Изобретение относится к машиностроению и может быть использовано при шлифовании разнообразных деталей, особенно из трудношлифуемых материалов, предрасположенных к дефектообразованию в виде прижогов и трещин.
Известен способ формирования прерывистых абразивных кругов путем прорезки пазов на рабочей поверхности обычных абразивных кругов /1/.
Недостатком этого способа является дополнительные затраты на прорезание пазов на специальных или заточных станках, оснащенных делительными устройствами. Кроме того прерывистые шлифовальные круги, обработанные по известному способу, уменьшают виброустойчивостъ, прочность и имеют уменьшенную площадь рабочей поверхности, что снижает размерную и общую стойкость инструмента, качество и производительность обработки.
Известен способ формирования на режущей поверхности круга впадин в форме архимедовой спирали, который осуществляют при одновременной радиальной подаче и возвратно-поступательных перемещениях правящего инструмента вдоль образующей режущей поверхности, с частотой, кратной частоте вращения круга /2/.
Недостатком известного способа является некоторая сложность процесса формообразования прерывистых кругов, в которых уменьшены: площадь рабочей поверхности, виброусточивость, прочность, снижающие размерную и общую стойкость инструмента, качество и производительность обработки.
Задачей изобретения является повышение производительности процесса формообразования прерывистого круга, увеличение стойкости, виброустойчивости и производительности обработки.
Поставленная задача решается с помощью использования способа формирования прерывистого шлифовального круга, который устанавливают на валу, при этом в качестве шлифовального круга берут сборный цилиндрический круг, составленный из тонких абразивных дисков, закрепленных на общем валу без осевого зазора, поворачивают диски на угол α к плоскости, перпендикулярной оси общего вала, образуя наклонный прерывистый круг с овальной периферийной поверхностью, имеющей выступы и впадины, а по мере износа выступов и превращения круга в наклонный цилиндрический круг диски поворачивают в исходное положение на угол α с образованием прямого прерывистого круга и превращением соответственно впадин и выступов наклонного круга в выступы и впадины прямого круга, кроме того после износа выступов прямого круга диски устанавливают наклонно и процесс повторяют.
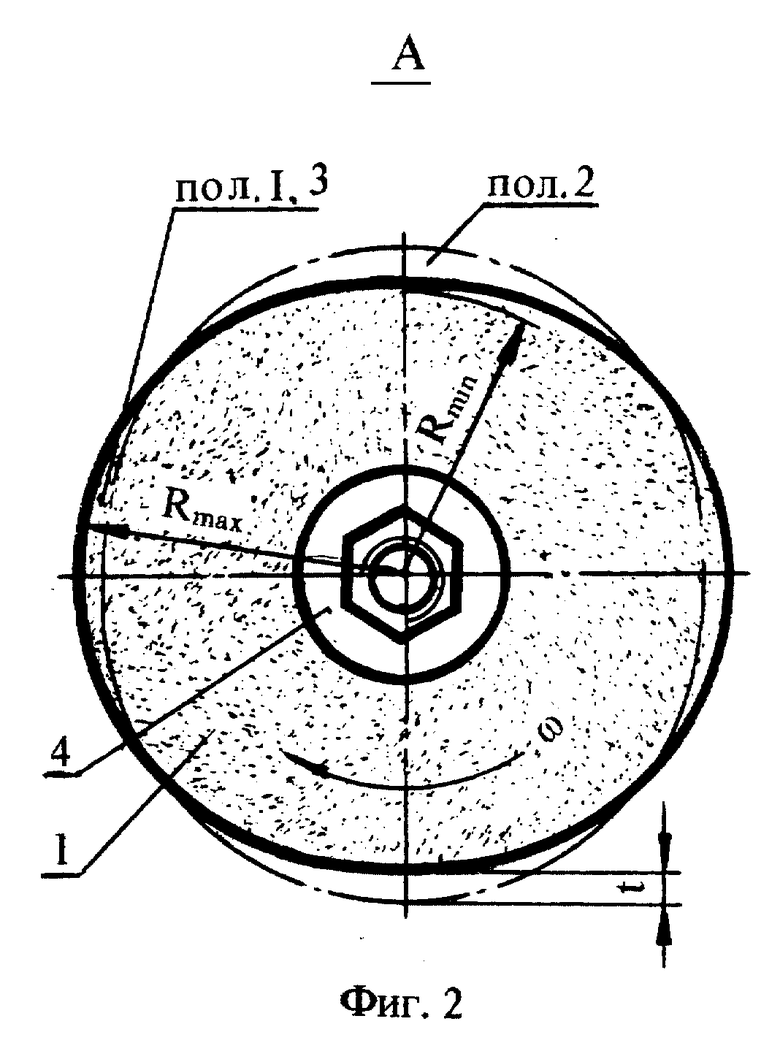
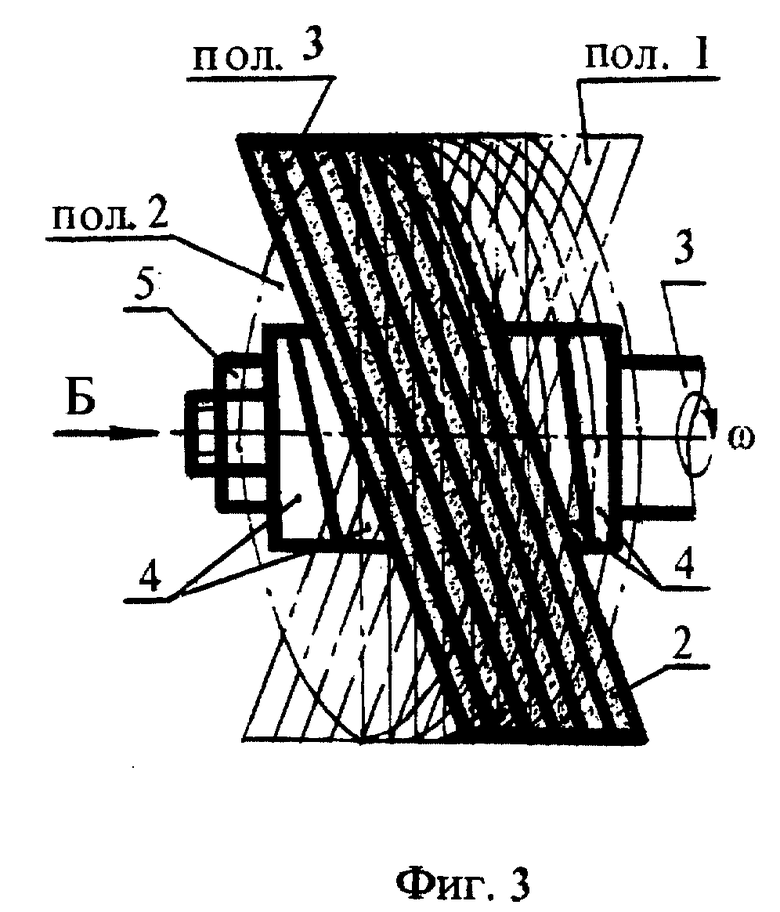
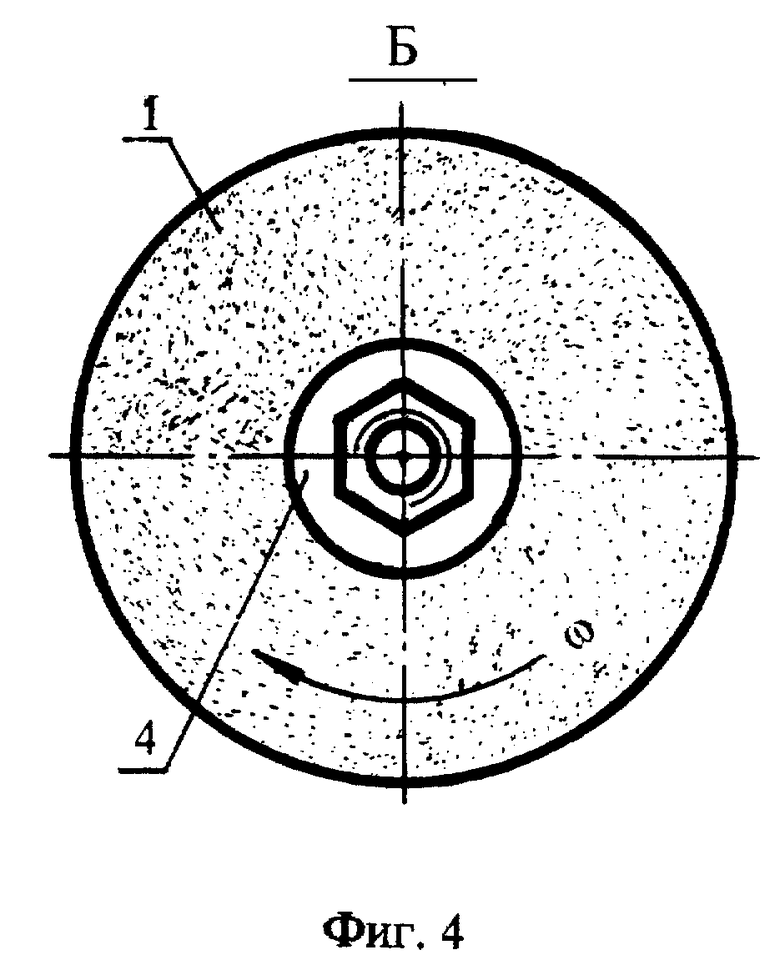
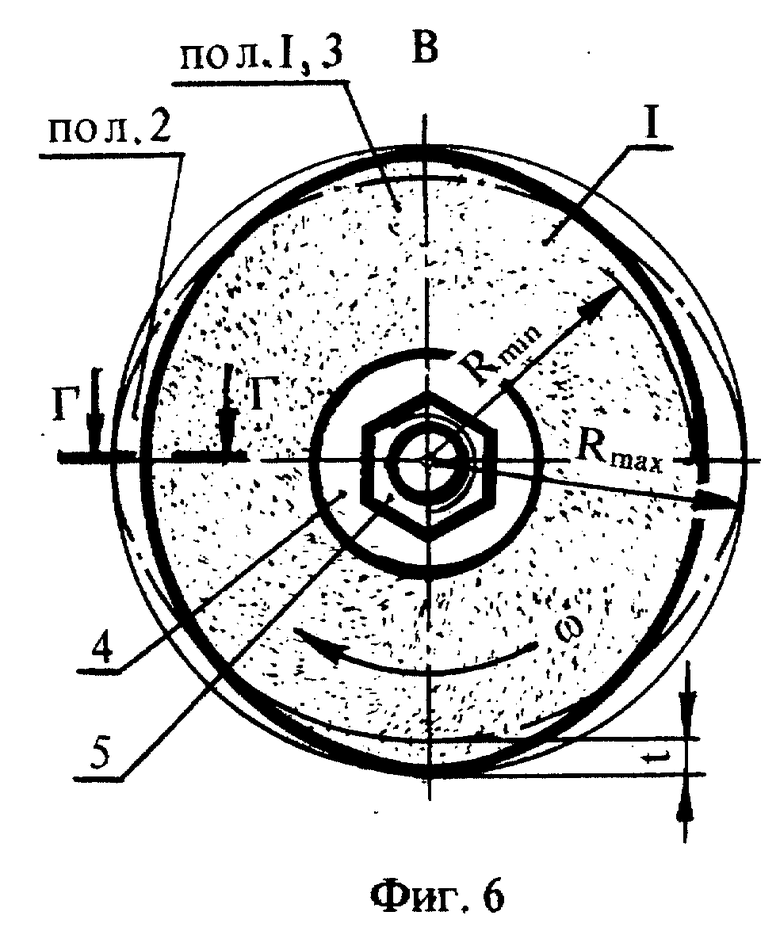
На фиг. 1 схематично изображен инструмент для осуществления предлагаемого способа формирования прерывистого шлифовального круга, установленный под углом α к плоскости, перпендикулярной оси вращения; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - тот же инструмент, изношенный до цилиндрической режущей периферийной поверхности; на фиг. 4 - вид Б на фиг. 3; на фиг. 5 - тот же инструмент, установленный под нулевым углом наклона; на фиг. 6 - вид В на фиг. 5; на фиг. 7 - разрез Г-Г на фиг. 6.
Предложенный способ формирования прерывистого шлифовального круга 1, состоящего из тонких абразивных дисков 2, закрепленных без осевого зазора на общем валу 3 с помощью косых шайб 4 и гайки 5, осуществляют путем наклона дисков 2 на угол α к плоскости, перпендикулярной оси вращения. При этом угол α выбирают из условия
α ≥ arccos[1-2(Rmax-Rmin)/Do],
где Rmax, Rmin - радиусы окружностей выступов и впадин, которые находятся в зависимости t= Rmax-Rmin;
t - глубина шлифования;
Dо - наружный диаметр тонкого абразивного диска.
Как видно из фиг. 2, установленный наклонно сборный шлифовальный круг 1 имеет овальную периферийную поверхность с выступами и впадинами, размеры которых соответственно Rmax и Rmin. Превращенный из цилиндрических с наружным диаметром Dо тонких абразивных дисков 2 в прерывистый, шлифовальный круг 1 с овальной наружной поверхностью, позволяет вести обработку с использованием всей периферийной рабочей части с сохранением преимуществ процесса прерывистого шлифования.
При продолжительной работе круга 1 по мере износа и самозатачивания выступающие части сравниваются с впадинами и инструмент из овального превращается в наклонный цилиндрический (фиг. 3 и 4). Далее, чтобы вновь сформировать прерывистый шлифовальный круг 1, достаточно вернуть абразивные диски 2 в исходное положение, т.е. установить их прямо под углом α, равным нулю. При этом изношенные выступающие части превращаются во впадины, а впадины - в выступы (фиг. 5 и 6). Кроме того, вновь образовавшиеся на дисках 2 выступы имеют наклонную под углом α относительно цилиндрической образующей периферийную рабочую режущую поверхность, которая в сборном круге 1 представляется в виде зубцов, эффективно участвуя в резании (фиг. 5). Вновь образованные впадины имеют режущую периферийную поверхность, перпендикулярную торцам дисков (фиг. 7). Далее по мере износа выступов прямого сборного круга, который превращается из прерывистого в обычный цилиндрический, поворачивают диски 2 на угол α1 и т.д. Угол α1 будет несколько больше угла α, т.к. диаметр Dо уменьшился. Возможность установки круга 1 под различными α,α1,α2...до αmax обеспечивается косыми шайбами 4, которые устанавливаются по две штуки с каждого торца сборного круга. Шайбы 4 имеют не параллельные торцы, которые выполнены под углом αmax/2, и, находясь в паре, могут образовывать между внешними торцами угол от 0 до αmax. Поворотом относительно продольной оси одной шайбы при подвижной другой обеспечивается установка и плавная регулировка угла наклона сборного круга 1.
Пример. Проводили обработку отверстия втулки на внутришлифовальном станке мод. ЗК228В. Материал обрабатываемой детали - сталь 45Х ГОСТ 4543-71 (НВ 229), диаметр обработки отверстия ⊘ 120 мм, длина обработки 55 мм, припуск на сторону h = 0,25 мм, режущий инструмент - отрезные диски 100 • 3,2 • 20 24А 25-НСТЗ 41 БУ 80 м/с, 2 кл. ГОСТ 21963-82. Количество абразивных отрезных дисков в сборном круге - 13 шт. Режим обработки: скорость обрабатываемой детали - 30 м/мин; минутная продольная подача Sпр = 2500 мм/мин; скорость вращения инструмента - 20 м/с; поперечная подача круга - 0,02 мм/дв.ход. Угол наклона сборного шлифовального круга α = 1o36'; радиус окружностей выступов Rmax = 50 мм; радиус окружностей впадин Rmin = 49,98 мм. Обработка наклонным кругом велась до износа выступов до ⊘ 99,9 мм - при этом диаметре круг стал наклонным цилиндрическим. Далее, круг подвергли переналадке и установили угол α = 0, тогда Rmax = 49,97 мм; Rmin = 49,95 мм и т.д. Обработка втулки осуществлялась за 10 проходов. Охлаждающая жидкость - эмульсия.
Абразивная обработка сборным кругом, подвергнутым формированию прерывистой поверхности предлагаемым способом, позволила в 4 раза увеличить подачу на двойной ход и получить качественную обработанную поверхность требуемой шероховатости (Rа = 1,25 мкм) без прижогов и микротрещин. На обработку затрачено То = 0,55 мин. На обработку обычными кругами требуется То = 2,75 мин.
Это сравнение позволяет судить о том что сборные круги, прошедшие формирование прерывистой поверхности предлагаемым способом, повышает производительность в несколько раз и обеспечивают качество.
Предлагаемый способ формирования прерывистого шлифовального круга не требует дополнительных затрат, оборудования и приспособлений на реализацию, он прост и надежен.
Шлифовальные круги с прерывистой поверхностью, сформированной разработанным способом, виброустойчивы, так как при резании отсутствуют удары и впадины плавно переходят в выступы и наоборот.
Прерывистые круги, сформированные по предлагаемому способу, прочны и работают всей периферийной режущей поверхностью, что повышает размерную и общую стойкость инструмента, качество и производительность обработки.
Простота переналадки обычных стандартных кругов в прерывистые и наоборот, не требующая специальной правки и профилирования, которую необходимо применять в прототипе, свидетельствует об эффективности предлагаемого способа формирования прерывистых шлифовальных кругов.
Источники информации.
1. Якимов А. В. Оптимизация процесса шлифования. - М.: Машиностроение, 1975, с. 97-99.
2. А.с. СССР N 1266716, кл. B 24 B 53/00, 1986 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНЫЙ ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2129952C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПРЕРЫВИСТОГО ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2205101C1 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2123925C1 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2001 |
|
RU2188114C1 |
| СБОРНЫЙ ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ С АКСИАЛЬНО-СМЕЩЕННЫМ РЕЖУЩИМ СЛОЕМ | 2001 |
|
RU2205743C1 |
| СБОРНЫЙ МНОГОНИТОЧНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1999 |
|
RU2167759C1 |
| ПРОДОЛЬНО-ПРЕРЫВИСТЫЙ СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2192344C1 |
| СПОСОБ ПРОДОЛЬНО-ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 2001 |
|
RU2185269C1 |
| СПОСОБ ВИБРОУСТОЙЧИВОГО ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 2000 |
|
RU2177395C1 |
| СБОРНЫЙ ПРОДОЛЬНО-ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2200083C1 |

Изобретение относится к машиностроению и может быть использовано при шлифовании разнообразных деталей, особенно из трудношлифуемых материалов, предрасположенных к дефектообразованию в виде прижогов и трещин. Для формирования прерывистого шлифовального круга, используют сборный круг, составленный из тонких абразивных дисков, закрепленных без осевого зазора на общем валу. Путем поворота дисков на угол α к плоскости, перпендикулярной оси вала, превращают сборный круг из цилиндрического в овальный с выступами и впадинами, т. е в наклонный прерывистый. При длительной работе при износе выступов благодаря самозатачиванию круг превращается в наклонный цилиндрический. Путем возврата дисков в первоначальное исходное положение снова превращают сборный круг в прерывистый, но уже прямой, работающий с углом наклона α = 0. При этом бывшие впадины наклонного круга превращаются в выступы прямого круга, а бывшие выступы наклонного - в впадины прямого круга. По мере износа выступов прямого круга и превращения его в цилиндр устанавливают диски наклонно и процесс повторяют. Предлагаемый способ формирования прерывистого шлифовального круга не требует дополнительных затрат, оборудования и приспособлений для реализации, он прост и надежен. При резании отсутствуют удары и впадины плавно переходят в выступы и наоборот. Повышается размерная и общая стойкость инструмента, качество и производительность обработки. 7 ил.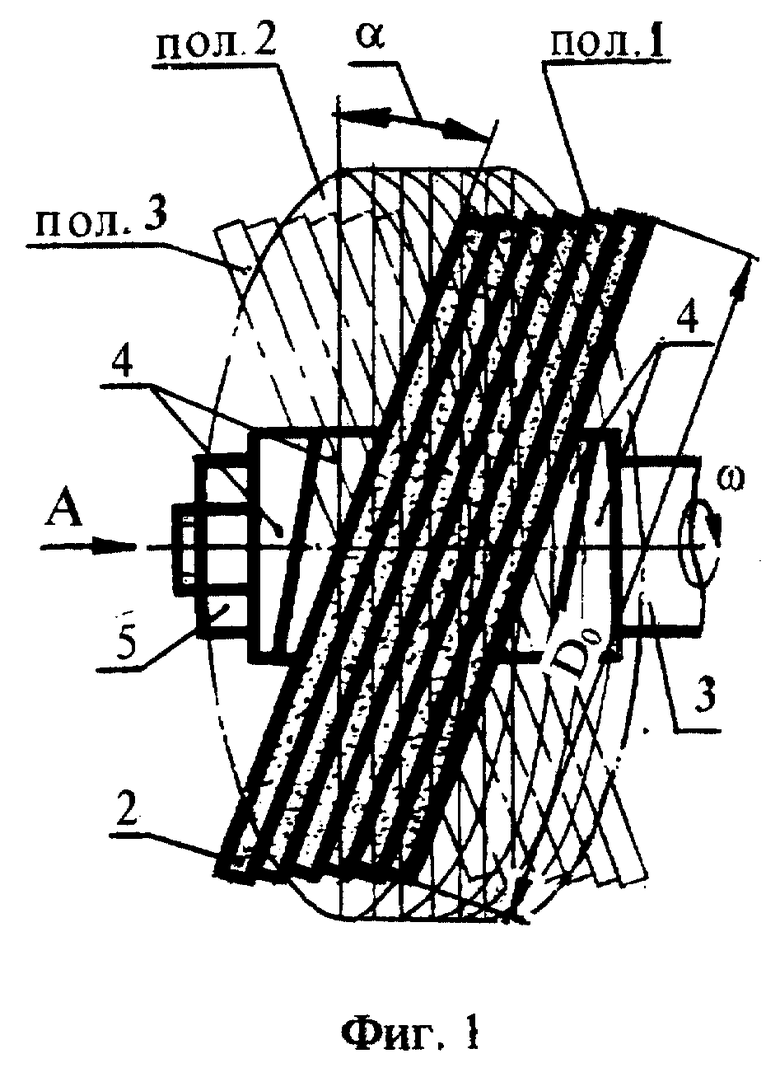
Способ формирования прерывистого шлифовального круга, который устанавливают на валу, отличающийся тем, что в качестве шлифовального круга берут сборный цилиндрический круг, составленный из тонких абразивных дисков, закрепленных на общем валу без осевого зазора, поворачивают диски на угол α к плоскости, перпендикулярной оси общего вала, образуя наклонный прерывистый круг с овальной периферийной поверхностью, имеющей выступы и впадины, а по мере износа выступов и превращения круга в наклонный цилиндрический круг диски поворачивают в исходное положение на угол α с образованием прямого прерывистого круга и превращением соответственно впадин и выступов наклонного круга в выступы и впадины прямого круга, при этом после износа выступов прямого круга диски устанавливают наклонно и процесс повторяют.
| Способ правки шлифовального круга | 1985 |
|
SU1266716A1 |
| Абразивный инструмент | 1988 |
|
SU1511100A1 |
| Абразивный инструмент | 1983 |
|
SU1174242A1 |
| Сборный шлифовальный круг | 1984 |
|
SU1194662A2 |
| Шлифовальный круг | 1981 |
|
SU1450991A1 |
| СПОСОБ ФОРМИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1995 |
|
RU2076036C1 |
| US 1976233 A, 28.10.29. | |||
