Изобретение относится к устройствам для изготовления пустотелых изделий типа бутылочной тары различной емкости на одной и той же установке методом раздува под давлением предварительно нагретых преформ из полиэтилентерефталата (ПЭТ бутылок).
В настоящее время ПЭТ бутылки производятся исключительно на автоматах или полуавтоматах, последние из которых подразумевают ручную загрузку преформ и извлечение готовых изделий. Причем самой распространенной конструкцией упомянутых устройств в мире признанно являются именно полуавтоматы, поскольку они наиболее привлекательны для самой многочисленной категории производителей - субъектов малого бизнеса - как имеющие низкую стоимость и лучше адаптируемые к различным условиям производства и спроса, т. к. каждый такой полуавтомат позволяет изготавливать бутылки различной емкостью - от 0,33 л до 5 л, что определяется используемым комплектом полуформ. Практически все подобные полуавтоматы имеют формующий узел в виде комплекта парных полуформ, в которых и происходит процесс формообразования изделия. Обычно установка имеет две пары полуформ, что позволяет получить максимальную производительность при работе оператора двумя руками одновременно. При этом для изготовления бутылок в указанном диапазоне малолитражных бутылок используют преформы с горловиной одного типоразмера, а при изготовлении бутылок емкостью 5 л используются преформы с горловиной большего типоразмера.
Наиболее близким аналогом заявляемого устройства является установка для выдува ПЭТ бутылок емкостью от 0,33 л до 2,0 л парами из нагретых преформ, содержащая станину, на которой смонтированы комплект сменных полуформ с механизмом их перемещения, устройство запечатывания преформ с двумя полыми герметизаторами, установленными на штоках двух синхронно работающих пнемоцилиндров, а сквозь упомянутые штоки и герметизаторы проходят удлинители устройства растягивания преформ, закрепленные на штоке пневмоцилиндра этого устройства (каталог продукции фирмы AVAPLAST, выдувная установка для изготовления ПЭТ бутылок емкостью 0,33 л - 2,0 л, Польша, Варшава, ул. Радарова, 60. ). Данная установка обеспечивает производительное изготовление различных малолитражных ПЭТ бутылок - одновременно пары за цикл, причем для изменения формы готового изделия в указанном диапазоне емкостей достаточно заменить комплект полуформ. К недостаткам же этой и подобных установок следует отнести ее низкую универсальность - невозможность производства на ней изделий емкость 5 л и более. Для производства изделий подобного объема используют специально созданные установки - подобной конструкции, но соответствующего размера с учетом как размеров полуформ, так и размеров применяемых для них преформ (определяемых, в основном, диаметром горловины). Такая установка (см. , например, каталог фирмы AVAPLAST на выдувную установку AVA BIG 300, для изготовления ПЭТ бутылок емкостью 2-5 л, Польша, Варшава, ул. Радарова, 60) имеет стоимость, превосходящую стоимость аналогичной установки для изготовления малолитражных изделий, или, по меньшей мере, близкую к ней - за счет использования одноместного комплекта полуформ (т.е. комплекта из двух полуформ - для одновременного производства за цикл 1-го изделия). Подобное положение сдерживает возможности применения подобных полуавтоматов в самом широком секторе производства - на малых предприятиях, финансовые возможности которых ограничены и которые не могут приобрести установки для изготовления как малолитражных, так и крупнолитражных (емкостью 5 л и более) изделий.
Таким образом, налицо общественная потребность в универсальной установке для изготовления как малолитражных ПЭТ бутылок - емкостью до 2,25 л, так и крупнолитражных бутылок - емкостью 5 л и более, что практически эквивалентно применению двух различных установок.
Технической задачей, решаемой настоящим изобретением, является создание универсальной установки, позволяющей выдувать ПЭТ бутылки широкого диапазона емкостей из преформ различных типоразмеров, и предложение пути модернизации с этой же целью имеющихся установок, при котором на одной и той же установке возможно производство или двух малолитражных ПЭТ бутылок (за цикл), или по одной крупнолитражной бутылке, причем при этом не требуется значительных изменений в конструкции за исключением необходимой (в любом случае) смены комплекта полуформ и герметизатора.
Указанный технический результат обеспечивается посредством оснащения известной установки для изготовления малолитражных пустотелых изделий съемной соединительной планкой и средствами крепления на ней штоков короткоходовых пневмоцилиндров устройства запечатывания, причем в центре упомянутой планки выполнено отверстие, предназначенное для монтажа герметизатора преформ крупнолитражных изделий, а по краям планки выполнены отверстия, предназначенные для монтажа упомянутых средств крепления, при этом внутренняя полость упомянутого герметизатора предназначена для размещения с возможностью перемещений штока длинноходового пневмоцилиндра устройства растягивания. Целесообразно при этом для удобства монтажа/демонтажа отверстия на краях планки выполнить в виде пазов, открытых с противоположных сторон, что является частным отличительным признаком.
Изобретение иллюстрируется чертежами, на которых:
на фиг. 1 изображена заявляемая установка, собранная в таком варианте ее использования, который предусматривает производство малолитражных изделий в высокопроизводительном (парном) режиме;
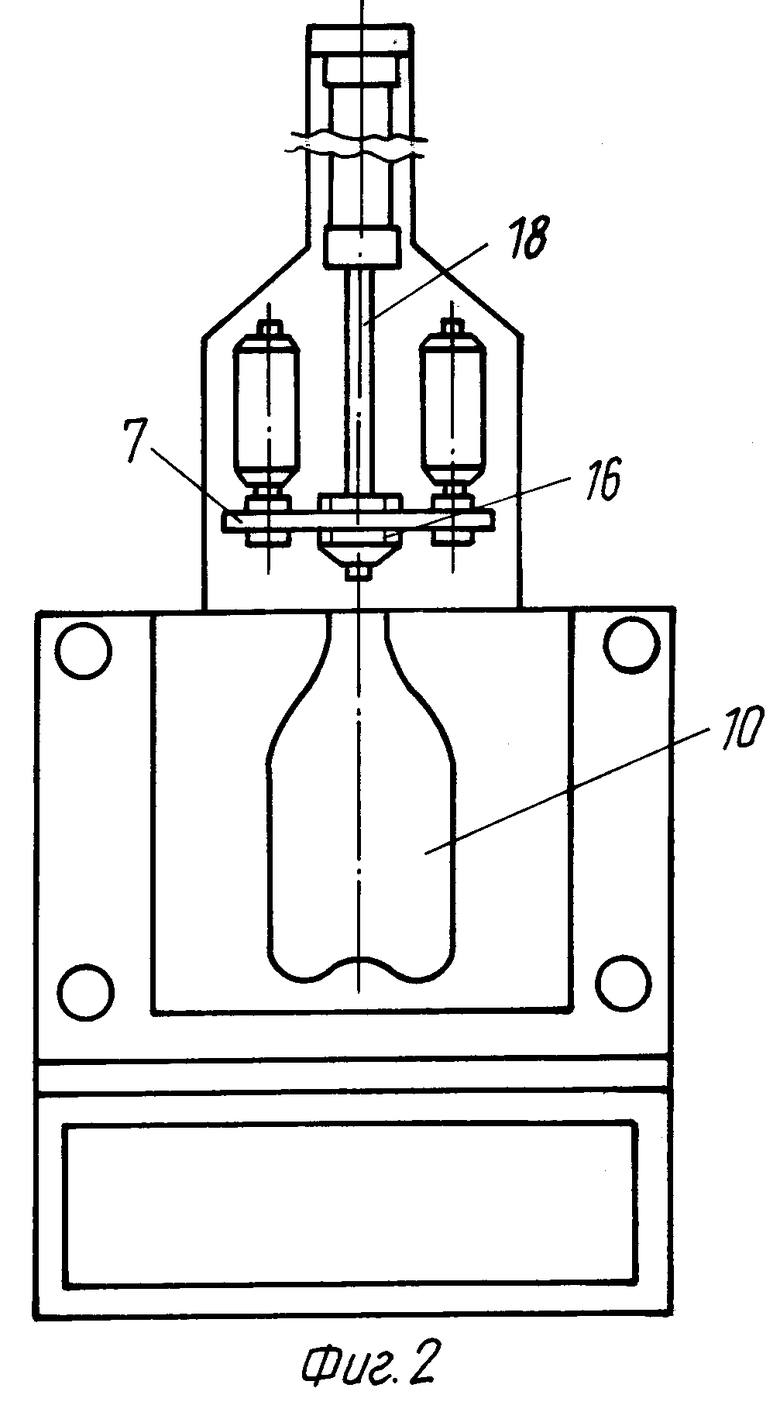
на фиг. 2 изображена та же установка, но собранная в варианте ее использования для изготовления крупнолитражных изделий в одиночном режиме;
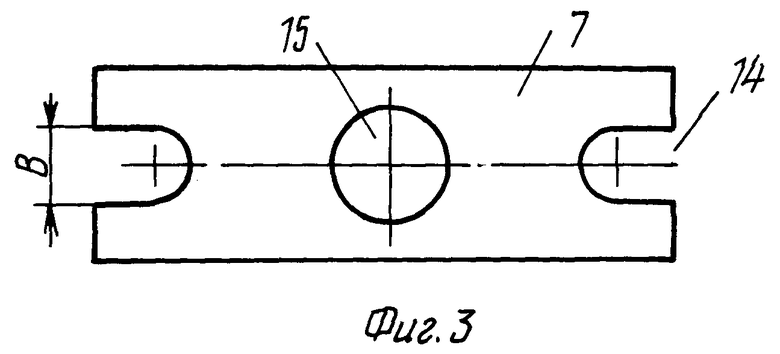
на фиг. 3 изображена соединительная планка;
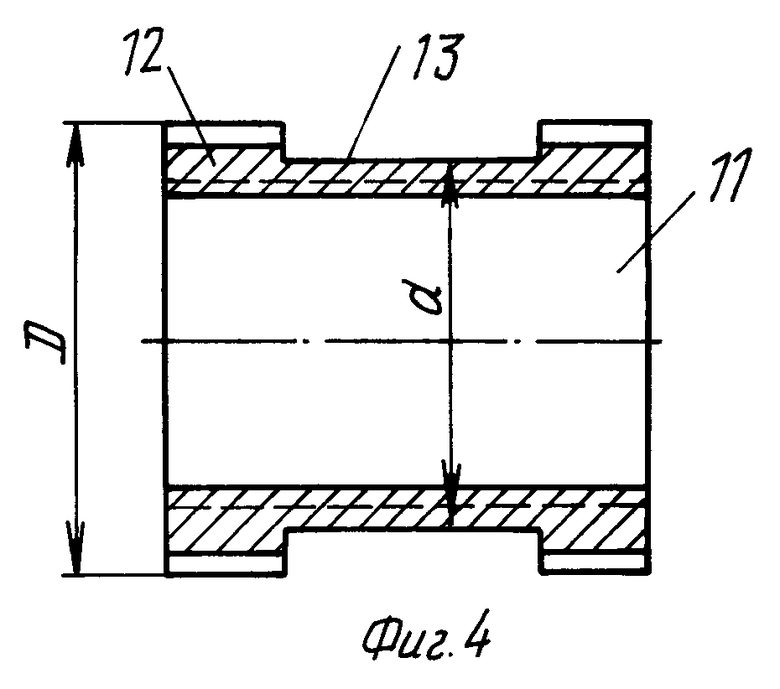
на фиг. 4 изображено средство крепления штоков короткоходового пневмоцилиндра устройства запечатывания к соединительной планке;
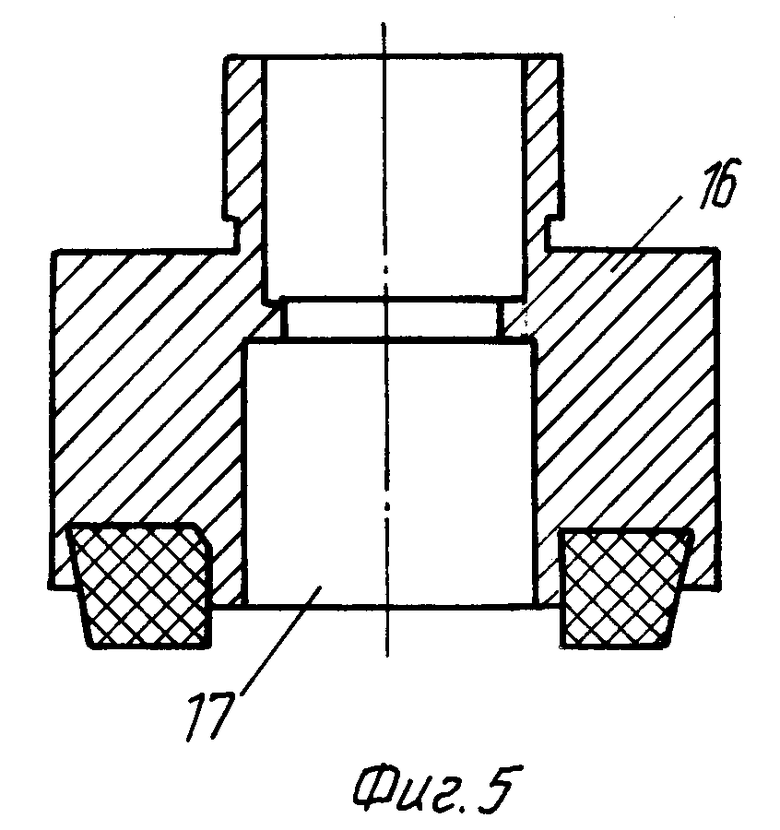
на фиг. 5 изображен вариант исполнения герметизатора преформ крупнолитражных изделий.
Установка, выполненная согласно предлагаемому изобретению, конструктивно может быть приспособлена как для изготовления малолитражных изделий, так и для изготовления крупнолитражных изделий. В соответствии, например, с первым вариантом установка содержит станину 1, на которой смонтированы механизм перемещения полуформ 2, устройство запечатывания преформы (не показана) в виде двух короткоходовых пневмоцилиндров 3, на штоке 4 каждого из которых установлен полый герметизатор 5 горловины преформ малолитражных изделий, устройство растягивания преформ в виде длинноходового пневмоцилиндра 6, установленного в своем верхнем положении, на штоке которого закреплена соединительная планка 7. На краях планки закреплены два удлинителя 8, проходящие внутри штоков 4 и герметизаторов 5 и имеющие на концах наконечники 9, предназначенные для взаимодействия с преформами при растяжении последних. При необходимости изготовления изделий емкостью 5 л и более установка переоборудуется следующим образом. Демонтируются две пары полуформ 2, предназначенных для изготовления одновременно двух малолитражных изделий, и устанавливаются две полуформы 10 (фиг. 2), предназначенные для изготовления одного крупнолитражного изделия за один цикл. Длинноходовой пневмоцилиндр 6 закрепляется на станине 1 предпочтительно в нижнем положении, а штоки 4 короткоходовых пневмоцилиндров 3 закрепляются по краям соединительной планки 7 (фиг. 3) при помощи средств крепления, например фасонных гаек 11 (фиг. 4), на торцевых частях 12 которых выполнены радиальные расширения в виде фланцев, на поверхности которых выполнены продольные прорези под специальный ключ. Своей более узкой средней частью 13 гайки 11 входят в пазы 14 на краях планки 7, при этом торцевые части 12 (фланцы) охватывают с двух сторон упомянутую планку 7. Пазы 14 могут быть выполнены открытыми в направлении к одной, например продольной, стороне планки 7, или в направлении к разным ее сторонам, например, к противолежащим торцевым сторонам (как показано на фиг. 3), или один из пазов может быть открыт к торцевой, а другой - к продольной стороне планки. Ширина В паза превышает диаметр d средней части 13 гайки 11, но меньше диаметра D торцевой части 12. Фасонные гайки 11 навинчиваются на штоки 4 короткоходовых пневмоцилиндров 3, связывая, таким образом, их с планкой 7 в продольном направлении. В центре планки 7 выполнено гнездо 15, в котором закреплен герметизатор 16 (фиг. 5), предназначенный для запечатывания преформ крупнолитражных изделий, конструкция которого аналогична конструкции упомянутого герметизатора 5. Во внутренней полости 17 этого герметизатора 16 размещен с возможностью осевых перемещении шток 18 длинноходового пневмоцилиндра 6 (фиг.2).
Работа установки, выполненной согласно изобретению, в первоначальном этапе одинакова для обоих вариантов сборки и заключается в следующем. В исходном положении все штоки полностью введены в полости соответствующих пневмоцилиндров, а полуформы рассоединены (разведены в стороны). Подготовленная к раздуву нагретая преформа помещается рабочим между раскрытых полуформ, после чего полуформы соединяются, образуя полость, форма которой соответствует формам изготавливаемых изделий (сосудов). Затем производится закрытие горловины каждой преформы герметизатором - 5 или 16 - в зависимости от варианта сборки установки. В случае сборки установки по первому варианту (фиг. 1), т.е. для изготовления малолитражных изделий, срабатывают пневмоцилиндры 3, опуская закрепленные на штоках 4 герметизаторы 5 до обеспечения плотного контакта последних с горловиной преформы, чем достигается герметизация объема преформы. Затем происходит срабатывание пневмоцилиндра 6, вследствие чего перемещается по направлению к преформе закрепленная на штоке 18 планка 7 с удлинителями 8 и наконечниками 9. Каждый из последних воздействует на соответствующую преформу, осуществляя ее ориентированное растягивание - распределение материала преформы вдоль ее продольной оси вплоть до дна полости, образованной полуформами 2. После завершения растягивания в изолированную полость растянутой преформы подают сжатый воздух с давлением порядка 1,5 МПа, в результате чего заготовка приобретает законченные формы. По окончании процесса выдува осуществляется срабатывание упомянутых пневмоцилиндров в обратном порядке с отводом рабочих органов, после чего полуформы рассоединяются и готовое изделие может быть беспрепятственно извлечено рабочим. При переводе установки на изготовление сосудов емкостью 5 л и более производятся необходимые вышеуказанные наладочные работы по замене соответствующих элементов (фиг.2): установке герметизатора 16 в гнездо 15, навинчивание гаек 11 на штоки 4 и размещение средних частей 13 гаек в пазах 14 планки 7, так что последняя расположена между фланцами 12 гаек 11, а также размещение штока 18 во внутренней полости 17 герметизатора 16. Кроме того, удаляют удлинители 8, а на штоке 18 закрепляют наконечник 9. Этапы работы установки в этом случае остаются те же, что и в первом варианте, разница только в том, что в последнем случае запечатывание горловины, установленной в полуформах преформы, осуществляется посредством закрепленного в гнезде 15 соединительной планки 7 герметизатора 16, а растягивание преформы происходит при непосредственном соприкосновении с дном преформы наконечника 9 штока 18, проходящего при этом через внутреннюю полость 17 герметизатора 16. Продолжительность подобных наладочных работ, как показали испытания, составляет от 30 мин до 60 мин, чему способствуют вышеуказанные особенности конструкции фасонных гаек 11, соединительной планки 7 и герметизатора 16. В результате выдува в этом случае за цикл получают единичное (одно) изделие.
Таким образом, предложенная установка позволяет получать весь ассортимент применяемых в настоящее время ПЭТ бутылок, причем с минимальными трудозатратами на переналадку, а кроме того, данное техническое решение позволяет произвести модернизацию значительного числа из имеющегося парка установок для изготовления упомянутых изделий, что сделает их в большой степени универсальными.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ ИЗДЕЛИЙ | 1998 |
|
RU2129957C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ РАЗДУВОМ | 2002 |
|
RU2213660C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ РАЗДУВОМ | 2002 |
|
RU2197384C1 |
| ВЫДУВНАЯ ПРЕСС-ФОРМА ИЗМЕНЯЕМОГО ОБЪЕМА | 2001 |
|
RU2237576C2 |
| БАНКА ДЛЯ ПРОДУКТОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2164887C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЕМКОСТЕЙ ИЗ ПЛАСТМАССЫ | 1998 |
|
RU2139190C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ ИЗДЕЛИЙ | 2009 |
|
RU2454327C2 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ ИЗДЕЛИЙ | 2005 |
|
RU2297913C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПЭТ-ТАРЫ | 2016 |
|
RU2635600C2 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ПРЕФОРМЫ | 2000 |
|
RU2217308C2 |
Установка для изготовления пустотелых изделий различной емкости методом раздува преформ содержит станину, на которой смонтированы комплект сменных парных полуформ с механизмом их перемещения, устройство запечатывания преформ малолитражных или крупнолитражных изделий с соответствующими герметизаторами, связанными с штоками двух пневмоцилиндров, и устройство растягивания преформ, включающее цилиндр с штоком. Установка также снабжена соединительной планкой и средствами крепления на ней штоков пневмоцилиндров устройства запечатывания. Причем в центре соединительной планки выполнено гнездо, предназначенное для установки герметизатора преформ крупнолитражных изделий. При этом шток пневмоцилиндра устройства растягивания расположен во внутренней полости упомянутого герметизатора с возможностью перемещений относительно последнего. По краям планки выполнены открытые пазы, предназначенные для установки упомянутых средств крепления. Установка позволяет выдувать бутылки широкого диапазона емкостей из преформ различных типоразмеров. 2 з. п. ф-лы, 5 ил.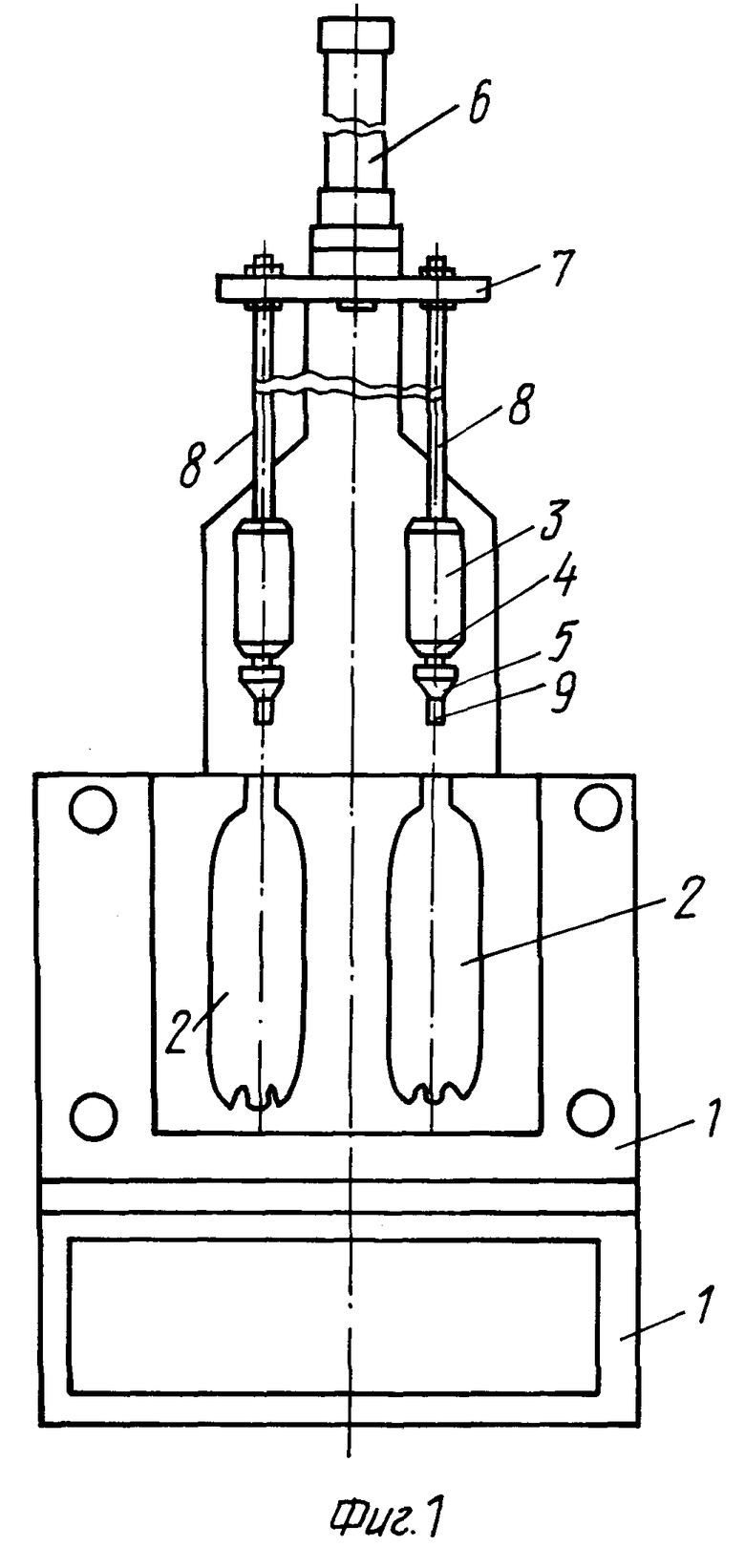
| 0 |
|
SU162424A1 | |
| РЕГИСТРАТОР ИНФОРМАЦИИ | 0 |
|
SU206914A1 |
| СПОСОБ СМЕШЕНИЯ СЫПУЧИХ МАТЕРИАЛОВ | 2005 |
|
RU2304461C2 |
| СПОСОБ ПЕРЕДАЧИ ПАКЕТОВ ДАННЫХ НА БАЗЕ ВИРТУАЛЬНОЙ ЛОКАЛЬНОЙ СЕТИ И МОСТОВОЕ УСТРОЙСТВО СЕТИ ETHERNET | 2006 |
|
RU2394383C2 |
| МАШИНА ДЛЯ ВЫДУВНОГО ФОР.^ЮВАНИЯ ПОЛЫХ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ | 0 |
|
SU317531A1 |
