Изобретение относится к области машиностроения, в частности к способам формирования полировальных кругов.
Известен способ резки кромки нетканого волокнистого материала, размещенного на сетчатой поверхности, путем подачи струи жидкости в место отделения кромки сверху /1/.
Недостатком этого технического решения является то, что в качестве опоры выбрана нежесткая сетчатая поверхность, в которую попадают волокна, полностью не разрушаясь.
В качестве прототипа выбран способ формирования абразивного инструмента, состоящего из гибких дисков эллипсной формы, которые вырублены из листового абразивного материала, например, из абразивной шкурки /2/.
Недостатком данного технического решения является накопленная погрешность формы и разбалансировка сборного абразивного инструмента, т.к. при вырубке однослойного материала ось посадочного отверстия перпендикулярна торцовой поверхности, тогда как в сборном абразивном инструменте его торцовая поверхность наклонена к оси вращения.
Изобретение решает задачу повышения качества и производительности полирования за счет применения инструмента, работающего по принципу неповторяющегося следа.
Это достигается тем, что при способе формирования фасонного полировального круга (путем раскроя по контуру из настила), перед раскроем производят наклон настила относительно горизонтальной оси на острый угол, а затем производят резание двумя параллельными тонкими сверхзвуковыми струями жидкости по замкнутым эллиптическим контурам, соответствующим внешнему и внутреннему цилиндрам полировального круга, причем траектории движения режущих струй жидкости принадлежат плоскости, параллельной плоскости настила, а расстояние от начала формирования режущих струй жидкости до обрабатываемого настила выбирают из условия полного прорезания материала при движении режущих струй жидкости по соответствующим траекториям с величиной рабочей подачи.
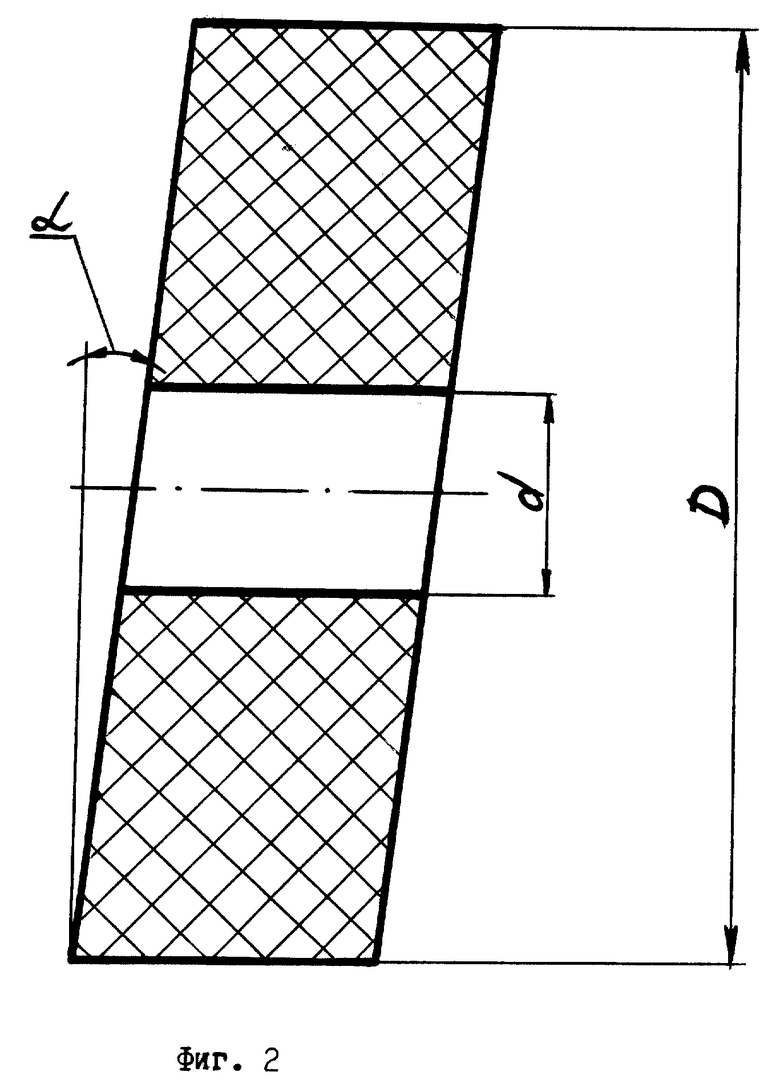
Сущность изобретения поясняется чертежами. На фиг. 1 изображена схема формирования фасонного полировального круга предлагаемым способом. На фиг. 2 показан сформированный фасонный полировальный круг.
Производят наклон настила полировочного материала 1 (фиг. 1) на острый угол α. Формирование производят путем раскроя двумя параллельными тонкими сверхзвуковыми струями жидкости 2 и 3, которым сообщают движение рабочей подачи по эллиптическим замкнутым контурам 4 и 5.
Траектории движения струй жидкости 2 и 3 описываются кривыми, которые принадлежат соответственно внешнему и внутреннему цилиндрам полировального круга (фиг. 2), причем внешний цилиндр характеризуется величиной наружного диаметра D, а внутренний - величиной диаметра d отверстия для крепления полировального круга. Указанные кривые (фиг. 1) лежат в плоскости, параллельной плоскости настила 1. Движение рабочей подачи струй жидкости 2 и 3 со скоростью Sолл. и величину расстояния между началом их формирования и настилом 1 выбирают из условия полного прорезания полировального материала.
Сформированный таким образом полировальный круг (фиг. 2) характеризуется наличием периферийной зоны резания, работающей по методу бегущего контакта с обеспечением принципа неповторяемости следа при контакте инструмента и заготовки, что позволяет повысить качество и производительность обработки за счет создания регулярного микрорельефа полированной поверхности.
Пример. Производили формирование фасонного полировального фетрового круга по ОСТ 37216 (D= 600 мм; d=80 мм; H=55 мм) для получения аксиально смещенного рабочего слоя с углом наклона α = 12o. Для этого однослойный настил фетра толщиной 55 мм укладывали на специальную решетчатую синусную плиту с углом наклона 12o. До начала раскроя сопловые головки выставляли на высоту 5 мм от поверхности настила. Одновременно подавали рабочую жидкость (вода с добавлением специального полимерного порошка) давлением 400 МПа от насосной станции высокого давления к струеформирующим соплам с диаметром выходного отверстия 0,15 мм и сообщали движение сопловым головкам по эллиптическим замкнутым контурам, соответствующим формированию наружного диаметра D= 600 мм и диаметра отверстия d=80 мм полировального круга, с величиной рабочей подачи Sолл.=90 мм/мин. При этом происходило полное прорезание настила. Формирование фасонного полировального круга заканчивалось при замыкании контуров траекторий движения режущих струй жидкости.
Источники информации
1. Патент США N 3532014, кл. 83/53, 1970.
2. А. с. СССР N 1511100, B 24 D 13/08 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ АКСИАЛЬНО СМЕЩЕННОГО РАБОЧЕГО СЛОЯ ФАСОННОГО ПОЛИРОВАЛЬНОГО КРУГА СВЕРХЗВУКОВОЙ СТРУЕЙ ЖИДКОСТИ | 1998 |
|
RU2124432C1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1996 |
|
RU2111108C1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ АБРАЗИВНОЙ ОБРАБОТКИ | 1997 |
|
RU2125509C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2237568C1 |
| СБОРНЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2239542C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ ШЛИФОВАЛЬНЫМ КРУГОМ | 1998 |
|
RU2130375C1 |
| УСТАНОВКА ДЛЯ РАСКРОЯ ТЕКСТИЛЬНЫХ МАТЕРИАЛОВ СВЕРХЗВУКОВОЙ СТРУЕЙ ЖИДКОСТИ | 2000 |
|
RU2170661C1 |
| СПОСОБ ПРОДОЛЬНО-ПОПЕРЕЧНОГО ПОЛИРОВАНИЯ ЛЕПЕСТКОВЫМ АБРАЗИВНЫМ ИНСТРУМЕНТОМ | 2003 |
|
RU2239535C1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА СВЕРХЗВУКОВОЙ СТРУЕЙ ЖИДКОСТИ | 1996 |
|
RU2110392C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПРЕРЫВИСТОГО ШЛИФОВАЛЬНОГО КРУГА | 1998 |
|
RU2137592C1 |
Изобретение относится к машиностроению, в частности к способам формирования полировальных кругов. Перед раскроем по контуру производят наклон настила относительно горизонтальной оси на острый угол. Раскрой выполняют резанием посредством двух параллельных тонких сверхзвуковых струй жидкости по траекториям движения, расположенным в плоскости, параллельной плоскости настила, и образованным замкнутыми эллиптическими контурами, соответствующими внешней и внутренней цилиндрическим поверхностям полировального круга. Расстояние от начала формирования струй жидкости до настила выбирают из условия полного его прорезания при движении струй жидкости по соответствующим траекториям с величиной рабочей подачи. Изобретение позволяет повысить качество и производительность полирования за счет применения инструмента, работающего по принципу неповторяющегося следа. 2 ил.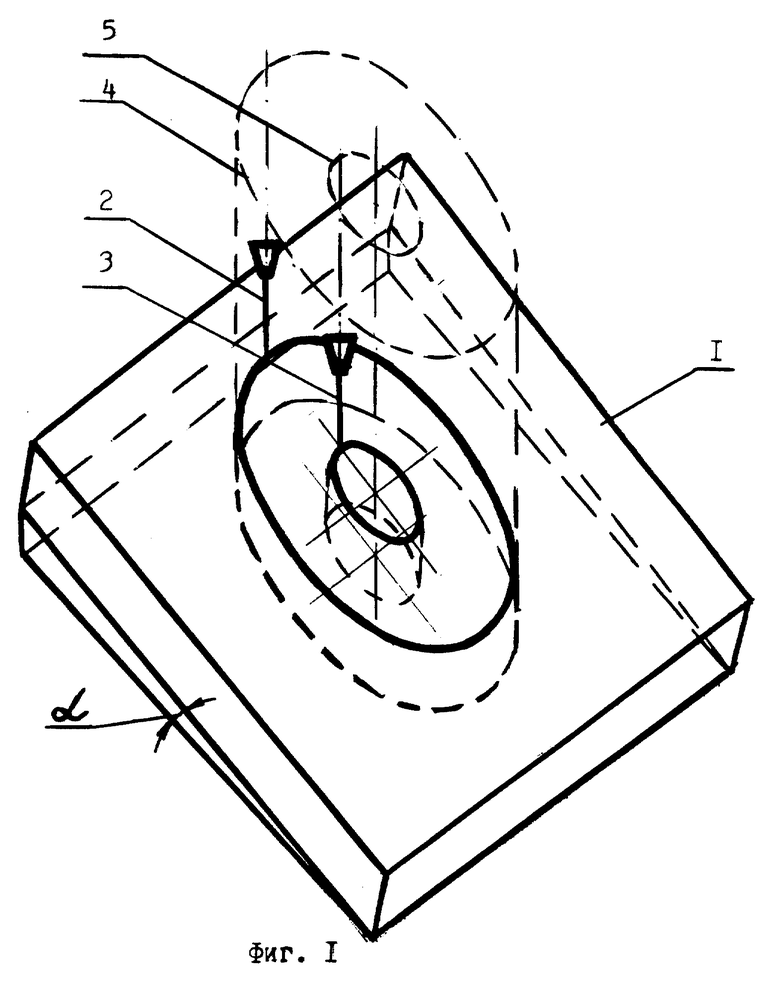
Способ формирования фасонного полировального круга, включающий его раскрой по контуру из настила, отличающийся тем, что перед раскроем производят наклон настила относительно горизонтальной оси на острый угол, раскрой выполняют резанием посредством двух параллельных тонких сверхзвуковых струй жидкости по траекториям движения, расположенным в плоскости, параллельной плоскости настила и образованным замкнутыми эллиптическими контурами, соответствующими внешней и внутренней цилиндрическим поверхностям полировального круга, при этом расстояние от начала формирования струй жидкости до настила выбирают из условия полного его прорезания при движении струй жидкости по соответствующим траекториям с величиной рабочей подачи.
| Абразивный инструмент | 1988 |
|
SU1511100A1 |
| "Технологические инструкции по изготовлению вулканитовых и гибких полировальных кругов", Южно-Уральский ЦНТИ, 1970, с.48 | |||
| US 3653858, 04.04.1972. | |||
