Изобретение относится к литейному производству, а именно к определению индекса пластичности формовочных и стержневых смесей и может быть использовано для исследования реологических свойств (уплотняемость, текучесть) формовочных и стержневых смесей.
Известно устройство для определения уплотняемости формовочных смесей, включающее: копер лабораторный, гильзу неразъемную стальную, подставку для гильзы под шоком копра (ГОСТ 23409.13-78 «Смеси формовочные. Метод определения уплотняемости и насыпной плотности»). Метод основан на определении изменения высоты материала в гильзе до и после уплотнения. Однако определение уплотняемости формовочных смесей не учитывает текучесть смесей при уплотнении.
Известно устройство для определения текучести формовочных смесей при статическом уплотнении, включающее: копер лабораторный, гильзу неразъемную стальную с вкладышем, выталкиватель деревянный или металлический, твердомер для сырых форм (ГОСТ 23409.17-78 «Смеси формовочные. Метод определения текучести при статическом уплотнении».). Метод основан на определении отношения величин твердости уплотненной смеси в определенных точках. Однако определение текучести формовочных смесей не учитывает определение текучести пластичных жидкоподвижных, а также холоднотвердеющих смесей.
Текучесть применительно к физической модели уплотнения формовочных смесей характеризует внутреннее трение или сопротивление сдвигу формовочной смеси при ее деформации в направлении, перпендикулярном к приложению нагрузки. Применительно к качеству уплотнения текучесть характеризуется способностью смеси уплотняться с максимальной равномерностью степени уплотнения в объеме формы или стержня. Уплотняемость характеризует способность смеси повышать объемную массу при заданной работе уплотнения. В свою очередь, это есть способность смеси к формированию прочности в результате уплотнения.
Существенную роль в процессе формообразования играют пластические свойства смесей, которые характеризуют их способность принимать необратимые деформации при приложении внешних нагрузок, благодаря которым формам и стержням придается определенная конфигурация.
В большинстве случаев пластические свойства смесей определяются наличием в них связующих, глины, технологических добавок и воды. Для оценки пластических свойств смесей используют различные качественные характеристики: уплотняемость, текучесть, формуемость и т.д. Эти характеристики, будучи в определенной степени взаимосвязанными, но не всегда физически обоснованными, дают технологическую оценку применяемым формовочным смесям. Уплотняемость и текучесть смесей являются технологическими свойствами, природа которых сложна и определяется многими факторами. Эти факторы можно условно разделить на пять групп: 1) вид технологии (ХТС, нагреваемая оснастка, ПСС и др.); 2) состав смеси (генезис наполнителя, состояние его поверхности, связующее, добавки, угол внутреннего трения и т.д.); 3) условия уплотнения (величина давления прессования, характер нагрузки: динамический, статический и т.д.); 4) материал и состояние поверхности оснастки (модели или стержневого ящика); 5) внешние воздействия (электрическое поле, ультразвук, магнитная обработка и т.д.).
Для комплексной оценки пластических свойств синтетических песчаных стержневых и формовочных смесей известен способ определения индекса текучести единых песчано-глинистых смесей, заключающийся в том, что в круглую гильзу №315-9 «Дитерт» вставляется металлический вкладыш (насадка) без отверстий, засыпается с помощью приспособления для заполнения гильз №315-г «Дитерт» навеска смеси и производится ее предварительное уплотнение путем свободного опускания копра на смесь. Затем насадка удаляется и устанавливается вкладыш с четырьмя отверстиями диаметром 16 мм. Гильза вместе с образцом смеси и вкладышем устанавливается в прибор для определения уплотняемости и по показателям индикатора, после каждого из трех ударов копра, фиксируется величина хода штока копра. Все три значения суммируются, полученная величина является индексом текучести исследуемой смеси в условных единицах, характеризующих пластические свойства смеси (Смолко В.А. «Физико-химические процессы формирования структуры и прочности свойств литейных форм и стержней из песчаных смесей»: дис. д-ра техн. наук Челябинский государственный технический университет, г.Челябинск, 1996. с. 408-413).
Несмотря на то, что способ определения индекса текучести единых песчано-глинистых смесей, был изложен, данный способ не нашел широкого применения на практике.
Изложенный способ определения индекса текучести не может достоверно оценить пластические свойства формовочных и стержневых смесей различных составов, потому что не учитывает первоначальную высоту образца формовочной и стрежневой смеси после предварительного уплотнения.
Недостатком данного способа является подход к расчету индекса текучести путем сложения показателей индикатора после каждого из трех ударов копра. Величина хода штока копра фиксируется в миллиметрах, следовательно, сумма показателей трех измерений, индекс текучести, также должен измеряться в миллиметрах, а не в условных единицах.
К недостатку данного способа определения индекса текучести относится его ограниченное применение, потому что способ предложен только для пес-чано-глинистых смесей.
В настоящее время, в условиях современных производств, предъявляются повышенные требования к формовочным и стержневым смесям, поэтому существует потребность в повышении достоверности изложенного способа определения индекса текучести применительно к современным условиям.
Технической задачей предлагаемого изобретения является повышение достоверности оценки пластических свойств жидкоподвижных, пластичных, песчано-глинистых, самотвердеющих, жидкостекольных смесей, отверждаемых сушкой.
Указанная задача решается тем, что в способе определения индекса пластичности формовочных и стержневых смесей, используемых в литейном производстве, включающем отбор пробы формовочной и стержневой смеси, просеивание через сито, помещение образца в стандартную гильзу, на дно которой устанавливают вкладыш без отверстий, предварительное уплотнение образца в установке для уплотнения, замену съемного вкладыша без отверстий на вкладыш с четырьмя отверстиями, уплотнение образца тремя ударами, фиксацию высоты образца формовочной или стержневой смеси по шкале после каждого удара при уплотнении H1, Н2 и Н3, согласно изобретению, после предварительного уплотнения образца измеряют высоту получившегося образца H0, определение индекса пластичности осуществляют по формуле:
где H0 - высота образца формовочной или стержневой смеси после предварительного уплотнения, мм;
H1, Н2 и Н3 - высота образца формовочной или стержневой смеси после каждого из трех уплотнения образца, мм.
Достоверность данного способа определения индекса пластичности необходима для возможности сравнения индекса пластичности формовочных и стержневых смесей разного состава, а также для расширения информативной базы при оценке пластических свойств формовочных и стержневых смесей.
Достоверная оценка пластических свойств смесей различного состава через индекс пластичности необходима для улучшения качества отливок по шероховатости, массовой, геометрической точности и меньшего количества дефектов в отливках. Уменьшение показателя индекса пластичности, свидетельствующее об увеличении пластических свойств смесей, приводит к созданию условий формирования адгезионно-когезионных контактов между составляющими смесей при структурировании и формировании технологических физико-механических свойств формовочных и стержневых смесей. Сущность изобретения поясняется чертежами, где:
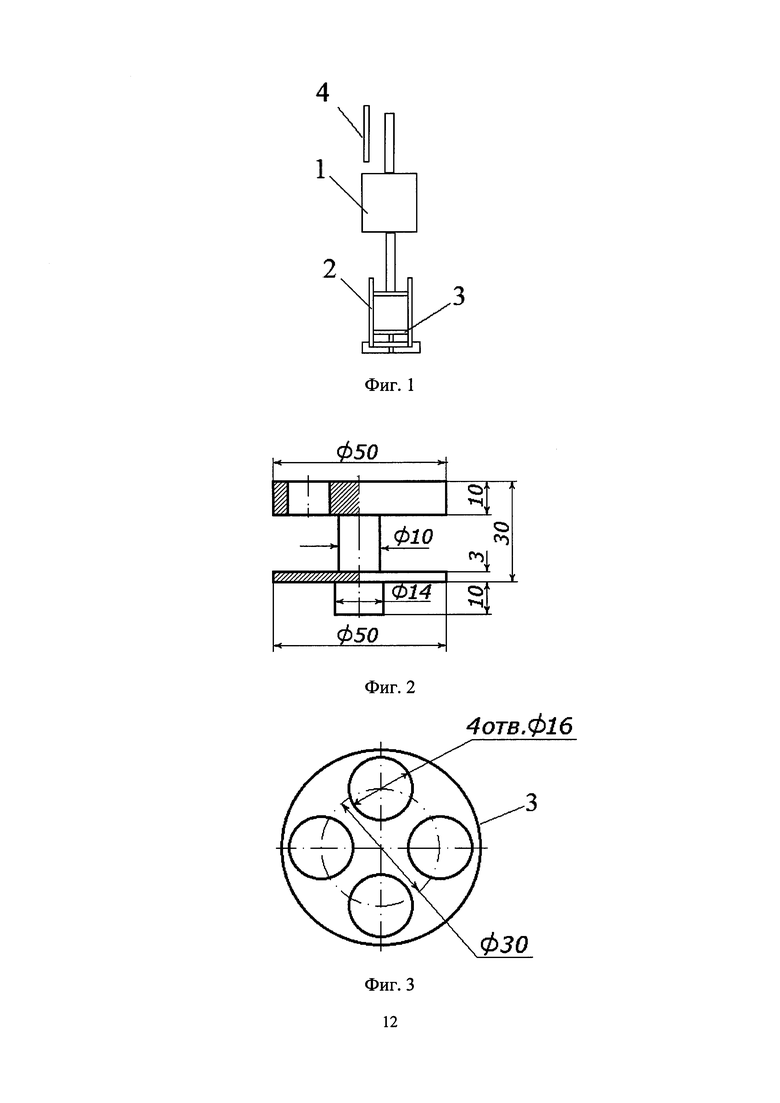
- на фиг. 1 дано изображение схемы установки для определения индекса пластичности формовочных и стержневых смесей;
- на фиг. 2 показан чертеж металлического плоского вкладыша высотой 30 мм;
- на фиг. 3 показан чертеж съемного вкладыша с шероховатостью  и с четырьмя круглыми отверстиями диаметром 16 мм.
и с четырьмя круглыми отверстиями диаметром 16 мм.
Предлагаемый способ осуществляют следующим образом.
От пробы формовочной или стержневой смеси, отобранной и подготовленной по ГОСТ 23408.78, выделяют навеску массой 150 г. Навеску формовочной или стержневой смеси просеивают через сито в стандартную гильзу 2 внутренним диметром 50±0,5 мм, высотой 150 мм. В гильзу вставляется металлический плоский вкладыш высотой 30 мм без отверстий. Гильза с металлическим плоским вкладышем помещается в установку для уплотнения (например, под лабораторный копер 1). Груз на копре весом 3,5 кг плавно опускается в гильзу и производится предварительное уплотнение формовочной или стержневой смеси с целью получения цилиндрического образца с достаточной прочностью, исключающей его разрушение при смене насадок.
На штоке копра нанесена шкала 4, которая указывает перемещение штока во время уплотнения. После предварительного уплотнения производится измерение высоты образца H0 (мм) по шкале 4.
Затем гильзу извлекают из копра и производят замену металлического плоского вкладыша без отверстий съемным вкладышем 3 с шероховатостью  и с четырьмя круглыми отверстиями диаметром 16 мм. Форма вкладыша 3 выбрана таким образом, что в процессе испытаний уплотнением на копре, смесь продавливается через четыре отверстия. В процессе уплотнения и текучести смеси в гильзе со вставкой смесь как бы заполняет «углубления», иллюстрируя различную поверхность модели или стержневого ящика, что позволяет достоверно оценить пластические свойства смесей различного состава через индекс пластичности.
и с четырьмя круглыми отверстиями диаметром 16 мм. Форма вкладыша 3 выбрана таким образом, что в процессе испытаний уплотнением на копре, смесь продавливается через четыре отверстия. В процессе уплотнения и текучести смеси в гильзе со вставкой смесь как бы заполняет «углубления», иллюстрируя различную поверхность модели или стержневого ящика, что позволяет достоверно оценить пластические свойства смесей различного состава через индекс пластичности.
После этого гильза вместе с образцом смеси и вкладышем с четырьмя отверстиями устанавливается в прибор, образец уплотняется тремя ударами, в результате чего смесь «протекает» в четыре канала отверстия. При уплотнении образца тремя ударами достигается прочность поверхностного слоя глубиной 50 мм стержня или формы при формообразовании. По показателям шкалы, после каждого из трех ударов копра, фиксируется величина хода штока копра и высота образца смеси - H1, Н2 и Н3 (мм).
Для определения индекса пластичности все три значения суммируются (H1, Н2 и Н3) и полученная величина делится на первоначальную высоту образца H0. Индекс пластичности формовочных и стержневых смесей  в условных единицах вычисляют по формуле:
в условных единицах вычисляют по формуле:
За результат испытания индекса пластичности принимают среднее арифметическое результатов трех параллельных определений.
Чем ниже показатель индекса пластичности  тем выше пластические свойства используемых смесей, тем больше создаются условия для формирования адгезионно-когезионных контактов между составляющими смесей, которые влияют на формирование структуры, прочность и надежность форм и стержней.
тем выше пластические свойства используемых смесей, тем больше создаются условия для формирования адгезионно-когезионных контактов между составляющими смесей, которые влияют на формирование структуры, прочность и надежность форм и стержней.
Вместе с тем, чем ниже показатель тем выше показатели качества отливок по шероховатости, массовой, геометрической точности и меньшим количеством дефектов в отливках.
Пример конкретного осуществления способа.
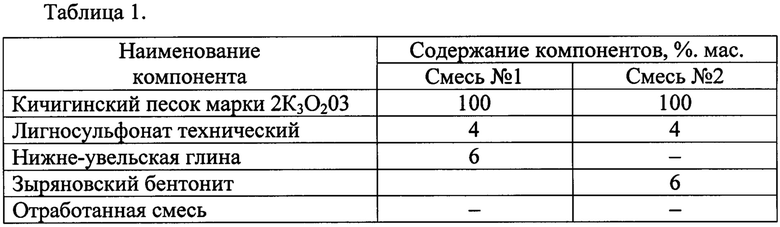
В таблице 1 представлены составы формовочных и стержневых смесей, для которых определяли индекс пластичности.
В таблице 2 представлены значения индекса пластичности для исследуемых смесей.

Замена нижне-увельской глины на зыряновский бентонит привело к уменьшению индекса пластичности, так как зыряновский бентонит обладает более высокими реологическими свойствами (текучесть, уплотняемость).
Чем выше пластические свойства испытуемой формовочной смеси, тем больше смесь «протекает» в четыре канала отверстия вкладыша при уплотнении образца при том же давлении и прочих равных условиях, которые при всех испытаниях сохраняются одинаковыми.
Это было проверено также на литых образцах из стали 35Л (100×50×20, мм), полученных в формах из указанных смесей путем уплотнения их под прессом. Шероховатость образца из смеси №1 R%  из смеси №2
из смеси №2 
Данный способ определения индекса пластичности может быть использован при оценке пластических свойств жидкоподвижных, пластичных, самотвердеющих, жидкостекольных смесей, отверждаемых сушкой, что способствует расширению информативной базы при оценке пластических свойств формовочных и стержневых смесей.
Таким образом, применение данного способа позволит существенно повысить достоверность оценки пластических свойств формовочных и стержневых смесей, необходимой для комплексной оценки реологических свойств (текучесть, уплотняемость) с целью оптимизации состава формовочной смеси, что напрямую связано с качеством отливок.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИСПЫТАНИЯ ФОРМОВОЧНЫХ И СТЕРЖНЕВЫХСМЕСЕЙ | 1967 |
|
SU204503A1 |
| Способ определения текучести стержневых и формовочных смесей и устройство для его осуществления | 1986 |
|
SU1435369A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ФРАКТАЛЬНОЙ РАЗМЕРНОСТИ ГРАНИЦ ЗЕРЕН ФОРМОВОЧНОГО ПЕСКА | 2014 |
|
RU2574173C1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ТЕКУЧЕСТИ ФОРМОВОЧНОЙ И СТЕРЖНЕВОЙ СМЕСЕЙ | 2000 |
|
RU2178162C1 |
| ПРОТИВОПРИГАРНЫЙ МАТЕРИАЛ ДЛЯ ФОРМОВОЧНЫХ СМЕСЕЙ | 1989 |
|
RU2033881C1 |
| ФОРМОВОЧНЫЙ МАТЕРИАЛ | 2004 |
|
RU2262410C1 |
| Способ определения выбиваемости формовочных и стержневых смесей на образцах | 1978 |
|
SU750318A1 |
| Способ расчета свойств формовочных песков, способ расчета компонентного состава формовочных и/или стержневых смесей, устройство для расчета свойств формовочных песков и/или компонентного состава формовочных и/или стержневых смесей, машиночитаемый носитель данных для его осуществления | 2016 |
|
RU2654384C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СВОЙСТВ И/ИЛИ СОСТАВА ФОРМОВОЧНЫХ МАТЕРИАЛОВ ДЛЯ ЛИТЕЙНЫХ ФОРМ | 1994 |
|
RU2140074C1 |
| Приспособление для испытания прочности формовочных и стержневых смесей в зоне конденсации влаги | 1988 |
|
SU1589122A1 |
Изобретение относится к области литейного производства. Для определения индекса пластичности отбирают пробу смеси, просеивают ее через сито и помещают в стандартную гильзу. На дно гильзы устанавливают съемный вкладыш без отверстий. Пробу смеси предварительно уплотняют в установке для уплотнения и измеряют высоту получившегося образца Н0. Съемный вкладыш гильзы заменяют на вкладыш с четырьмя отверстиями и уплотняют образец тремя ударами. После каждого удара фиксируют высоту образца. Определение индекса пластичности осуществляют по формуле:
где Н0 - высота образца формовочной или стержневой смеси после предварительного уплотнения, мм; H1, Н2 и Н3 - высота образца формовочной или стержневой смеси после каждого из трех уплотнений образца, мм. Обеспечивается повышение достоверности оценки пластических свойств жидкоподвижных, пластичных, песчано-глинистых, самотвердеющих, жидкостекольных смесей, отверждаемых сушкой. 3 ил., 2 табл., 1 пр.
Способ определения индекса пластичности формовочных и стержневых смесей для литейного производства, включающий отбор пробы формовочной и стержневой смеси, просеивание через сито, помещение ее в стандартную гильзу, на дно которой устанавливают съемный вкладыш без отверстий, предварительное уплотнение упомянутой пробы в установке для уплотнения, замену съемного вкладыша без отверстий на вкладыш с четырьмя отверстиями, уплотнение полученного образца формовочной или стержневой смеси тремя ударами, фиксацию высоты упомянутого образца по шкале после каждого удара при уплотнении, отличающийся тем, что после предварительного уплотнения пробы измеряют высоту получившегося образца H0, причем определение индекса пластичности осуществляют по формуле:
где H0 - высота образца формовочной или стержневой смеси после предварительного уплотнения, мм;
H1, Н2 и H3 - высота образца формовочной или стержневой смеси после каждого удара из трех при уплотнении образца, мм.
| СПОСОБ ИСПЫТАНИЯ ФОРМОВОЧНЫХ И СТЕРЖНЕВЫХСМЕСЕЙ | 0 |
|
SU204503A1 |
| А.Н | |||
| Болдин и др | |||
| Литейные формовочные материалы | |||
| Формовочные, стержневые смеси и покрытия | |||
| Справочник, Москва, Машиностроение, 2006, с | |||
| Счетная бухгалтерская линейка | 1922 |
|
SU386A1 |
| Способ испытаний формовочных и стержневых смесей на прочность | 1988 |
|
SU1619111A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ НИЖНЕГО ПРЕДЕЛА ПЛАСТИЧНОСТИ (Wp) ГЛИНИСТЫХ ГРУНТОВ МЕТОДОМ ПРЕССОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2453840C2 |

