Изобретение относится к оборудованию для пропитки длинномерного ленточного материала, преимущественно тканого, термопластичным связующим в расплавленном состоянии.
Известно устройство для пропитки ленточного волокнистого материала, включающее отпускной механизм материала, средство подачи связующего, средство пропитки и механизм протяжки и отбора материала, SU 1217864.
Данное устройство не обеспечивает достаточной прочности пропитанного материала вследствие неравномерного и ненадежного сцепления связующего с наполнителем. Под действием неподвижных валков пропитывающего устройства связующее в основной массе выдавливается на внешнюю поверхность слоев в местах с наименьшим сопротивлением продавливанию, в результате чего возникает неравномерное по площади пропитывание слоев, проявляются не смоченные связующим участки наполнителя, в связующем образуются и затем остаются при затвердевании воздушные пузырьки. Кроме того, затруднено пропитывание волокон с внешних сторон наполнителя, что также приводит к снижению прочности получаемого продукта - препрега.
Известно устройство, включающее отпускной механизм ленточного материала, принудительное средство подачи расплавленного связующего, средство пропитки - головки экструдера, нагреватели, сглаживающие валки, RU 2051033.
Недостатком описанного в RU 2051033 устройства является то обстоятельство, что пропитка осуществляется только на одной криволинейной поверхности, а именно на поверхности головки экструдера. Это обусловливает, особенно в случае тканого материала, наличие не смоченных расплавленным связующим участков материала, что резко ухудшает его качество и, соответственно, качество получаемых из него изделий.
Данный недостаток устранен в устройстве для пропитки ленточного материала, содержащем отпускной механизм ленточного материала, средство подачи связующего, средство пропитки, включающее верхнюю и нижнюю горизонтально расположенные обогреваемые пластины с волнообразными выступами и соответствующими им впадинами на обращенных друг к другу поверхностях, а также механизм протяжки и отбора материала, RU 2054355.
Указанное техническое решение принято в качестве прототипа настоящего изобретения.
Благодаря продавливанию материала через несколько пар "выступ-впадина" и, соответственно, неоднократному внедрению расплавленного связующего обеспечивается более равномерная пропитка материала, неоднократный отжим и удаление воздушных включений. Это значительно повышает качество препрега.
Однако данное устройство не обеспечивает достаточного количества связующего на поверхности препрега, в результате чего не происходит соединение наматываемых на барабан (оправку) витков препрега; эти витки практически не связаны между собой, вследствие чего намотанный на барабан препрег не образует трубчатое изделие в едином процессе с пропиткой ленточного материала.
Задачей настоящего изобретения является обеспечение надежного склеивания витков препрега, наматываемого на приемный барабан (оправку), и образования тем самым трубчатого изделия в едином процессе с пропиткой ленточного материала.
Согласно изобретению в устройстве для пропитки ленточного материала, содержащем отпускной механизм ленточного материала, средство подачи связующего, предварительный подогреватель, средство пропитки, включающее верхнюю и нижнюю горизонтально расположенные обогреваемые пластины с волнообразными выступами и соответствующими им впадинами на обращенных друг к другу поверхностях, механизм протяжки и отбора материала, включающий установленную на приводном валу оправку, в выступах верхней пластины выполнены сквозные каналы, а на выходе из средства пропитки в верхней пластине образована накопительная камера расплавленного связующего; под оправкой размещен прижимной нагреватель, снабженный приводом возвратно-поступательного перемещения.
Заявителем не выявлены источники, содержащие информацию о технических решениях, идентичных настоящему изобретению, что позволяет сделать вывод о его соответствии критерию «новизна».
Сущность изобретения поясняется чертежами, где изображено:
на фиг.1 - схема устройства;
на фиг.2 - средство пропитки в продольном разрезе.
Устройство для пропитки ленточного материала содержит отпускной механизм, представляющий собой шпулю 1 с рулоном ленточного материала 2, в конкретном примере, стеклоткани. Через обводной валик 3 ленточный материал подается к средству подачи связующего 5 в твердом состоянии (гранулы, порошок), которое представляет собой бункер-дозатор 4. Связующее 5 в конкретном примере -полиэтилентерифталат. Под бункером-дозатором 4 расположен предварительный подогреватель 6. Средство пропитки материала включает верхнюю 7 и нижнюю 8 горизонтально расположенные обогреваемые пластины с волнообразными выступами 9 и соответствующими им впадинами 10 на обращенных друг к другу поверхностях. Верхняя пластина 7 содержит нагревательный элемент 11, нижняя пластина 8 содержит нагревательный элемент 12. Механизм протяжки и отбора материала содержит установленную на приводном валу 13 (приводной двигатель не показан) оправку 14. В выступах 9 верхней пластины 7 выполнены сквозные каналы 15, имеющие наклон книзу по ходу ленточного материала 2. На выходе из средства пропитки в верхней пластине 7 образована накопительная камера 16 расплавленного связующего. Под оправкой 14 ниже места входа на нее ленточного материала 2 размещен прижимной нагреватель 17, снабженный приводом, обеспечивающим возможность возвратно-поступательного перемещения прижимного нагревателя 17 (привод на чертежах не показан).
Устройство работает следующим образом.
Приводной вал 13 поворачивает оправку 14, при этом ленточный материал 2 сматывается со шпули 1 и наматывается на оправку 14. После прохождения обводного валика 3 материал 2 нагревается предварительным подогревателем 6 до температуры плавления связующего 5. Связующее 5 поступает из бункера-дозатора 4 на движущийся ленточный материал 2, налипает на него и перед входом в зазор между верхней 7 и нижней 8 горизонтально расположенными обогреваемыми с помощью нагревательных элементов 11 и 12 пластинами расплавляется. Из указанного зазора расплавленное связующее 5 вместе с движущимся ленточным материалом 2 приходит на первый по его движению выступ 9 пластины 7, а также заполняет первый из каналов 15. На выступе 9 происходит отжим и продавливание через материал 2 связующего 5 в первую из впадин 10 нижней пластины 8. Прошедшее через материал 2 связующее увлекается движущимся материалом 2 к следующему выступу 9, снова происходит отжим и продавливание связующего 5 через материал 2 в следующую впадину 10, и так происходит на каждой паре "выступ-впадина". Во впадинах 10 накапливается некоторое количество расплавленного связующего 5, при этом за счет движения материала 2 во впадинах 10 возникает избыточное давление, что способствует эффективной всесторонней пропитке материала.
Связующее, заполнившее первый по ходу движения материала 2 канал 15, попадает в соответствующую впадину 10 верхней пластины 7, но не продавливается через материал 2, а поступает в следующий канал 15, затем в следующую впадину 10 пластины 7 и так далее до поступления в накопительную камеру 16 и заполнения ее. Из камеры 16 связующее 5 поступает на поверхность пропитанного материала 2, который наматывается на оправку 14. Толщина слоя связующего, поступающего из камеры 16 на поверхность материала 2, регулируется шириной выходной щели камеры 16. Благодаря указанному слою происходит прочное соединение между собой витков пропитанного связующим ленточного материала 2, при этом образуется трубчатое изделие 18 на оправке 14 в едином процессе с пропиткой материала.
Прижимной нагреватель 17 с помощью привода прижимается к материалу 2 на оправке 14, при этом он поддерживает заданную температуру связующего 5, а также обеспечивает выдавливание воздушных пузырьков из формируемого трубчатого изделия 18. Кроме того, за счет прижима происходит удаление избытка связующего 5 в процессе формирования трубчатого изделия 18. Толщина слоя связующего 5 между витками материала на оправке 14 регулируется путем изменения усилия прижима прижимного нагревателя 17.
Изготовленное таким образом трубчатое изделие снимается с оправки 14 и может быть сразу же использовано по назначению.
Для реализации заявленного устройства используются обычные конструкционные материалы и заводское оборудование. Указанные обстоятельства позволяют сделать вывод о соответствии изобретения критерию «промышленная применимость».
| название | год | авторы | номер документа |
|---|---|---|---|
| АНТИФРИКЦИОННЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 2008 |
|
RU2376327C1 |
| УСТРОЙСТВО ДЛЯ ПРОПИТКИ ЛЕНТОЧНОГО ВОЛОКНИСТОГО МАТЕРИАЛА | 1990 |
|
RU2054355C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЛЬЕФНОГО ЗАПОЛНИТЕЛЯ | 2005 |
|
RU2307032C1 |
| Способ изготовления многослойных изделий из полимерных композиционных материалов и станок для осуществления способа | 2018 |
|
RU2697334C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОГИБКОЙ ЛЕНТОЧНОЙ СПИРАЛИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2151059C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ АРМАТУРЫ | 2015 |
|
RU2620803C1 |
| УПРУГОГИБКАЯ ЛЕНТОЧНАЯ СПИРАЛЬ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 1999 |
|
RU2162562C1 |
| УСТАНОВКА ДЛЯ НАМОТКИ ЛЕНТЫ НА ОПРАВКУ | 2008 |
|
RU2399575C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННИКА, ТЕПЛООБМЕННИК ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОГО ЛИСТА ДЛЯ ТЕПЛООБМЕННИКА | 2011 |
|
RU2479815C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2345889C1 |
Изобретение относится к оборудованию для пропитки длинномерного ленточного материала, преимущественно тканого, термопластичным связующим в расплавленном состоянии. Техническим результатом заявленного изобретения является обеспечение надежного склеивания витков препрега, наматываемого на приемный барабан, и образования тем самым трубчатого изделия в едином процессе с пропиткой ленточного материала. Технический результат достигается в устройстве для пропитки ленточного материала. Устройство содержит отпускной механизм ленточного материала, средство подачи связующего, предварительный подогреватель и средство пропитки. Средство пропитки включает верхнюю и нижнюю горизонтально расположенные обогреваемые пластины с волнообразными выступами и соответствующими им впадинами на обращенных друг к другу поверхностях. Устройство для пропитки также содержит механизм протяжки и отбора материала, включающий установленную на приводном валу оправку. При этом в выступах верхней пластины выполнены сквозные каналы, а на выходе из средства пропитки в верхней пластине образована накопительная камера расплавленного связующего. 1 з.п. ф-лы, 2 ил.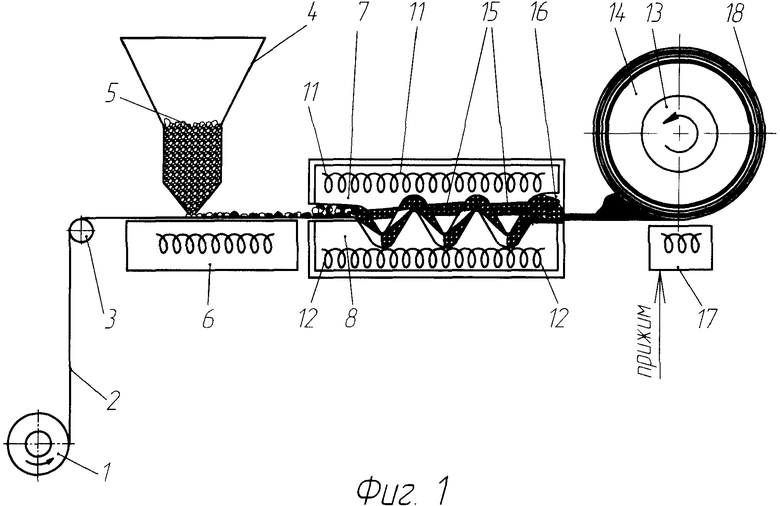
1. Устройство для пропитки ленточного материала, содержащее отпускной механизм ленточного материала, средство подачи связующего, предварительный подогреватель, средство пропитки, включающее верхнюю и нижнюю горизонтально расположенные обогреваемые пластины с волнообразными выступами и соответствующими им впадинами на обращенных друг к другу поверхностях, механизм протяжки и отбора материала, включающий установленную на приводном валу оправку, отличающееся тем, что в выступах верхней пластины выполнены сквозные каналы, а на выходе из средства пропитки в верхней пластине образована накопительная камера расплавленного связующего.
2. Устройство по п.1, отличающееся тем, что под оправкой размещен прижимной нагреватель, снабженный приводом возвратно-поступательного перемещения.
| УСТРОЙСТВО ДЛЯ ПРОПИТКИ ЛЕНТОЧНОГО ВОЛОКНИСТОГО МАТЕРИАЛА | 1990 |
|
RU2054355C1 |
| US 4957422 А1, 18.09.1990 | |||
| US 4259379 А, 31.03.1981 | |||
| US 6387179 A1, 14.05.2002 | |||
| US 5073413 A, 17.12.1991 | |||
| US 5176775 A, 05.01.1993 | |||
| Ручной станок для формовки кирпича | 1928 |
|
SU13477A1 |

