Изобретение относится к производству оксида пропилена со стиролом. В частности, изобретение относится к способу очистки от легкокипящей фракции общего рециклового потока этилбензола-возврата, образованного на стадиях окисления этилбензола, эпоксидирования пропилена гидропероксидом этилбензола и разделения продуктов эпоксидирования.
Известен процесс получения гидропероксида этилбензола (патент США N 3592857, МКИ C 07 C 73/06, опубл. 13.07.1971), в котором окисление этилбензола молекулярным кислородом проходит при 165oC. Паровоздушная смесь, содержащая отработанный воздух, легкие углеводороды и непрореагировавший этилбензол выходит с верха реактора, проходит щелочную отмывку, где происходит охлаждение этилбензола до жидкого состояния. Избыток промывочной жидкости отводится в сепаратор, где происходит разделение жидкости на слой этилбензола и слой воды. Слой воды, содержащий нейтрализованные кислотные побочные продукты, покидает сепаратор. С другой стороны отработанный несконденсировавшийся газ отводится на сжигание. Слой этилбензола после сепаратора осушают с помощью окиси алюминия или силикагеля и направляют в рецикл в реактор окисления. С низа реактора отводится оксидат, содержащий гидропероксид этилбензола, непрореагировавший этилбензол и побочные продукты окисления. Оксидат может концентрироваться и подвергаться щелочной отмывке. Испарившийся во время концентрирования этилбензол направляется на щелочную отмывку, затем на осушку и идет в рецикл в реактор окисления.
Наиболее близким по технической сущности является процесс совместного производства стирола и пропиленоксида (Альбом технологических схем основных производств промышленности синтетического каучука. Кирпичников П.А., Берестнев В.В., Попова Л.М. - Л.: Химия, 1986, с. 102-112), в котором для очистки возвратного этилбензола, состоящего из потока полученного со стадий окисления этилбензола, потока с колонны концентрирования гидропероксида этилбензола и потока со стадии разделения тяжелой фракции эпоксидата после эпоксидирования, используют щелочную отмывку тяжелой фракции эпоксидата от кислых примесей и выделение легкокипящей фракции (толуола, бензола и др.) на стадии разделения тяжелой фракции эпоксидата путем последовательного выделения сначала легкокипящей фракции по двухколонной схеме ректификации, затем этилбензола-возврата и бензальдегида.
Недостатком указанного способа являются повышенные затраты энергосредств при выделении легкокипящей фракции из возвратного этилбензола по двухколонной схеме ректификации, что связано с низкой концентрацией в ней легколетучей фракции до 0,04 мас.% и необходимостью ступенчатого ее концентрирования в дистилляте первой колонны до 0,25 мас.% и до 37 мас.% в дистилляте второй колонны.
Для улучшения очистки возвратного этилбензола и сокращения энергозатрат на выделение фракции легкокипящих, образованных на стадии окисления этилбензола, нами предлагается следующий способ очистки от легкокипящей фракции углеводородов возвратного этилбензола производства оксида пропилена со стиролом гидропероксидным способом, состоящего из потока выделенного из отработанного воздуха процесса окисления этилбензола, потока со стадии концентрирования гидропероксида этилбензола и потока этилбензола со стадии разделения тяжелой фракции эпоксидата после реакции эпоксидирования пропилена гидропероксидом этилбензола, полученного щелочной отмывкой тяжелой фракции эпоксидата от кислых примесей и выделением этилбензола из этой фракции ректификацией. Поток или часть потока возвратного этилбензола, выделенного из отработанного воздуха процесса окисления этилбензола, после отмывки очищают от легкокипящих углеводородов ректификацией, а этилбензол со стадии разделения тяжелой фракции эпоксидата после щелочной отмывки фракции выделяют ректификацией с использованием одной ректификационной колонны. Возможно очистку от легкокипящих потока этилбензола, выделенного из отработанного воздуха процесса окисления, проводить ректификацией при температуре куба колонны не более 150oC, а выделение возвратного этилбензола из тяжелой фракции эпоксидата проводить ректификацией при температуре куба колонны 145-155oC. Наиболее рационально от легколетучих углеводородов очищать 5-10 мас.% потока возвратного этилбензола, выделенного из отработанного воздуха процесса окисления.
По предлагаемому способу (см. чертеж) шихту, состоящую из этилбензола - ректификата (линия 1) и рецикловых потоков возвратного этилбензола 2,3,4,5а, направляют на узел I - II для получения гидропероксида этилбензола окислением этилбензола кислородом воздуха.
Возвратный этилбензол с узла I - II (узел окисления этилбензола до гидропероксида, отмывки оксидата и укрепления окисленного этилбензола) направляется для очистки на последующие узлы технологической схемы двумя потоками. Поток 5 представляет собой этилбензол, выделенный из отработанного воздуха процесса окисления. Этот поток этилбензола после щелочной обработки по линии 5b возвращается на стадию окисления. Другая часть потока 5 по линии 5a направляется на выделение из него фракции легкокипящих углеводородов в ректификационную колонну К-1. Дистиллят колонны К-1 - фракцию "легкокипящих продуктов" после конденсаторов Т-1 собирают в емкость Е-1, откуда после разделения фаз на углеводородную и водную насосом Н-1 подают на огневое обезвреживание или используют как топливную добавку. Водную фазу насосом Н-1a направляют на огневое обезвреживание в специально подготовленную печь, и/или в биореактор, и/или на очистные сооружения. Кубовую жидкость К-1 по линии 3 направляют в качестве рецикла в реактор окисления этилбензола.
Второй поток, образовавшийся при концентрировании гидропероксида этилбензола, направляется по линии 2 на окисление.
По линии 6 концентрированный гидропероксид этилбензола направляется на узел III - IV (узлы отмывки и разделения тяжелого эпоксидата) для эпоксидирования пропилена гидропероксидом этилбензола и разделения продуктов эпоксидирования на легкую и тяжелые фракции эпоксидата.
С узла III - IV поток 7 со стадии отмывки тяжелого эпоксидата подается в колонну К-2 для отгонки этилоензола-возврата. Дистиллят колонны К-2 - этилбензол-возврат после конденсаторов К-2 и К-3 собирают в емкость Е-2, откуда насосом Н-2 по линии 4 подают в общий рецикловый поток этилбензола-возврата, поступающего в шихту процесса окисления. Кубовую жидкость К-2 направляют на дальнейшее выделение бензальдегида и фракции метилфенилкарбинола.
Предлагаемый способ выделения легкокипящей фракции из этилбензола-возврата, полученного на стадии охлаждения и конденсации из потока отработанного воздуха после реакторов окисления, в одной ректификационной колонне упрощает технологическую схему процесса, а также позволяет снизить расход пара примерно на 4 т/ч, а электроэнергии на 11 квт-ч.
Пример 1 (см. чертеж).
В каскад реакторов окисления этилбензола кислородом воздуха непрерывно подается 200 т/ч смеси потоков этилбензола, которая включает: 1 - 16 т/ч "свежего" со склада, 2 - 100 т/ч рециклового со стадии концентрирования окисленного этилбензола, 3 - 60 т/ч рециклового со стадии разделения продуктов эпоксидирования и 4-24 т/ч рециклового со стадии выделения углеводородов из потока отработанного воздуха после реакторов окисления. В этилбензоле-возврате, выделенном из потока отработанного воздуха, содержится 1,51 мас.% легких углеводородов, в состав которых входят бензол, толуол и более легкокипящие углеводороды, присутствие которых на стадии окисления этилбензола нежелательно, так как они снижают селективность образования гидропероксида.
Поток 10 мас.% рециклового этилбензола, выделенный из отработанного воздуха процесса окисления, направляют в ректификационную колонну К-1, имеющую 20 теоретических тарелок, в которой при температуре верха 110oC, температуре куба 148oC и флегмовом числе 30 выделяют из него фракцию легкокипящих углеводородов. В качестве верхнего продукта колонны К-1 выделяют поток 0,32 т/ч, который затем разделяется на водный и углеводородный слои. После отделения воды углеводородный слой, имеющий состав (мас.%): легкокипящие углеводороды 0,63; бензол 9,2; толуол 34; вода 0,21 и остальное этилбензол, направляется на сжигание или используется в качестве высокооктановой добавки к моторному топливу. Водный слой выделенной фракции направляется на очистные сооружения, и/или в биореактор, и/или на сжигание.
Кубовый продукт колонны по линии К-1 направляется на узел приготовления шихты окисления этилбензола.
Тяжелая фракция эпоксидата по линии 7 направляется в колонну К-2, в которой при температуре куба 150oC и давлении в нем 0,19 МПа выделяется фракция рециклового этилбензола. Выделенный рецикловый этилбензол (поток N4) смешивается с другими рецикловыми потоками N2,3,5b и с потоком N1 свежего этилбензола и направляется на окисление, имея состав (мас.%):
Наименование компонента - мас.%
1. Бензол - 0,02
2. Толуол - 0,2
3. Вода - 0,08
4. Этилбензол - 99,28
5. Стирол - 0,01
6. Бензальдегид - 0,007
7. Ацетофенон - 0,14
8. Метилфенилкарбинол - 0,06
9. Гидроперекись этилбензола - 0,2
Итого: - 100,000
В результате некаталитического окисления при температуре 155oC получают оксидат, содержащий 11,3 мас. % гидроперекиси этилбензола. Селективность образования гидропероксида 82 мол.%. Содержание органических кислот в расчете на бензойную 0,23 мас.%.
Пример 2.
В каскад реакторов окисления этилбензола кислородом воздуха непрерывно подается 260 т/ч смеси потоков этилбензола, которая включает: 1 - 35 т/ч свежего со склада, 2 - 120 т/ч рециклового со стадии концентрирования окисленного этилбензола, 3 - 55 т/ч рециклового со стадии разделения продуктов эпоксидирования и 4-50 т/ч рециклового этилбензола, выделенного из потока отработанного воздуха после реакторов окисления. В этилбензоле-возврате, выделенном из потока отработанного воздуха содержится 1,83% легких углеводородов, присутствие которых на стадии окисления этилбензола до гидропероксида нежелательно, так как они снижают селективность образования целевого продукта.
С целью улучшения качества этилбензола, поступающего в реакторы окисления, поток рециклового этилбензола, выделенный из отработанного воздуха окисления, содержащий 1,83 мас.% легкокипящих углеводородов, направляют в количестве 5,5 мас.% от общего потока в ректификационную колонну К-1, имеющую 70 теоретических тарелок, в которой при температуре верха 110oC, температуре куба не более 150oC и флегмовом числе 80 выделяют из него фракцию легкокипящих углеводородов. В качестве верхнего продукта колонны К-1 выделяют поток 0,32 т/ч, который затем разделяется на водный и углеводородный слои. После отделения воды углеводородный слой, имеющий состав (мас.%): легкокипящие углеводороды 0,6; бензол 9,3; толуол 32; вода 0,23 и остальное этилбензол в количестве 0,29 т/ч, направляется на сжигание или используется в качестве высокооктановой добавки к моторному топливу. Водный слой выделенной фракции направляется на очистные сооружения, и/или в биореактор, и/или на сжигание.
Кубовый продукт колонны по линии К-1 направляется на смешение со свежим этилбензолом и другими рецикловыми потоками, возвращаемыми на стадию окисления.
Тяжелая фракция эпоксидата по линии 7 направляется в колонну К-2, в которой при температуре куба 148oC и давлении в нем 0,2 МПа выделяется фракция рециклового этилбензола. Выделенный рецикловый этилбензол направляется на узел окисления.
После смешения рецикловых потоков N2,3,4 и 5b с потоком N1 "свежего" этилбензола шихта, подаваемая на окисление, имела состав (мас.%):
Наименование компонента - мас.%
1. Легкокипящие углеводороды - 0,01
2. Бензол - 0,02
3. Толуол - 0,22
4. Вода - 0,09
5. Этилбензол - 99,21
6. Стирол - 0,01
7. Бензальдегид - 0,007
8. Ацетофенон - 0,14
9. Метилфенилкарбинол - 0,07
10. Гидроперекись этилбензола - 0,23
Итого: - 100,000
В результате окисления при температуре 148oC в присутствии Na - катализатора получают окисленный этилбензол, содержащий 10 мас.% гидроперекиси этилбензола. Селективность образования гидропероксида 89 мол.%. Содержание органических кислот в расчете на бензойную 0,2 мас.%.
Пример 3.
Опыт проводится по методике примера 1. В каскад реакторов окисления этилбензола кислородом воздуха непрерывно подается 170 т/ч смеси потоков этилбензола, которая включает: 1 - 26 т/ч свежего со склада, 2 - 80 т/ч рециклового со стадии концентрирования окисленного этилбензола, 3 - 30 т/ч рециклового со стадии разделения продуктов эпоксидирования и 4-24 т/ч рециклового этилбензола, выделенного из потока отработанного воздуха после реакторов окисления.
С целью улучшения качества этилбензола, поступающего в реакторы окисления, поток рециклового этилбензола, выделенного из отработанного воздуха окисления, содержащий 1,3 мас.% легкокипящих углеводородов, направляют в ректификационную колонну К-1, имеющую 10 теоретических тарелок, в которой при температуре верха 110oC и флегмовом числе 100 выделяют из него фракцию легкокипящих углеводородов. В качестве верхнего продукта колонны К-1 выделяют поток 2,5 т/ч, который затем разделяется на водный и углеводородный слои. После отделения воды углеводородный слой направляется на сжигание или используется в качестве высокооктановой добавки к моторному топливу. Водный слой выделенной фракции направляется на очистные сооружения, и/или в биореактор, и/или на сжигание.
Тяжелая фракция эпоксидата по линии 7 направляется в колонну К-2, в которой при температуре куба 145oC и давлении в нем 0,2 МПа выделяется фракция рециклового этилбензола. Выделенный рецикловый этилбензол смешивается со свежим этилбензолом и направляется на окисление.
В результате окисления при температуре 155oC получают окисленный этилбензол, содержащий 10 мас.% гидроперекиси этилбензола. Селективность образования гидропероксида 89,5 мол.%. Содержание органических кислот в расчете на бензойную 0,19 мас.%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАЗДЕЛЕНИЯ ВЫСОКОКИПЯЩЕЙ ФРАКЦИИ ЭПОКСИДАТА ПРОЦЕССА СОВМЕСТНОГО ПОЛУЧЕНИЯ ОКСИДА ПРОПИЛЕНА И СТИРОЛА | 2005 |
|
RU2278849C1 |
| Способ разделения высококипящей фракции эпоксидата производства оксида пропилена со стиролом | 1989 |
|
SU1740374A1 |
| Способ получения гидропероксида этилбензола | 2016 |
|
RU2633362C2 |
| СПОСОБ СОВМЕСТНОГО ПОЛУЧЕНИЯ ИЗОПРЕНА И ИЗОБУТЕНА ИЛИ АЛКЕНИЛБЕНЗОЛА | 1998 |
|
RU2170225C2 |
| СПОСОБ РАЗДЕЛЕНИЯ ВЫСОКОКИПЯЩЕЙ ФРАКЦИИ ЭПОКСИДАТА ПРОИЗВОДСТВА ОКИСИ ПРОПИЛЕНА СОВМЕСТНО СО СТИРОЛОМ | 1997 |
|
RU2131424C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОПРЕНА | 1996 |
|
RU2102370C1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ МОЛИБДЕНА ИЗ ПРОДУКТОВ КАТАЛИТИЧЕСКОГО ЭПОКСИДИРОВАНИЯ ОЛЕФИНОВ | 2004 |
|
RU2268885C1 |
| СПОСОБ ВЫДЕЛЕНИЯ СТИРОЛА ИЗ ПРОДУКТОВ ДЕГИДРАТАЦИИ МЕТИЛФЕНИЛКАРБИНОЛА | 1997 |
|
RU2118633C1 |
| СПОСОБ УТИЛИЗАЦИИ ОТХОДА ПРОЦЕССА КАТАЛИТИЧЕСКОГО ЭПОКСИДИРОВАНИЯ ОЛЕФИНОВ | 2008 |
|
RU2393152C2 |
| СПОСОБ ИЗВЛЕЧЕНИЯ МОЛИБДЕНА ИЗ ПРОДУКТОВ КАТАЛИТИЧЕСКОГО ЭПОКСИДИРОВАНИЯ ОЛЕФИНОВ ОРГАНИЧЕСКИМИ ГИДРОПЕРОКСИДАМИ | 2007 |
|
RU2367609C2 |
Изобретение относится к производству оксида пропилена со стиролом. В частности, изобретение относится к способу очистки от легкокипящей фракции общего рециклового потока этилбензола-возврата, образованного на стадиях окисления этилбензола, эпоксидирования пропилена гидропероксидом этилбензола и разделения продуктов эпоксидирования. Задачей данного изобретения является улучшение очистки возвратного этилбензола и сокращение энергозатрат на выделение фракции легкокипящих углеводородов из возвратного этилбензола. Для решения поставленной задачи предложен способ очистки от легкокипящей фракции углеводородов возвратного этилбензола производства оксида пропилена со стиролом гидропероксидным способом, состоящего из потока выделенного из отработанного воздуха процесса окисления этилбензола, потока со стадии разделения тяжелой фракции эпоксидата после реакции эпоксидирования пропилена гидропероксидом этилбензола, полученного щелочной отмывкой тяжелой фракции эпоксидата от кислых примесей и выделением этилбензола из этой фракции ректификацией. Поток или часть потока возвратного этилбензола, выделенного из отработанного воздуха процесса окисления этилбензола, после отмывки очищают от легкокипящих углеводородов ректификацией, а этилбензол со стадии разделения тяжелой фракции эпоксидата после щелочной отмывки фракции выделяют ректификацией с использованием одной ректификационной колонны. Желательно очистку от легкокипящих углеводородов потока этилбензола, выделенного из отработанного воздуха процесса окисления, проводить ректификацией при температуре куба колонны не более 150oC, а выделение возвратного этилбензола из тяжелой фракции эпоксидата проводить ректификацией при температуре куба колонны 145 - 155oC. Наиболее рационально от легколетучих углеводородов очищать 5 - 10 мас. % потока возвратного этилбензола, выделенного из отработанного воздуха процесса окисления. 2 з.п.ф-лы, 1 ил.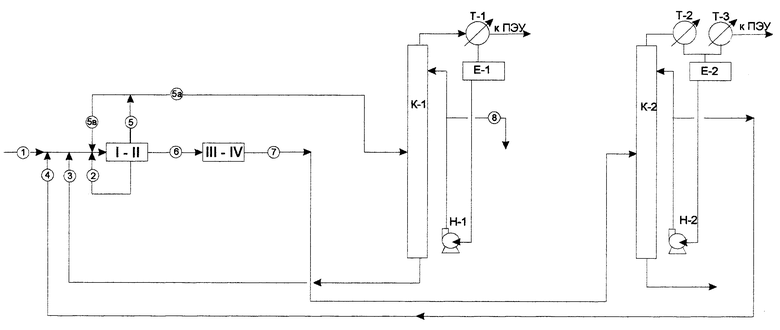
| П.А.Кирпичников, В.В.Берестнев, Л.М.Попова, Альбом технологических схем основных производств промышленности синтетического каучука | |||
| - Л.: Химия, с.102-112 | |||
| US 4988830 А, 29.06.91 | |||
| US 3592857 А, 13.07.71 | |||
| US 5171868 А, 15.12.92 | |||
| СПОСОБ ПОЛУЧЕНИЯ ОКСИДА ПРОПИЛЕНА | 1989 |
|
RU1638995C |
| СПОСОБ ПОЛУЧЕНИЯ ОКИСИ ПРОПИЛЕНА | 0 |
|
SU362828A1 |
