Настоящее изобретение относится к формованию структур, используемых в технике микросистем.
В способе изготовления используемых в технике микросистем элементов, известном под наименованием ЛИГА-техника (литография синхротронным излучением, гальваноформование, техника формования с использованием пластмасс), формование является ключевым моментом при массовом производстве. При осуществлении способа формования структур, описанного в патенте DE 4222856 С1, путем вдавливания формующего инструмента в слой термопласта или другой материал, предпочтительно под вакуумом и при температуре выше температуры размягчения термопласта, создаются трехмерные структуры, в которых высота структуры лежит в пределах от нескольких нанометров до нескольких сотен микрометров.
Данный способ, выбранный в качестве наиболее близкого аналога, включает создание внутри камеры вакуума или атмосферы защитного газа и температуры формования, соответствующей формуемому материалу, после чего камеру закрывают путем перемещения ее подвижной части в направлении к неподвижной части. При этом извлечение сформованного изделия осуществляют при температуре выемки.
В патентах Германии DE 4010669 С1 и DE 4222856 С1, объектом которых являются способы изготовления микроструктурированных элементов из пластмасс, более подробно описаны стадии так называемого вакуумного способа выдавливания. Однако конструктивное исполнение устройства, пригодного для серийного формования, подробно не раскрыто.
Такого типа устройство должно удовлетворять требованию, состоящему в том, что это устройство должно обеспечивать возможность его гибкого применения. Необходимо решить, в частности, такие проблемы, которые возникают вследствие различных высот применяемых формующих инструментов, а также различных толщин формуемого материала и глубины формования (глубина структуры). Эта возможность подгонки дополнительно затрудняется содержащимся в патенте DE 4222856 С1 требованием очень точной параллельности направляющих для инструмента.
В качестве наиболее близкого аналога патентуемого устройства для формования структур выбрана конструкция, описанная в указанном выше патенте DE 4222856 С1. Известное утройство содержит пару противолежащих частей закрываемой камеры, которые служат опорой для крепления формующего инструмента и формируемого материала, причем одна из частей камеры закреплена неподвижно на станине, а другая установлена с возможностью перемещения на направляющих в раме.
В основу настоящего изобретения положена задача по обеспечению компенсации колебаний толщины формуемого материала при осуществлении выдавливания в условиях вакуума с соблюдением высокой точности размеров и обеспечению возможности различных глубин формования.
Данная задача решается с помощью устройства для формования структур, используемых в технике микросистем, включающего в свой состав пару противолежащих частей закрываемой камеры, которые служат опорой для крепления формующего инструмента и формуемого материала, причем одна из частей камеры закреплена неподвижно на станине, а другая установлена с возможностью перемещения на направляющих в раме, в котором, согласно настоящему изобретению, камера имеет боковые стенки, состоящие из внутренней и наружной частей, причем внутренняя часть боковых стенок закреплена на неподвижной части камеры, а наружная часть, к обращенной наружу торцовой поверхности которой при закрывании камеры против действия пружины прилегает подвижная часть камеры, установлена с возможностью перемещения вдоль направляющих на неподвижной части камеры между двумя упорами, расстоянием между которыми определяется ширина открытия камеры.
В предпочтительном варианте исполнения внутренняя часть боковых стенок камеры образована первым цилиндрическим фланцем, расширенный участок которого закреплен на неподвижной части камеры и содержит в пазу кольцо круглого сечения для уплотнения относительно неподвижной части камеры.
Наружная часть боковых стенок камеры может быть образована вторым цилиндрическим фланцем, охватывающим своей внутренней боковой поверхностью первый фланец, а через отверстия в его расширенном участке проходят направляющие элементы, причем герметичное скользящее соединение между первым и вторым фланцами обеспечено с помощью кольца квадратного сечения, с помощью которого обеспечивается герметичное скользящее соединение между первым и вторым фланцами.
Несмотря на необходимые во время процесса формования и его предшествующих и последующих стадий перемещения подвижной части камеры последняя остается в закрытом состоянии, благодаря чему заданные условия процесса не изменяются.
Желательно, чтобы камера была окружена со всех сторон по меньшей мере на отдельных участках теплоизолирующими рубашками.
Целесообразно также, чтобы на обращенных наружу сторонах частей камеры были установлены теплозащитные пластины, уменьшающие потери, связанные с теплоизлучением через боковые стенки, благодаря ступенчато расположенным теплоотражающим кольцеобразным экранам.
Указанная выше задача решается также с помощью другого объекта изобретения способа формования структур, используемых в технике микросистем, в котором после создания внутри камеры, закрываемой путем перемещения подвижной части этой камеры в направлении к ее неподвижной части, вакуума или атмосферы защитного газа и температуры формования, соответствующей формуемому материалу, формуемый материал вдавливают с усилием формования в формующий инструмент в течение заданного периода времени, а извлечение сформованного изделия осуществляют при температуре выемки, при этом, согласно настоящему изобретению, создание вакуума или атмосферы защитного газа в камере начинают в тот момент, когда при закрывании камеры, осуществляемом путем перемещения ее подвижной части в направлении к неподвижной части, действующее на неподвижную часть камеры усилие достигнет заданного значения.
Создание вакуума или атмосферы защитного газа начинают преимущественно при первом заданном значении усилия, при котором произошло закрывание камеры.
Целесообразно также, чтобы создание температуры формования начиналось при втором заданном значении, при котором формующий инструмент и формуемый материал находятся в оптимальном тепловом контакте друг с другом.
В предпочтительном варианте осуществления способа обусловленное тепловым расширением увеличение усилия, действующего на неподвижную часть камеры, компенсируют регулированием величины хода подвижной части камеры.
Изобретение ниже подробнее поясняется на примерах его выполнения со ссылкой на чертежи, на которых схематично изображено:
на фиг. 1 - основная конструкция формующей установки,
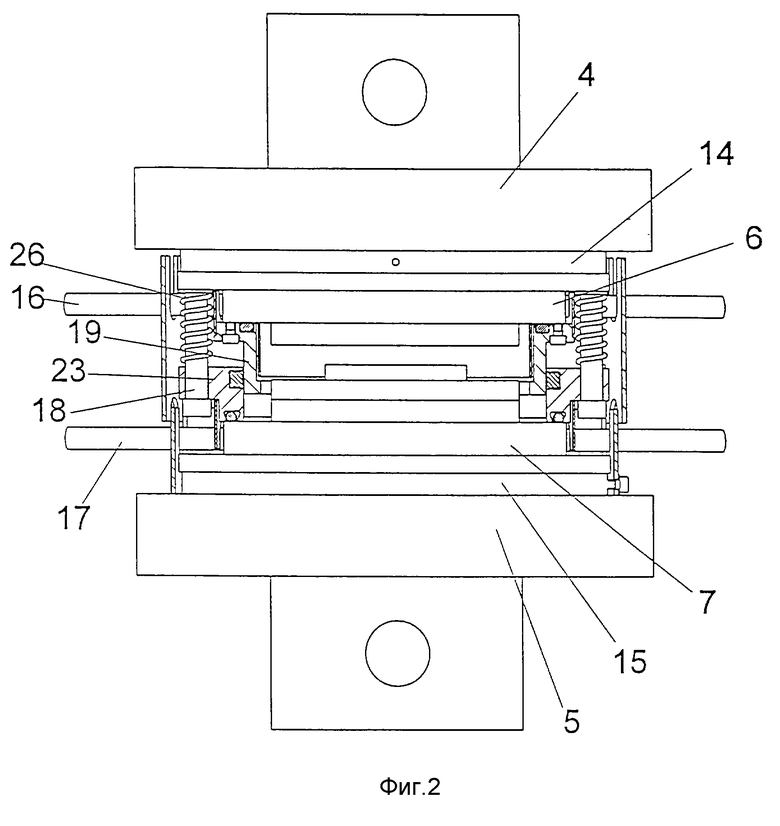
на фиг. 2 - служащая для формования закрываемая камера,
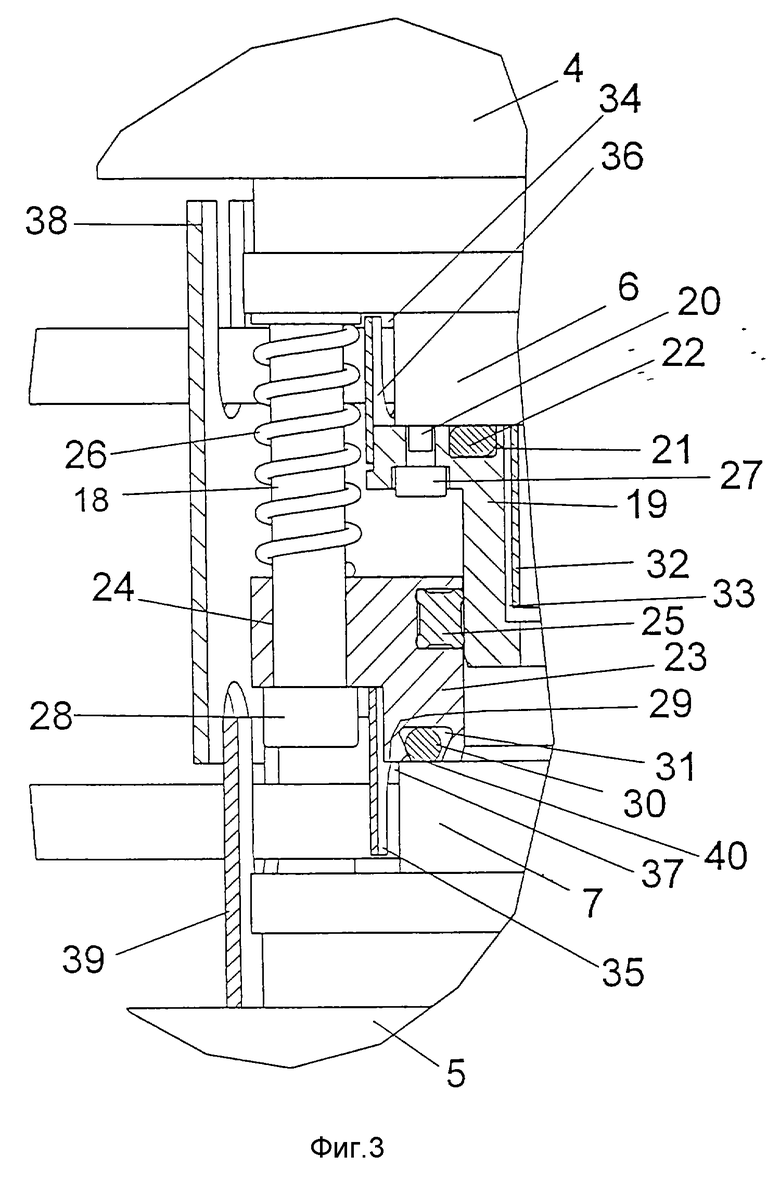
на фиг. 3 - средства регулирования высоты камеры в увеличенном масштабе (местный разрез).
На станине 1 согласно фиг. 1 устанавливаются неподвижная часть 2 и подвижная часть 3, на которых закреплены фланцы 4, 5. Оба фланца 4, 5 служат для крепления противолежащих частей 6, 7 закрываемой камеры, более подробно изображенной на фиг. 2 и 3.
С помощью встроенной в станину 1 в виде силового блока комбинации из двигателя, шпинделя и направляющей подвижная часть 3 может соответственно перемещаться относительно неподвижной части 2 при одновременном воздействии динамометрического устройства 9, устройства 10 управления, а также не показанных устройств измерения хода и регулирования прижимной силы.
Для повышения температуры и охлаждения во время и после процесса горячего формования предусмотрен термостатирующий блок 13, работающий на масле в качестве теплоносителя. Теплозащитные пластины 14, 15 между фланцами 4, 5 и термостатирующими частями 6, 7 камеры в достаточной мере ограничивают теплопередачу к смежным узлам и деталям устройства. На чертежах не показаны средства создания и контроля вакуума, вентиляции, а также замера температуры.
Согласно фиг. 2 и 3 через части 6, 7 камеры проходят каналы 16, 17, соединенные с термостатирующим блоком 13. Часть 6 камеры крепится на фланце 4 шестью винтами, которые пропущены через направляющие элементы (втулки) 18 и из которых на чертеже показаны один или два в зависимости от чертежа (для наглядности на фиг. 2 не все детали снабжены позициями). Боковые стенки закрываемой камеры разделены на внутреннюю и наружную части. Внутренняя часть образована первым цилиндрическим фланцем 19, расширенный участок которого закреплен на части 6 камеры винтами 20. Для уплотнения в паз 21 установлено кольцо 22 круглого сечения.
Наружная часть охватывает в форме второго цилиндрического фланца 23 его внутренней боковой поверхностью первый фланец 19, а через отверстия 24 в его расширенном участке проходят направляющие элементы (втулки) втулки 18. С помощью кольца 25 квадратного сечения обеспечивается герметичное скользящее соединение. На втулки 18, одновременно служащие в качестве направляющих элементов для второго фланца 23, надеты пружины 26 сжатия, прилегающие к расширенному участку второго фланца 24 и опирающиеся на часть 6 камеры. Головки 27, 28 винтов образуют упоры, ограничивающие ход второго фланца 23, который при открытой камере прижимается под действием пружин 26 к головкам 28 винтов и к обращенной наружу торцовой поверхности 29 которого при закрывании камеры против действия пружин 26 прилегает подвижная часть 7 камеры. Для уплотнения в паз 31 в торцевой поверхности 29 вставлено кольцо 30 круглого сечения.
Служащая в качестве рабочего пространства камера окружена несколькими теплоотражащими кольцеобразными экранами для снижения тепловых потерь, связанных с теплоизлучением через боковые стенки. Первый внутренний экран 32 расположен внутри первого фланца 19 и оставляет между ними зазор 33. Средние экраны 35, 36 расположены рядом с частями 6, 7 камеры на обращенных наружу сторонах и оставляют свободными зазоры 34, 37. И, наконец, наружные экраны 38, 39 образуют последнюю ступень теплозащиты.
На одной из частей 6, 7 камеры, служащих в качестве верхней и нижней части, предусмотрено не показанное на чертеже зажимное приспособление, которым формующий инструмент и/или штамп может крепиться и удерживаться в неподвижном положении или которое может служить для крепления собранной вне устройства многокомпонентной системы, состоящей, например, из формующего инструмента, формуемого материала, штампа и необходимых для технологического процесса разделительных пленок. Загрузка может происходить как вручную, так и автоматически.
Для предотвращения окисления формующего инструмента или появления включений воздуха в изготавливаемых структурах требуются не только вакуумная среда, но и применение защитного газа в качестве атмосферных условий. Описанная в данном примере закрываемая камера может быть выполнена без изменения существенных для изобретения компонентов в виде закрываемой камеры, в которой можно также работать в атмосфере защитного газа.
Прилегание уплотнительной поверхности 40 нижней части 7 камеры к кольцу 30 круглого сечения в обращенной наружу торцовой поверхности 29 при закрывании камеры приводит к росту замеряемой динамометрическим устройством 9 прижимной силы. По достижении заданного первого усилия движение подвижной части 3 прекращается, и она удерживается в таком отрегулированном по ее ходу положении. Затем происходит откачка вакуум-камеры без приложения усилия к формуемому материалу.
По окончании откачки начинается процесс формования. Сначала обнуляют динамометрическое устройство 9, поскольку после откачки создаваемые вакуумом усилия, действующие на камеру, не оказывают никакого влияния на формование. Подвижная часть 3 перемещается до тех пор, пока вновь не будет достигнуто второе заданное усилие, при котором формующий инструмент и формуемый материал находятся в оптимальном для термостатирования взаимном контакте. Скольжение второго фланца 23 по первому фланцу 19 позволяет достичь необходимого для этого уменьшения высоты камеры при сохранении условий вакуума. Температуру формующего инструмента и формуемого материала доводят до значения, необходимого для формования, при этом установившееся значение усилия поддерживается постоянным благодаря соответствующей регулировке. Обусловленное тепловым расширением материалов увеличение прижимного усилия компенсируется путем регулирования хода подвижной части 3.
Герметичное закрывание камеры надежно обеспечивается также благодаря тому, что фланец 23 может перемещаться относительно фланца 19.
Прижим к головкам 27 винтов создает измеримое повышение усилия, измеряемого динамометрическим устройством 9, благодаря чему может контролироваться максимальный ход участвующих в формовании элементов. По достижении требуемой температуры формования подвижная часть 3 обеспечивает приложение формующего усилия, необходимого для процесса формования, а управление процессом формования осуществляется с регулированием этого усилия.
По завершении процесса формования подвижная часть 3 перемещается до тех пор, пока не будет достигнуто третье заданное усилие. В этом случае формующий инструмент и формующий штамп за счет переключения температурного режима с помощью термостатирующих частей 6, 7 камеры охлаждаются до температуры извлечения изделия. По достижении этой температуры камера заполняется защитным газом и открывается при обратном ходе подвижной части 3. Под действием пружин 26 сжатия второй фланец 23 прижимается к головкам 28 винтов, при этом достигается исходное положение с наибольшим открытием камер.
Изобретение относится к формованию структур, используемых в технике микросистем. В способе формования структур внутри камеры, закрываемой путем перемещения подвижной части камеры в направлении к ее неподвижной части, создают вакуум или атмосферу защитного газа и температуру формования, соответствующую формуемому материалу. Причем создание вакуума или атмосферы защитного газа в камере начинают в тот момент, когда при закрывании камеры действующее на неподвижную часть камеры усилие достигнет заданного значения. После создания указанных условий формуемый материал вдавливают с усилием формования в формирующий инструмент в течение заданного периода времени. Устройство для формования структур содержит пару противолежащих частей закрываемой камеры, которые служат опорой для крепления формующего инструмента и формуемого материала. Одна из частей камеры закреплена неподвижно на станине, а другая установлена с возможностью перемещения на направляющих в раме. Камера имеет боковые стенки, состоящие из внутренней и наружной частей. Внутренняя часть боковых стенок закреплена на неподвижной части камеры. Наружная часть, к обращенной наружу торцевой поверхности которой при закрывании камеры против действия пружины прилегает подвижная часть камеры, установлена с возможностью перемещения вдоль направляющих на неподвижной части камеры между двумя упорами. Расстоянием между упорами определяется ширина открытия камеры. Изобретение обеспечивает компенсацию колебаний толщины формующих инструментов с соблюдением высокой точности размеров и гарантирует различные глубины формования. 2 с. и 7 з.п.ф-лы, 3 ил.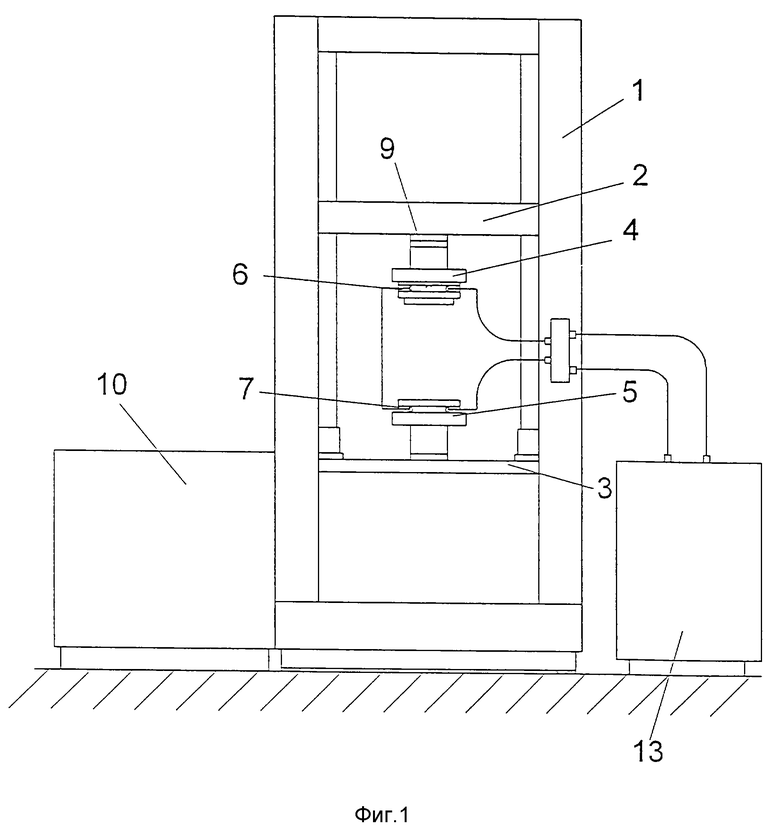
| DE 4222856 C1, 27.05.93 | |||
| УСТАНОВКА ДЛЯ ГОРЯЧЕГО ПРЕССОВАНИЯ | 0 |
|
SU213763A1 |
| DE 4010669 C1, 11.04.91 | |||
| US 5078947 A, 07.01.92 | |||
| US 4612149 A, 16.09.86 | |||
| СПОСОБ ПОЛУЧЕНИЯ СЛОЖНЫХ ЭФИРОВ ТЕРПЕНОВЫХ И СЕСКВИТЕРПЕНОВЫХ СПИРТОВ | 0 |
|
SU237871A1 |
| US 4551085 A, 05.11.85 | |||
| Установка для тиснения изделий из термопластичных материалов | 1976 |
|
SU653119A1 |

