Изобретение относится к установкам для изготовления пустотелых изделий типа бутылок, флаконов, емкостей и т.п. из предварительно разогретых термопластических заготовок (преформ) методом выдувания. Техническим результатом предлагаемого изобретения является снижение энергозатрат и повышение надежности в работе. Установка содержит два блока роздува, конвейер перемещения заготовок в печи нагрева, механизмы подачи и сброса заготовок с конвейера и блока роздува. Блоки роздува расположены оппозитно по отношению друг другу и между ними расположена печь нагрева.
Известны установки для изготовления пустотелых изделий методом выдувания, содержащие блок роздува с пресс-формой и механизмом привода полуформ, механизм вытяжки нагретых заготовок в пресс-форме (см. патент РФ №2173261, МПК B29C 49/04, B29C 49/28, B29C 49/56; №2139190, МПК B29C 49/00, B29C 49/02, B29C 49/28.)
Наиболее близкими техническими решениями является установка (см. патент РФ №2297913, МПК B29C 49/28, от 05.10.2005 г.), содержащая два блока роздува и один блок печи и конвейера перемещения заготовок в печи, расположенный симметрично между блоками роздува и работающий на два блока роздува.
Печь нагрева заготовок расположена в нижней части конвейера перемещения заготовок и снабжена двумя охлаждаемыми водой панелями с закрепленными на ней лампами нагрева, при этом панели расположены симметрично относительно оси перемещения заготовок, а лампы нагрева расположены под небольшим углом к горизонтальной оси.
Недостатками данного устройства являются относительно большие энергозатраты на разогрев преформ и достаточно сложный узел конвейера, обеспечивающий вращение заготовок в тракте печи.
Как и у всех установок для изготовления пластиковой тары, имеющих большую производительность, время пребывания заготовки в печи небольшое, что накладывает дополнительные требования к нагревательным элементам и камере нагрева печи, которые должны обеспечить быстрый нагрев заготовок (10-30 сек) до необходимой температуры. Время пребывания заготовки в печи мало и эффективность нагрева тела заготовки зависит от всякого рода потерь тепловой энергии ламп, передаваемой заготовке, в том числе и излучающей составляющей от ламп нагрева, что является только частью выделенного тепла лампами нагрева.
Известно, что производство тары из ПЭТ заготовок методом выдува является энергозатратным производством, где затраты на электроэнергию составляют значительную долю от себестоимости производства продукции, например фасованной минеральной воды на заводах розлива воды. Поэтому повышение эффективности печей нагрева для установок с высокой производительностью, в частности, и повышение энергоэффективности установок, в целом (уменьшение тепловых потерь по тракту движения заготовки), является актуальной задачей для оборудования, изготавливающего тару из ПЭТ заготовок.
Традиционные технические решения (как и в прототипе - патент РФ №2297913) при горизонтальном расположении ламп (или с небольшим наклоном) нагрева относительно вертикально располагаемых в печи заготовок приводят к неравномерности нагрева заготовки (типа зебра), что в свою очередь требует время для перетока части тепла от более нагретых мест заготовки к менее нагретым при нахождении заготовки в печи либо при нахождении заготовки в переходном блоке от печи к распределительному механизму. Это время и есть время неэффективного использования энергии из общего времени, затрачиваемое на нагрев заготовок, что в свою очередь отрицательно сказывается на энергоэффективности установки и качестве нагрева заготовки.
Вынужденная неравномерность нагрева заготовки, имеющей цилиндрическую форму, лампами нагрева неизбежно приводит к необходимости перегрева тела заготовки в одном месте с целью передачи части тепла к «недогретым» местам заготовки. Очевидно, что для выравнивания температуры тела заготовки необходимо время и конструктивное пространство, где будут неизбежные потери тепловой энергии уже нагретых частей заготовки.
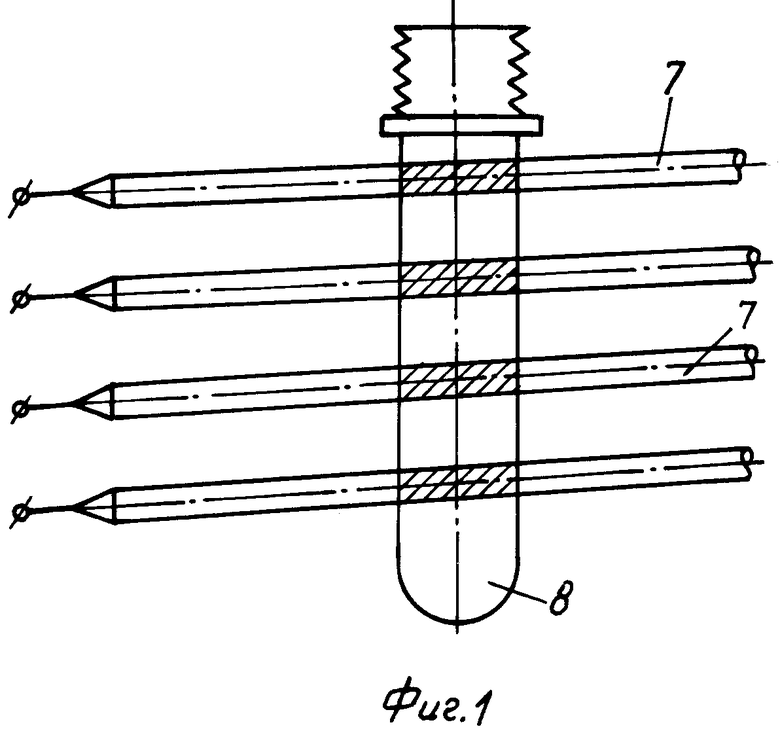
На фиг.1 показаны схематично нагрев заготовки прототипа установки при «горизонтальном» расположении ламп (наклон ламп к горизонту составляет до трех градусов). Заготовка 8 находится в вертикальном положении, лампы накаливания 7 расположены под небольшим углом к оси вдоль движения заготовки. Образовавшиеся зоны перегрева (участки заштрихованы) на заготовке 8 на всем участке нагрева получают больше тепла нежели участки заготовки в межламповом пространстве.
Технической задачей предлагаемого изобретения является снижение энергозатрат и времени на разогрев заготовок, упрощение конструкции механизма вращения заготовок конвейера передвижения и повышение надежности установки для изготовления пустотелых изделий.
Поставленная задача решается за счет того, что в печи установки нагревательные элементы (лампы нагрева) имеют длину рабочей части лампы, равной длине заготовок, и располагаются вертикально параллельно осям заготовок.
Вертикальная схема расположения ламп позволяет (при повороте или вращении заготовки вокруг собственной оси) равномерно по всей длине заготовки производить нагрев без потерь энергии на неэффективный местный перегрев заготовок, который имеет место у прототипа. Печь нагрева с параллельным расположением ламп относительно заготовок имеет существенно меньшую протяженность по участку нагрева и соответственно меньшие энергозатраты на нагрев заготовок.
Для обеспечения нагрева заготовки в печи при вертикальном расположении ламп уже не требуется полного вращения заготовки с помощью мягкого зубчатого ремня с системой натяжных роликов (как у прототипа), а необходим лишь поворот заготовки на 90 градусов. Этот поворот происходит с помощью зубчатого зацепления (шестеренка-рейка), где шестеренка расположена на подшипнике, вмонтированном в тележку, несущую заготовку при перемещении цепи из тележек конвейера на шаг (шаг - расстояние между осями заготовок в конвейере). При этом механизм зубчатой рейки закреплен на корпусе печи.
Могут быть и другие конструктивные решения поворота заготовок, такие как, например, с помощью плоской гладкой рейки, которая передает вращение заготовке через гладкий ролик механизма удержания заготовки в печи. Однако этот вариант механизма вращения требует гарантированного контакта плоской рейки со всеми заготовками, находящимися в печи, что приводит к усложнению конструкции механизма вращения заготовки.
Предлагаемая печь нагрева содержит нагревательные элементы (лампы) трубчатого типа, которые расположены с обеих сторон от заготовок. Печь имеет также отражающие лучистую энергию ламп панели, которые отражают (возвращают) часть спектра излучения от ламп на заготовки. Лампы закреплены на этих панелях.
Установка с новой печью работает следующим образом.
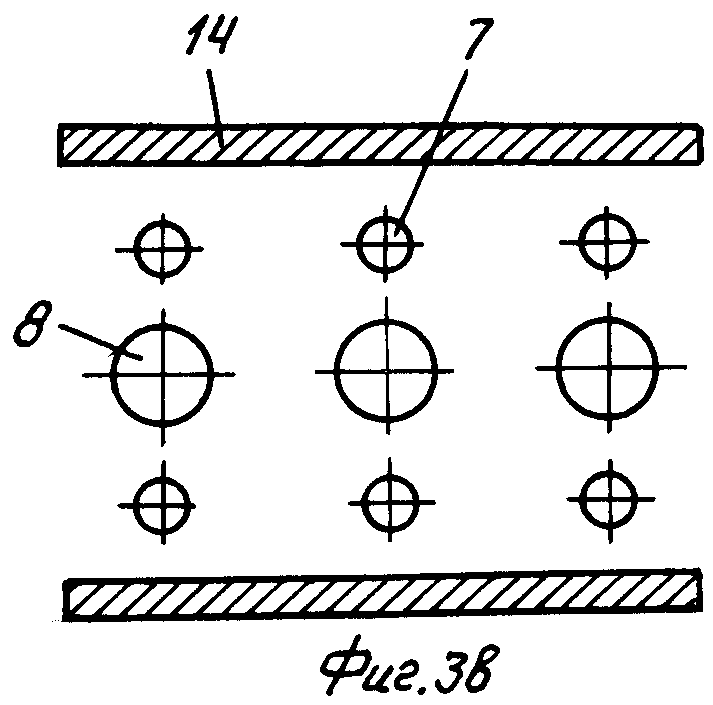
Заготовки поступают в печь и располагаются против ламп нагрева по схеме одна заготовка - две лампы (с двух сторон заготовки). Такое расположение обеспечивается автоматически с помощью конструкции печи и механизмов конвейера.
При прохождении заготовок по тракту печи происходит нагрев поверхности заготовок по всей длине образующей цилиндрической заготовки с двух сторон. При движении конвейера на один шаг происходит поворот заготовки вокруг своей оси на 90 градусов и те стороны заготовки, которые были наиболее удалены от нити накала (источника излучения), установятся на наименьшем расстоянии от нити накала лампы нагрева. При следующем шаге заготовка поворачивается на следующие 90 градусов и т.д. Ожидаемый эффект от применения данного изобретения - уменьшение затрат элекроэнергии на нагрев заготовки ПЭТ по сравнению с прототипом и упрощение конструкции как самой печи, так и механизма вращения заготовки в печи.
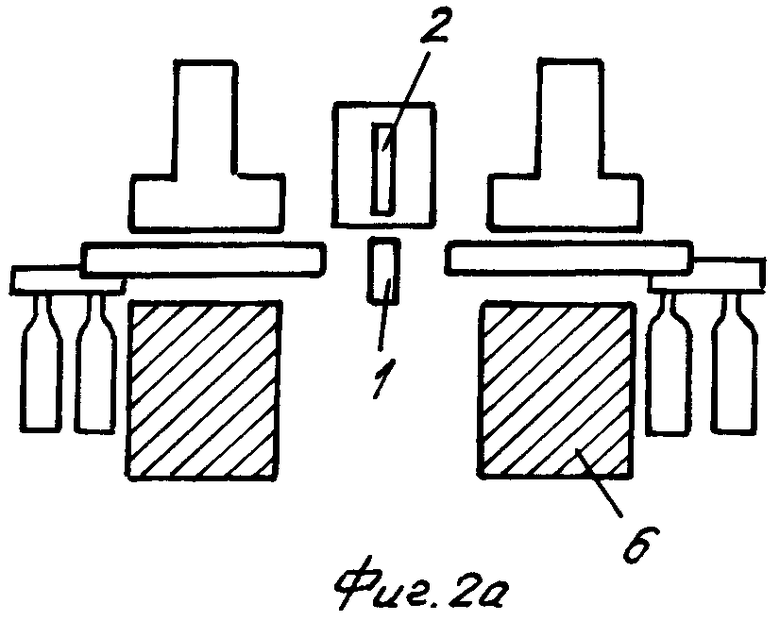
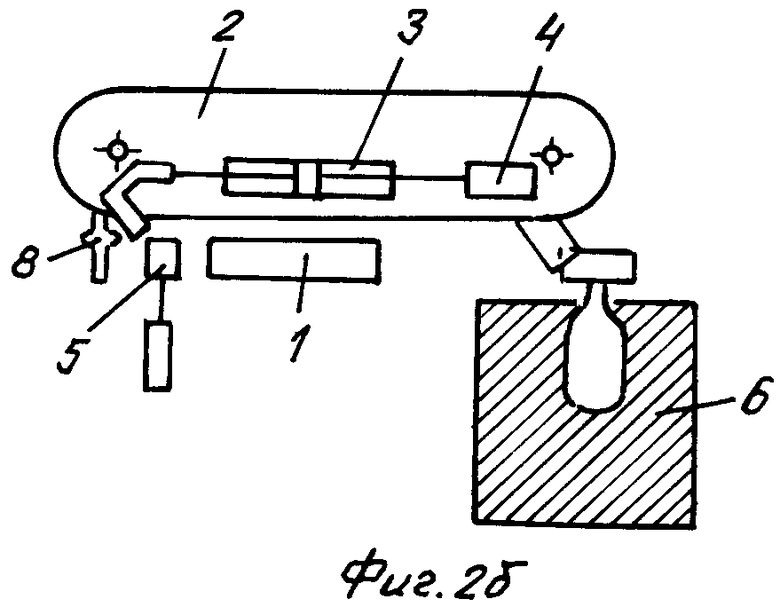
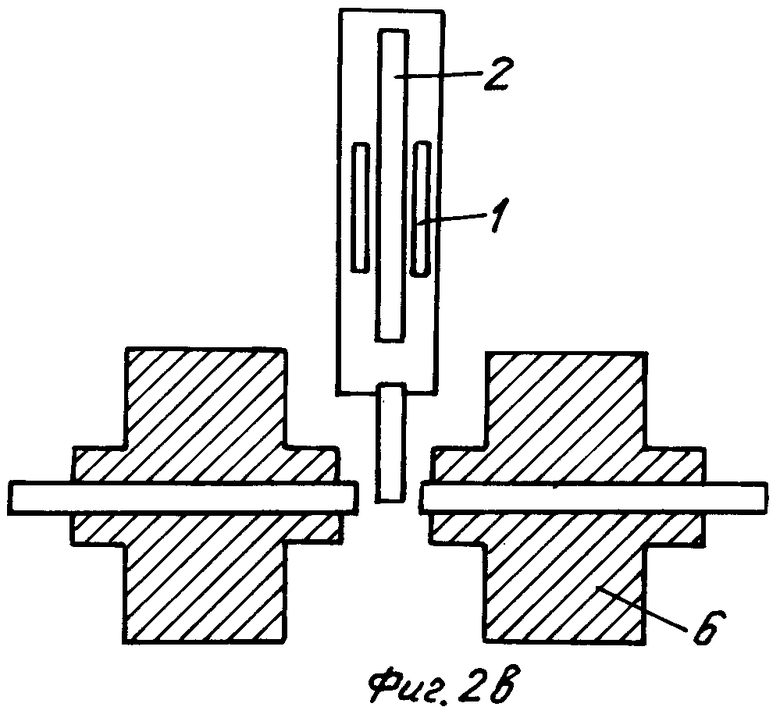
Заявляемая установка для изготовления пустотелых изделий представлена на чертежах, где на фиг.2 в трех проекциях: фиг.2а - фасад, фиг.2б - вид с боку, фиг.2в - вид сверху; фиг.3а - вид с боку на камеру печи нагрева заготовок (продольный разрез), фиг.3б - поперечный разрез камеры нагрева печи, фиг.3в - вид в плане камеры нагрева печи, фиг 3г - вид на заготовку и рейку с механизмом захвата и удержания заготовки конвейера.
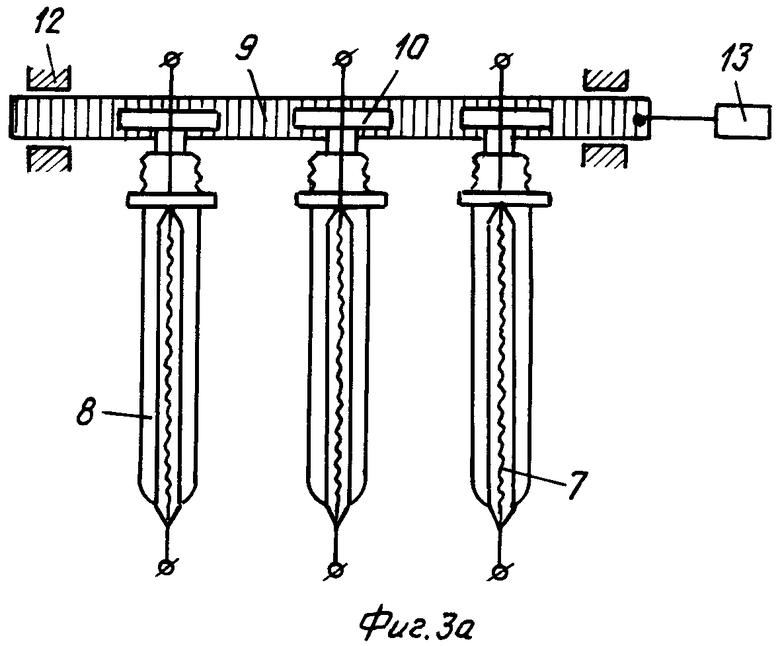
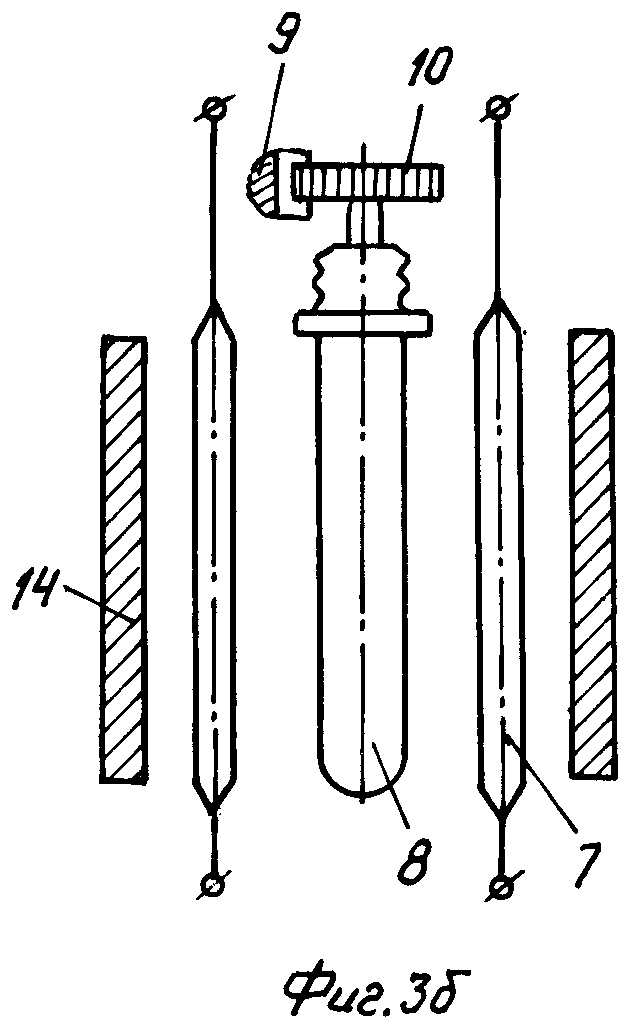
Установка содержит печь нагрева заготовок 1 (фиг.2а, б, в), (фиг.3а, б, в, г) с лампами нагрева 7 и двумя отражающими панелями 14, конвейер 2 перемещения заготовок в печи 1. Конвейер 2 (см. фиг.2б) для удержания и перемещения заготовок по тракту печи содержит пневмоцилиндр двухстороннего действия 3 для привода конвейера 2. Механизм сброса 4 разогретых заготовок 8 с тележек конвейера расположен после печи нагрева и находится внутри цепи конвейера (фиг.2б). Механизм подачи 5 (см. фиг.2б) холодных заготовок на конвейер 2 управляется пневмоцилиндром и расположен под конвейером 2. Два блока роздува бутылок 6 расположены симметрично относительно печи нагрева 1 и конвейера 2 и оппозитно по отношению друг к другу.
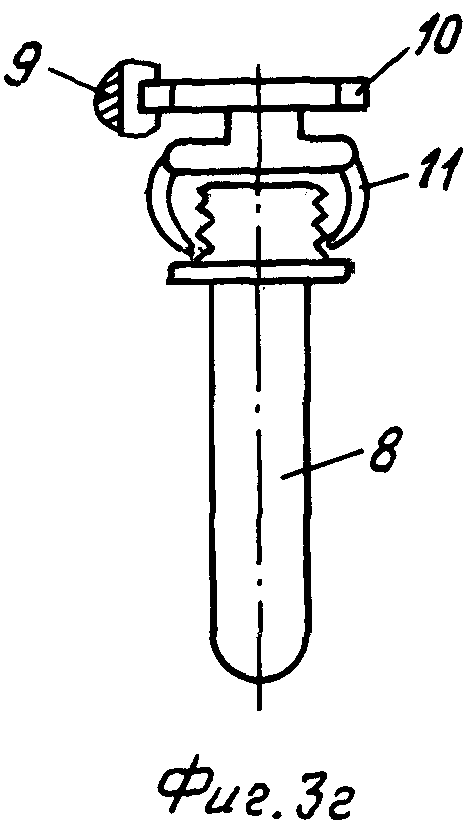
Основное отличие предлагаемой установки от прототипа в том, что в печи нагрева заготовок 1 (фиг.3а, б, в) лампы нагрева 7 расположены вертикально и параллельно оси заготовок 8, а механизм вращения заготовок, при движении последних по тракту печи, содержит зубчатую рейку 9 (см. фиг.3г), находящейся в зацеплении с зубчатым колесом 10, расположенным на одной оси с механизмом удержания заготовок 11 на конвейере и конструктивно связанным с ним.
Устройство вращения заготовок, при прохождении их по тракту печи (см. фиг.3а, б, в), содержит зубчатую рейку 9, находящуюся в постоянном зацеплении с колесиками 10 механизма 11 захвата и удержания заготовок 8 конвейера. Рейка 9 движется поступательно в своих направляющих опорах 12 при помощи пневмоцилиндра 13 (см. фиг.3а).
Установка работает следующим образом. Холодная заготовка поступает в печь нагрева 1 (фиг.1а, б, в), конвейер 2 (фиг.1б) передвигает заготовки 8 по тракту печи 1 с помощью пневмоцилиндра 3. В момент остановки конвейера производится подача холодной заготовки на конвейер (до печи нагрева) и сброс горячей заготовки с конвейера (после печи). Заготовки 8 в тракте печи находятся в вертикальном положении (см. фиг.3а, б, в,) и в момент остановки конвейера располагаются против ламп нагрева: заготовка посередине, лампы по бокам. В таком положении производится равномерный нагрев заготовки 8 по образующей с двух сторон с помощью ламп 7. Для обеспечения равномерности нагрева всей заготовки 8 последнюю поворачивают (вращают вокруг ее оси) в печи с помощью зубчатой рейки 9, которая находится в постоянном зацеплении с «зубчатыми роликами» 10, жестко связанным с механизмом удержания 11 заготовки на тележки конвейера. При движении рейки 9 вперед, затем назад, происходит смена положения нагреваемых сторон заготовки перед лампами, обеспечивая таким образом равномерный нагрев поверхности заготовки. Далее нагретые заготовки 8 поступают в блоки формования бутылки - блоки роздува 6 (см. фиг.2а, б, в), где происходит формование тары (бутылки).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ ИЗДЕЛИЙ | 2005 |
|
RU2297913C1 |
| АВТОМАТ ДЛЯ ВЫДУВА ПЭТ-ТАРЫ | 2011 |
|
RU2458793C2 |
| ЦЕПНОЙ КОНВЕЙЕР ДЛЯ ВЕРТИКАЛЬНОЙ ЩЕЛЕВОЙ ПЕЧИ | 1967 |
|
SU198207A1 |
| СПОСОБ ОБРАБОТКИ ИНФРАКРАСНЫМ ЛАЗЕРНЫМ ИЗЛУЧЕНИЕМ С ЗАДАННОЙ ДЛИНОЙ ВОЛНЫ И ПРЕДНАЗНАЧЕННАЯ ДЛЯ ЭТОГО СИСТЕМА | 2007 |
|
RU2430832C2 |
| Радиационная нагревательная установка | 1976 |
|
SU750231A1 |
| Стан для накатки зубчатых профилей | 1990 |
|
SU1814953A1 |
| НОСИТЕЛЬ ЗАГОТОВОК БУТЫЛОК ПЭТ | 1997 |
|
RU2121922C1 |
| СПОСОБ ПОКРЫТИЯ ПОГРУЖЕНИЕМ, НАПЫЛЕНИЕМ И ПОТОКОМ ДЛЯ ФОРМИРОВАНИЯ ПОКРЫТЫХ ИЗДЕЛИЙ | 2003 |
|
RU2343009C2 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ, ОБЖИГОВАЯ МНОГОЩЕЛЕВАЯ ШАХТНАЯ ПЕЧЬ ДЛЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И СУШИЛЬНАЯ КАМЕРА ДЛЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1993 |
|
RU2046708C1 |
| СПОСОБ ЛАЗЕРНОЙ МАРКИРОВКИ ПОЛИМЕРНОГО КОНТЕЙНЕРА | 2016 |
|
RU2652311C2 |
Изобретение относится к установкам для изготовления пустотелых изделий типа бутылок, флаконов, емкостей и т.п. из предварительно разогретых термопластических заготовок (преформ) методом выдувания. Техническим результатом установки по изобретению является снижение энергозатрат, упрощение ее конструкции и повышение надежности в работе печи установки. Установка содержит два блока раздува с четырехместной пресс-формой, одну печь нагрева заготовок с лампами нагрева и отражающими панелями, конвейер перемещения заготовок в печи нагрева, механизмы подачи и сброса заготовок с конвейера и механизм вращения заготовок в печи. При этом блоки раздува расположены оппозитно по отношению друг другу и между ними расположена печь нагрева. Печь нагрева содержит лампы нагрева ПЭТ-заготовок. ПЭТ-заготовка и лампы нагрева расположены в печи вертикально. Последние расположены против каждой заготовки с двух сторон таким образом, чтобы оси ламп и цилиндрической заготовки были параллельны друг к другу. 2 з.п. ф-лы, 8 ил.
1. Установка для изготовления пустотелых изделий, содержащая два блока роздува с четырехместной пресс-формой, печь нагрева заготовок с лампами нагрева и отражающими панелями, расположенными с двух сторон заготовки, конвейер для перемещения заготовок в печи нагрева, механизм вращения заготовок в печи нагрева, механизм перемещения нагретых заготовок в печи, а также механизм подачи холодных заготовок в печь и сброса нагретых заготовок с конвейера, отличающаяся тем, что лампы нагрева в печи нагрева расположены вертикально и расположены против каждой заготовки с двух сторон таким образом, чтобы оси ламп и цилиндрической заготовки были параллельны.
2. Установка по п.1, отличающаяся тем, что механизм вращения заготовки в печи содержит зубчатую рейку, находящуюся в зацеплении с цилиндрической оправкой на головке механизма захвата и удержания заготовки на конвейере.
3. Установка по п.1, отличающаяся тем, что поворот заготовки рейкой осуществляется на 90 градусов, а рейка содержит возвратно-поступательный механизм.
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ ИЗДЕЛИЙ | 2005 |
|
RU2297913C1 |
| US 5688466 А, 18.11.1997 | |||
| Устройство для перемещения заготовок | 1988 |
|
SU1655296A3 |
| Экструзионно-выдувная машина для изготовления полых изделий из полимерного материала | 1988 |
|
SU1682198A1 |
| US 4923395 A, 08.05.1990 | |||
| УСТАНОВКА ДЛЯ ТЕРМИЧЕСКОГО КОНДИЦИОНИРОВАНИЯ ПЛАСТМАССОВЫХ ПРЕДМЕТОВ И СПОСОБ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2350469C2 |
| FR 2863932 A1, 24.06.2005 | |||
| СПОСОБ РАЗДЕЛЕНИЯ КУБОВЫХ ОСТАТКОВ ПРОИЗВОДСТВА СИНТЕТИЧЕСКИХ ЖИРНЫХ КИСЛОТ | 0 |
|
SU195591A1 |
| US 2008088061 A1, 17.04.2008. | |||

