобразователь 52 нагревательная обмотка 51, с помощью которой можно нагреть плиту 50, так что исключается прилипание формовочного материала, которое может возникнуть за счет осаждения конденсата на пуансонах или плитах в результате переменного подвода давления.
В сочетании с уже известными испытательными устройствами, например, позициями измерения уплотнения, сопротивления срезу и сжатию, устройство согласно изобретению обеспечивает более полную и быструю регистрацию всех основных свойств формовочного материала, чем это было возможно с помощью известных до сих пор автоматических испытательных устройств. В частности, сочетание измерения ультразвука с вышеназванными методами испытаний обеспечивает количественный анализ состава формовочного материала, поскольку измерения ультразвука, по меньшей мере, в сочетании с другими, легко измеряемыми свойствами, например уплотняемостью и сопротивлением срезу, уже дают достаточное представление о составе формовочного материала. При этом с помощью соответствующей серии измерений требуется лишь один раз установить взаимосвязь между результатами измерений ультразвука и соответствующим составом, чтобы затем из этих результатов можно было сделать вывод о составе. При этом, само собой, следует также обратить внимание на то, что существуют различные типы связующих для формовочного материала.
Устройство согласно изобретению может, естественно, использоваться и в других производствах, например, керамических масс, стройматериалов, в механике грунтов и т.п.
Из трех интересующих величин - содержание воды, уплотняемость и скорость ультразвука - выводят данные для процесс-сопровождающего управления формовочно-технологическими свойствами системы формовочного материала.
Содержание шлама.
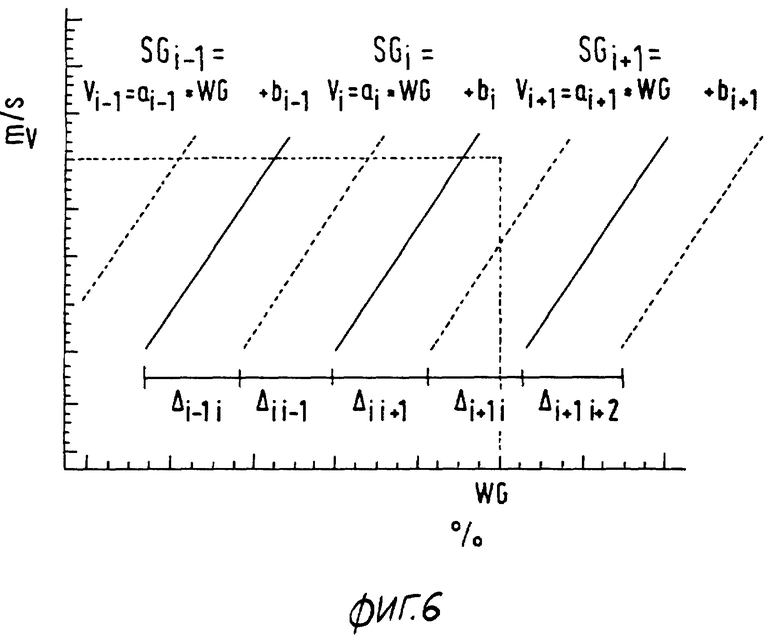
Из скорости ультразвука посредством прямых выравнивания в сочетании с содержанием воды определяют содержание шлама (фиг.6). Построение прямых выравнивания осуществляют с помощью тест-смесей известного состава из исследуемой системы формовочного материала. При этом применяют обычные методы интерполяции.
Фиг. 6. Определение содержания шлама:
- данные измерений: WGist, Vist.
- прямые выравнивания:
SGi-1=Vi-1=ai-1•WGist +bi-1;
SGi=Vi=ai•WGist +bi;
SGi+1=Vi+1=ai+1•WGist +bi+1;
- полосы разброса между отдельными прямыми выравнивания:
Δi-1i= Δii-1= (Vi-1-Vi)/2;
Δi+1i= Δii+1= (Vi-Vi+1)/2.
- сравнение: Vi-Δii+1< Vist< Vi+Δii-1;
- вывод: SGist=SGi.
Определение содержания активированной глины
Из уплотняемости посредством прямых выравнивания в сочетании с содержанием воды и при известном содержании шлама определяют содержание активированной глины. При построении прямых выравнивания дополнительно определяют обусловленный содержанием шлама компенсирующий коэффициент.
После расчета фактического состояния производят сравнение с заданными значениями. Управляющая ВМ подает дозирующему устройству соответствующие командные импульсы, в результате чего происходит составление порции смеси из горелой формовочной земли, песка, глины и воды.


Изобретение относится к литейному производству. Согласно предложенному способу, часть свойств формовочного материала определяют в испытательной гильзе с уплотненным образцом. Проводят измерение ультразвука и его поглощение. Независимо от этого одновременно измеряют и определяют дополнительные свойства образца формовочного материала. Упругие и неупругие или поглощающие свойства образца определяют по скорости ультразвука и измеренным амплитудам ультразвука. Ультразвуковой преобразователь устанавливают по меньшей мере на одной ограничивающей образец поверхности. Данное техническое решение позволяет быстро и просто определять свойства формовочного материала, важные для его запланированного применения. 12 з.п. ф-лы, 6 ил.
| СПОСОБ ИЗГОТОВЛЕНИЯ Л\НОГОСЛОЙНОЙ ТОНКОПЛЕНОЧНОЙ СТРУКТУРЫ | 0 |
|
SU253197A1 |
| Способ анализа бинарной смеси твердых компонентов | 1981 |
|
SU1026045A1 |

