Изобретение относится к технологии получения металлических порошков с микрокристаллической структурой для порошковой металлургии, гальванических элементов и т.п.
Известен способ получения металлических порошков, в котором между электродами создают дугу, расплавляющую концы электродов, капли расплава падают на охлаждаемый вращающийся диск, который разбрасывает капли за счет центробежной силы (см. например, международную заявку PCT 88/01919, МКИ В 22 F 9/10).
Недостаток этого способа заключается в том, что для охлаждения частиц используется дополнительное устройство в виде диска с приводом и системой охлаждения диска, необходима специальная камера для сбора порошка, во взрывобезопасном исполнении ввиду пирофорности многих мелкодисперсных порошков.
Наиболее близким данному изобретению по технической сущности и достигаемому результату является способ получения металлического порошка с микрокристаллической структурой путем расплавления проволоки, непрерывно подаваемой в зону горения электрической дуги и эвакуации капель расплава в жидкий охладитель (см. например, заявку ФРГ N 3233402, МКИ В 22 F 9/14, 1980.
Однако в этом способе используется лишь одна проволока распыляемого материала, которая является электродом. В качестве второго электрода попользуется водоохлаждаемый вращающийся диск. Между проволокой и диском горит дуга постоянного тока, а сброс частиц осуществляется магнитным полем, специально создаваемым в зоне распыления. Операции проводят в атмосфере инертного газа, в вакууме или в ванне с жидкостью.
Одним из недостатков прототипа является наличие пассивного нерасходуемого электрода-диска, не участвующего в процессе образования порошка, так как он служит лишь для поддержания горения дуги. Другим недостатком является принципиальная невозможность устойчивой работы системы с вращающимся электродом на переменном токе. Поэтому для работы прототипа требуется источник питания специального типа с крутопадающей ("штыковой") характеристикой (как для любой свободно горящей дуги). Эти недостатки сжижают производительность процесса и неоправданно повышают сложность установки.
Получаемый таким способом порошок не обладает высокими антикоррозионными свойствами, так как процесс охлаждения порошка недостаточно интенсивен.
Целью настоящего изобретения является получение порошка с микрокристаллической структурой, имеющего повышенные антикоррозийные свойства.
Указанная цель достигается за счет того, что в способе получения металлического порошка с микрокристаллической структурой, включающем непрерывную подачу металлической проволоки и газа в зону горения электрической дуги, введение образовавшихся капель металла в жидкий охладитель и последующее извлечение порошка, в качестве газа используют продукты сгорания, например, стехиометрической смеси воздуха и углеводородного вещества при температуре, превышающей температуру кипения металла, причем при получении цинкового порошка в качестве охладителя используют раствор глицерина или этиламина в дистиллированной воде, перед извлечением порошок разделяют на фракции в охладителе путем центробежной сегрегации, а извлечение порошка производят путем выпаривания охладителя.
Анализ технической и патентной литературы показал, что несмотря на наличие в ней большого количества работ, посвященных получению материалов с микрокристаллической структурой ("Доклады АН СССР", 1982, т.267, N 3, стр. 619-623, акцептованная заявка Великобритании Национальная классификация С7Х N 1587895, 1978 г. и другие), полная совокупность последовательных действий, изложенная выше не обнаружена, что позволяет сделать вывод о том, что предлагаемое техническое решение удовлетворяет критерию "Новизна".
На фиг. 1 представлена структурная схема устройства для реализации данного способа;
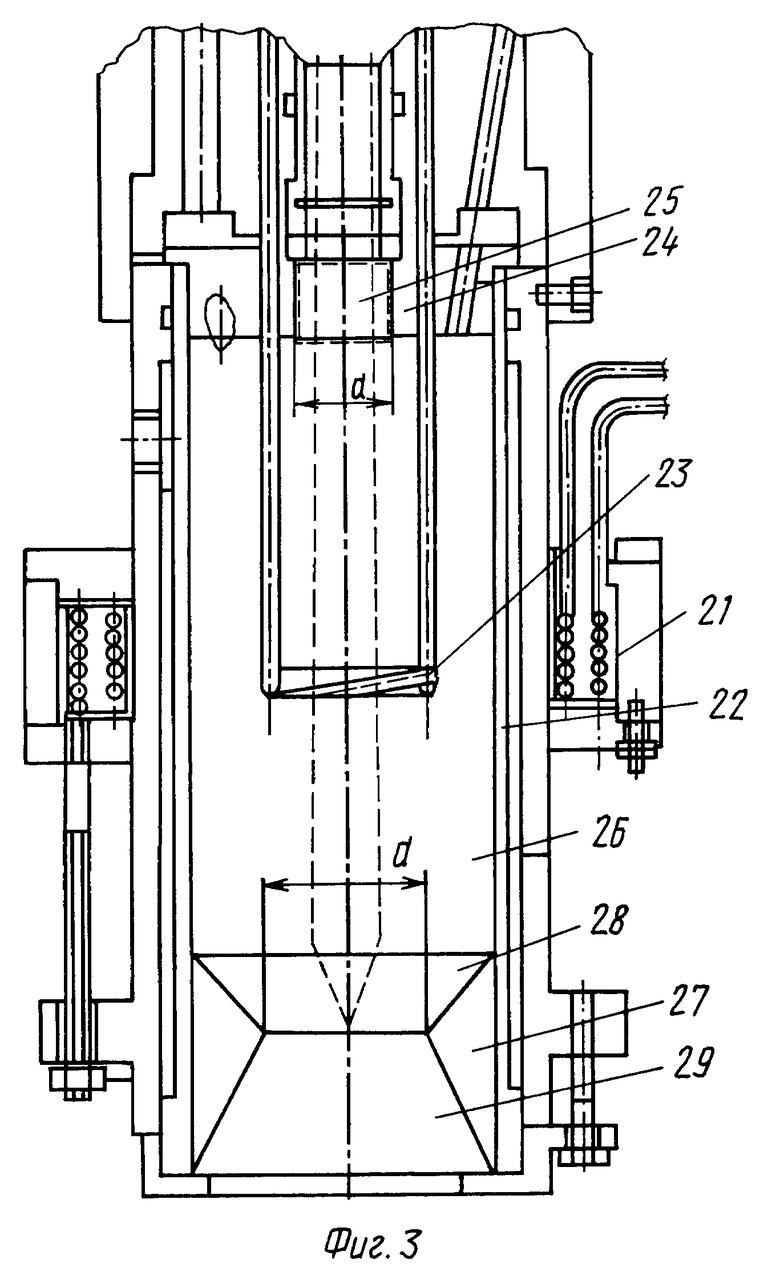
На фиг. 2, 3 - схемы плазмотронов коаксиального типа, в которых распыляемый металл подается через центральный электрод;
На фиг. 4 - схема установки с двухпроволочным электродуговым металлизационным аппаратом;
Устройство для получения металлического порошка содержит установленные на основании: блок непрерывной подачи проволоки 1, устройство дня расплавления проволоки 2, узел 3 для эвакуации капель расплава, в который из агрегата 4 подается воздух, а из агрегата 5 - углеводородный газ. Смесь углеводородного газа из узла 3 распыляет металл в ванну 6 с жидкостью, в качестве которой используют растворы этиламинов в дистиллированной воде. Гранулы порошка разделяются по фракциям в разделителе 7 фракций. После разделения на фракции порошок сушат в блоке 8 сушки порошка, куда подают из источника 9 инертный газ. Устройство снабжено источником электропитания 10 и приборами контроля 11 и управления 12.
Устройство для расплавления проволоки может быть выполнено в виде блока расплавления 2-х проволок или в виде плазмотронов с расплавлением одного прутка коаксиальным потоком низкотемпературной плазмы.
Плазмотрон (фиг. 2) состоит из полого медного охлаждаемого электрода 13, установленного внутри него по оси медного охлаждаемого электрода 14, имеющего осевой сквозной канал 15 для подачи расплавляемого материала проволоки, соленоида 16, надетого на корпус электрода 13, выхлопного сменного профилированного охлаждаемого сопла 17, узла 18 ввода смеси воздуха с углеводородным газом, который является плазмообразующим газом, содержащего торцевую заднюю крышку-изолятор 19 с отверстиями 20 для подачи плазмообразующего газа, блока 2 подачи распыляемой проволоки.
Плазмотрон работает следующим образом. В системы охлаждения электродов 13, 14 и сопла 17 подается вода. Затем через отверстия 20 в крышке-изоляторе 19 в полость электрода 13 подается газ. Возбуждается дуговой разряд в кольцевом зазоре между электродами 13 и 14. В результате взаимодействия собственного магнитного поля дуги и осевого поля соленоида 16 дуга приходит в движение, вращаясь в зазоре в плоскости, нормальной оси плазмотрона. При протекании газа через зону вращения дуги, температура его повышается до 4000 - 4500 К. Так как дуга является плохо продуваемым телом, она при своем движении закручивает поток газа. Во избежание этого эффекта (приводящего к периферийной сепарации частиц материала) отверстия 20 в крышке-изоляторе 19 выполнены так, что поступающий в камеру плазмотрона газ приобретает закрутку в сторону, противоположную направлению вращения дуги. В результате газ, проходящий через зону дуги, полностью теряет закрутку вдоль оси плазмотрона и попадает в выходное сопло 17. Через осевой канал 15 в электроде 14 блоком 1 подается материал в виде проволоки, который нагревается, расплавляется плазмой и нагревается до температуры, близкой к температуре кипения. Расплав распыляется смесью воздуха с углеводородным газом в ванну с раствором этиламинов, обеспечивая скорость охлаждения капель 105 - 107 град/с.
Другой вариант плазмотрона для получения порошка показан на фиг. 3. Плазмотрон содержит соленоид 21, наружный охлаждаемый электрод 22, внутренний электрод 23, изолирующую втулку 24, через канал 25 которой в камеру 26 подается напыляемый материал, и сменное сопло 27, состоящее из входного сужающего участка 28 и выходного расширяющего 29,
Плазмотрон работает следующим образом. В плазмотрон подается плазмообразующий газ (смесь воздуха с углеводородным газом) и охлаждающая жидкость.
В кольцевом зазоре между электродами 22 и 23 возбуждается электрический разряд. Через канал 25 в изолирующей втулке 24 в камеру 26 подается пруток проволоки.
В сечении перехода от сужающегося конуса к расширяющемуся пограничный слой, образующийся на стенках сопла выше по потоку, срывается и проходное сечение для газа оказывается равным сечению сопла. В результате расход газа через сопло возрастает. Плазмотрон позволяет получать порошки из прутковых и проволочных материалов диаметром до 20 мм, что дает возможность использовать прокат черных и цветных металлов. Ресурс одной пары электродов при работе на сжатом воздухе непосредственно от компрессора с давлением до 0,6 МПа при токе 500-700 А составляет приблизительно 150 часов.
Расплав и распыление могут осуществляться в двухпроволочном электродуговом металлизационном аппарате. Схема установки приведена на фиг.4.
Установка содержит раму 27, каркас 28, кассеты для проволоки 29, электродуговой металлизатор 30, блок колошников 31, приемник порошка 32, тележку 33 и фиксатор 34. Электрометаллизаторы 30 устанавливаются с возможностью вертикального перемещения для регулировки расстояния до свободной поверхности жидкости в приемнике порошка 32. Колошники 31 это усеченные конусы с отверстиями в центре и отверстиями в конической части для выхода газа, смещенные относительно друг друга в шахматном порядке. Количество колошников, зазор между ними, место расположения в приемнике определяется экспериментально для каждого порошка. В состав установки отдельным блоком входит генератор защитного газа 35, который состоит из вентилятора, газовой горелки, камеры сгорания и системы запорно-регулирующей арматуры для регулировки коэффициента избытка воздуха и расхода продуктов сгорания.
Осуществление способа проиллюстрировано на примере получения порошка цинка в двухпроволочном электродуговом металлизационном аппарате, работающем на переменном токе, и порошка меди на плазмотроне, изображенном на фиг. 4.
Пример осуществления способа.
Способ осуществляется в следующей последовательности:
1. Приемник порошка заполняется водным раствором этиламина. Тип этиламина и концентрация водного раствора определяется предварительно, исходя из теплоемкости раствора и химической активности получаемого порошка.
2. Электродуговой металлизатор устанавливается на раме так, чтобы его сопло было обращено вниз к свободной поверхности жидкости. Ось сопла совпадает с осью приемника порошка.
3. Распыляемую проволоку очищают от грязи и консервационной смазки, наматывают на кассеты и устанавливают на кронштейне установки. Проволоку с обеих кассет заправляют в электродуговой металлизатор так, чтобы их концы соединились.
4. Включают генератор защитной среды, устанавливают расходы углеводородного газа и воздуха для обеспечивания требуемого состава продуктов сгорания.
5. Включают компрессор и соединяют его входной патрубок с выходной магистралью генератора защитного газа.
6. Открывают подачу газа от компрессора к электродуговому металлизатору и устанавливают его расход, равным заранее определенной величине для каждого материала и требуемой дисперсности получаемого порошка.
7. Включают подачу напряжения на электродуговой металлизатор от сетевого трансформатора переменного тока промышленной частоты.
8. Включают электродуговой металлизатор на заранее подобранном режиме по току и напряжению и распыляют проволоку в приемник порошка.
9. Порошок вместе с жидкостью рассеивают по необходимым фракциям.
10. Нужную фракцию извлекают из жидкости и сушат в атмосфере инертного газа.
11. После сушки порошок пофракционно упаковывают в герметичную тару. Таким образом, при осуществлении настоящего способа в отличие от известных, необходимая для образования микрокристаллических структур порошка скорость охлаждения 105 - 107 град/с, в результате которой частицы металла затвердевают раньше, чем происходит их кристаллизация, достигается за счет того, что кипящий металл распыляют высокоскоростным газовым потоком в жидкость комнатной температуры; это обеспечивает процессу повышенную экономичность и удобство осуществления. В то время как в существующих устройствах ту же скорость охлаждения достигают путем охлаждения от температуры плавления до криогенной температуры.
Таким образом данный способ получения металлического порошка позволяет изготавливать порошки с повышенными антикоррозийными свойствами, т.е. достигается цель изобретения. Таким способом могут быть получены порошки микрокристаллического цинка, никеля, меди, алюминия.
Полученный порошок цинка был испытан на коррозионную стойкость с основной фракцией частиц в 63 мкм. Форма частиц порошка в основном сферическая, металлографический анализ травленных шлифов частиц порошка на инструментальном микроскопе при увеличении в 200 раз показал, что микрочастицы состоят из микрокристаллических зерен размером 0,7-1,1 мкм с включением игольчатых структур размером в поперечнике 0,03 мкм и в длину 0,7-0,9 мкм, а также дендритных структур с разветвленностью до 0,12-0,17 мкм. Наличие трех структур заказывает на то, что испытанный порошок цинка был смесью микрокристаллического и аморфизированного цинка. Исследование образцов порошка цинка на электронном микроскопе при 8500-кратном увеличении показало дислокации дефектов решетки по краям зерен и до 50% дефектов решетки цинка в игольчатых и дендритных структурах.
Испытания трех типов микрокристаллического цинкового порошка проводились в коррозиметрах. Испытывались следующие типы:
- изготовленного в среде защитного газа с контролируемой степенью окисленности и сушкой с атмосфере аргона при комнатной температуре при распылении в 2% раствор моноэтиламина в дистиллированной воде при скорости охлаждения 106 - 107 град/с;
- изготовленного методом напыления воздухом в 1 % раствор моноэтиламина в дистиллированной воде с диэлектрической постоянной 80 в металлической коррозионно-стойкой емкости при скорости охлаждения порошка 107 - 108 град/с. При этом способе основного вещества было получено 89%;
- изготовленного методом напыления в бидистиллированную воду с 5-процентным раствором диэтиламин с диэлектрической постоянной 81 в стеклянной емкости при скорости охлаждения порошка 107 - 108 град/с. При этом способе основного вещества было получено 93%.
В качестве контрольного образца брали смесь цинковых порошков ПЦ6 и ПЦ7, изготовленных в соответствии с существующей технологией производства.
Испытания первого типа цинкового порошка показали следующие результаты:
- скорость коррозии аморфного цинкового порошка
К м а.ц. = 0,056 мл H2/г•сутки
- скорость коррозии контрольной смеси цинковых порошков
К м контр. = 0,12 мл H2/г•сутки
При методике ВНИИТ скорость коррозии цинка при температуре по Цельсию от 10 до 30 градусов не должна превышать:
для ПЦ-6 0,1 мл. H2/г•сутки
для ПЦ-7 0,3 мл. H2/г•сутки
Таким образом следует, что полученный описанным способом порошок цинка имеет более высокие антикоррозийные свойства, чем известные порошки цинка.
Из первого типа цинкового порошка была изготовлена активная цинковая масса отрицательного электрода без содержания ртути. Активная масса представляет собой микродисперсную структуру с хорошим загущением до пенетрации 200-230 единиц. Для испытания были изготовлены с использованием активной массы пастированного цинка без содержания ртути две партии щелочных химических источников тока А343 и единовременно были отобраны две партии контрольных источников типа А343. Наблюдения проводились за электрическими параметрами изготовленных химических источников тока (ИТ) А343 в течение 10 месяцев. Результаты наблюдений представлены в табл.1 (см. в конце описания).
Испытания второго типа цинкового порошка показали следующие результаты:
- скорость коррозии микрокристаллического цинкового порошка, напыленного в металлическую тару с раствором, порошок влажный
К м а.ц.м.д. = 0,33 мл H2/г•сутки
- скорость коррозии микрокристаллического цинкового порошка, напыленного в металлическую тару с раствором, затем перед испытанием высушенного в термошкафу при температуре по Цельсию 105 градусов и выдержанного трое суток на воздухе
Км а.ц.м.д. = 0,09 мл H2/г•сутки
- скорость коррозии микрокристаллического цинкового порошка, напыленного в металлическую тару с раствором, затем перед испытанием высушенного в термошкафу при температуре по Цельсию 105 градусов и без выдержки заправленного в коррозиметры
К м а.ц.м.д. = 0,05 мл H2/г•сутки
Испытания третьего типа цинкового порошка показали следующие результаты:
- скорость коррозии микрокристаллического цинкового порошка, напыленного в стеклянную тару с раствором, порошок влажный
Км а.ц.с.д. = 0,24 мл H2/г•сутки
- скорость коррозии микрокристаллического цинкового порошка, напыленного в стеклянную тару с раствором, затем перед испытанием высушенного в термошкафу при температуре по Цельсию 105 градусов и выдержанного трое суток на воздухе
К м а.ц.с.д. = 0,12 мл H2/г•сутки
- скорость коррозии микрокристаллического цинкового порошка, напыленного в стеклянную тару с раствором, затем перед испытанием высушенного в термошкафу при температуре по Цельсию 105 градусов и без выдержки заправленного в коррозиметры
К м а.ц.с.д. = 0,05 мл H2/г•сутки
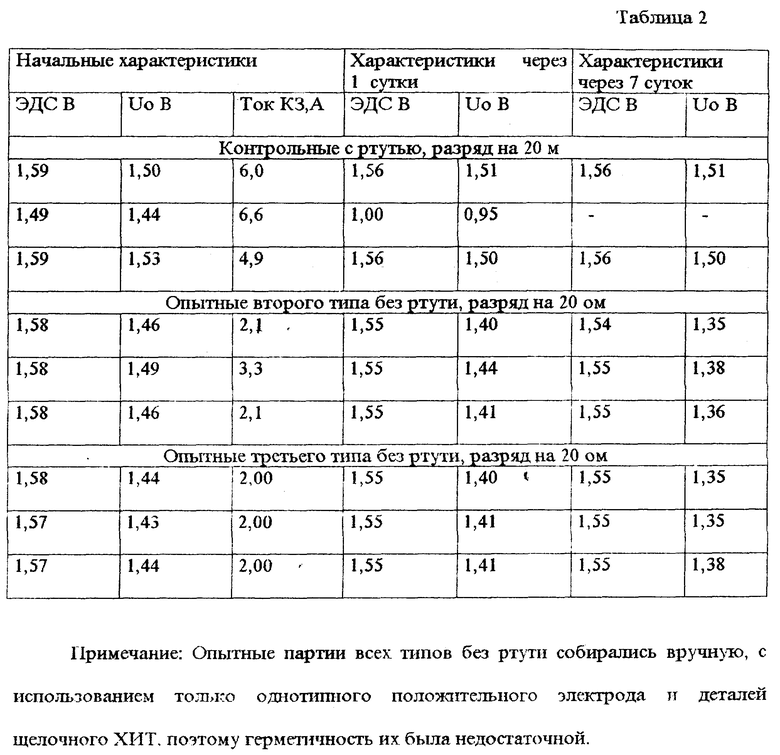
Из цинковых порошков второго и третьего типов с коррозионной стойкостью 0,05 мл H2/г•сутки была изготовлена активная масса отрицательного электрода, причем из каждого типа в отдельности. Массы имели пенетрацию 190-220 с микродисперсионным составом и загущались быстро. После этого были собраны щелочные ХИТ А332 по три элемента в каждом варианте и отобраны три контрольных элемента, изготовленных стандартным способом. Результаты испытаний приведены в табл. 2 (см. в конце описания).
Приведенные результаты позволяют сделать следующие выводы.
1. Скорость коррозии микрокристаллического цинкового порошка имеет значения в два раза ниже по сравнению со значениями скорости коррозии смеси цинковых порошков ПЦ-6 и ПЦ-7, а также и в сравнении с каждым из них в отдельности.
2. Скорость коррозии, определенная в лабораторных коррозиметрах оказалась в 2,5-4 раза ниже, чем у стандартных порошков.
3. Проведенные эксперименты показывают возможность управления скоростью коррозии микрокристаллического цинкового порошка и позволяют использовать его в ХИТах без ртути или с ее заменой на другой ингибитор.
4. Собранные опытные щелочные источники тока с предлагаемым цинковым порошком, особенно первого типа, показывают реальную возможность использования такого порошка в ХИТах, что улучшит экологическую обстановку на предприятиях. Одновременно это даст большой экономический эффект, если учитывать при этом расходы на ртуть, на очистные сооружения и утилизацию брака.
Порошок первого типа имел степень окисленности 0,1% - 0,3%, а коэффициент избытка воздуха в смеси был равен 1,1. Порошок второго типа имел степень окисленности 4,8% - 5,2%. Порошок третьего типа имел степень окисленности 2,3% - 2,7%, а коэффициент избытка воздуха в смеси был равен 1,4 - 1,7.
Температура частиц распыляемого металла контролировалась на концах проволок методом малой монохроматизации, а также спектрографом ИСП-51. Во всех случаях температура оказалась соответствующей 900 ± 10oC, что соответствует температуре кипения.
Порошок меди получался из прутков диаметром 8 мм из меди МЗ. Рентгеноструктурный фазовый анализ частиц порошка меди проведен на рентгеновском диффрактометре ДРОН-2 на медном излучении с никелевым фильтром. Во всех образцах обнаружена высокотемпературная фаза Cu2O (окись меди) в количестве, меньше 5% по объему. В исходном материале - прутке из меди М3 - ее нет. Она появляется в частицах порошка из-за взаимодействия частиц меди с кислородом воздуха.
Характерным признаком микрокристаллической структуры являются кристаллы вблизи границы раздела, на которой происходит быстрое охлаждение. Такой границей является внешняя поверхность частиц. Как следует из анализа шлифов, столбчатая ориентация зерен частиц постепенно ослабевает по мере удаления от поверхности частицы. Предполагается, что переход от столбчатой к хаотически ориентированной зеренной морфологии является результатом существенного понижения скорости охлаждения и, следовательно, скорости роста зерна, что, в свою очередь, является следствием выделения теплоты кристаллизации. Формирование метастабильной фазы, являющейся результатом быстрого затвердевания расплавленных частиц, должно в определенной степени зависеть от топографии поверхности жидкости и от того, как расположились на ней частицы при соударении с жидкостью.
Анализ размеров зерен показал, что в зоне столбчатой структуры они не превышают 1-2 мкм. Как оказалось, имеются общие черты процесса затвердевания частиц. Для всех микроструктур, наблюдаемых в верхних слоях полученных частиц характерны удлиненные столбчатые зерна. Различимы две морфологические системы зерен. Как в мелких, так и в более крупных продолговатых зернах заметно значительное число двойников. Разнонаправленная (хаотическая) ориентация может возникать в процессе быстрого роста зерна за счет рекристаллизации и двойникования по плоскостям {1 1 1}. Кроме того, высокая плотность дислокаций в меди приводит к рекристаллизации и появлению множества мелких трещин.
В целом обнаруживается много микроструктурных аналогий между медью, закаливаемой из жидкого состояния по обычной методике (например на медном охлаждаемом диске) и медью, полученной плазменным распылением на созданной установке.
Следует отметить, что на весьма обширных зонах шлифов структуру зеренной морфологии выявить не удалось.
Этот факт в сочетании с данными рентгеноструктурного фазового анализа также указывает на микрокристаллическую структуру материала полученных частиц порошка.
Таким образом, быстрое затвердевание распыленных воздушной плазмой металлических частиц приводит к образованию микрокристаллической структуры с высокой концентрацией дефектов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МЕТАЛЛИЗАЦИИ ИЗДЕЛИЙ | 2002 |
|
RU2211257C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ БУКСОВЫХ ШЕЕК ОСЕЙ КОЛЕСНЫХ ПАР | 2008 |
|
RU2371293C1 |
| Устройство для получения мелкодисперсного металлического порошка в электродуговом плазменном реакторе | 2023 |
|
RU2832032C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКОВ ВЫСОКОРЕАКЦИОННЫХ МЕТАЛЛОВ И СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2173609C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОГО НАПЫЛЕНИЯ ПОКРЫТИЯ | 2019 |
|
RU2715827C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ БУКСОВЫХ ШЕЕК ОСЕЙ КОЛЕСНЫХ ПАР ПОДВИЖНОГО СОСТАВА И ПУТЕВЫХ МАШИН | 2008 |
|
RU2380208C1 |
| Плазмотрон для получения порошковых материалов | 2020 |
|
RU2749533C1 |
| Способ получения изделий из гранул, выполненных из сплавов на основе никеля или из сплавов на основе титана | 2023 |
|
RU2799458C1 |
| СПОСОБ ПОЛУЧЕНИЯ СПЕЦИАЛЬНЫХ ПОКРЫТИЙ И ТВЕРДОТЕЛЬНЫХ ФОРМ НА ХУДОЖЕСТВЕННЫХ ИЗДЕЛИЯХ ИЗ МЕТАЛЛИЧЕСКИХ И НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2011 |
|
RU2475365C2 |
| ЭЛЕКТРОДУГОВОЙ МЕТАЛЛИЗАТОР | 2002 |
|
RU2220008C1 |



Способ включает непрерывную подачу металлической проволоки и газа в зону горения электрической дуги, введение образовавшихся капель металла в жидкий охладитель и последующее извлечение порошка, причем в качестве газа используют смесь воздуха и углеводородного вещества при температуре, превышающей температуру кипения металла, а в качестве охладителя - раствор глицерина или этиламина в дистиллированной воде. Быстрое затвердевание распыленных воздушной плазмой металлических частиц приводит к образованию микрокристаллической структуры с высокой концентрацией дефектов. Полученный порошок обладает повышенными антикоррозионными свойствами. 3 з. п. ф-лы, 2 табл., 4 ил.
| DE 3233402 C1, 05.01.84 | |||
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ВЫСОКОДИСПЕРСНЫХ ПОРОШКОВ НЕОРГАНИЧЕСКИХ МАТЕРИАЛОВ ЭЛЕКТРИЧЕСКИМ ВЗРЫВОМ И РЕАКТОР ДЛЯ ВЗРЫВА МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ | 1991 |
|
RU2048278C1 |
| СПОСОБ ПОЛУЧЕНИЯ СФЕРИЧЕСКИХ УЛЬТРАДИСПЕРСНЫХ ПОРОШКОВ ОКСИДОВ АКТИВННЫХ МЕТАЛЛОВ | 1993 |
|
RU2033901C1 |
| Шланговое соединение | 0 |
|
SU88A1 |
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
| US 5294242 A, 15.03.94 | |||
| СПОСОБ ПОСЛЕУБОРОЧНОЙ ОБРАБОТКИ ЗЕРНА ПЕРЕД ЗАКЛАДКОЙ НА ХРАНЕНИЕ | 2002 |
|
RU2222159C1 |
