Предлагаемое изобретение касается устройства загрузки (или технологической оснастки), предназначенного для удержания деталей в печи термической обработки.
Специфической, но не исключительной, областью применения предлагаемого изобретения является область реализации технологической оснастки, используемой для удержания деталей, подлежащих термической обработке в цементационной печи или печи для диффузионной химико-термической обработки.
В этой области техники наиболее часто используемые разновидности технологической оснастки являются металлическими и обладают двумя следующими основными недостатками:
такая технологическая оснастка сама цементируется или науглероживается и быстро становится ломкой и хрупкой, что может привести к тяжелым нарушениям нормального режима работы печей;
такая технологическая оснастка деформируется под действием нагрева, что влечет за собой: деформацию деталей, которая может вызвать необходимость их последующей шлифовки или доводки, приводящей, следовательно, к потере толщины цементированного слоя; невозможность роботизации операций загрузки и выгрузки из-за нарушения точности положения; вероятные трудности при введении деформированной технологической оснастки в закалочные ванны.
В настоящее время уже известно, в частности, из документа ЕР-А-0518746, использование термоконструкционного композиционного материала вместо металла для изготовления подов печей для термической обработки. В печи могут быть предусмотрены несколько подов, отделенных друг от друга распорками, также изготовленными из термоконструкционного композиционного материала.
Используемый в данном случае композиционный материал может представлять собой углерод/углеродный композиционный материал (С/С) или композиционный материал с керамической матрицей (CMC). Механические свойства этих материалов делают их пригодными для изготовления элементов конструкции при том, что они сохраняют эти свойства вплоть до достаточно высоких температур.
Однако устройство загрузки, описанное в упомянутом документе ЕР-А-0518746, оказывается не приспособленным для реализации оптимальной загрузки, как это было бы желательно, в том случае, когда должно быть обработано относительно большое количество идентичных деталей. Кроме того, это известное устройство оказывается не готовым к роботизации операций загрузки и выгрузки деталей.
Задача предлагаемого изобретения состоит в том, чтобы устранить отмеченные выше недостатки устройства из существующего уровня техники в данной области.
Для решения поставленной задачи и в соответствии с данным изобретением предлагается устройство загрузки для удержания деталей, подлежащих термической обработке в печи, содержащее платформы загрузки, расположенные на некотором расстоянии друг от друга при помощи столбиков, образующих опорные стойки, выполненные из термоконструкционного композиционного материала, которое согласно изобретению снабжено основанием и несущей стойкой, жестко связанной с основанием, выступающей из центральной части основания и размещенной, по меньшей мере, по всей высоте устройства загрузки, а в платформах загрузки выполнены центральные отверстия для размещения несущей стойки, при этом на каждой платформе загрузки размещено одинаковое число столбиков для последовательной установки платформ, столбики размещены на одной линии для формирования после монтажа платформ воспринимающих нагрузку колонн, размещенных по всей высоте устройства загрузки, при этом по меньшей мере один из столбиков, размещенных на каждой платформе, имеет расположение и/или размеры, отличные от расположения и/или размеров других столбиков, размещенных на той же платформе для возможности идентификации платформ в процессе их монтажа.
Каждая платформа содержит гнезда для закрепления концов столбиков, размещенных на платформе, расположенной ниже, и средства позиционирования деталей на определенных местах.
Устройство согласно изобретению также содержит первые платформы, на которых средства позиционирования деталей занимают первое положение относительно столбиков, и вторые платформы, на которых средства позиционирования занимают второе положение относительно столбиков, отличное от первого, при этом первые платформы чередуются со вторыми платформами таким образом, что средства позиционирования деталей не все располагаются на одной линии по вертикали. При этом на каждой платформе, по меньшей мере, один столбик размещен на расстоянии до оси несущей стойки, отличном от расстояния от других столбиков до оси несущей стойки, и, по меньшей мере, один столбик имеет размер, отличный от размера других столбиков для монтажа платформ в требуемых угловых положениях относительно оси несущей стойки и для исключения возможности монтажа двух идентичных платформ непосредственно одна на другую. По меньшей мере, часть столбиков выполнена в виде средств позиционирования. Столбики жестко закреплены на платформах, на которых они размещены, причем на каждой платформе, по меньшей мере, один столбик размещен на расстоянии до оси несущей стойки, отличном от расстояния от других столбиков до оси несущей стойки, и/или один размер, отличный от размера других столбиков для монтажа идентичных платформ в определенных угловых положениях относительно оси несущей стойки.
Устройство загрузки может содержать нечетное число платформ, и столбики, размещенные на каждой платформе и на основании, расположены в вершинах неправильного многоугольника. Каждый из столбиков, размещенных на каждой платформе, имеет на конце участок, предназначенный для его размещения в соответствующем гнезде верхней платформы. При этом возможно, что, по меньшей мере, один из столбиков, размещенных на каждой платформе, имеет на конце участок уменьшенного размера, отличный по величине от участков уменьшенного размера на концах других столбиков, размещенных на той же платформе, столбики размещены между двумя платформами, между которыми располагаются одна или несколько других платформ, при этом платформы образуют несколько групп, в каждой из которых они занимают одно и то же угловое положение, отличное от углового положения других групп. Основание может быть выполнено в виде платформы загрузки.
Столбики, выступающие от основания и от платформ, могут быть выполнены в виде независимых элементов или, в предпочтительном варианте реализации, в виде элементов, жестко связанных с основанием или с платформами, на которых эти столбики располагаются.
Данное загрузочное устройство, вследствие его реализации из термоконструкционного композиционного материала и наличия средств присвоения специфической особенности платформам, позволяет обеспечить выполнение условий размерной стабильности и точности, требуемой для осуществления роботизации технологических операций загрузки и выгрузки деталей, подлежащих термической обработке.
Другие характеристики и преимущества предлагаемого изобретения будут лучше поняты из приведенного ниже описания не являющихся ограничительными, но только иллюстративными, примеров его реализации, где даются ссылки на приведенные в приложении чертежи, среди которых:
фиг. 1 представляет собой частичный схематический перспективный вид первого способа реализации устройства загрузки в соответствии с предлагаемым изобретением;
фиг.2 представляет собой перспективный схематический вид второго способа реализации устройства загрузки в соответствии с предлагаемым изобретением.
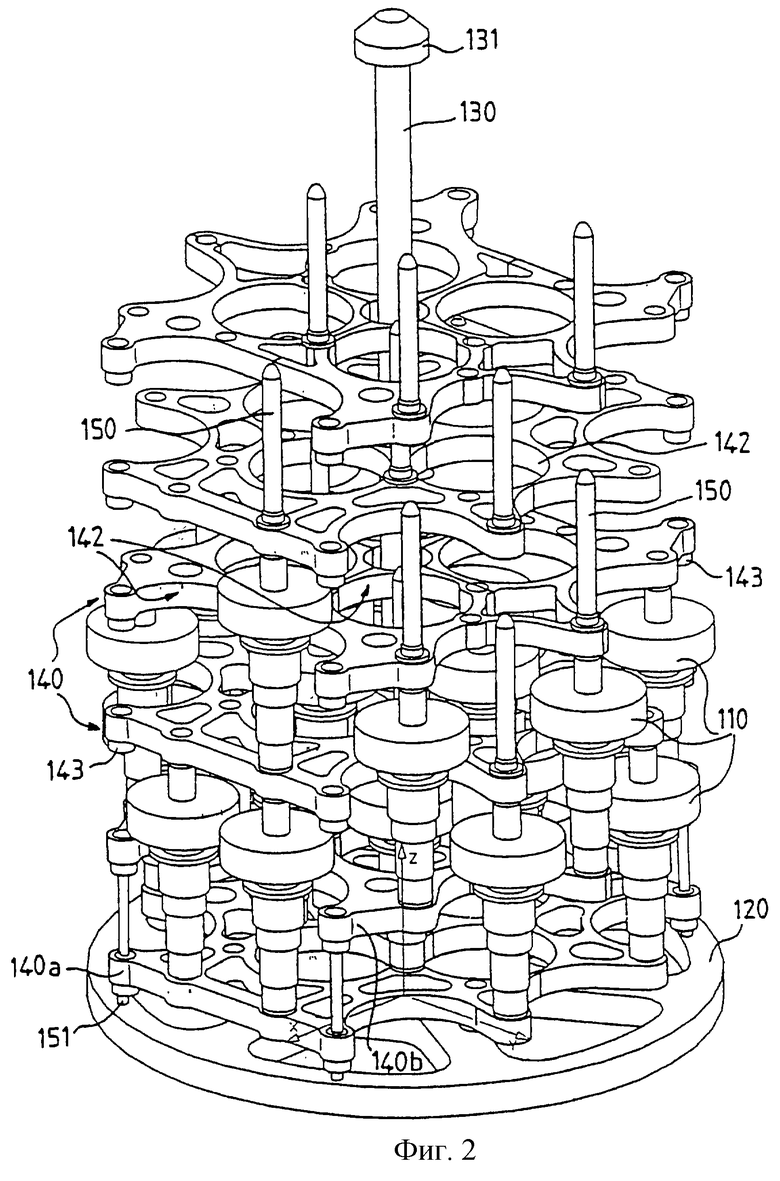
Устройство загрузки (или технологическая оснастка), частично показанное на фиг. 1, предназначено для загрузки партии идентичных деталей, например, стальных шестерен 10 (схематически представленных в виде колец) для автомобилей, с тем, чтобы подвергнуть их термической обработке цементации или науглероживания в печи.
Это устройство загрузки содержит горизонтальное основание 20, из центра которого выступает вертикальная несущая стойка 30, и множество горизонтальных платформ 40, размещенных с определенными интервалами вдоль несущей стойки 30 и отделенных одна от другой при помощи столбиков 50, образующих опорные стойки. Основание 20, которое является опорой для данного устройства загрузки, имеет круглую форму и снабжено отверстиями, которые позволяют снизить собственный вес этого основания и улучшить условия циркуляции газов.
Несущая стойка 30 завершается на своем свободном конце головкой захвата 31, связанной с остальной частью этой несущей стойки при помощи части уменьшенного диаметра 32, образующей шейку, причем эта головка 31 обеспечивает возможность захвата устройства загрузки при помощи инструмента или механизма автоматической манипуляции.
Платформы 40 (не все они показаны на приведенных в приложении фигурах), имеющие толщину, существенно меньшую, чем толщина основания 20, вписываются в контур круглой формы, имеющий диаметр, по существу равный диаметру основания. Каждая платформа имеет центральное отверстие, предназначенное для прохождения несущей стойки 30, и отверстия 42, делающие эту платформу ажурной, что позволяет уменьшить ее массу и ее тепловую инерцию, а также благоприятствует циркуляции газов по всей высоте вертикального набора этих платформ. Однако, в том случае, когда платформы установлены на свои места, отверстия 42 в этих платформах не совсем точно выстраиваются по одной линии для того, чтобы исключить эффект "вытяжной трубы" для циркуляции газов.
Подлежащие термической обработке детали 10 (не все они показаны на приведенных в приложении фигурах) располагаются на каждой платформе в предварительно определенных местах. Для этого группы штырей 45 смонтированы в отверстиях, выполненных в платформе. В каждой группе, содержащей, например, три штыря 45, эти штыри вписаны внутрь окружности, соответствующей внутренней окружности детали 10.
Столбики 50 (не все они показаны на приведенных в приложении фигурах) размещаются на основании и на каждой платформе и жестко связаны с ними путем, например, приклеивания и/или вставления их нижних концов в отверстия, выполненные в основании или в каждой платформе.
На своих верхних концах эти столбики 50 завершаются цилиндрической частью или головкой 51 уменьшенного диаметра, которая вставляется в отверстие соответствующего диаметра, выполненное в ближайшей располагающейся выше платформе, причем это вставление облегчается конической формой, приданной головкам 51 на их верхних концах.
В проиллюстрированном здесь примере реализации на основании и на каждой платформе располагаются четыре столбика, распределенных с равномерными угловыми интервалами вокруг оси. Однако их количество может быть и другим, но как минимум оно равно трем.
Столбики, установленные на основании, могут иметь уменьшенную высоту в том случае, когда это основание не содержит средств удержания деталей. В качестве варианта может быть рассмотрено оснащение основания средствами удержания деталей и столбиками по аналогии с платформами 40b в том случае, когда первая платформа, установленная на основании, представляет собой платформу 40а, или наоборот, причем основание в этом случае образует платформу загрузки.
В данной конструкции используются платформы двух типов 40а и 40b, располагающихся чередующимся образом. Эти платформы отличаются друг от друга расположением опор для деталей по отношению к столбикам.
Так, в проиллюстрированном здесь примере реализации платформы типа 40а содержат восемь опор для деталей, располагающихся с равномерными интервалами между ними вокруг оси платформы, причем каждая опора для детали устанавливается на радиусе, образующем угол π/8 с радиусом, на котором располагается ближайший столбик.
Зато платформы типа 40b содержат восемь опор для деталей, располагающихся с равномерными интервалами между ними вокруг оси платформы, причем каждая опора для детали устанавливается на радиусе, образующем угол 0o или π/4 с радиусом, на котором располагается ближайший столбик.
Средства предотвращения неправильной установки платформ и присвоение им специфической особенности позволяют монтировать платформы при помощи роботов, соблюдая при этом желаемый порядок их установки (40а, 40b, 40а, 40b,... ), начиная с основания, и выдерживая желаемое их угловое положение относительно оси несущей стойки 30.
В качестве средства предотвращения неправильной установки можно придать, по меньшей мере, одной из головок столбиков диаметр, отличный от диаметра головок других столбиков, установленных на той же самой платформе или на основании.
В проиллюстрированном здесь примере реализации два располагающихся друг против друга столбика 501, 502, установленных на платформе 40а, имеют головки, диаметр которых превышает диаметр головок других столбиков 503, 504, тогда как, противоположным образом, два располагающихся друг против друга столбика 501, 502, установленных на основании или на платформе 40b, имеют головки, диаметр которых меньше диаметра головок других столбиков 503, 504.
Придавая отверстиям в платформах 40а диаметры, соответствующие диаметрам головок столбиков, размещенных на основании и на платформах 40b, и наоборот, придавая отверстиям в платформах 40b диаметры, соответствующие диаметрам головок столбиков, размещенных на платформах 40а, можно по существу сделать невозможным монтаж двух платформ 40а или двух платформ 40b непосредственно друг на друга.
В качестве средства присвоения специфической угловой особенности можно придать по меньшей мере одному из столбиков, установленных на каждой из платформ или на основании, такое положение, которое отличается от положения других столбиков, установленных на той же самой платформе или на основании, располагая эти столбики, например, в вершинах неправильного многоугольника. В проиллюстрированном здесь примере реализации один из столбиков (501) располагается на расстоянии от оси несущей стойки 30, превышающем то расстояние от этой оси, на котором располагаются другие столбики.
Загрузка осуществляется путем последовательного монтажа платформ 40а, 40b на основание, причем каждый раз после монтажа очередной платформы она загружается деталями 10, которые располагают вокруг каждой группы штырей 45. В качестве варианта, платформы могут быть загружены этими деталями 10 перед их монтажом.
Поскольку места размещения деталей, порядок монтажа платформ и их угловое положение определены заранее, загрузка может быть осуществлена автоматически при помощи робота, так же, как и разгрузка уже обработанных деталей. В том случае, когда операции загрузки и разгрузки роботизированы, предпочтительно, чтобы первая и последняя платформы из комплекта платформ, смонтированных на основании, были одного и того же типа, например, типа 40а, как это показано в проиллюстрированном здесь примере реализации.
Таким образом, в том случае, когда платформы должны быть перенесены одна за другой с одного основания на другое, первая снятая платформа является платформой того же самого типа, что и первая вновь установленная платформа, и общее число используемых платформ при этом является нечетным.
Угловые положения платформ являются такими, что совокупность столбиков, размещенных на основании и на каждой платформе, оказывается в одном и том же положении таким образом, что эти столбики выстраиваются по одной линии и образуют колонны, проходящие по всей высоте загрузки. При этом каждая платформа предназначена только для удержания своей собственной нагрузки (но не нагрузки от тех платформ, которые располагаются выше нее) таким образом, чтобы все платформы могли иметь одинаковую толщину, меньшую, чем толщина основания.
В отличие от упомянутых столбиков, опоры для деталей в данном случае не выравниваются между собой в вертикальном направлении, будучи сдвинутыми в угловом направлении на угол к/8 между двумя соседними платформами. Таким образом, подлежащие термической обработке детали оказываются лучше распределенными в печи и исключается формирование газовых потоков, способных вызвать неоднородность их термической обработки.
Размерная стабильность основных элементов, образующих устройство загрузки (в данном случае это основание 20, несущая стойка 30, платформы 40 и столбики 50), необходимая для достижения точности, требуемой с точки зрения возможности роботизации процесса загрузки и разгрузки, обеспечивается путем изготовления этих элементов из термоконструкционного композиционного материала.
Композиционные материалы, пригодные для использования в данном случае, представляют собой углерод/углеродные композиционные материалы (С/С) и композиционные материалы с керамической матрицей (CMC).
Композиционные материалы типа С/С получают путем реализации волокнистой заготовки, сформированной из волокон углерода, и последующего уплотнения этой заготовки путем формирования углеродной матрицы в недрах ее пористой структуры. Углеродная матрица может быть получена жидкостным способом, то есть путем пропитки упомянутой волокнистой заготовки жидким веществом (типа смолы), являющимся предшественником углерода, с последующей термической обработкой для преобразования упомянутого предшественника в углерод, или газовым способом, то есть путем химической инфильтрации в парообразной фазе.
Композиционные материалы типа CMC получают путем реализации волокнистой заготовки из термостойких волокон, например, из волокон углерода или керамических волокон, и последующего уплотнения этой заготовки путем формирования керамической матрицы в недрах ее пористой структуры. Хорошо известным образом такая керамическая матрица, сформированная, например, из карбида кремния (SiC), может быть получена жидкостным способом или путем химической инфильтрации в парообразной фазе.
Для того чтобы исключить склеивание между находящимися в контакте частями каждой платформы и столбиков, расположенных на ней, поверхности этих находящихся в контакте частей могут быть покрыты листовым металлом или снабжены антиадгезивным покрытием, например, слоем нитрида бора (BN). Покрытие из нитрида бора BN может быть получено путем химического осаждения в парообразной фазе, причем те части поверхности, которые не должны иметь такого покрытия, при этом закрываются.
Штыри, образующие опоры для обрабатываемых деталей, могут быть изготовлены из металла, в частности, из стали. В предпочтительном варианте реализации эти штыри закреплены в своих гнездах при помощи холодной посадки. Эти штыри могут быть покрыты слоем меди, формируемым, например, путем электролитического омеднения, для того, чтобы исключить возможность их склеивания со стальными деталями, подлежащими термической обработке.
На фиг. 2 схематически представлен другой способ реализации устройства загрузки в соответствии с предлагаемым изобретением, специфическим образом предназначенного для удержания деталей 110, имеющих форму удлиненного тела вращения, таких, например, как полые передаточные валы для автомобилей, и используемого для обеспечения их термической обработки с целью цементации или науглероживания в печи.
По аналогии с описанным выше способом реализации здесь также имеется основание 120, из центра которого выступает вертикальная несущая стойка 130, завершающаяся на своем свободном конце головкой захвата 131.
Горизонтальные платформы (не все они показаны на фиг.2) установлены с предварительно заданными интервалами между ними вокруг упомянутой стойки 130, причем эти интервалы между различными платформами определяются при помощи столбиков 150 (не все они показаны на фиг.2), образующих также опоры для деталей 110 (не все они показаны на фиг.2).
Столбики 150 выполнены в форме независимых стержней, которые вставлены своими основаниями в отверстия, выполненные в соответствующих платформах, на которых они установлены. При этом свободные конические концы этих столбиков входят в муфты 143, сформированные на нижней стороне располагающейся выше платформы.
В проиллюстрированном здесь примере реализации используются платформы 140 двух типов 140а и 140b, расположенные чередующимся образом в двух различных угловых положениях по отношению к оси несущей стойки 130, которая проходит сквозь выполненные в платформах центральные отверстия. Общее число используемых платформ в предпочтительном варианте реализации является нечетным, как и в описанном выше первом способе реализации.
Кроме того, каждый столбик 150 вместе с установленной на нем деталью 110 проходит между двумя платформами, занимающими одно и то же угловое положение (например, между двумя платформами 140а), проникая сквозь отверстия (или вырезы) 142, сформированные в платформе (140b), смещенной в угловом направлении и располагающейся между двумя этими упомянутыми выше платформами (140а).
Таким образом, каждый столбик имеет высоту, по существу равную удвоенному расстоянию между двумя соседними платформами, что позволяет удерживать детали относительно большой длины, оптимизируя при этом условия загрузки. Может быть также рассмотрен вариант использования столбиков, проходящих между двумя платформами, содержащими между собой n других платформ. В этом случае используемые в устройстве платформы распределяются на некоторое число различных групп, равное n, причем платформы одной группы занимают одно и то же специфическое угловое положение, отличное от углового положения других групп платформ.
На основании и на нижней платформе 140а располагаются специфические столбики 151, которые позволяют удерживать соответственно нижнюю платформу 140а и нижнюю платформу 140b в желаемых угловых положениях.
Расположение столбиков 150 (и втулок 143), установленных на платформе 140а или 140b, является различным, в частности, по отношению к оси несущей стойки 130, таким образом, чтобы определить угловое положение платформы того же типа, расположенной выше.
Изобретение относится к термической или химико-термической обработке деталей. Устройство загрузки для удержания деталей, подлежащих термической обработке в печи, содержит платформы загрузки. Платформы загрузки расположены на некотором расстоянии друг от друга при помощи столбиков. Столбики образуют опорные стойки, выполненные из термоконструкционного композиционного материала. Устройство снабжено основанием и несущей стойкой. Несущая стойка жестко связана с основанием, выступает из центральной части основания и размещена по меньшей мере по всей высоте устройства загрузки. В платформах загрузки выполнены центральные отверстия для размещения несущей стойки. На каждой платформе загрузки размещено одинаковое число столбиков для последовательной установки платформ. Столбики размещены на одной линии для формирования после монтажа платформ воспринимающих нагрузку колонн, размещенных по всей высоте устройства загрузки. По меньшей мере, один из столбиков, размещенных на каждой платформе, имеет расположение и/или размеры, отличные от расположения и/или размеров других столбиков, размещенных на той же платформе для возможности идентификации платформ в процессе их монтажа. Изобретение позволяет обеспечить оптимальную загрузку при обработке относительно большого количества идентичных деталей, роботизацию операций загрузки и выгрузки деталей. 13 з.п.ф-лы, 2 ил.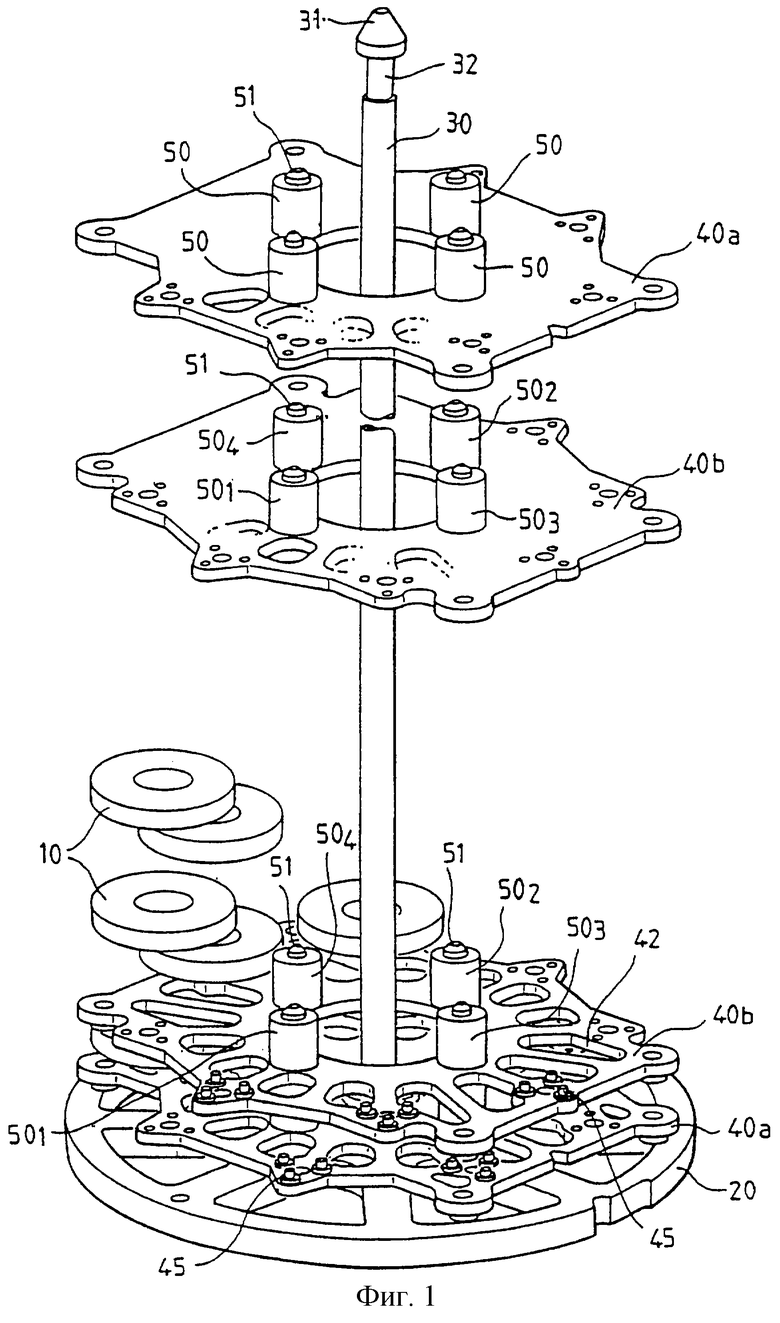
| Датчик ядерного магнитного резонанса | 1974 |
|
SU518746A1 |
| Способ укладки изделий с центральным отверстием при термообработке их в печи | 1985 |
|
SU1346936A1 |
| СПОСОБ ДИАГНОСТИКИ РЕСПИРАТОРНОГО ДИСТРЕСС-СИНДРОМА У ДОНОШЕННЫХ НОВОРОЖДЕННЫХ В ПЕРВЫЕ МИНУТЫ ЖИЗНИ | 2013 |
|
RU2542083C1 |
| ВЕДУЩИЙ РОЛИК ТРОСОВОЙ СИСТЕМЫ УПРАВЛЕНИЯ | 0 |
|
SU324183A1 |

